Спосіб розтрубного з’єднання двостінних пластмасових труб
Формула / Реферат
1. Спосіб розтрубного з'єднання двостінних пластмасових труб, що включає приварювання до однієї із цих труб пластмасової муфти, що містить з боку його вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском, який відрізняється тим, що розтрубне з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю, здійснюють за допомогою пластмасової муфти, що утворена відрізком спіралешовної зварної труби з витого полого профілю, внутрішній діаметр якого більший за зовнішній діаметр труб, що з'єднують, причому, ущільнювальне кільце, яке виготовляють з тієї ж самої пластмаси, що і з'єднувані спіралешовні зварні труби з витого полого профілю, з'єднують з внутрішньою поверхнею пластмасової муфти шляхом приварювання поблизу її відкритого торця.
2. Спосіб за п. 1, який відрізняється тим, що при його здійсненні використовують пластмасове ущільнювальне кільце, яке містить декілька радіальних пружних кільцевих поясків різних внутрішніх діаметрів, причому пружні кільцеві пояски, що розміщені далі від вільного торця пластмасової муфти, мають менший внутрішній діаметр.
Текст
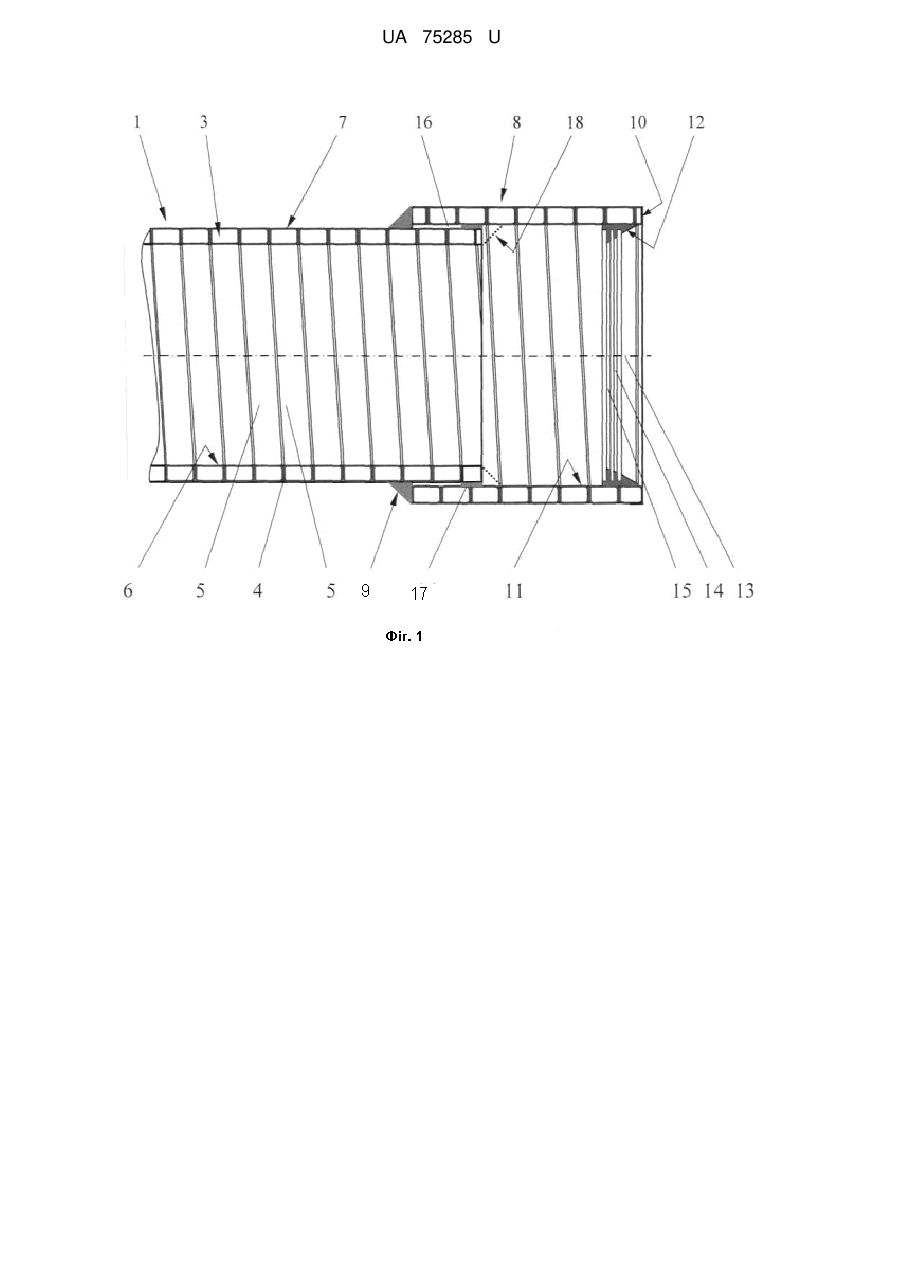
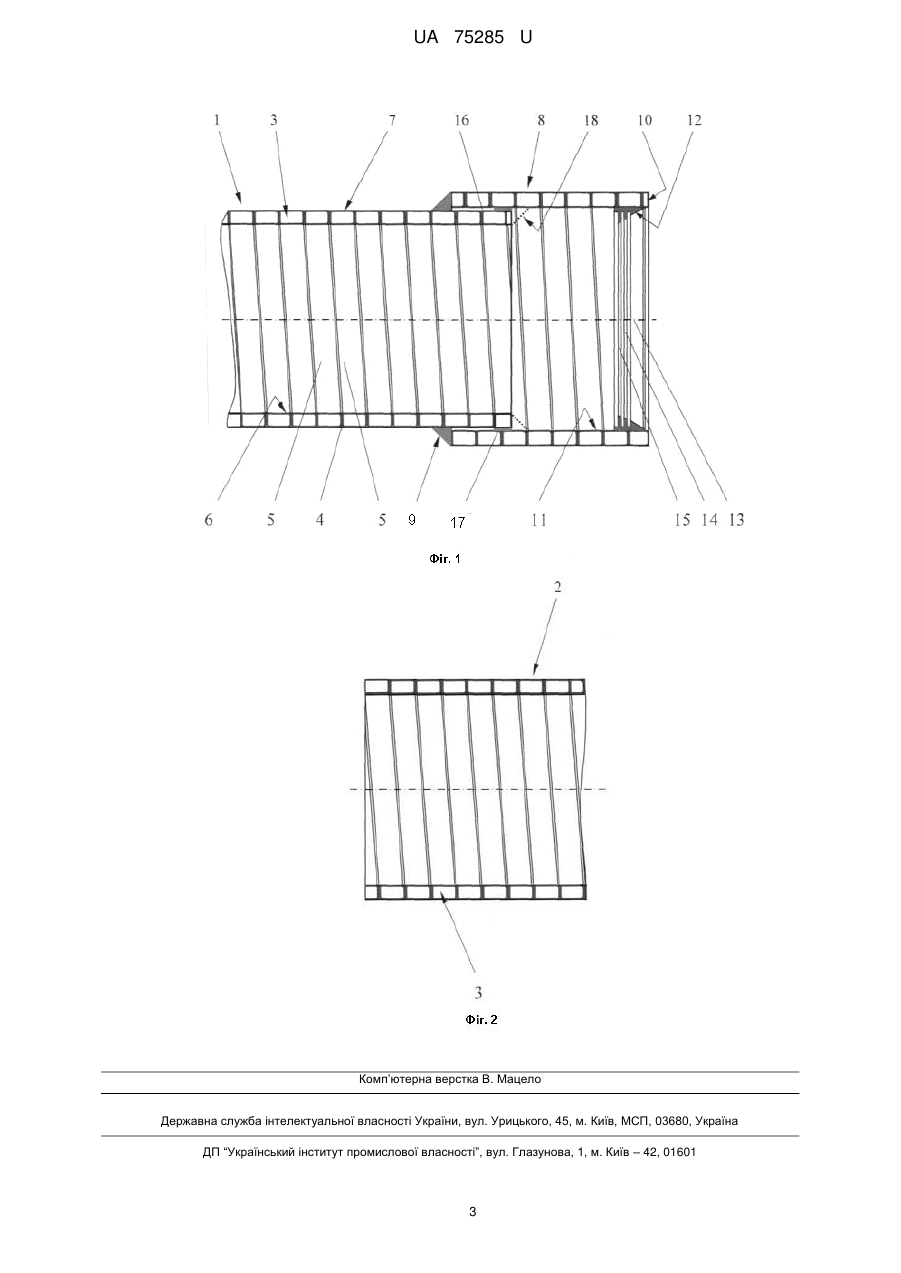
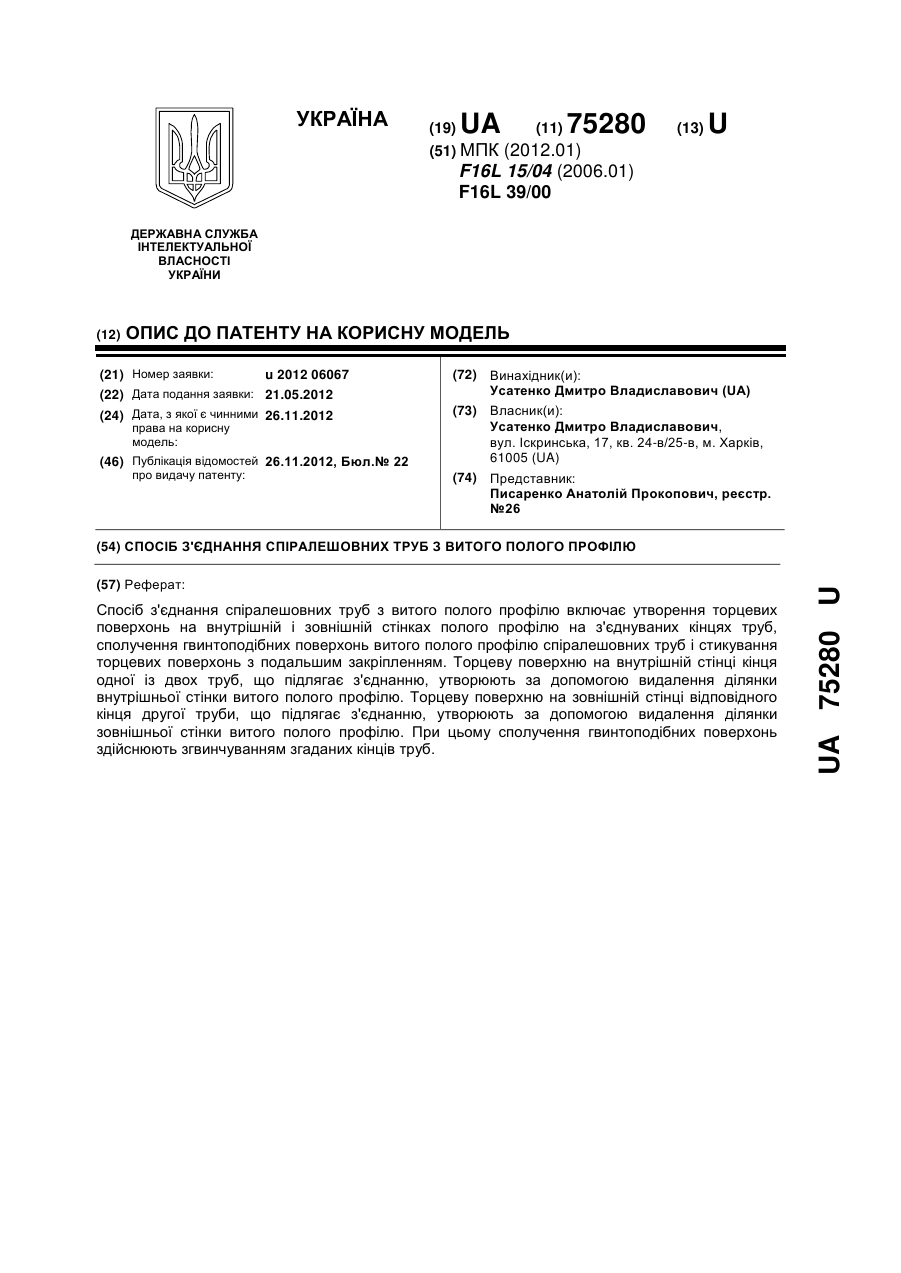
Реферат: Спосіб розтрубного з'єднання двостінних пластмасових труб включає приварювання до однієї із цих труб пластмасової муфти, що містить з боку його вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском. Розтрубне з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю, здійснюють за допомогою пластмасової муфти, що утворена відрізком спіралешовної зварної труби з витого полого профілю, внутрішній діаметр якого більший за зовнішній діаметр труб, що з'єднують. При цьому, ущільнювальне кільце, яке виготовляють з тієї ж самої пластмаси, що і з'єднувані спіралешовні зварні труби з витого полого профілю, з'єднують з внутрішньою поверхнею пластмасової муфти шляхом приварювання поблизу її відкритого торця. UA 75285 U (54) СПОСІБ РОЗТРУБНОГО З'ЄДНАННЯ ДВОСТІННИХ ПЛАСТМАСОВИХ ТРУБ UA 75285 U UA 75285 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способу розтрубного з'єднання двохстінних пластмасових труб, а більш конкретно до способу розтрубного з'єднання спіралешовних зварних труб із термопласту з витого полого профілю. Є відомим спосіб розтрубного з'єднання двостінних пластмасових труб, виготовлених з гладкої внутрішньої труби і гофрованої зовнішньої труби, яка з’єднана внутрішньою трубою (див. WO 00/36325, F16L21/00, 47/02; опубл. 22.06.2000). До одного кінця зовнішньої труби прикріпляють товстостінну з'єднувальну пластмасову муфту з внутрішньою поверхнею, що придатна утримувати кінець труби, а до кінця другої труби прикріпляють товстостінну охоплюючу пластмасову втулку, що утворює розтрубне з'єднання зі з'єднувальною муфтою. З'єднувальна муфта і охоплююча втулка мають рукав, який одягають зовні на край двостінної труби, і внутрішній аксіальний кільцевий виступ, в який опирається двостінна пластмасова труба, вставлена у рукав. Після одягання з'єднувальної муфти чи охоплюючої втулки на двостінну пластмасову трубу, відповідно рукав з'єднувальної муфти чи охоплюючої втулки зварюють зовні з поверхнею гофрованої зовнішньої труби, а внутрішній аксіальний кільцевий виступ з краєм гладкої внутрішньої труби. З боку вільного торця з'єднувальної пластмасової муфти закріпляють ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском. Розтрубне з'єднання двох двостінних труб отримують шляхом введення охоплюючої втулки, що приварена до кінця одної двостінної труби, в отвір з'єднувальної муфти, привареної до кінця другої двостінної труби. Цей відомий спосіб вибраний як найближчий аналог способу, що заявляється. Спільними ознаками способу, що заявляється, і найближчого аналога є наступна сукупність суттєвих ознак «Спосіб розтрубного з'єднання двостінних пластмасових труб, що включає приварювання до одної із цих труб пластмасової муфти, що містить з боку її вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском». Недоліком відомого способу є необхідність використання з'єднувальної муфти і охоплюючої втулки, які мають досить складну конфігурацію і потребують додаткового технологічного обладнання для їх виготовлення, що ускладнює технологію і збільшує собівартість виготовлення розтрубного з'єднання двохстінних пластмасових труб, у тому числі, коли ці труби виконані як спіралешовні зварні труби із термопласту з витого полого профілю. Технічною задачею, на вирішення якої направлена корисна модель, що заявляється, є усунення вказаного недоліку, а саме створення технологічно простого і економічного способу виконання розтрубного з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю. Технічний результат, який може бути отриманий при здійсненні корисної моделі, полягає у спрощенні технології виготовлення розтрубного з'єднання спіралешовних зварних труб із термопласту з витого полого профілю завдяки виключенню необхідності використання додаткових з'єднувальних елементів складної конфігурації, технологія виготовлення яких відрізняється від технології виготовлення спіралешовних зварних труб із термопласту з витого полого профілю. Поставлена задача вирішується за допомогою способу розтрубного з'єднання двостінних пластмасових труб, що включає приварювання до однієї із цих труб пластмасової муфти, що містить з боку його вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском, в якому, згідно з корисноюмоделлю, розтрубне з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю, здійснюють за допомогою пластмасової муфти, що утворена відрізком спіралешовної зварної труби з витого полого профілю, внутрішній діаметр якого більший за зовнішній діаметр труб, що з’єднують, при цьому ущільнювальне кільце, яке виготовляють з тієї ж самої пластмаси, що і з'єднувані спіралешовні зварні труби з витого полого профілю, з'єднують з внутрішньою поверхнею пластмасової муфти шляхом приварювання поблизу її відкритого торця пластмасової муфти. Завдяки зазначеній сукупності суттєвих ознак запропонованого способу спрощується технологія і знижується собівартість виготовлення розтрубного з'єднання спіралешовних зварних труб із термопласту з витого полого профілю. При здійсненні запропонованого способу може бути використане пластмасове ущільнювальне кільце, яке містить декілька радіальних пружних кільцевих поясків різних внутрішніх діаметрів, при цьому внутрішні діаметри радіальних пружних кільцевих поясків зростають при віддаленні їх від відкритого торця всередину пластмасової муфти. Суть технічного рішення, що заявляється, більш детально описана з посиланням на креслення, де показано: 1 UA 75285 U 5 10 15 20 25 30 на фіг. 1 - схематичне зображення спіралешовної труби з витого полого профілю, до якої приварена пластмасова муфта; на фіг. 2 - схематичне зображення другої спіралешовної труби з витого полого профілю, яка при вставлянні в пластмасову муфту спіралешовної труби, зображеної на фіг. 1, утворює розтрубне з'єднання з першою трубою. Спіралешовні труби 1 і 2 виготовляються з витого полого профілю 3, як правило, що має прямокутний контур і виконаний з термопластичного матеріалу. В процесі виготовлення труб стики 4 в місцях сполучення витків 5 полого профілю 3 зварюються з утворенням внутрішньої 6 і зовнішньої 7 стінок труб. Розтрубне з'єднання спіралешовних зварних труб з витого полого профілю за допомогою способу, що заявляється, здійснюють наступним чином. На трубу 1 частково насувають пластмасову муфту 8, що утворена відрізком спіралешовної зварної труби з витого полого профілю більшого діаметра, ніж труби 1 і 2. Після чого трубу 1 зварюють з пластмасовою муфтою 8 з утворенням герметичного кільцевого шва 9. З боку вільного торця 10 до поверхні внутрішньої стінки 11 муфти 8 приварюють пластмасове ущільнювальне кільце 12, яке виготовляють з тієї ж самої пластмаси, що і з'єднувані спіралешовні зварні труби 1 і 2. Кільце 12 містить виступаючі усередину радіальні пружні кільцеві пояски 13, 14, 15, причому пружні кільцеві пояски, що розміщені далі від вільного торця пластмасової муфти, мають менший внутрішній діаметр. Для виготовлення пластмасової муфти 8 використовують відрізок спіралешовної зварної труби з витого полого профілю, внутрішній діаметр якої більший ніж зовнішній діаметр труб 1 і 2, що з'єднують, на величину двійного кільцевого проміжку 16, необхідного для розміщення ущільнювального кільця 11 у його робочому положенні, коли пружні кільцеві пояски 12, 13 і 14 пружно здеформовані. Для щільної посадки пластмасової муфти 8 на трубу 1 на край труби 1 або усередині муфти 2 на ділянці сполучної поверхні можуть бути попередньо, до насування муфти 8 на трубу 1, приварені ущільнюючі елементи 17, які виконані як пластмасові ребра, або кільцеві виступи, або вставлені додаткові ущільнення, тощо. Також торець труби 1, що знаходиться всередині муфти 8 може бути зварений з внутрішньою стінкою 11 муфти 8 з утворенням герметичного зварного шва 18. Трубу 2 вставляють усередину пластмасової муфти 8 з боку відкритого торця 10, причому радіальні пружні кільцеві пояски 12, 13, 14, пружно деформуючись, охоплюють зовнішню поверхні труби 2 і ущільнюють утворене розтрубне з'єднання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 1. Спосіб розтрубного з'єднання двостінних пластмасових труб, що включає приварювання до однієї із цих труб пластмасової муфти, що містить з боку його вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском, який відрізняється тим, що розтрубне з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю, здійснюють за допомогою пластмасової муфти, що утворена відрізком спіралешовної зварної труби з витого полого профілю, внутрішній діаметр якого більший за зовнішній діаметр труб, що з'єднують, причому, ущільнювальне кільце, яке виготовляють з тієї ж самої пластмаси, що і з'єднувані спіралешовні зварні труби з витого полого профілю, з'єднують з внутрішньою поверхнею пластмасової муфти шляхом приварювання поблизу її відкритого торця. 2. Спосіб за п. 1, який відрізняється тим, що при його здійсненні використовують пластмасове ущільнювальне кільце, яке містить декілька радіальних пружних кільцевих поясків різних внутрішніх діаметрів, причому пружні кільцеві пояски, що розміщені далі від вільного торця пластмасової муфти, мають менший внутрішній діаметр. 2 UA 75285 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for socket-and-spigot joint of double-wall plastic pipes
Автори англійськоюUsatenko Dmytro Vladyslavovych
Назва патенту російськоюСпособ раструбного соединения двухстенных пластмассовых труб
Автори російськоюУсатенко Дмитрий Владиславович
МПК / Мітки
МПК: F16L 39/00, F16L 47/00
Мітки: розтрубного, двостінних, пластмасових, з'єднання, спосіб, труб
Код посилання
<a href="https://ua.patents.su/5-75285-sposib-roztrubnogo-zehdnannya-dvostinnikh-plastmasovikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб розтрубного з’єднання двостінних пластмасових труб</a>
Спосіб з’єднання спіралешовних труб з витого полого профілю
Номер патенту: 75280
Опубліковано: 26.11.2012
Автор: Усатенко Дмитро Владиславович
МПК: F16L 39/00, F16L 15/04
Мітки: з'єднання, витого, спосіб, труб, профілю, полого, спіралешовних
Формула / Реферат:
Спосіб з'єднання спіралешовних труб з витого полого профілю, що включає утворення торцевих поверхонь на внутрішній і зовнішній стінках полого профілю на з'єднуваних кінцях труб, сполучення гвинтоподібних поверхонь витого полого профілю спіралешовних труб і стикування торцевих поверхонь з подальшим закріпленням, який відрізняється тим, що торцеву поверхню на внутрішній стінці кінця одної із двох труб, що підлягає з'єднанню, утворюють за...
Матриця для виготовлення пластмасових труб відцентровим методом
Номер патенту: 78877
Опубліковано: 25.04.2007
Автори: Ріндерхофер Александер, Грассбергер Вольфганг
МПК: B29C 41/04
Мітки: виготовлення, відцентровим, пластмасових, методом, труб, матриця
Формула / Реферат:
1. Матриця для виготовлення пластмасової труби довжиною Х відцентровим методом, що має циліндричний корпус (26), внутрішній діаметр більш ніж 1 м, довжину більш ніж 3 м і два ходових кільця (22, 24), що забезпечують можливість обертання матриці на відповідних опорах (30.1, 30.2; 30.3, 30.4) навколо власної осі і розташовані на протилежних кінцях матриці за межами її ділянки (10, 12, 14), довжина якої відповідає довжині Х труби, і щонайменше...
Спосіб прискорення випробувань пластмасових труб на стійкість до постійного внутрішнього тиску
Номер патенту: 88844
Опубліковано: 25.11.2009
Автори: Пашинський Віктор Антонович, Шульгін Володимир Васильович
Мітки: пластмасових, тиску, труб, прискорення, внутрішнього, стійкість, випробувань, спосіб, постійного
Формула / Реферат:
Спосіб прискорення випробувань пластмасових труб на стійкість до постійного внутрішнього тиску, який полягає у випробуванні матеріалу труб на розтяг протягом заданого стандартом відрізку часу при дії постійної температури й фіксованих початкових напружень, який відрізняється тим, що випробовуються вирізані зі стінок труб зразки-лопатки при створених каліброваними вантажами початкових розтягуючих напруженнях, які перевищують стандартні...
Спосіб прискорення випробувань пластмасових труб на стійкість до постійного внутрішнього тиску
Номер патенту: 37827
Опубліковано: 10.12.2008
Автори: Шульгін Володимир Васильович, Пашинський Віктор Антонович
МПК: G01L 1/00
Мітки: внутрішнього, тиску, труб, постійного, пластмасових, прискорення, випробувань, спосіб, стійкість
Формула / Реферат:
Спосіб прискорення випробувань пластмасових труб на стійкість до постійного внутрішнього тиску, який полягає у випробуванні матеріалу труб на розтяг при дії заданих напружень та температури протягом певного відрізку часу, який відрізняється тим, що випробовуються на розтяг зразки-лопатки, вирізані зі стінок труб, при початкових напруженнях у зразках, більших від наведених у стандартах.
Ванна для охолодження пластмасових труб
Номер патенту: 4411
Опубліковано: 27.12.1994
Автори: Колесник Микола Олексійович, Александров Володимир Федорович, Корпухов Володимир Миколайович
МПК: B29C 47/90, B29C 47/08
Мітки: ванна, труб, пластмасових, охолодження
Формула / Реферат:
Ванна для охлаждения пластмассовых труб, содержащая корпус с входным и выходным отверстиями в его вертикальных стенках, коллектор, связанный с устройством для подачи жидкого хладагента на поверхность пластмассовой трубы, выполненный в виде параллельных между собой рабочих трубок с отверстиями на их боковых сторонах, и устройство для удаления остатков хладагента с поверхности пластмассовой трубы, выполненное в виде газовой камеры,...
Попередній патент: Канал автоматичного супроводження літальних апаратів за напрямком для лвс полігонного випробувального комплексу
Наступний патент: Спосіб герметичного з’єднання труб за допомогою герметика
Випадковий патент: Електромашинний агрегат