Спосіб герметичного з’єднання труб за допомогою герметика
Формула / Реферат
1. Спосіб герметичного з'єднання труб за допомогою герметика, при якому вставляють край одної труби у внутрішній отвір другої труби, заповнюють герметиком кільцевий проміжок між вставленим краєм першої труби з відповідною внутрішньою поверхнею другої труби, залишають з'єднані труби з герметиком у спокої до повного затвердіння герметика, який відрізняється тим, що до початку з'єднання кінців двох труб, які виконані як спіралешовні зварні труби із термопласта з витого порожнистого профілю, що містять внутрішню і зовнішню стінки, на з'єднуваному кінці одної труби видаляють ділянку зовнішньої стінки витого порожнистого профілю з утворенням торцевої поверхні на зовнішній стінці, а з боку відповідного кінця на другій трубі видаляють ділянку внутрішньої стінки витого порожнистого профілю, після чого зовні на з'єднуваний кінець труби з видаленою зовнішньою стінкою наносять герметик щонайменше між трьома витками відкритих гвинтових ребер порожнистого профілю, що наближені до торцевої поверхні на зовнішній стінці цієї труби, після чого згвинчують згадані кінці двох труб до зіткнення відповідних торців їх зовнішніх стінок, причому під час загвинчування відбувається надійне заповнення герметиком радіального проміжку між двома з'єднуваними краями двох труб щонайменше в зоні, наближеній до спряжених торців на зовнішніх стінках труб.
2. Спосіб за п. 1, який відрізняється тим, що до нанесення герметика на трубу, що містить ділянку з видаленою зовнішньою стінкою, в ній перекривають порожнину в порожнистому профілі на ділянці, що розташована поблизу згаданої торцевої поверхні першої труби з боку, протилежного ділянці з видаленою зовнішньою стінкою.
3. Спосіб за п. 2, який відрізняється тим, що перекривання порожнини у порожнистому профілі здійснюють за допомогою пластини із термопласта, причому попередньо виконують прорізь у порожнистому профілі на внутрішній або зовнішній стінці труби по всій ширині порожнини порожнистого профілю, через виконану прорізь вставляють пластину із термопласта, яка має поперечний переріз, що відповідає довжині і ширині прорізі, і висоту, яка більше, ніж висота профілю, і приварюють пластину до внутрішньої сторони бокових стінок профілю після того, як поверхні всередині профілю і пластини, що підлягають з'єднанню, були оброблені і нагріті до розплавленого стану.
Текст
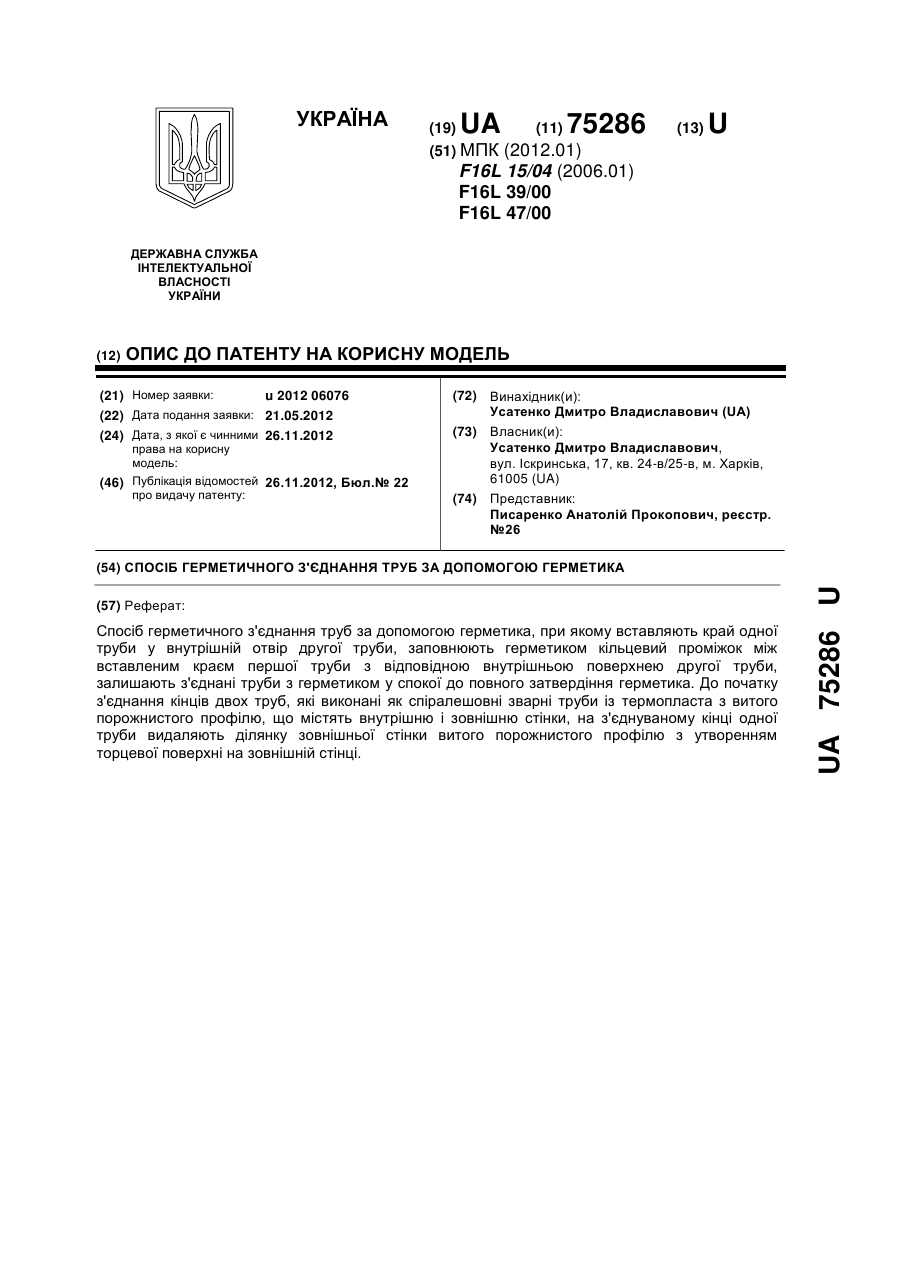
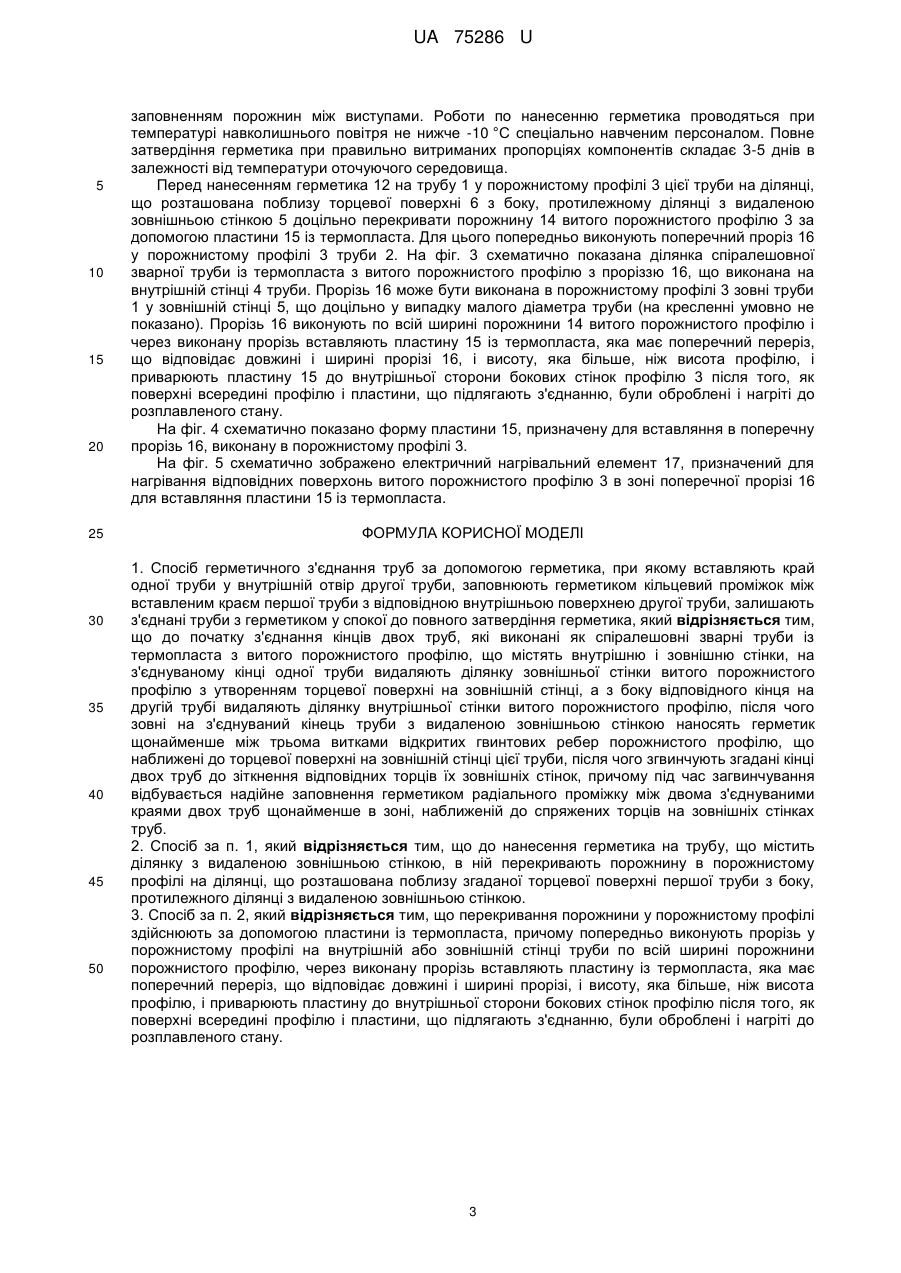
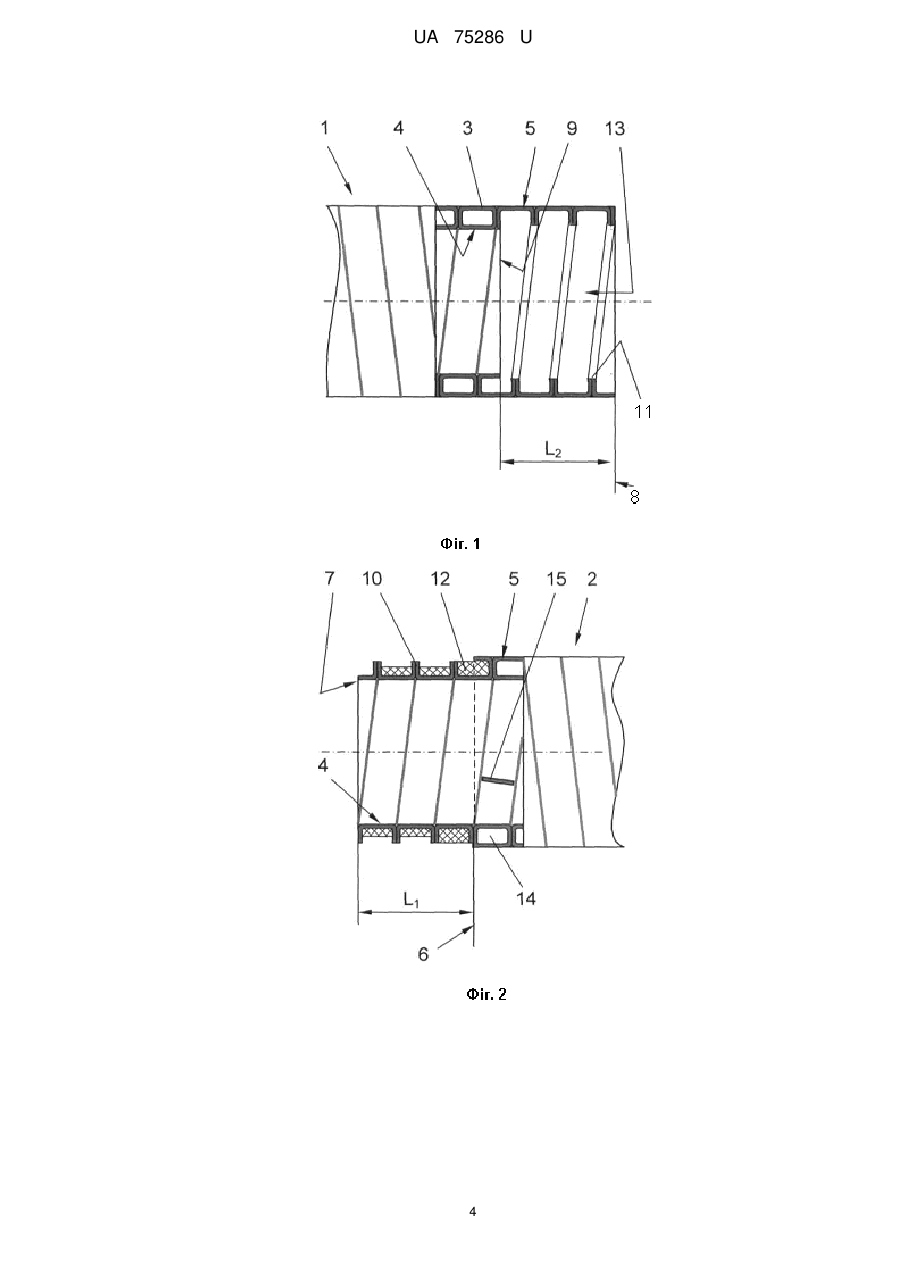
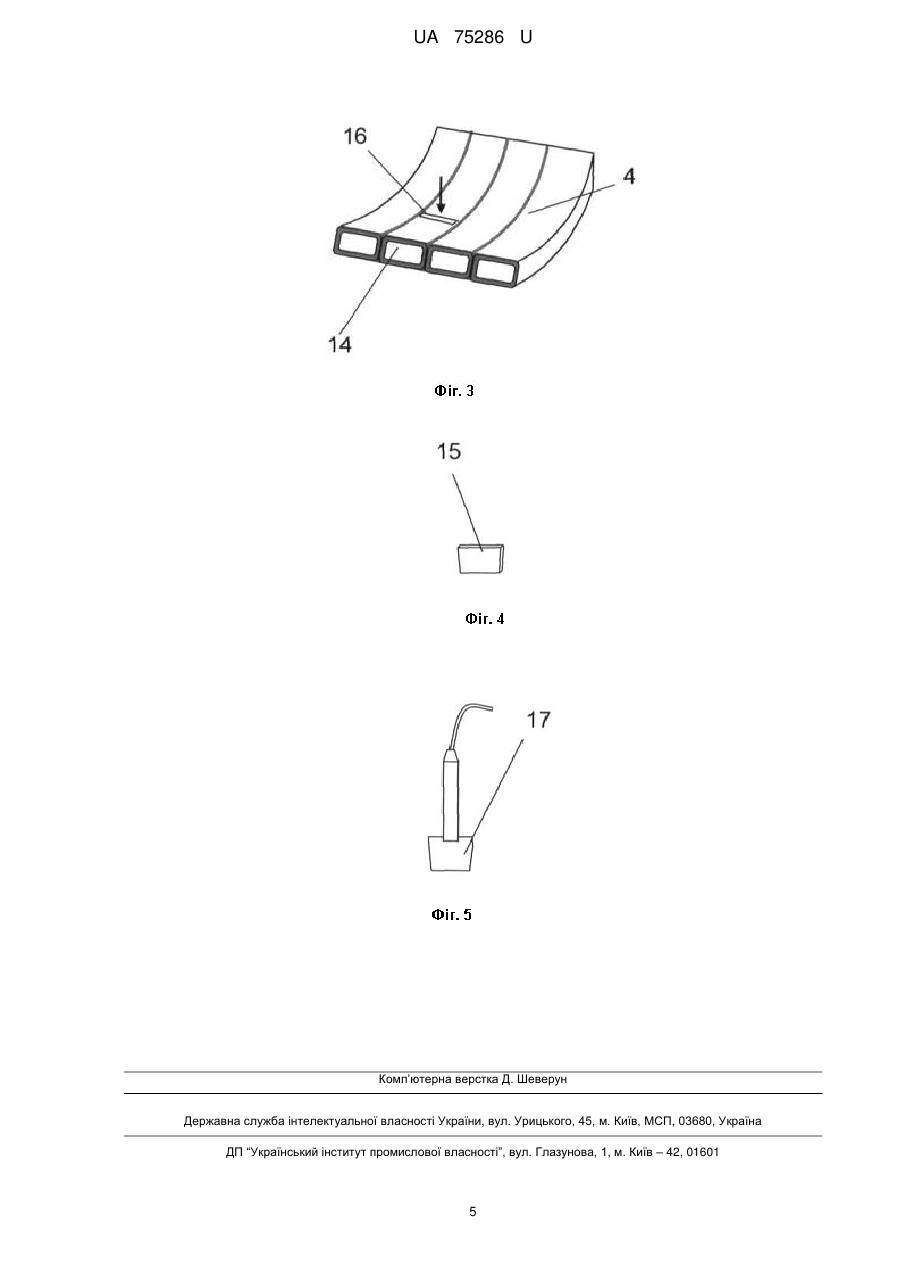
Реферат: Спосіб герметичного з'єднання труб за допомогою герметика, при якому вставляють край одної труби у внутрішній отвір другої труби, заповнюють герметиком кільцевий проміжок між вставленим краєм першої труби з відповідною внутрішньою поверхнею другої труби, залишають з'єднані труби з герметиком у спокої до повного затвердіння герметика. До початку з'єднання кінців двох труб, які виконані як спіралешовні зварні труби із термопласта з витого порожнистого профілю, що містять внутрішню і зовнішню стінки, на з'єднуваному кінці одної труби видаляють ділянку зовнішньої стінки витого порожнистого профілю з утворенням торцевої поверхні на зовнішній стінці. UA 75286 U (54) СПОСІБ ГЕРМЕТИЧНОГО З'ЄДНАННЯ ТРУБ ЗА ДОПОМОГОЮ ГЕРМЕТИКА UA 75286 U UA 75286 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до технології з'єднання спіралешовних зварних труб із термопласта, виготовлених з витого порожнистого профілю. Спіралешовні зварні труби із термопласта виготовляють з витого порожнистого профілю, що має прямокутний контур, шляхом спірального намотування вказаного профілю на металевий циліндричний барабан з одночасним зварюванням бокових поверхонь суміжних витків під час їх намотування на барабан. Внаслідок чого утворюється двостінна герметична спіралешовна зварна труба, що має внутрішню і зовнішню стінки, які з'єднуються радіальними гвинтовими ребрами, утвореними звареними стінками суміжних витків порожнистого профілю. З патентного документу GB 2159906 (A), F16L13/11, опубл. 11.12.1985, відомий спосіб герметичного з'єднання труб за допомогою герметика, при виконанні якого виконують наступні дії: вставляють край одної труби у внутрішній отвір другої труби, заповнюють герметиком кільцевий проміжок між вставленим краєм першої труби з відповідною внутрішньою поверхнею другої труби, залишають з'єднані труби з герметиком у спокої до повного затвердіння герметика. Недоліком відомого способу є те, що він може бути використаний лише для труб, що мають різні діаметри, коли трубу меншого діаметра вставляють в отвір труби більшого діаметра, а кільцевий проміжок між зовнішньою поверхнею труби меншого діаметра і поверхнею внутрішнього отвору труби більшого діаметра заповнюють герметиком. Тому такий спосіб не може бути використаний для герметичного з'єднання труб, що мають однаковий діаметр. Технічною задачею, на вирішення якої направлена корисна модель, що заявляється, є створення способу для герметичного з'єднання за допомогою герметика спіралешовних зварних труб із термопласта, виготовлених із витого порожнистого профілю. Технічний результат, який може бути отриманий при здійсненні корисної моделі, полягає в отриманні технологічно простого способу герметичного з'єднання спіралешовних зварних труб одного діаметра із термопласта, виготовлених із витого порожнистого профілю. Поставлена задача вирішується за допомогою способу герметичного з'єднання труб за допомогою герметика, при виконанні якого виконують наступні дії: вставляють край одної труби у внутрішній отвір другої труби, заповнюють герметиком кільцевий проміжок між вставленим краєм першої труби з відповідною внутрішньою поверхнею другої труби, залишають з'єднані труби з герметиком у спокої до повного затвердіння герметика, в якому, згідно з корисною моделлю, до початку з'єднання кінців двох труб, які виконані як спіралешовні зварні труби із термопласта з витого порожнистого профілю, що містять внутрішню і зовнішню стінки, на з'єднуваному кінці одної труби видаляють ділянку зовнішньої стінки витого порожнистого профілю з утворенням торцевої поверхні на зовнішній стінці, а з боку відповідного кінця на другій трубі видаляють ділянку внутрішньої стінки витого порожнистого профілю, після чого зовні на з'єднуваний кінець труби з видаленою зовнішньою стінкою наносять герметик щонайменше між трьома витками відкритих гвинтових ребер порожнистого профілю, що наближені до торцевої поверхні на зовнішній стінці цієї труби, після чого згвинчують згадані кінці двох труб до зіткнення відповідних торців їх зовнішніх стінок. При цьому під час загвинчування відбувається надійне заповнення герметиком радіального проміжку між двома з'єднуваними краями двох труб щонайменше в зоні, наближеній до спряжених торців на зовнішніх стінках труб. Вказана сукупність суттєвих ознак способу, що заявляється, дозволяє отримати за допомогою простих технологічних операцій герметичне з'єднання спіралешовних зварних труб із термопласта, виготовлених із витого порожнистого профілю, що мають однаковий діаметр. Доцільно до нанесення герметика на трубу, що містить ділянку з видаленою зовнішньою стінкою, виконувати в ній перекриття порожнини в порожнистому профілі на ділянці, що розташована поблизу згаданої торцевої поверхні першої труби з боку, протилежного ділянці з видаленою зовнішньою стінкою. Це дозволяє запобігти видавлюванню значної частини герметика в порожнину витого профілю, а отже зменшує витрати герметика, необхідного для надійної герметизації з'єднання спіралешовних зварних труб із термопласта, виготовлених із витого порожнистого профілю. Також доцільно перекривання порожнини у порожнистому профілі здійснювати за допомогою пластини із термопласта, при цьому попередньо виконують прорізь у порожнистому профілі на внутрішній або зовнішній стінці труби по всій ширині порожнини порожнистого профілю, через виконану прорізь вставляють пластину із термопласта, яка має поперечний переріз, що відповідає довжині і ширині прорізу, і висоту, яка більше, ніж висота профілю, і приварюють пластину до внутрішньої сторони бокових стінок профілю після того, як поверхні всередині профілю і пластини, що підлягають з'єднанню, були оброблені і нагріті до розплавленого стану. 1 UA 75286 U 5 10 15 20 25 30 35 40 45 50 55 60 Таке перекривання порожнини у порожнистому профілі виконується за допомогою простих технологічних операцій, що не ускладнює запропонованого способу і водночас підвищує надійність герметизації отриману за допомогою герметичного з'єднання спіралешовних зварних труб із термопласта, виготовлених із витого порожнистого профілю. Суть технічного рішення, що заявляється, більш детально описана з посиланням на креслення, де показано: на фіг. 1 - схематичне зображення відповідного з'єднуваного кінця спіралешовної труби з витого порожнистого профілю з видаленою ділянкою зовнішньої стінки і нанесеним герметиком між витками відкритих гвинтових ребер витого порожнистого профілю; на фіг. 2 - схематичне зображення з'єднуваного кінця спіралешовної труби з витого порожнистого профілю з видаленою ділянкою внутрішньої стінки; на фіг. 3 - схематичне зображення частини внутрішньої стінки спіралешовної труби з витого порожнистого профілю з виконаною поперечною проріззю в одному із витків витого порожнистого профілю, яка призначена для вставляння пластини із термопласта для поперечного перекривання каналу у витому порожнистому профілі; на фіг. 4 - схематичне зображення пластини із термопласта, що призначена для поперечного перекривання каналу у витому порожнистому профілі; на фіг. 5 - схематичне зображення електричного нагрівального елемента, призначеного для нагрівання відповідних поверхонь витого порожнистого профілю в зоні поперечного прорізу для вставляння пластини із термопласта. Герметичне з'єднання спіралешовних зварних труб із термопласта, виготовлених з витого порожнистого профілю за допомогою запропонованого способу виконують наступним чином. До початку з'єднання кінців двох труб 1 і 2 одного зовнішнього діаметра, які виконані як спіралешовні зварні труби із термопласта з витого порожнистого профілю 3, кожна з яких містить внутрішню стінку 4 і зовнішню стінку 5, на з'єднуваному кінці труби 2 видаляють ділянку довжиною L1 зовнішньої стінки 5 витого порожнистого профілю 3 з утворенням торцевої поверхні 6 на зовнішній стінці 5 (див. фіг. 1) і крайньої торцевої поверхні 7 на внутрішній стінці 4, а з боку відповідного кінця на трубі 2 видаляють ділянку довжиною L2 внутрішньої стінки 4 витого порожнистого профілю 3 з утворенням крайньої торцевої поверхні 8 на зовнішній стінці 5 і внутрішньої торцевої поверхні 9 на внутрішній стінці 4 (див. фіг. 2). При цьому довжину L1 ділянки на трубі 1 вибирають за умови, що вона охоплює не менше трьох витків витого порожнистого профілю 3. А довжину L2 ділянки на трубі 2 вибирають за умови L2≥L1. Внаслідок чого на трубі 1 оголюються зовнішні гвинтові ребра 10 витого порожнистого профілю, а всередині труби 2 - внутрішні гвинтові ребра 11 витого порожнистого профілю. Гвинтові ребра 10 і 11 утворюють зовнішню і внутрішню різі, відповідно на трубах 1 і 2. Потім на з'єднуваний кінець труби 1 з видаленою зовнішньою стінкою 5 наносять герметик 12 щонайменше між трьома витками відкритих гвинтових ребер 10 витого порожнистого профілю 3, що наближені до торцевої поверхні 6 на зовнішній стінці труби 1. Після чого вставляють край труби 1 з видаленою зовнішньою стінкою 5 у внутрішній отвір 13 труби 2 з видаленою внутрішньою стінкою 4 і згвинчують кінці труб 1 і 2 до зіткнення торцевої поверхні 6 на зовнішній стінці 5 труби 1 з торцевою поверхнею 8 на зовнішній стінці 5 труби 2. Під час згвинчування труб 1 і 2 герметик 12 частково виштовхується внутрішніми гвинтовими ребрами 8 труби 2 в сторону торцевої поверхні 6 на трубі 1. При цьому відбувається надійне заповнення герметиком 12 радіального проміжку між двома з'єднуваними краями двох труб щонайменше в зоні, наближеній до спряжених торців на зовнішніх стінках труб 2 і 1, утворених торцевими поверхнями 6 і 8. Згвинчування труб 1 і 2 здійснюють до моменту стикування торцевих поверхонь 6 і 8. У разі коли L1=L2, при стикуванні торцевих поверхонь 6 і 8 одночасно відбувається стикування торцевих поверхонь 7 і 9. Зайвий герметик, видавлений назовні з'єднуваних кінців труб збирають шпателем. Він може бути використаний для герметизації наступного місця з'єднання. Після згвинчування труб 1 і 2, з'єднані труби залишають у спокої до повного затвердіння герметика 12. Для герметизації з'єднання спіралешовних труб 1 і 2 з витого порожнистого профілю найбільш доцільно використовувати двокомпонентний затвердіваючий поліуретановий герметик "Гертекс". Після затвердіння герметик є еластичним гумоподібним матеріалом, що характеризується хорошою адгезією до будівельних матеріалів і зокрема до поліетилену, з якого виготовлені труби 1 і 2 з термопласта, і відсутністю усадки. Герметик має хороші розтікання. Працездатний в інтервалі температур - 60° до +80 °C. Життєздатність при температурі +18 °C - 45 хвилин, при температурі 0 °C - 1 година. Умовна міцність при розтягуванні у момент розриву складає не менше 0,6 Мра. Герметик наносять на поверхні гвинтових ребер, що сполучаються, за допомогою шпателя уручну з максимальним 2 UA 75286 U 5 10 15 20 25 30 35 40 45 50 заповненням порожнин між виступами. Роботи по нанесенню герметика проводяться при температурі навколишнього повітря не нижче -10 °C спеціально навченим персоналом. Повне затвердіння герметика при правильно витриманих пропорціях компонентів складає 3-5 днів в залежності від температури оточуючого середовища. Перед нанесенням герметика 12 на трубу 1 у порожнистому профілі 3 цієї труби на ділянці, що розташована поблизу торцевої поверхні 6 з боку, протилежному ділянці з видаленою зовнішньою стінкою 5 доцільно перекривати порожнину 14 витого порожнистого профілю 3 за допомогою пластини 15 із термопласта. Для цього попередньо виконують поперечний проріз 16 у порожнистому профілі 3 труби 2. На фіг. 3 схематично показана ділянка спіралешовної зварної труби із термопласта з витого порожнистого профілю з проріззю 16, що виконана на внутрішній стінці 4 труби. Прорізь 16 може бути виконана в порожнистому профілі 3 зовні труби 1 у зовнішній стінці 5, що доцільно у випадку малого діаметра труби (на кресленні умовно не показано). Прорізь 16 виконують по всій ширині порожнини 14 витого порожнистого профілю і через виконану прорізь вставляють пластину 15 із термопласта, яка має поперечний переріз, що відповідає довжині і ширині прорізі 16, і висоту, яка більше, ніж висота профілю, і приварюють пластину 15 до внутрішньої сторони бокових стінок профілю 3 після того, як поверхні всередині профілю і пластини, що підлягають з'єднанню, були оброблені і нагріті до розплавленого стану. На фіг. 4 схематично показано форму пластини 15, призначену для вставляння в поперечну прорізь 16, виконану в порожнистому профілі 3. На фіг. 5 схематично зображено електричний нагрівальний елемент 17, призначений для нагрівання відповідних поверхонь витого порожнистого профілю 3 в зоні поперечної прорізі 16 для вставляння пластини 15 із термопласта. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб герметичного з'єднання труб за допомогою герметика, при якому вставляють край одної труби у внутрішній отвір другої труби, заповнюють герметиком кільцевий проміжок між вставленим краєм першої труби з відповідною внутрішньою поверхнею другої труби, залишають з'єднані труби з герметиком у спокої до повного затвердіння герметика, який відрізняється тим, що до початку з'єднання кінців двох труб, які виконані як спіралешовні зварні труби із термопласта з витого порожнистого профілю, що містять внутрішню і зовнішню стінки, на з'єднуваному кінці одної труби видаляють ділянку зовнішньої стінки витого порожнистого профілю з утворенням торцевої поверхні на зовнішній стінці, а з боку відповідного кінця на другій трубі видаляють ділянку внутрішньої стінки витого порожнистого профілю, після чого зовні на з'єднуваний кінець труби з видаленою зовнішньою стінкою наносять герметик щонайменше між трьома витками відкритих гвинтових ребер порожнистого профілю, що наближені до торцевої поверхні на зовнішній стінці цієї труби, після чого згвинчують згадані кінці двох труб до зіткнення відповідних торців їх зовнішніх стінок, причому під час загвинчування відбувається надійне заповнення герметиком радіального проміжку між двома з'єднуваними краями двох труб щонайменше в зоні, наближеній до спряжених торців на зовнішніх стінках труб. 2. Спосіб за п. 1, який відрізняється тим, що до нанесення герметика на трубу, що містить ділянку з видаленою зовнішньою стінкою, в ній перекривають порожнину в порожнистому профілі на ділянці, що розташована поблизу згаданої торцевої поверхні першої труби з боку, протилежного ділянці з видаленою зовнішньою стінкою. 3. Спосіб за п. 2, який відрізняється тим, що перекривання порожнини у порожнистому профілі здійснюють за допомогою пластини із термопласта, причому попередньо виконують прорізь у порожнистому профілі на внутрішній або зовнішній стінці труби по всій ширині порожнини порожнистого профілю, через виконану прорізь вставляють пластину із термопласта, яка має поперечний переріз, що відповідає довжині і ширині прорізі, і висоту, яка більше, ніж висота профілю, і приварюють пластину до внутрішньої сторони бокових стінок профілю після того, як поверхні всередині профілю і пластини, що підлягають з'єднанню, були оброблені і нагріті до розплавленого стану. 3 UA 75286 U 4 UA 75286 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 5
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for sealing joint of pipes by sealant
Автори англійськоюUsatenko Dmytro Vladyslavovych
Назва патенту російськоюСпособ герметичного соединения труб с помощью герметика
Автори російськоюУсатенко Дмитрий Владиславович
МПК / Мітки
МПК: F16L 39/00, F16L 15/04, F16L 47/00
Мітки: допомогою, труб, спосіб, з'єднання, герметичного, герметика
Код посилання
<a href="https://ua.patents.su/7-75286-sposib-germetichnogo-zehdnannya-trub-za-dopomogoyu-germetika.html" target="_blank" rel="follow" title="База патентів України">Спосіб герметичного з’єднання труб за допомогою герметика</a>
Спосіб з’єднання спіралешовних труб з витого полого профілю
Номер патенту: 75280
Опубліковано: 26.11.2012
Автор: Усатенко Дмитро Владиславович
МПК: F16L 15/04, F16L 39/00
Мітки: труб, полого, з'єднання, витого, профілю, спосіб, спіралешовних
Формула / Реферат:
Спосіб з'єднання спіралешовних труб з витого полого профілю, що включає утворення торцевих поверхонь на внутрішній і зовнішній стінках полого профілю на з'єднуваних кінцях труб, сполучення гвинтоподібних поверхонь витого полого профілю спіралешовних труб і стикування торцевих поверхонь з подальшим закріпленням, який відрізняється тим, що торцеву поверхню на внутрішній стінці кінця одної із двох труб, що підлягає з'єднанню, утворюють за...
Спосіб розтрубного з’єднання двостінних пластмасових труб
Номер патенту: 75285
Опубліковано: 26.11.2012
Автор: Усатенко Дмитро Владиславович
МПК: F16L 47/00, F16L 39/00
Мітки: пластмасових, спосіб, труб, розтрубного, двостінних, з'єднання
Формула / Реферат:
1. Спосіб розтрубного з'єднання двостінних пластмасових труб, що включає приварювання до однієї із цих труб пластмасової муфти, що містить з боку його вільного торця ущільнювальне кільце з виступаючим усередину радіальним пружним кільцевим пояском, який відрізняється тим, що розтрубне з'єднання двостінних пластмасових труб, які виконані як спіралешовні зварні труби із термопласту з витого полого профілю, здійснюють за допомогою пластмасової...
Спосіб герметичного з’єднання системи трубчастих каналів з корпусом теплообмінника за допомогою нанотехнологій
Номер патенту: 64987
Опубліковано: 25.11.2011
Автори: Аль Суод Сахмуд Мухамед, Голобородько Андрей Николаевич, Безкоровайний Дмитро Сергійович, Рябенький Володимир Михайлович
МПК: F16L 41/00, F28F 1/00
Мітки: трубчастих, допомогою, нанотехнологій, герметичного, теплообмінника, з'єднання, корпусом, каналів, системі, спосіб
Формула / Реферат:
Спосіб герметичного з'єднання системи трубчастих каналів з корпусом теплообмінника за допомогою нанотехнологій, який включає попередню установку трубчастих каналів теплообмінника у відповідні отвори корпусу з подальшою герметизацією за допомогою припою, який відрізняється тим, що заздалегідь виконують лудіння отворів корпусу в місцях з'єднання з трубчастими каналами теплообмінника, після чого виконують їх збирання і вводять рідину в місця їх...
Процес з’єднання труб за допомогою ковальського зварювання
Номер патенту: 80556
Опубліковано: 10.10.2007
Автори: Зійслінг Дйюрре Ганс, Ден Боуер Йоханіс Йозефус, Раббен Келл Магне, Дімітріадіс Клістеніс, Холмраст Бьйорн, Мое Пер Харалд (помер), Коул Ентоні Томас
МПК: B23K 33/00, B23K 20/14, B23K 20/02
Мітки: зварювання, ковальського, допомогою, процес, з'єднання, труб
Формула / Реферат:
1. Процес з'єднання труб за допомогою ковальського зварювання, який включає формування торців труб, що зварюються разом, з одержанням внутрішньої похилої конфігурації, який відрізняється тим, що похила конфігурація є такою, що коли торці труб нагрівають під час процесу ковальського зварювання, то вони деформуються внаслідок температурного розширення, в основному, у поздовжньо орієнтовану циліндричну форму, і похилий кут внутрішніх та...
Спосіб утворення нерознімного т – подібного з’єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння
Номер патенту: 51677
Опубліковано: 16.12.2002
Автори: Макаревич Володимир Вікторович, Дубко Андрій Григорович, Прокоф`єв Олексій Сергійович, Бондарев В`ячеслав Андрійович, Письменний Олександр Семенович, Письменний Олексій Олександрович
МПК: B23K 1/00
Мітки: елементів, обмежено, утворення, спосіб, зварювання-паяння, трубчатих, трійників, з'єднання, труб, вигляді, допомогою, подібного, довжини, нерознімного, паяння
Формула / Реферат:
Спосіб утворення нерознімного Т-подібного з'єднання труб та трубчатих елементів обмеженої довжини у вигляді трійників за допомогою паяння та зварювання-паяння, який полягає у тому, що у заздалегідь підготовлений отвір у трубі більшого діаметра вводять трубу меншого діаметра з заздалегідь обробленими торцями до зіткнення з раніше встановленим у середині труби більшого діаметра пристроєм-оснащенням, який відрізняється тим, що розташовують...
Попередній патент: Спосіб розтрубного з’єднання двостінних пластмасових труб
Наступний патент: Канал вимірювання кутових швидкостей літальних апаратів з розширеними можливостями для лвс полігонного випробувального комплексу
Випадковий патент: Спосіб факторіального кодування з виявленням і виправленням помилок