Лита деталь з підвищеною зносостійкістю і спосіб її виготовлення
Формула / Реферат
1. Лита деталь з підвищеною зносостійкістю, структурно посилена за допомогою посилюючого компонента яка відрізняється тим, що посилюючий компонент являє собою щонайменше одну сполуку вибрану з групи карбідів металів, нітридів металів, боридів металів, оксидів металів і інтерметалевих сполук, що знаходиться у вигляді просоченого металом конгломерату, утвореного в результаті реакції in situ відповідних вихідних реагентів в передбачених для посилення областях деталі за рахунок тепла розплавленого металу.
2. Лита деталь за п. 1, яка відрізняється тим, що просочений конгломерат має твердість по Віккерсу від 1300 до 3000 Hv.
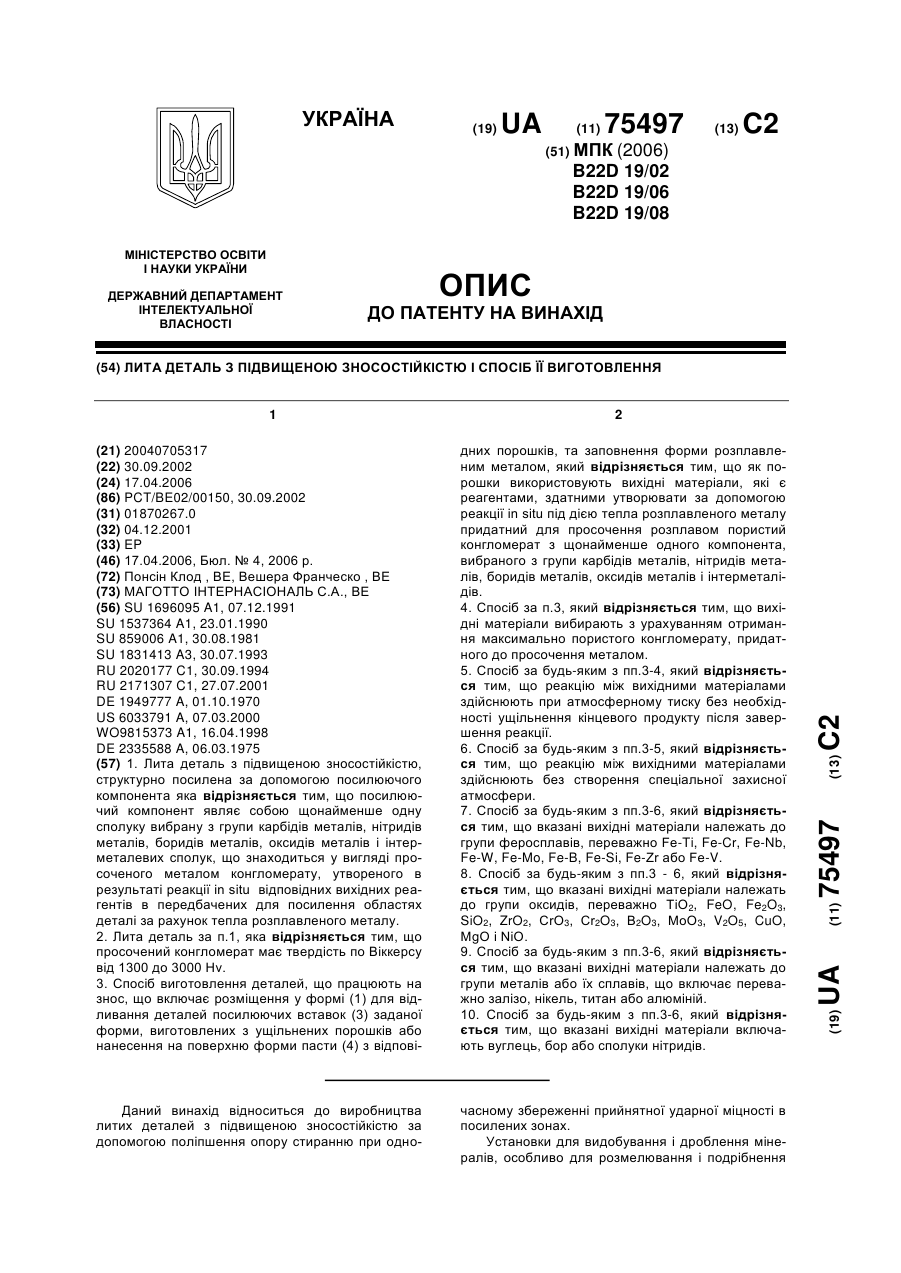
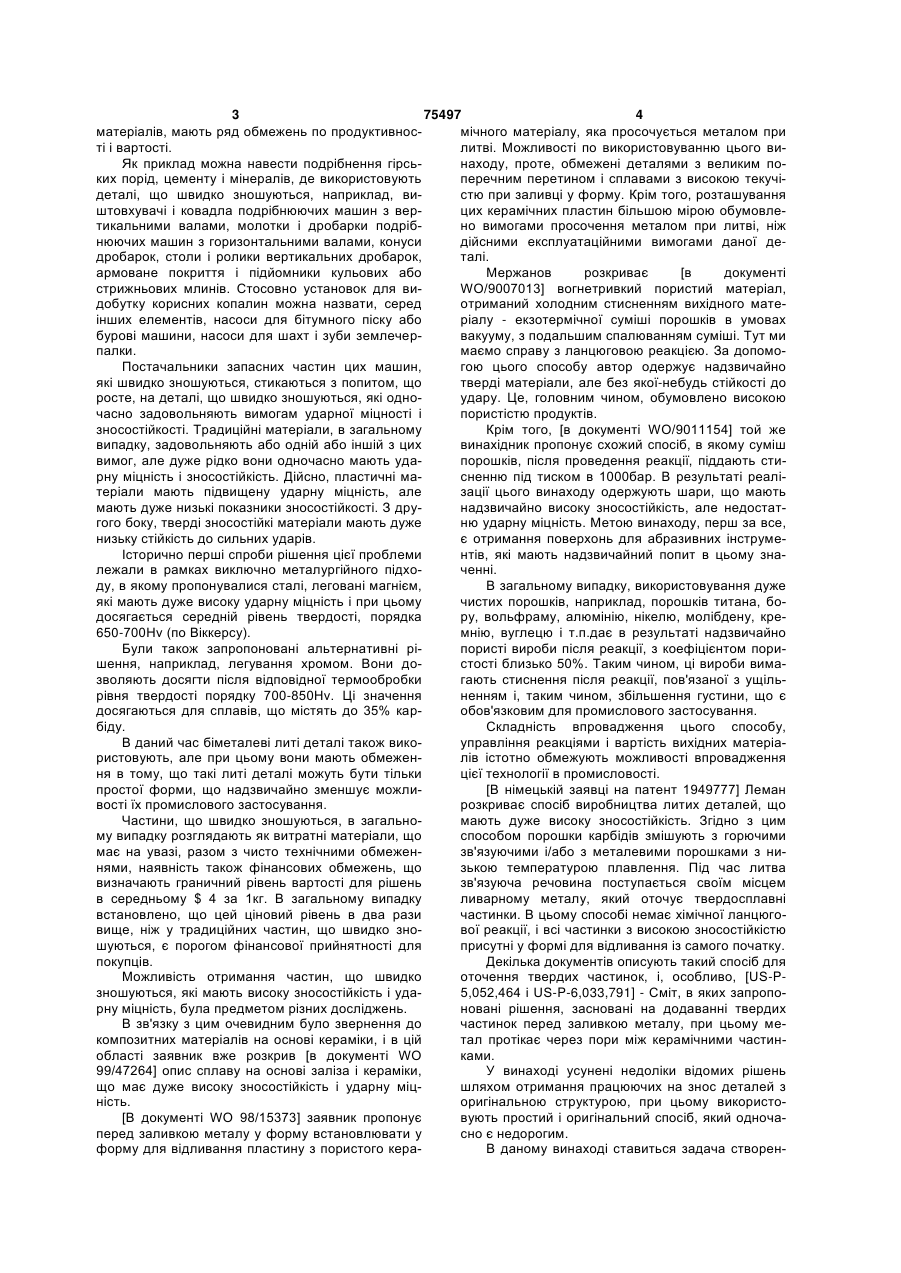
3. Спосіб виготовлення деталей, що працюють на знос, що включає розміщення у формі (1) для відливання деталей посилюючих вставок (3) заданої форми, виготовлених з ущільнених порошків або нанесення на поверхню форми пасти (4) з відповідних порошків, та заповнення форми розплавленим металом, який відрізняється тим, що як порошки використовують вихідні матеріали, які є реагентами, здатними утворювати за допомогою реакції in situ під дією тепла розплавленого металу придатний для просочення розплавом пористий конгломерат з щонайменше одного компонента, вибраного з групи карбідів металів, нітридів металів, боридів металів, оксидів металів і інтерметалідів.
4. Спосіб за п. 3, який відрізняється тим, що вихідні матеріали вибирають з урахуванням отримання максимально пористого конгломерату, придатного до просочення металом.
5. Спосіб за будь-яким з пп. 3-4, який відрізняється тим, що реакцію між вихідними матеріалами здійснюють при атмосферному тиску без необхідності ущільнення кінцевого продукту після завершення реакції.
6. Спосіб за будь-яким з пп. 3-5, який відрізняється тим, що реакцію між вихідними матеріалами здійснюють без створення спеціальної захисної атмосфери.
7. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що вказані вихідні матеріали належать до групи феросплавів, переважно Fe-Ti, Fe-Cr, Fe-Nb, Fe-W, Fe-Mo, Fe-B, Fe-Si, Fe-Zr або Fe-V.
8. Спосіб за будь-яким з пп. 3 - 6, який відрізняється тим, що вказані вихідні матеріали належать до групи оксидів, переважно ТіO2, FeO, Fe2O3, SiO2, ZrO2, СrO3, Сr2O3, В2O3, МоО3, V2O5, CuO, MgO і NiO.
9. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що вказані вихідні матеріали належать до групи металів або їх сплавів, що включає переважно залізо, нікель, титан або алюміній.
10. Спосіб за будь-яким з пп. 3-6, який відрізняється тим, що вказані вихідні матеріали включають вуглець, бор або сполуки нітридів.
Текст
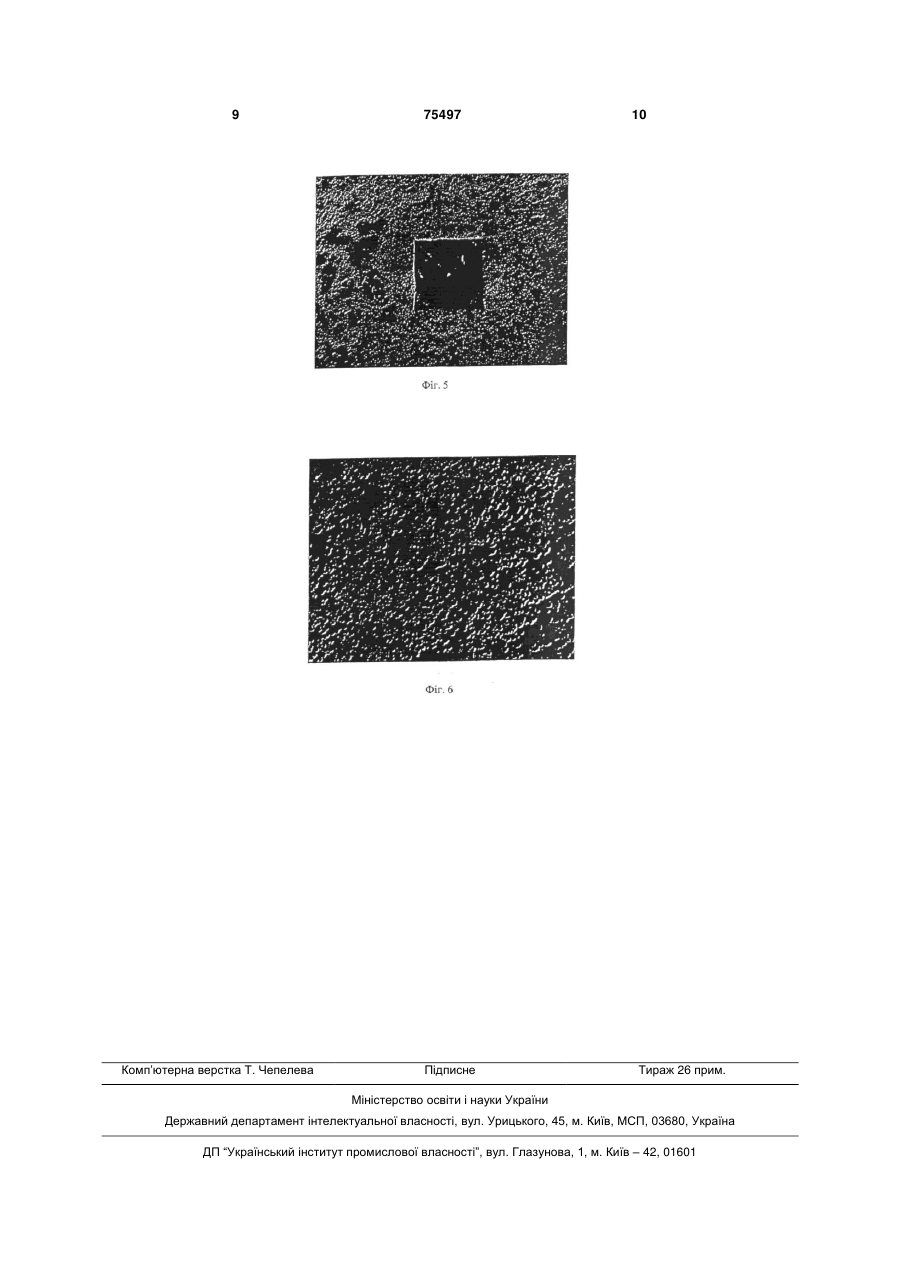
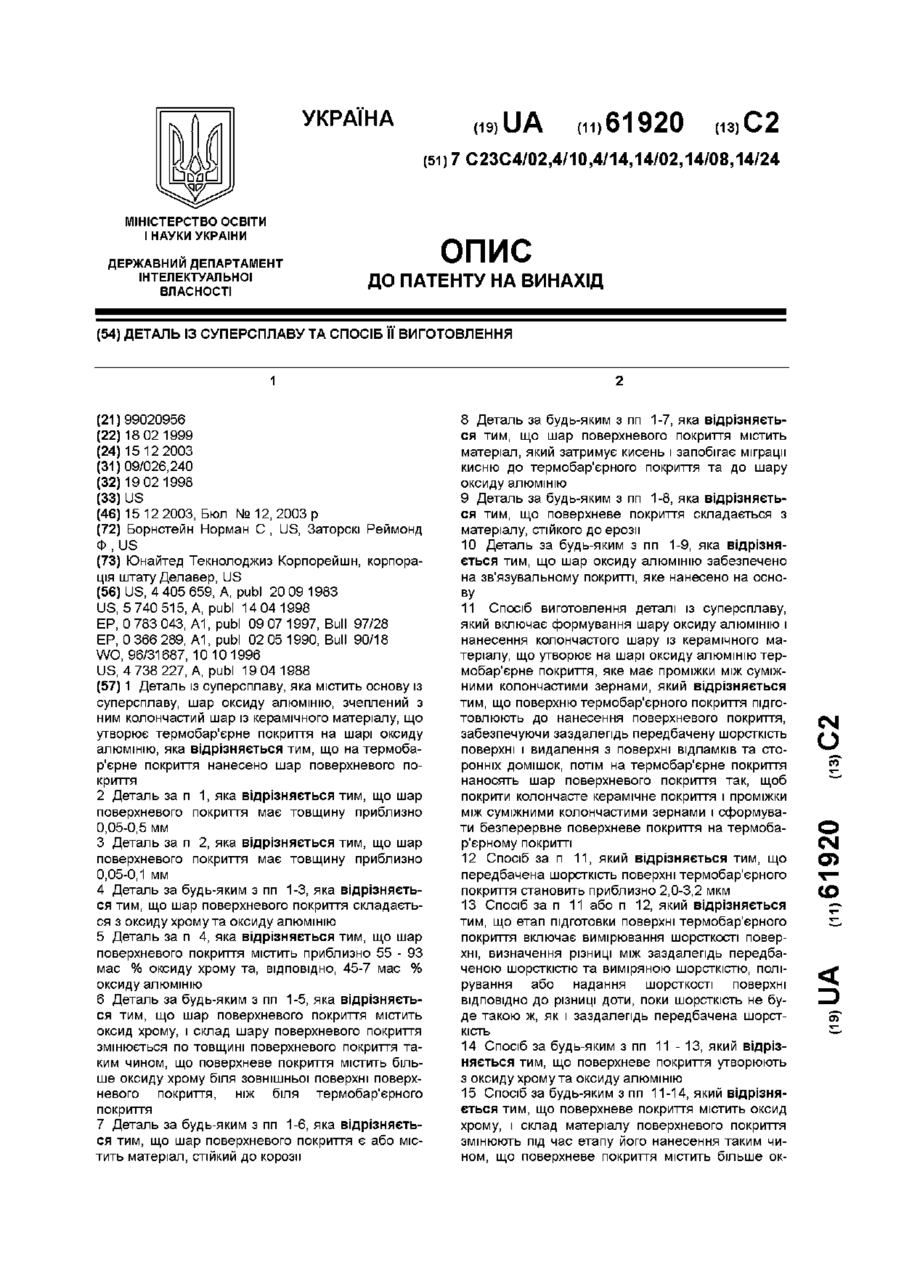
1. Лита деталь з підвищеною зносостійкістю, структурно посилена за допомогою посилюючого компонента яка відрізняється тим, що посилюючий компонент являє собою щонайменше одну сполуку вибрану з групи карбідів металів, нітридів металів, боридів металів, оксидів металів і інтерметалевих сполук, що знаходиться у вигляді просоченого металом конгломерату, утвореного в результаті реакції in situ відповідних вихідних реагентів в передбачених для посилення областях деталі за рахунок тепла розплавленого металу. 2. Лита деталь за п.1, яка відрізняється тим, що просочений конгломерат має твердість по Віккерсу від 1300 до 3000 Hv. 3. Спосіб виготовлення деталей, що працюють на знос, що включає розміщення у формі (1) для відливання деталей посилюючих вставок (3) заданої форми, виготовлених з ущільнених порошків або нанесення на поверхню форми пасти (4) з відпові C2 2 (19) 1 3 75497 4 матеріалів, мають ряд обмежень по продуктивносмічного матеріалу, яка просочується металом при ті і вартості. литві. Можливості по використовуванню цього виЯк приклад можна навести подрібнення гірсьнаходу, проте, обмежені деталями з великим поких порід, цементу і мінералів, де використовують перечним перетином і сплавами з високою текучідеталі, що швидко зношуються, наприклад, вистю при заливці у форму. Крім того, розташування штовхувачі і ковадла подрібнюючих машин з верцих керамічних пластин більшою мірою обумовлетикальними валами, молотки і дробарки подрібно вимогами просочення металом при литві, ніж нюючих машин з горизонтальними валами, конуси дійсними експлуатаційними вимогами даної дедробарок, столи і ролики вертикальних дробарок, талі. армоване покриття і підйомники кульових або Мержанов розкриває [в документі стрижньових млинів. Стосовно установок для виWO/9007013] вогнетривкий пористий матеріал, добутку корисних копалин можна назвати, серед отриманий холодним стисненням вихідного матеінших елементів, насоси для бітумного піску або ріалу - екзотермічної суміші порошків в умовах бурові машини, насоси для шахт і зуби землечервакууму, з подальшим спалюванням суміші. Тут ми палки. маємо справу з ланцюговою реакцією. За допомоПостачальники запасних частин цих машин, гою цього способу автор одержує надзвичайно які швидко зношуються, стикаються з попитом, що тверді матеріали, але без якої-небудь стійкості до росте, на деталі, що швидко зношуються, які одноудару. Це, головним чином, обумовлено високою часно задовольняють вимогам ударної міцності і пористістю продуктів. зносостійкості. Традиційні матеріали, в загальному Крім того, [в документі WO/9011154] той же випадку, задовольняють або одній або іншій з цих винахідник пропонує схожий спосіб, в якому суміш вимог, але дуже рідко вони одночасно мають удапорошків, після проведення реакції, піддають стирну міцність і зносостійкість. Дійсно, пластичні масненню під тиском в 1000бар. В результаті реалітеріали мають підвищену ударну міцність, але зації цього винаходу одержують шари, що мають мають дуже низькі показники зносостійкості. З друнадзвичайно високу зносостійкість, але недостатгого боку, тверді зносостійкі матеріали мають дуже ню ударну міцність. Метою винаходу, перш за все, низьку стійкість до сильних ударів. є отримання поверхонь для абразивних інструмеІсторично перші спроби рішення цієї проблеми нтів, які мають надзвичайний попит в цьому зналежали в рамках виключно металургійного підхоченні. ду, в якому пропонувалися сталі, леговані магнієм, В загальному випадку, використовування дуже які мають дуже високу ударну міцність і при цьому чистих порошків, наприклад, порошків титана, бодосягається середній рівень твердості, порядка ру, вольфраму, алюмінію, нікелю, молібдену, кре650-700Ην (по Віккерсу). мнію, вуглецю і т.п.дає в результаті надзвичайно Були також запропоновані альтернативні ріпористі вироби після реакції, з коефіцієнтом поришення, наприклад, легування хромом. Вони достості близько 50%. Таким чином, ці вироби вимазволяють досягти після відповідної термообробки гають стиснення після реакції, пов'язаної з ущільрівня твердості порядку 700-850Ην. Ці значення ненням і, таким чином, збільшення густини, що є досягаються для сплавів, що містять до 35% каробов'язковим для промислового застосування. біду. Складність впровадження цього способу, В даний час біметалеві литі деталі також викоуправління реакціями і вартість вихідних матеріаристовують, але при цьому вони мають обмеженлів істотно обмежують можливості впровадження ня в тому, що такі литі деталі можуть бути тільки цієї технології в промисловості. простої форми, що надзвичайно зменшує можли[В німецькій заявці на патент 1949777] Леман вості їх промислового застосування. розкриває спосіб виробництва литих деталей, що Частини, що швидко зношуються, в загальномають дуже високу зносостійкість. Згідно з цим му випадку розглядають як витратні матеріали, що способом порошки карбідів змішують з горючими має на увазі, разом з чисто технічними обмежензв'язуючими і/або з металевими порошками з нинями, наявність також фінансових обмежень, що зькою температурою плавлення. Під час литва визначають граничний рівень вартості для рішень зв'язуюча речовина поступається своїм місцем в середньому $ 4 за 1кг. В загальному випадку ливарному металу, який оточує твердосплавні встановлено, що цей ціновий рівень в два рази частинки. В цьому способі немає хімічної ланцюговище, ніж у традиційних частин, що швидко знової реакції, і всі частинки з високою зносостійкістю шуються, є порогом фінансової прийнятності для присутні у формі для відливання із самого початку. покупців. Декілька документів описують такий спосіб для Можливість отримання частин, що швидко оточення твердих частинок, і, особливо, [US-Pзношуються, які мають високу зносостійкість і уда5,052,464 і US-P-6,033,791] - Сміт, в яких запропорну міцність, була предметом різних досліджень. новані рішення, засновані на додаванні твердих В зв'язку з цим очевидним було звернення до частинок перед заливкою металу, при цьому мекомпозитних матеріалів на основі кераміки, і в цій тал протікає через пори між керамічними частинобласті заявник вже розкрив [в документі WO ками. 99/47264] опис сплаву на основі заліза і кераміки, У винаході усунені недоліки відомих рішень що має дуже високу зносостійкість і ударну міцшляхом отримання працюючих на знос деталей з ність. оригінальною структурою, при цьому використо[В документі WO 98/15373] заявник пропонує вують простий і оригінальний спосіб, який одночаперед заливкою металу у форму встановлювати у сно є недорогим. форму для відливання пластину з пористого кераВ даному винаході ставиться задача створен 5 75497 6 ня деталей, що працюють на знос, стійких як до На Фіг.6 показані частинки ТіС в сплаві заліза, стирання (зносостійких), так і до удару, за прийняотримані в результаті реакції in situ FeTi з вуглетною ціною, а також спосіб їх виготовлення. Особцем для отримання ТіС в матриці на основі заліза. ливо ставиться задача усунення недоліків, пов'яРозмір частинок ТіС складає порядка декількох заних з відомими рішеннями. мікронів. Даний винахід відноситься до литої деталі, що В даному винаході запропоновані литі деталі, працює на знос, структурно посиленої за допомоповерхні яких, що зношуються, посилені шляхом гою, щонайменше, одного карбіду металу, і/або розміщення у форму для відливання перед заливнитрида металу, і/або оксиду металу, і/або бориду кою металу матеріалів, що містять порошки, здатні металу, а також інтерметалевих сполук, далі вступати в реакцію in situ і виключно під впливом компоненти, яка відрізняється тим, що висхідні тепла від металу, що заливається. матеріали, що діють як реагенти для вказаних З цією метою використовують реагенти у фокомпонентів, перед литвом поміщають у форму рмі ущільнених порошків, які розміщують в ливардля відливання у вигляді вставок заздалегідь заній формі у вигляді пластин або вставок 3 необданої форми з ущільнених порошків, або у вигляді хідної форми, або в альтернативному варіанті у пастоподібного шару, причому реакції у вказаних вигляді покриття 4, покриваючого форму 1 для порошках запускають безпосередньо in situ за довідливання в зонах, де лита деталь 2 повинна бути помогою заливки металу, з утворенням пористого посилена. конгломерату, якій просочується вказаним метаМатеріали, які можуть реагувати in situ, утволом, утворюючи, таким чином, посилену структуру, рюють тверді сполуки карбідів, боридів, оксидів, з тим, щоб досягти включення вказаного конглонітридів або інтерметалевї сполуки. Після отримерату в структуру металу, що використовується мання вказаних твердих сполук їх змішують з для відливання деталі, і, таким чином, отримати будь-якими можливими карбідами, вже присутніми структурно посилену литу деталь, що працює на в ливарному сплаві, для того, щоб додатково збізнос. льшити пропорції твердих частинок з твердістю Один з ключових аспектів даного винаходу поHv>1300, які забезпечують стійкість до зносу. При казує, що пористий конгломерат, утворений in situ і температурі приблизно 15000°С вони просочуютьпотім просочений розплавленим металом, має ся розплавленим металом, внаслідок чого зносотвердість по Вікерсу понад 1000Hv20, отримана стійкі частинки виявляються включеними в структаким чином деталь, яка працює на знос, має удатуру металу, що використовується для отримання рну міцність вище, ніж у чисто керамічного матерілитої деталі (Фіг.6). Крім того, на відміну від відомих способів, тут алу, рівну, щонайменше, 10MPa m . немає необхідності використовування чистих меЗгідно з однією з відмітних особливостей виталевих порошків для отримання необхідних реакнаходу, реакція in situ між вихідними матеріалами, цій in situ. Запропонований спосіб переважно дотобто реагентами вказаних компонентів, являє зволяє використовувати недорогі феросплави або собою ланцюгову реакцію, яка починається в реоксиди, для того, щоб отримати надзвичайно твезультаті нагріву від розплавленого металу, в рерді частинки, вбудовані в матрицю, утворену лизультаті утворюючи дуже пористий конгломерат, варним металом, де потрібне підвищення зносоздатний до просочення рідким металом без істотстійкості. ної зміни посилюючої структури. У винаході не вимагається подальшого стисЗгідно з одним особливо переважним варіаннення в зонах з посиленою структурою, більш того, том виконання винаходу, реакція між вихідними пористість цих зон дає ту перевагу, що порожнини матеріалами протікає при атмосферному тиску, можуть бути просочені розплавленим металом при без створення якої-небудь особливої атмосфери високій температурі. захисних газів і без необхідності ущільнення кінцеПри цьому немає необхідності в створенні вого продукту після завершення реакції. спеціальної захисної атмосфери і реакція протікає Вихідні матеріали, призначені для виготовленпри атмосферному тиску, причому необхідна кільня компоненту, належать до групи феросплавів, кість теплоти поступає від металу, що заливаєтьпереважно FerroTi, FerroCr, FerroNb, FerroW, ся, що, очевидно, позитивно позначається на варFerroMo, FerroB, FerroSi, FerroZr, або FerroV, або тості способу. Таким чином, одержують структуру належать до групи оксидів, переважно ТiО2, FeO, з винятковими властивостями з погляду одночасFe2O3, SiO2, ZrO2, СrO3, Сr2О3, В2О3, МоО3, V2O5, ної ударної міцності і зносостійкості. CuO, MgO і NiO або навіть до групи металів або їх Значення твердості частинок, таким чином сплавів, переважно залізо, нікель, титан або алюпрониклих в посилені поверхні, знаходяться в діаміній, а також сполук з вуглецем, бором або сполук пазоні 1300-3000Ην. Після просочення розплавленітридів. ним металом отримане з'єднання має твердість На Фіг.1 показана паста 4, нанесена в області, вище, ніж 1000 Ην20 при збереженні ударної міцде лита деталь 2 у формі 1 для відливання повинності вище, ніж 10MPa m . Ударну міцність виміна бути посилена. На Фіг.2 показані посилюючі вставки 3 в детаряють вдавлюванням, тобто утворюють поглиблі, що відливається, 2 у формі 1 для відливання. лення за допомогою алмазного інструменту На Фіг.3, 4 і 5 показані відбитки, отримані в пірамідальної форми під певним навантаженням. процесі вимірювання твердості, для відливань з В результаті дії навантаження матеріал згинахромом (Фіг.3), з чистою керамікою (Фіг.4) і для ється, і можуть утворюватися тріщини в кутках сплаву (Фіг.5), посиленого керамікою, згідно з давиїмки. Вимірювання довжини тріщин дозволяє ним винаходом. розрахувати ударну міцність (Фіг.3, 4 і 5). 7 75497 8 Вихідні матеріали, призначені для отримання чого агента, для посилення литої деталі 2. Цю компоненту, належать до групи феросплавів, певставку або заздалегідь задану форму потім пореважно, FerroTi, FerroCr, FerroNb, FerroW, міщають в потрібному місці у форму 1 для відлиFerroMo, FerroB, FerroSi, FerroZn, або FerroV, або вання. вони належать до групи оксидів, переважно ТiO2, Для порошків розподіл розмірів частинок виFeO, Fe2O3, SiO2, ZrO2, СrО3, Сr2О3, В2О3, МоО3, бирають з D50 від 1 до 1000 мікрон, переважно, V2O5, CuO, MgO і NiO або до групи металів або їх менше 100мкм. Практичний досвід показав, що сплавів, переважно залізо, нікель, титан або алюцей розмір частинок є ідеальним компромісом для міній, а також вуглець, бор або сполук нітридів. роботи з вихідними матеріалами, можливістю проЯк приклад, реакція, що використовується в сочення металом пористого продукту і можливістю даному винаході, в загальному випадку, може бути управління реакцією. такого типу як: Під час заливки металу у форму подача гаряFeTi+С - >ТіС+Fe чого металу викликає запуск реакції в наперед TiO2+ΑΙ+3 - >ТіС+Аl2О3 заданій формі або у вставці, яка трансформується Fe2O3+ΑΙ - >Аl2О3+Fe в конгломерат з пористою структурою з твердих Ті+С - >ТіС частинок. Цей конгломерат, що має все ще високу ΑΙ+С+В2О3 - >В4С+Аl2О3 температуру, сам просочується металом і стає МоО3+Аl+Si - >MoSi2+AI2O3 частиною литої деталі, формуючи цю деталь. Цю Ці реакції можуть бути також скомбіновані. операцію виконують при температурі від 1400 до Швидкістю реакції можна також управляти 1700°С, залежно від температури литва для сплашляхом додавання різних металів, сплавів або ву, вибраного для даної деталі. частинок, які не беруть участь в реакції. Ці добавки В другому переважному варіанті реалізації виможуть бути, крім того, переважно використані для находу використовують барбітон (пасту) 4, що міспідвищення ударної міцності або інших властивостить різні реагенти для покриття певних областей тей композита, утвореного in situ відповідно до форми 1 для відливання або її середніх частин. вимог. Це показано на прикладі наступних реакцій, Можливе нанесення одного або більшої кількості приведених як ілюстрація: шарів, залежно від бажаної товщини. Ці різні шари Fe2O3+2ΑΙ+xΑl2Ο3 - >(1+х)Аl2О3+2Fe потім просушують перед заливкою металу у форTi+C+Ni - >TiC+Ni му 1. Подача розплавленого металу також запусВ першому переважному варіанті виконання кає реакцію з утворенням в результаті пористого винаходу ущільнення вибраних порошків для реашару, що просочується металом негайно після кції виконують простим холодним пресуванням. Це завершення реакції з утворенням структури з підвідбувається в спеціальній формі, що має бажану вищеною зносостійкістю і ударною міцністю. форму вставки 3, можливо, у присутності зв'язую 9 Комп’ютерна верстка Т. Чепелева 75497 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюCast wear part and method for its production
Назва патенту російськоюЛитая деталь с повышенной износостойкостью и способ ее изготовления
Автори російськоюPONCIN, Claude, VESCERA, Francesco
МПК / Мітки
МПК: B22D 19/08, B22D 19/06, B22D 19/02
Мітки: виготовлення, підвищеною, деталь, зносостійкістю, лита, спосіб
Код посилання
<a href="https://ua.patents.su/5-75497-lita-detal-z-pidvishhenoyu-znosostijjkistyu-i-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Лита деталь з підвищеною зносостійкістю і спосіб її виготовлення</a>
Деталь із суперсплаву та спосіб її виготовлення
Номер патенту: 61920
Опубліковано: 15.12.2003
Автори: Борнстейн Норман С., Заторскі Реймонд Ф.
МПК: C23C 4/02, C23C 14/08, C23C 14/02, C23C 4/12, C23C 4/10, C23C 14/24
Мітки: виготовлення, суперсплаву, деталь, спосіб
Формула / Реферат:
1. Деталь із суперсплаву, яка містить основу із суперсплаву, шар оксиду алюмінію, зчеплений з ним колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію, яка відрізняється тим, що на термобар'єрне покриття нанесено шар поверхневого покриття.2. Деталь за п. 1, яка відрізняється тим, що шар поверхневого покриття має товщину приблизно 0,05-0,5 мм.3. Деталь за п. 2, яка відрізняється тим,...
Спосіб виготовлення частково армованих пластмасових деталей і пластмасова деталь (варіанти)

Номер патенту: 66350
Опубліковано: 17.05.2004
Автори: Зегль Максімільян, Дайнерт Юрген, Бендлін Регіна
МПК: B29C 70/08, B29C 51/14, B29C 51/10, A61L 27/00
Мітки: варіанти, деталей, пластмасових, армованих, деталь, частково, спосіб, виготовлення, пластмасова
Формула / Реферат:
1. Спосіб виготовлення термопластичних, частково армованих пластмасових деталей шляхом термоформування, який відрізняється тим, що для створення частково армованих зон деталей використовують здатні формуватися під дією тепла армувальні матеріали, які містять волокна довжиною >1мм, переводять їх у м'яко-еластичний стан шляхом теплопередачі і потім драпірують ними позитивну форму глибокої витяжки у означених місцях і з означеною орієнтацією,...
Відлита під тиском деталь із суперсплаву та спосіб її виготовлення
Номер патенту: 70300
Опубліковано: 15.10.2004
Автори: Нунес Джей Джон, Нортон Делвін Ерл, Джагно Ральф, Маркін Джон Джозеф Джуніор, Семюелсон Джеффрі Уільям, Густафсон Уолтер Фредерік, Ширра Джон Джозеф
МПК: C22C 19/05, B22D 17/00, C22F 1/10
Мітки: тиском, виготовлення, деталь, суперсплаву, відлита, спосіб
Формула / Реферат:
1. Спосіб виготовлення деталей газотурбінного двигуна, при якому розплавляють матеріал суперсплаву на основі нікелю, виливають з нього деталь газотурбінного двигуна та одержану деталь піддають гарячому ізостатичному пресуванню протягом принаймні 4 годин, який відрізняється тим, що перед виливанням деталі матеріал суперсплаву, який має склад, мас. %: вуглець 0,02 - 0,04, хром 17 - 21, молібден разом з вольфрамом та ренієм 2,8 - 3,3, ніобій...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 14/08, C23C 4/10, C23C 4/12, C23C 14/28
Мітки: термобар'єрного, виготовлення, деталі, спосіб, металева, покриття, матеріал, варіанти, деталь, варіанти)та, металевої
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Барвники тіоксантонового ряду з підвищеною розчинністю і спосіб одержання вихідного продукту 2-оксибензантрону для їх виготовлення
Номер патенту: 46567
Опубліковано: 15.05.2002
Автори: Артюхов Олександр Миколайович, Шершуков Віктор Михайлович
МПК: C09B 3/00, C09B 1/00, C07D 335/00
Мітки: виготовлення, 2-оксибензантрону, барвники, підвищеною, одержання, спосіб, продукту, вихідного, тіоксантонового, ряду, розчинністю
Формула / Реферат:
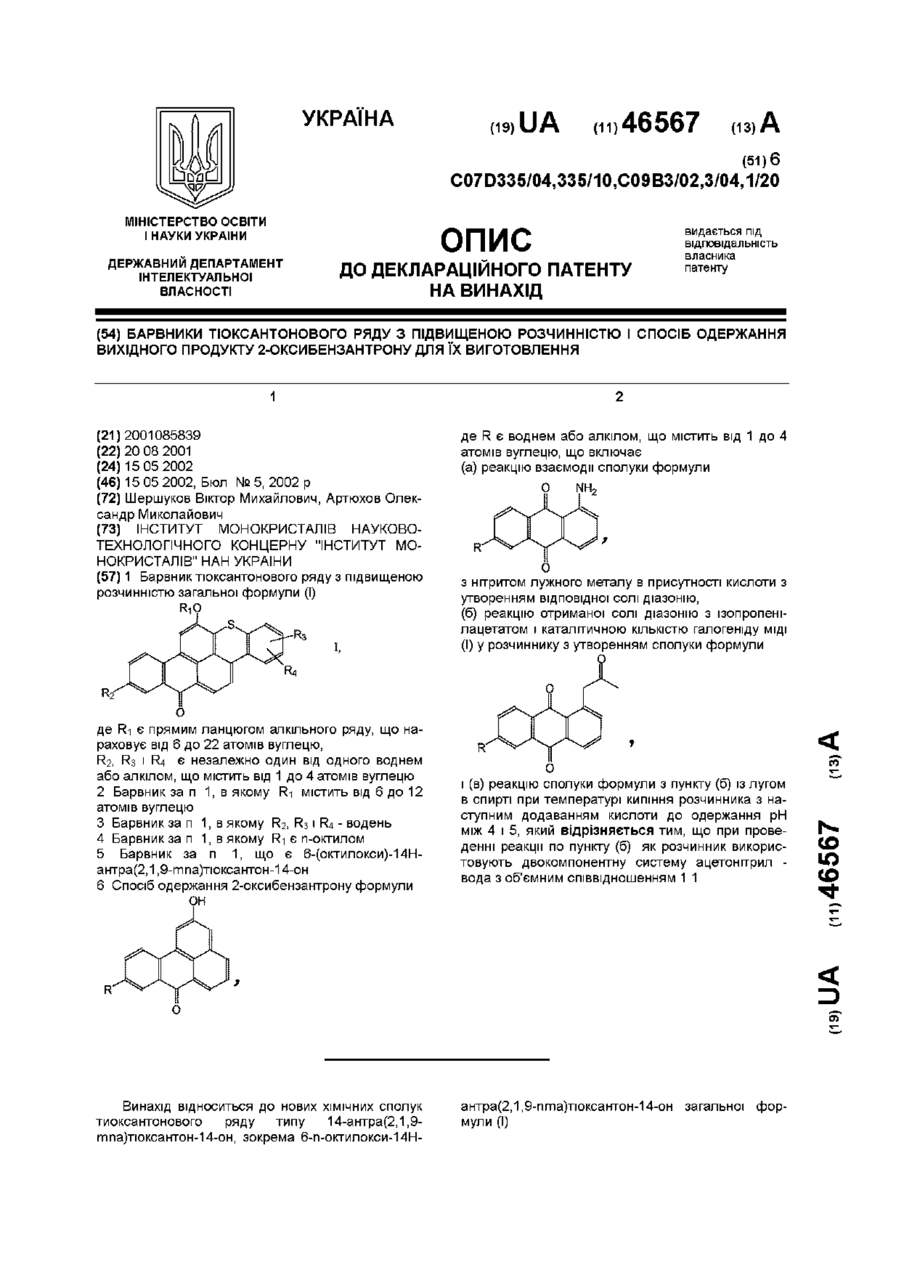
1. Барвник тіоксантонового ряду з підвищеною розчинністю загальної формули (І):де R1 є прямим ланцюгом алкільного ряду, що нараховує від 6 до 22 атомів вуглецю;R2, R3 і R4 є незалежно один від одного воднем або алкілом, що містить від 1 до 4 атомів вуглецю.2. Барвник за п. 1, в якому R1 містить від 6 до 12 атомів вуглецю.3. Барвник за п. 1, в якому R2, R3 і R4 - водень.4. Барвник за п. 1, в якому...
Попередній патент: Фазометр високочастотних діапазонів
Наступний патент: Спосіб вирощування сільгосппродукції
Випадковий патент: Спосіб збирання нафти та нафтопродуктів з-під льодового покрову рік