Деталь із суперсплаву та спосіб її виготовлення
Формула / Реферат
1. Деталь із суперсплаву, яка містить основу із суперсплаву, шар оксиду алюмінію, зчеплений з ним колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію, яка відрізняється тим, що на термобар'єрне покриття нанесено шар поверхневого покриття.
2. Деталь за п. 1, яка відрізняється тим, що шар поверхневого покриття має товщину приблизно 0,05-0,5 мм.
3. Деталь за п. 2, яка відрізняється тим, що шар поверхневого покриття має товщину приблизно 0,05-0,1 мм.
4. Деталь за будь-яким з пп. 1-3, яка відрізняється тим, що шар поверхневого покриття складається з оксиду хрому та оксиду алюмінію.
5. Деталь за п. 4, яка відрізняється тим, що шар поверхневого покриття містить приблизно 55 - 93 мас. % оксиду хрому та, відповідно, 45-7 мас. % оксиду алюмінію.
6. Деталь за будь-яким з пп. 1-5, яка відрізняється тим, що шар поверхневого покриття містить оксид хрому, і склад шару поверхневого покриття змінюється по товщині поверхневого покриття таким чином, що поверхневе покриття містить більше оксиду хрому біля зовнішньої поверхні поверхневого покриття, ніж біля термобар'єрного покриття.
7. Деталь за будь-яким з пп. 1-6, яка відрізняється тим, що шар поверхневого покриття є або містить матеріал, стійкий до корозії.
8. Деталь за будь-яким з пп. 1-7, яка відрізняється тим, що шар поверхневого покриття містить матеріал, який затримує кисень і запобігає міграції кисню до термобар'єрного покриття та до шару оксиду алюмінію.
9. Деталь за будь-яким з пп. 1-8, яка відрізняється тим, що поверхневе покриття складається з матеріалу, стійкого до ерозії.
10. Деталь за будь-яким з пп. 1-9, яка відрізняється тим, що шар оксиду алюмінію забезпечено на зв'язувальному покритті, яке нанесено на основу.
11. Спосіб виготовлення деталі із суперсплаву, який включає формування шару оксиду алюмінію і нанесення колончастого шару із керамічного матеріалу, що утворює на шарі оксиду алюмінію термобар'єрне покриття, яке має проміжки між суміжними колончастими зернами, який відрізняється тим, що поверхню термобар'єрного покриття підготовлюють до нанесення поверхневого покриття, забезпечуючи заздалегідь передбачену шорсткість поверхні і видалення з поверхні відламків та сторонніх домішок, потім на термобар'єрне покриття наносять шар поверхневого покриття так, щоб покрити колончасте керамічне покриття і проміжки між суміжними колончастими зернами і сформувати безперервне поверхневе покриття на термобар'єрному покритті.
12. Спосіб за п. 11, який відрізняється тим, що передбачена шорсткість поверхні термобар'єрного покриття становить приблизно 2,0-3,2 мкм.
13. Спосіб за п. 11 або п. 12, який відрізняється тим, що етап підготовки поверхні термобар'єрного покриття включає вимірювання шорсткості поверхні, визначення різниці між заздалегідь передбаченою шорсткістю та виміряною шорсткістю, полірування або надання шорсткості поверхні відповідно до різниці доти, поки шорсткість не буде такою ж, як і заздалегідь передбачена шорсткість.
14. Спосіб за будь-яким з пп. 11 - 13, який відрізняється тим, що поверхневе покриття утворюють з оксиду хрому та оксиду алюмінію.
15. Спосіб за будь-яким з пп. 11-14, який відрізняється тим, що поверхневе покриття містить оксид хрому, і склад матеріалу поверхневого покриття змінюють під час етапу його нанесення таким чином, що поверхневе покриття містить більше оксиду хрому біля зовнішньої поверхні поверхневого покриття, ніж біля термобар'єрного покриття.
16. Спосіб за будь-яким з пп. 11-15, який відрізняється тим, що етап нанесення поверхневого покриття здійснюють з використанням процесу, який вибирають із групи, до якої належать плазмове напилювання, напилювання шляхом конденсації з отриманої за допомогою електронного променя парової фази та електродугове перенесення.
17. Спосіб за будь-яким з пп. 11 - 16, який відрізняється тим, що етап нанесення поверхневого покриття здійснюють доти, поки поверхневе покриття не буде мати товщину приблизно 0,05 - 0,25 мм.
Текст
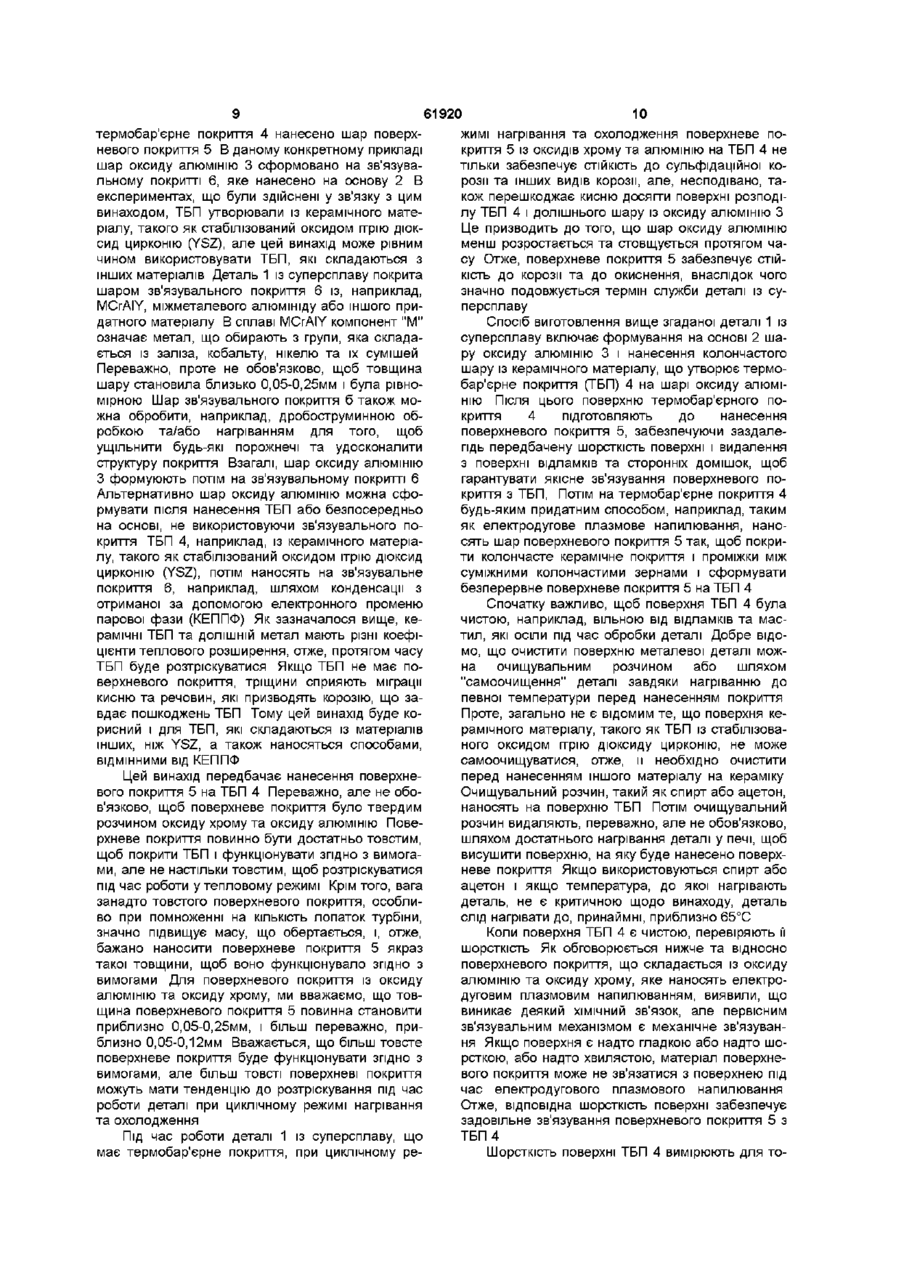
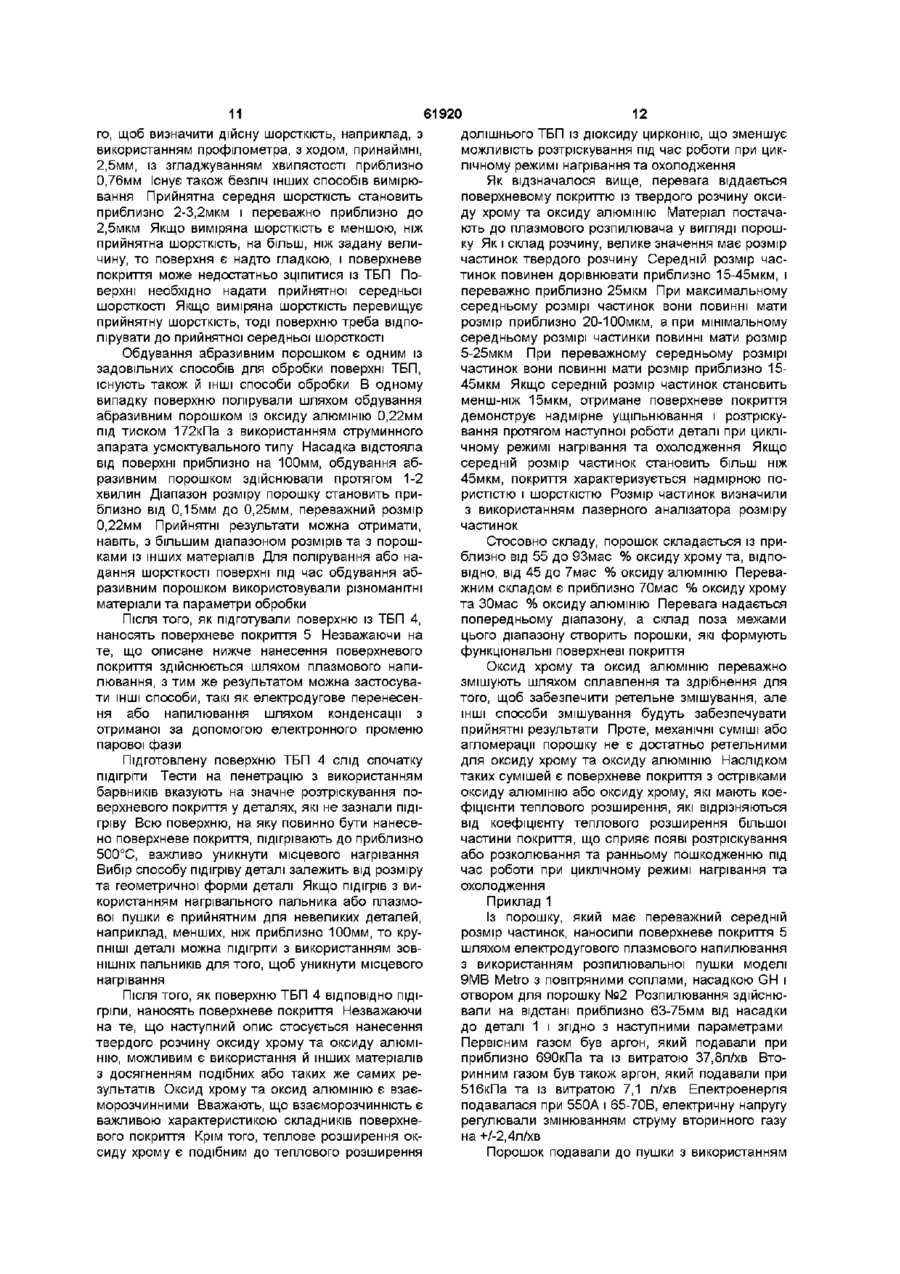
1 Деталь із суперсплаву, яка містить основу із суперсплаву, шар оксиду алюмінію, зчеплений з ним колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію, яка відрізняється тим, що на термобар'єрне покриття нанесено шар поверхневого покриття 2 Деталь за п 1, яка відрізняється тим, що шар поверхневого покриття має товщину приблизно 0,05-0,5 мм 3 Деталь за п 2, яка відрізняється тим, що шар поверхневого покриття має товщину приблизно 0,05-0,1 мм 4 Деталь за будь-яким з пп 1-3, яка відрізняється тим, що шар поверхневого покриття складається з оксиду хрому та оксиду алюмінію 5 Деталь за п 4, яка відрізняється тим, що шар поверхневого покриття містить приблизно 55 - 93 мас % оксиду хрому та, ВІДПОВІДНО, 45-7 мас % оксиду алюмінію 6 Деталь за будь-яким з пп 1-5, яка відрізняється тим, що шар поверхневого покриття містить оксид хрому, і склад шару поверхневого покриття змінюється по товщині поверхневого покриття таким чином, що поверхневе покриття містить більше оксиду хрому біля зовнішньої поверхні поверхневого покриття, ніж біля термобар'єрного покриття 7 Деталь за будь-яким з пп 1-6, яка відрізняється тим, що шар поверхневого покриття є або містить матеріал, стійкий до корозії 8 Деталь за будь-яким з пп 1-7, яка відрізняється тим, що шар поверхневого покриття містить матеріал, який затримує кисень і запобігає міграції кисню до термобар'єрного покриття та до шару оксиду алюмінію 9 Деталь за будь-яким з пп 1-8, яка відрізняється тим, що поверхневе покриття складається з матеріалу, стійкого до ерозії 10 Деталь за будь-яким з пп 1-9, яка відрізняється тим, що шар оксиду алюмінію забезпечено на зв'язувальному покритті, яке нанесено на основу 11 Спосіб виготовлення деталі із суперсплаву, який включає формування шару оксиду алюмінію і нанесення колончастого шару із керамічного матеріалу, що утворює на шарі оксиду алюмінію термобар'єрне покриття, яке має проміжки між суміжними колончастими зернами, який відрізняється тим, що поверхню термобар'єрного покриття підготовлюють до нанесення поверхневого покриття, забезпечуючи заздалегідь передбачену шорсткість поверхні і видалення з поверхні відламків та сторонніх домішок, потім на термобар'єрне покриття наносять шар поверхневого покриття так, щоб покрити колончасте керамічне покриття і проміжки між суміжними колончастими зернами і сформувати безперервне поверхневе покриття на термобар'єрному покритті 12 Спосіб за п 11, який відрізняється тим, що передбачена шорсткість поверхні термобар'єрного покриття становить приблизно 2,0-3,2 мкм 13 Спосіб за п 11 або п 12, який відрізняється тим, що етап підготовки поверхні термобар'єрного покриття включає вимірювання шорсткості поверхні, визначення різниці між заздалегідь передбаченою шорсткістю та виміряною шорсткістю, полірування або надання шорсткості поверхні ВІДПОВІДНО до різниці доти, поки шорсткість не буде такою ж, як і заздалегідь передбачена шорсткість 14 Спосіб за будь-яким з пп 11-13, який відрізняється тим, що поверхневе покриття утворюють з оксиду хрому та оксиду алюмінію 15 Спосіб за будь-яким з пп 11-14, який відрізняється тим, що поверхневе покриття містить оксид хрому, і склад матеріалу поверхневого покриття змінюють під час етапу його нанесення таким чином, що поверхневе покриття містить більше ок о о (О З 61920 сиду хрому біля зовнішньої поверхні поверхневого отриманої за допомогою електронного променя покриття, ніж біля термобар'єрного покриття парової фази та електродугове перенесення 16 Спосіб за будь-яким з пп 11-15, який відрізня17 Спосіб за будь-яким з пп 11-16, який відрізється тим, що етап нанесення поверхневого поняється тим, що етап нанесення поверхневого криття здійснюють з використанням процесу, який покриття здійснюють доти, поки поверхневе повибирають із групи, до якої належать плазмове криття не буде мати товщину приблизно 0,05 напилювання, напилювання шляхом конденсації з 0,25 мм Група винаходів, що заявляється, відноситься, взагалі, до покриттів металевих виробів, зокрема, до термобар'єрних покриттів (ТБП) і до нанесення покриття на ТБП Найбільш близьким по сукупності ознак до деталі із суперсплаву, що заявляється як винахід, є вибрана як прототип деталь із суперсплаву з термобар'єрним покриттям (дивися опис винаходу до патенту США (US) №4,405,659, МПК С23С11/00, 1983), яка має основу із суперсплаву, шар оксиду алюмінію, зціплений з ним колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію На ЗОВНІШНІЙ поверхні деталі, що охолоджуються повітрям,такої як деталь турбіни, є термобар'єрне покриття (ТБП), таке як дюксид цирконію, стабілізований оксидом ітрію Тонкий рівномірний металевий зв'язувальний шар, наприклад, приблизно 0,0250,25мм, нанесено на зовнішню поверхню металевої деталі, такої як турбінна лопать, що виготовлена із суперсплаву Зв'язувальний шар може бути сплавом MCrAlY, міжметалевим алюмінідом або іншим придатним матеріалом В сплаві MCrAlY компонент "М" означає метал, що обирають з групи, яка складається із заліза, кобальту, нікелю та їх сумішей Відносно ТОНШИЙ шар оксиду алюмінію, десь приблизно 0,25-2,5мкм, утворюють на зв'язувальному шарі шляхом окиснення Альтернативно шар оксиду алюмінію можна утворювати безпосередньо на основі, не використовуючи зв'язувального покриття У деталі із суперсплаву, що заявляється, і прототипу співпадають наступні ІСТОТНІ ознаки деталі мають основу із суперсплаву, шар оксиду алюмінію, зціплений з ним колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію Найбільш близьким по сукупності ознак до способу виготовлення деталі-із суперсплаву, що заявляється як винахід, є вибраний як прототип спосіб виготовлення деталі із суперсплаву з термобар'єрним покриттям (дивися опис винаходу до патенту США (US) №4,405,659, МПК С23С11/00, 1983), що включає формування шару оксиду алюмінію і нанесення колончастого шару із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію На зовнішню поверхню деталі, що охолоджуються повітрям, такої як деталь турбіни, наносять термобар'єрне покриття (ТБП), таке як дюксид цирконію, стабілізований оксидом ітрію Спочатку на основу-зовнішню поверхню металевої деталі, такої як турбінна лопать, що виготовлена із суперсплаву, наносять тонкий рівномірний металевий зв'язувальний шар товщи на якого складає, наприклад, приблизно 0,0250,25мм Зв'язувальний шар може бути сплавом MCrAlY, міжметалевим алюмінідом або іншим придатним матеріалом В сплаві MCrAlY компонент "М" означає метал, що обирають з групи, яка складається із заліза, кобальту, нікелю та їх сумішей Відносно ТОНШИЙ шар оксиду алюмінію, десь приблизно 0,25-2,5мкм, утворюють на зв'язувальному шарі шляхом окиснення Альтернативно шар оксиду алюмінію можна утворювати безпосередньо на основі, не використовуючи зв'язувального покриття Термобар'єрне покриття, таке як дюксид цирконію, стабілізований оксидом ітрію, наноситься потім на шар оксиду алюмінію шляхом конденсації з парової фази або іншого придатного процесу у формі окремих колончастих зерен, кожне з яких міцно зціплене з шаром оксиду алюмінію деталі, але не одне з одним У способі виготовлення деталі із суперсплаву, що заявляється, і прототипу співпадають наступні ІСТОТНІ ознаки способи включають формування шару оксиду алюмінію і нанесення колончастого шару із керамічного матеріалу, що утворює термобар'єрне покриття на шарі оксиду алюмінію Аналіз технічних властивостей прототипу винаходу «Деталь із суперсплаву» та прототипу винаходу «Спосіб виготовлення деталі із суперсплаву», обумовлених їх ознаками, показує, що отриманню очікуваного нового технічного результату при використанні вище згаданих прототипів перешкоджають наступні однакові причини ДОЛІШНІЙ метал та керамічний ТБП звичайно мають різні коефіцієнти теплового розширення Внаслідок цього, проміжки між колончастими зернами сприяють запобіганню руйнування ТБП під час теплового розширення долішнього металу Протягом терміну служби деталей, покритих ТБП, і, зокрема, під час роботи в екстремальних температурних умовах, таких як, наприклад, у літака, у ТБП спостерігають зіпсування від розтріскування Зіпсування ТБП пов'язано з великою величиною напружень, пов'язаних з неминучим розростанням та стовщуванням шару оксиду алюмінію, що, в свою чергу, залежить від КІЛЬКОСТІ КИСНЮ, ЩО мігрує до поверхні розподілу через керамічний матеріал або через проміжки, що утворені між колончастими зернами Незважаючи нате, що це до кінця не є зрозумілим, але вважають, що відносно тонкий шар оксиду алюмінію є необхідним для ТБП і відповідає за зціплення ТБП, яке послідовно наноситься Відомо, ЩО шар оксиду алюмінію сприяє захисту долішнього зв'язувального покриття і основи проти окиснення і корозії і що ТБП сприяє зменшуванню корозії долішнього зв'язувального 61920 чайно працюють при температурі, що перевищує приблизно 1350°С Отже, фахівці у даній області не будуть використовувати оксид хрому для захисту деталей турбіни літака Там, де на деталь, покриту ТБП, впливали лужні солі, спостерігали взаємодію лужних солей із керамічним матеріалом, внаслідок чого прискорювалось розростання шару оксиду алюмінію на поверхні розподілу, хоча така взаємодія ще не повністю зрозуміла Отже, деталі, оброблені ТБП, звичайно мають прийнятні терміни служби, проте подальше підвищення їхнього терміну служби є бажаним У основу винаходу поставлена задача створити таку деталь із суперсплаву, в якій удосконаленВідомо, ЩО надто небажано запобігати корозії ня шляхом введення нового елемента дозволило або окисленню лише шляхом нанесення керамічб при використанні винаходу забезпечити досягного ТБП таким чином, щоб цілком покрити зв'язунення технічного результату, що полягає в підвивальне покриття, тим самим, наприклад, ліквідущенні терміну служби деталі вавши проміжки між колончастими зернами Таке виконання завдяки різниці між швидкістю тепловоУ основу винаходу поставлена також задача го розширення металу та кераміки приведе до створити такий спосіб виготовлення деталі із сушвидкого пошкодження ТБП в умовах роботи деперсплаву, в якому удосконалення шляхом вветалі при циклічному режимі нагрівання та охолодення нової дії дозволило б при використанні видження Також небажано спочатку створювати находу забезпечити досягнення технічного товстий шар оксиду алюмінію, який може завдати результату, що полягає в підвищенні терміну слупошкодження ТБП, а саме, розтріскування, що жби деталі обговорювалося раніше Для вирішення зазначених задач заявляється Ерозія також викликає пошкодження ТБП група винаходів, пов'язаних єдиним винахідницьАвіаційне паливо практично не містить сторонніх ким задумом В цю групу входять "Деталь із супердомішок, що утворюють частинки і збільшують сплаву" та "Спосіб виготовлення деталі із суперсерозію ТБП Корозія також може завдавати пошкоплаву" джень ТБП та долішньої деталі Деталь із суперсплаву, що заявляється як винахід, який спрямований на розв'язання поставлеУ промисловому турбінному обладнанні, де ної задачі, містить основу із суперсплаву, шар октурбінні деталі звичайно не мають ТБП згідно з сиду алюмінію, зціплений з ним колончастий шар економічних причин, а також тому, що промислові із керамічного матеріалу, що утворює термобар'єгазові турбіни традиційно працювали в умовах рне покриття на шарі оксиду алюмінію Від протобільш низьких температур, деталі звичайно затипу винахід, який заявляється, відрізняється тим, знають ерозії, внаслідок чого з'являються частинки що на термобар'єрне покриття нанесено шар пота відламки корозійних матеріалів До них налеверхневого покриття жать насичені лугом солі, такі як лужні сульфати, які завжди зустрічаються у промисловому навкоУ деяких конкретних формах виконання делишньому середовищі, а також продукти, такі як таль із суперсплаву, що заявляється, характерипродукти згоряння палива з відносно високим рівзується наступними ВІДМІННИМИ ознаками Шар нем сторонніх домішок Насичені лугом солі врешті поверхневого покриття має товщину приблизно решт сконденсуються на поверхнях деталей і зна0,05-0,5мм Шар поверхневого покриття має товчно скоротять термін служби деталі Розчинена щину приблизно 0,05-0,1 мм Шар поверхневого сіль спричиняє корозію сплавів, розчиняючи оксипокриття складається з оксиду хрому та оксиду дну плівку на поверхні Таку корозію називають алюмінію Шар поверхневого покриття містить сульфідаційною корозією або гарячою корозією приблизно 55-93мас % оксиду хрому та, ВІДПОВІДВнаслідок цієї корозії також з'являються зазначені НО, 45-7мас % оксиду алюмінію Шар поверхневовище пошкодження у вигляді розтріскування Прого покриття містить оксид хрому, і склад шару потягом багатьох років пошкодження, що з'являютьверхневого покриття змінюється по товщині ся внаслідок корозії, досаждають промисловості, в поверхневого покриття таким чином, що поверхякій використовують турбіни неве покриття містить більше оксиду хрому біля зовнішньої поверхні поверхневого покриття, ніж Одним із способів захисту деталей промислобіля термобар'єрного покриття Шар поверхневого вої турбіни від сульфідаційної корозії є створення покриття є або містить матеріал, стійкий до корозії оксиду хрому безпосередньо на металевій поверШар поверхневого покриття містить матеріал, який хні деталі, наприклад, шляхом створення хромовозатримує кисень і запобігає міграції кисню до терго пакувального покриття або шляхом дифузії безмобар'єрного покриття та до шару оксиду алюміпосередньо у основу Проте, захист за допомогою нію Поверхневе покриття містить матеріал, стійоксиду хрому не відповідає умовам роботи обладкий до ерозії Шар оксиду алюмінію забезпечено нання при відносно високих температурах, таких на зв'язувальному покритті, яке нанесено на оснояк у турбінах літаків Вище приблизно 900°С оксид ву хрому набуває нестабільності і реагує з киснем, покриття (при наявності) і металу шляхом покривання зв'язувального покриття У такому випадку він діє як буфер між зв'язувальним покриттям і домішками із навколишнього середовища Відомо також, що шар оксиду алюмінію неодмінно розростається та стовщується протягом часу у присутності кисню і що відносно товстий шар оксиду алюмінію завдає розтріскування ТБП Через те, що дюксид цирконію є відносно проникним до кисню, ТБП із дюксиду цирконію стабілізованого оксидом ітрію не бере головну участь у захисті проти окислення шару оксиду алюмінію Під час використання деталей з ТБП у літаках швидкість розростання шару оксиду алюмінію є відносно малою тим самим утворюючі летку сполуку СЮз У літаку турбінні деталі, які охолоджуються повітрям, зви При використанні винаходу очікується досягнення технічного результату, що полягає в підви 61920 8 чином, що поверхневе покриття містить більше оксиду хрому біля зовнішньої поверхні поверхневого покриття, ніж біля термобар'єрного покриття Етап нанесення поверхневого покриття здійснюють з використанням процесу, який обирають із групи, до якої належать плазмове напилювання, напилювання шляхом конденсації з отриманої за допомогою електронного променю парової фази та електродугове перенесення Етап нанесення поверхневого покриття здійснюють до тих пір, поки поверхневе покриття не буде мати товщину приблизно 0,05-0,25мм При використанні винаходу очікується досягнення технічного результату, що полягає в підвищенні терміну служби деталі із суперсплаву Між сукупністю істотних ознак винаходу «Спосіб виготовлення деталі із суперсплаву» і технічним результатом, що досягається, є наступний причинно-наслідковий зв'язок поверхневе покриття запобігає міграції кисню до термобар'єрного покриття та до долішнього шару оксиду алюмінію Це призводить до того, що шар оксиду алюмінію менш розростається та менш стовщується протягом часу, а це, в свою чергу, подовжує термін служби деталі Спосіб виготовлення деталі із суперсплаву, що Отже, поверхневе покриття запобігає міграції заявляється як винахід, який спрямований на розкисню до долішнього шару оксиду алюмінію Коли в'язання поставленої задачі, включає формування поверхневе покриття складається із оксиду алюмішару оксиду алюмінію і нанесення колончастого нію та оксиду хрому, міграція знижується у декільшару із керамічного матеріалу, що утворює на шака разів, а це призводить до того, що шар оксиду рі оксиду алюмінію термобар'єрне покриття, яке алюмінію менш розростається та стовщується має відносно маленькі проміжки між суміжними протягом часу, тим самим ВІДПОВІДНО подовжуючи колончастими зернами Від прототипу винахід, термін служби деталі Поверхневе покриття є стійякий заявляється, відрізняється тим, що поверхню ким до корозії, зокрема там, де поверхневе потермобар'єрного покриття підготовляють до нанекриття містить оксид хрому Поверхневе покриття сення поверхневого покриття, забезпечуючи запідсилює СТІЙКІСТЬ деталі до ерозії Через те, що здалегідь передбачену шорсткість поверхні і видаповерхневе покриття складається із оксиду алюмілення з поверхні відламків та сторонніх домішок, нію та оксиду хрому, СТІЙКІСТЬ ДО ерозії підвищупотім на термобар'єрне покриття наносять шар ється в декілька разів Отже, нанесення поверхнеповерхневого покриття так, щоб покрити колончасвого покриття подовжує термін служби деталі те керамічне покриття і проміжки між суміжними Нам невідомо, щоб хтось наносив поверхневе колончастими зернами і сформувати безперервне покриття на ТБП для того, щоб запобігти корозії поверхневе покриття натермобар'єрному покритті або окисненню долішнього шару оксиду алюмінію щенні терміну служби деталі із суперсплаву Між сукупністю істотних ознак винаходу і технічним результатом, що досягається, є наступний причинно-наслідковий зв'язок поверхневе покриття запобігає міграції кисню до термобар'єрного покриття та до долішнього шару оксиду алюмінію Це призводить до того, що шар оксиду алюмінію менш розростається та менш стовщується протягом часу, а це, в свою чергу, подовжує термін служби деталі Отже, поверхневе покриття запобігає міграції кисню до долішнього шару оксиду алюмінію Коли поверхневе покриття складається із оксиду алюмінію та оксиду хрому, міграція знижується у декілька разів, а це призводить до того, що шар оксиду алюмінію менш розростається та стовщується протягом часу, тим самим ВІДПОВІДНО подовжуючи термін служби деталі Поверхневе покриття є стійким до корозії, зокрема там, де поверхневе покриття містить оксид хрому Поверхневе покриття підсилює СТІЙКІСТЬ деталі до ерозії Через те, що поверхневе покриття складається із оксиду алюмінію та оксиду хрому, СТІЙКІСТЬ ДО ерозії підвищується в декілька разів Отже, поверхневе покриття подовжує термін служби деталі Переважно, щоб на поверхню термобар'єрного покриття шар матеріалу наносився у формі частинок, наприклад, шляхом плазмового напилювання таким чином, щоб покрити колончасте керамічне покриття і проміжки, так щоб утворити резистентне до корозії та кисню безперервне поверхневе покриття натермобар'єрному покритті У деяких конкретних формах виконання спосіб виготовлення деталі із суперсплаву, що заявляється, характеризується наступними ВІДМІННИМИ ознаками Передбачена шорсткість поверхні термобар'єрного покриття становить приблизно 2,03,2мкм Етап підготовки поверхні термобар'єрного покриття включає вимірювання шорсткості поверхні, визначення різниці між заздалегідь передбаченою шорсткістю та виміряною шорсткістю, полірування або надання шорсткості поверхні ВІДПОВІДНО різниці до тих пір, поки шорсткість не буде такою ж, як і заздалегідь передбачена шорсткість Поверхневе покриття містить оксид хрому та оксид алюмінію Поверхневе покриття містить оксид хрому, і склад матеріалу поверхневого покриття змінюють під час етапу його нанесення таким Суть винаходу пояснюється графічними матеріалами, на яких зображено на фіг 1 показано поперечний перетин деталі, що має ТБП і поверхневе покриття згідно з цим винаходом, на фіг 2 зображено мікрофотографію деталі з фіг 1, що ілюструє більш докладно ТБП та поверхневе покриття На графічних матеріалах проставлені такі позначення 1-деталь, 2-основа, 3-шар оксиду алюмінію, 4-термобар'єрне покриття, 5-поверхневе покриття, 6-зв'язувальне покриття В конкретному прикладі здійснення винаходу (фіг 1) показана частина турбінної деталі 1 із суперсплаву, яка має основу 2 із суперсплаву, на якій сформовано шар оксиду алюмінію З З шаром оксиду алюмінію 3 зціплений колончастий шар із керамічного матеріалу, що утворює термобар'єрне покриття (ТБП) 4 на шарі оксиду алюмінію 3 На термобар'єрне покриття 4 нанесено шар поверхневого покриття 5 В даному конкретному прикладі шар оксиду алюмінію 3 сформовано на зв'язувальному покритті 6, яке нанесено на основу 2 В експериментах, що були здійснені у зв'язку з цим винаходом, ТБП утворювали із керамічного матеріалу, такого як стабілізований оксидом ітрію дюксид цирконію (YSZ), але цей винахід може рівним чином використовувати ТБП, які складаються з інших матеріалів Деталь 1 із суперсплаву покрита шаром зв'язувального покриття 6 із, наприклад, MCrAlY, міжметалевого алюмініду або іншого придатного матеріалу В сплаві MCrAlY компонент "М" означає метал, що обирають з групи, яка складається із заліза, кобальту, нікелю та їх сумішей Переважно, проте не обов'язково, щоб товщина шару становила близько 0,05-0,25мм і була рівномірною Шар зв'язувального покриття б також можна обробити, наприклад, дробоструминною обробкою та/або нагріванням для того, щоб ущільнити будь-які порожнечі та удосконалити структуру покриття Взагалі, шар оксиду алюмінію З формуюють потім на зв'язувальному покритті 6 Альтернативно шар оксиду алюмінію можна сформувати після нанесення ТБП або безпосередньо на основі, не використовуючи зв'язувального покриття ТБП 4, наприклад, із керамічного матеріалу, такого як стабілізований оксидом ітрію дюксид цирконію (YSZ), потім наносять на зв'язувальне покриття 6, наприклад, шляхом конденсації з отриманої за допомогою електронного променю парової фази (КЕППФ) Як зазначалося вище, керамічні ТБП та ДОЛІШНІЙ метал мають різні коефіцієнти теплового розширення, отже, протягом часу ТБП буде розтріскуватися Якщо ТБП не має поверхневого покриття, тріщини сприяють міграції кисню та речовин, які призводять корозію, що завдає пошкоджень ТБП Тому цей винахід буде корисний і для ТБП, які складаються із матеріалів інших, ніж YSZ, а також наносяться способами, ВІДМІННИМИ від КЕППФ Цей винахід передбачає нанесення поверхневого покриття 5 на ТБП 4 Переважно, але не обов'язково, щоб поверхневе покриття було твердим розчином оксиду хрому та оксиду алюмінію Поверхневе покриття повинно бути достатньо товстим, щоб покрити ТБП і функціонувати згідно з вимогами, але не настільки товстим, щоб розтріскуватися під час роботи у тепловому режимі Крім того, вага занадто товстого поверхневого покриття, особливо при помноженні на КІЛЬКІСТЬ лопаток турбіни, значно підвищує масу, що обертається, і, отже, бажано наносити поверхневе покриття 5 якраз такої товщини, щоб воно функціонувало згідно з вимогами Для поверхневого покриття із оксиду алюмінію та оксиду хрому, ми вважаємо, що товщина поверхневого покриття 5 повинна становити приблизно 0,05-0,25мм, і більш переважно, приблизно 0,05-0,12мм Вважається, що більш товсте поверхневе покриття буде функціонувати згідно з вимогами, але більш товсті поверхневі покриття можуть мати тенденцію до розтріскування під час роботи деталі при циклічному режимі нагрівання та охолодження Під час роботи деталі 1 із суперсплаву, що має термобар'єрне покриття, при циклічному ре 61920 10 жимі нагрівання та охолодження поверхневе покриття 5 із оксидів хрому та алюмінію на ТБП 4 не тільки забезпечує СТІЙКІСТЬ ДО сульфідаційної корозії та інших видів корозії, але, несподівано, також перешкоджає кисню досягти поверхні розподілу ТБП 4 і долішнього шару із оксиду алюмінію З Це призводить до того, що шар оксиду алюмінію менш розростається та стовщується протягом часу Отже, поверхневе покриття 5 забезпечує СТІЙКІСТЬ до корозії та до окиснення, внаслідок чого значно подовжується термін служби деталі із суперсплаву Спосіб виготовлення вище згаданої деталі 1 із суперсплаву включає формування на основі 2 шару оксиду алюмінію 3 і нанесення колончастого шару із керамічного матеріалу, що утворює термобар'єрне покриття (ТБП) 4 на шарі оксиду алюмінію Після ЦЬОГО поверхню термобар'єрного покриття 4 підготовляють до нанесення поверхневого покриття 5, забезпечуючи заздалегідь передбачену шорсткість поверхні і видалення з поверхні відламків та сторонніх домішок, щоб гарантувати якісне зв'язування поверхневого покриття з ТБП, Потім на термобар'єрне покриття 4 будь-яким придатним способом, наприклад, таким як електродугове плазмове напилювання, наносять шар поверхневого покриття 5 так, щоб покрити колончасте керамічне покриття і проміжки між суміжними колончастими зернами і сформувати безперервне поверхневе покриття 5 на ТБП 4 Спочатку важливо, щоб поверхня ТБП 4 була чистою, наприклад, вільною від відламків та мастил, які осіли під час обробки деталі Добре відомо, що очистити поверхню металевої деталі можна очищувальним розчином або шляхом "самоочищення" деталі завдяки нагріванню до певної температури перед нанесенням покриття Проте, загально не є відомим те, що поверхня керамічного матеріалу, такого як ТБП із стабілізованого оксидом ітрію дюксиду цирконію, не може самоочищуватися, отже, и необхідно очистити перед нанесенням іншого матеріалу на кераміку Очищувальний розчин, такий як спирт або ацетон, наносять на поверхню ТБП Потім очищувальний розчин видаляють, переважно, але не обов'язково, шляхом достатнього нагрівання деталі у печі, щоб висушити поверхню, на яку буде нанесено поверхневе покриття Якщо використовуються спирт або ацетон і якщо температура, до якої нагрівають деталь, не є критичною щодо винаходу, деталь слід нагрівати до, принаймні, приблизно 65°С Коли поверхня ТБП 4 є чистою, перевіряють її шорсткість Як обговорюється нижче та відносно поверхневого покриття, що складається із оксиду алюмінію та оксиду хрому, яке наносять електродуговим плазмовим напилюванням, виявили, що виникає деякий ХІМІЧНИЙ ЗВ'ЯЗОК, але первісним зв'язувальним механізмом є механічне зв'язування Якщо поверхня є надто гладкою або надто шорсткою, або надто хвилястою, матеріал поверхневого покриття може не зв'язатися з поверхнею під час електродугового плазмового напилювання Отже, відповідна шорсткість поверхні забезпечує задовільне зв'язування поверхневого покриття 5 з ТБП 4 Шорсткість поверхні ТБП 4 вимірюють для то 12 11 61920 го, щоб визначити дійсну шорсткість, наприклад, з долішнього ТБП із дюксиду цирконію, що зменшує використанням профілометра, з ходом, принаймні, можливість розтріскування під час роботи при цик2,5мм, із згладжуванням хвилястості приблизно лічному режимі нагрівання та охолодження 0,76мм Існує також безліч інших способів вимірюЯк відзначалося вище, перевага віддається вання Прийнятна середня шорсткість становить поверхневому покриттю із твердого розчину оксиприблизно 2-3,2мкм і переважно приблизно до ду хрому та оксиду алюмінію Матеріал постача2,5мкм Якщо виміряна шорсткість є меншою, ніж ють до плазмового розпилювача у вигляді порошприйнятна шорсткість, на більш, ніж задану велику Як і склад розчину, велике значення має розмір чину, то поверхня є надто гладкою, і поверхневе частинок твердого розчину Середній розмір часпокриття може недостатньо зціпитися із ТБП Потинок повинен дорівнювати приблизно 15-45мкм, і верхні необхідно надати прийнятної середньої переважно приблизно 25мкм При максимальному шорсткості Якщо виміряна шорсткість перевищує середньому розмірі частинок вони повинні мати прийнятну шорсткість, тоді поверхню треба відпорозмір приблизно 20-ЮОмкм, а при мінімальному лірувати до прийнятної середньої шорсткості середньому розмірі частинки повинні мати розмір 5-25мкм При переважному середньому розмірі Обдування абразивним порошком є одним із частинок вони повинні мати розмір приблизно 15задовільних способів для обробки поверхні ТБП, 45мкм Якщо середній розмір частинок становить існують також й ІНШІ способи обробки В одному менш-ніж 15мкм, отримане поверхневе покриття випадку поверхню полірували шляхом обдування демонструє надмірне ущільнювання і розтріскуабразивним порошком із оксиду алюмінію 0,22мм вання протягом наступної роботи деталі при цикліпід тиском 172кПа з використанням струминного чному режимі нагрівання та охолодження Якщо апарата усмоктувального типу Насадка відстояла середній розмір частинок становить більш ніж від поверхні приблизно на 100мм, обдування аб45мкм, покриття характеризується надмірною поразивним порошком здійснювали протягом 1-2 ристістю і шорсткістю Розмір частинок визначили хвилин Діапазон розміру порошку становить приз використанням лазерного аналізатора розміру близно від 0,15мм до 0,25мм, переважний розмір частинок 0,22мм Прийнятні результати можна отримати, навіть, з більшим діапазоном розмірів та з порошСтосовно складу, порошок складається із приками із інших матеріалів Для полірування або наблизно від 55 до 93мас % оксиду хрому та, ВІДПОдання шорсткості поверхні під час обдування абВІДНО, ВІД 45 до 7мас % оксиду алюмінію Переваразивним порошком використовували різноманітні жним складом є приблизно 70мас % оксиду хрому матеріали та параметри обробки та ЗОмас % оксиду алюмінію Перевага надається попередньому діапазону, а склад поза межами Після ТОГО, ЯК підготували поверхню із ТБП 4, цього діапазону створить порошки, які формують наносять поверхневе покриття 5 Незважаючи на функціональні поверхневі покриття те, що описане нижче нанесення поверхневого покриття здійснюється шляхом плазмового напиОксид хрому та оксид алюмінію переважно лювання, з тим же результатом можна застосувазмішують шляхом сплавлення та здрібнення для ти ІНШІ способи, такі як електродугове перенесентого, щоб забезпечити ретельне змішування, але ня або напилювання шляхом конденсації з ІНШІ способи змішування будуть забезпечувати отриманої за допомогою електронного променю прийнятні результати Проте, механічні суміші або парової фази агломерації порошку не є достатньо ретельними для оксиду хрому та оксиду алюмінію Наслідком Підготовлену поверхню ТБП 4 слід спочатку таких сумішей є поверхневе покриття з острівками підігріти Тести на пенетрацію з використанням оксиду алюмінію або оксиду хрому, які мають коебарвників вказують на значне розтріскування пофіцієнти теплового розширення, які відрізняються верхневого покриття у деталях, які не зазнали підівід коефіцієнту теплового розширення більшої гріву Всю поверхню, на яку повинно бути нанесечастини покриття, що сприяє появі розтріскування но поверхневе покриття, підігрівають до приблизно або розколювання та ранньому пошкодженню під 500°С, важливо уникнути місцевого нагрівання час роботи при циклічному режимі нагрівання та Вибір способу підігріву деталі залежить від розміру охолодження та геометричної форми деталі Якщо підігрів з використанням нагрівального пальника або плазмоПриклад 1 вої пушки є прийнятним для невеликих деталей, Із порошку, який має переважний середній наприклад, менших, ніж приблизно 100мм, то крурозмір частинок, наносили поверхневе покриття 5 пніші деталі можна підігріти з використанням ЗОВшляхом електродугового плазмового напилювання НІШНІХ пальників для того, щоб уникнути місцевого з використанням розпилювальної пушки моделі нагрівання 9МВ Metro з повітряними соплами, насадкою GH і отвором для порошку №2 Розпилювання здійснюПісля ТОГО, ЯК поверхню ТБП 4 ВІДПОВІДНО підівали на відстані приблизно 63-75мм від насадки гріли, наносять поверхневе покриття Незважаючи до деталі 1 і згідно з наступними параметрами на те, що наступний опис стосується нанесення Первісним газом був аргон, який подавали при твердого розчину оксиду хрому та оксиду алюміприблизно 690кПа та із витратою 37,8л/хв Втонію, можливим є використання й інших матеріалів ринним газом був також аргон, який подавали при з досягненням подібних або таких же самих ре516кПа та із витратою 7,1 л/хв Електроенергія зультатів Оксид хрому та оксид алюмінію є взаєподавалася при 550А і 65-70В, електричну напругу морозчинними Вважають, що взаєморозчинність є регулювали змінюванням струму вторинного газу важливою характеристикою складників поверхнена +/-2,4л/хв вого покриття Крім того, теплове розширення оксиду хрому є подібним до теплового розширення Порошок подавали до пушки з використанням 14 13 61920 фідеру Sultzer Twin 10C, Metco ЗМР або Metco ном, поверхневе покриття 5 спроможне ефективно 4МР У якості газу-носія використовували аргон зв'язуватися із ТБП 4 та розширюватися разом із Газ-носій подавали із витратою 2,6 л/хв, а порошок ним, не закріплюючи зерна ТБП у взаємно фіксо3 подавали із витратою 1х10 кг/с) Повітряні сопла ваному положенні одне з одним, внаслідок чого були встановлені паралельно і працювали при могли б з'явитися пошкодження під час роботи 276кПа Можна також застосовувати Metco 7MP деталі при циклічному режимі нагрівання та охоабо ЗМР при роботі за вище зазначеними парамелодження Крім того, навіть якщо частина поверхтрами невого покриття зазнає розтріскування, значна частина усього ТБП зберігає поверхневе покриття, Приклад 2 тим самим обмежуючи прохід кисню до стабілізоІз порошку, який має мінімальний середній ваного оксидом ітрію дюксиду цирконію (YSZ) у розмір частинок, наносили поверхневе покриття 5 декілька разів на відміну від ТБП, які не мають шляхом електродугового плазмового напилювання поверхневого покриття з використанням розпилювальної пушки моделі 9МВ Metro з повітряними соплами, насадкою GP В одному експерименті зразки кераміки протеабо 733 і отвором для порошку №2 Розпилювання стували на корозію Зразки містили твердий розздійснювали на відстані приблизно 75-89мм від чин а) чистого оксиду алюмінію в одному наборі насадки до деталі 1 і згідно з наступними парамезразків, б) бОмас % оксиду алюмінію та 40мас % трами Первісним газом був аргон, який подавали оксиду хрому у іншому наборі зразків, та в) 40мас при приблизно 690кПа та із витратою 59л/хв Вто% оксиду алюмінію та бОмас % оксиду хрому у ринним газом був також аргон, який подавали при додатковому наборі зразків Потім на зразки нане345кПа та із витратою 7,1 л/хв Електроенергія посли сплавлені лужні сульфати і утримували їх продавалася при 500А і 65-70В, електричну напругу тягом 50 годин при Ю00°С регулювали змінюванням струму вторинного газу Як зазначалося вище, сплавлені солі викликана + /-2,4л/хв ють корозію сплавів шляхом розчинення поверхневої оксидної окалини У випадку з оксидом алюПорошок подавали до пушки з використанням мінію відбувається реакція СГ+АІ2Оз=2АІО2 фідеру Sultzer Twin 10C, Metco ЗМР або Metco 4МР У якості газу-носія використовували аргон У випадку з оксидом ітрію відбувається реакція Газ-носій подавали із витратою 3,8л/хв для того, O=+Y2O3=2YO2 З щоб подавати порошок із витратою 0,75x10 кг/с Присутність оксиду хрому зменшує корозійну Повітряні сопла були встановлені паралельно і дію сплавлених солей згідно з наступною реакціпрацювали при 414кПа Можна також застосовуваєю ти Metco 7MP або ЗМР при роботі за вище зазнаСг2О3+2О=+3/2О2=2СЮ4= ченими параметрами Із попереднього рівняння виходить, що оксид хрому видаляє іони кисню Крім того, оксид хрому Приклад З також утворює азертроп із сульфатами Азеотроп Із порошку, який має максимальний середній є більш летким, ніж його складові речовини Отже, розмір частинок, наносили поверхневе покриття 5 він сприяє більш швидкому випаровуванню солі, шляхом електродугового плазмового напилювання яка причиняє корозію з використанням розпилювальної пушки моделі 9МВ Metro без повітряних сопел, але із насадкою Сплавлена лужна сіль також призводить до GH і отвором для порошку №2 Розпилювання корозії ТБП У випадку, коли ТБП містить стабіліздійснювали на відстані приблизно 63-75мм від зований оксидом ітрію дюксид цирконію (YSZ), насадки до деталі 1 і згідно з наступними парамеодним із продуктів реакції є NaYO2 Отже, декілька трами Первісним газом був аргон, який подавали зразків покрили сплавленою лужною сіллю і поміспри приблизно 690кПа та із витратою 37,8л/хв тили окремо у посудини із дистильованою водою Вторинним газом був також аргон, який подавали для того, щоб визначити природу ІОНІВ Зразки при 516кПата із витратою 7,1 л/хв Електроенергія покрилися іонами натрію, ітрію та сульфату, вироподавалася при 550А і 70-75В, електричну напругу бленими чистим оксидом алюмінію, вказуючи на регулювали змінюванням струму вторинного газу те, що корозія відбувається на +/-2,4л/хв Зразки, які були покриті твердим розчином оксиду хрому та оксиду алюмінію, виробляли іони Порошок подавали до пушки з використанням натрію, хрому та сульфату Розчин набув жовтого фідеру Sultzer Twin ЮС, Metco ЗМР або Metco кольору, підтверджуючи присутність ІОНІВ хромату 4МР У якості газу-носія використовували аргон Відсутність розчинного оксиду ітрію вказує на те, Газ-носій подавали із витратою 2,6л/хв, а порошок що корозія не відбулася Крім того, визначили, що подавали із витратою 1x10 Зкг/с майже вся сіль, яку нанесли, випарилася з поверЯк відзначалося вище, тести із поверхневими хні ТБП покриттями, що складаються із оксиду алюмінію та оксиду хрому і які наносяться плазмовим напилюЯк зазначалося вище, ерозія також знищує ЦІванням, вказують на те, що первісний зв'язувальЛІСНІСТЬ ТВП Виявили, що поверхневе покриття ний механізм-це механічне зв'язування Цей факт ТБП підвищує СТІЙКІСТЬ деталі до ерозії у декілька підтверджує той висновок, що підготовка поверхні разів та, окрім того, що воно значно підвищує СТІЙТБП 4 є необхідною для отримання задовільного КІСТЬ деталі до корозії Більше того, визначили, що поверхневого покриття 5, зокрема, задовільної внаслідок застосування поверхневого покриття із шорсткості поверхні оксиду хрому та оксиду алюмінію утворюється темніший шар покриття, ніж у ТБП із стабілізоваЗгідно З фіг 2, поверхневе покриття 5 покриває ного оксидом ітрію дюксиду цирконію (YSZ) Тим ТБП 4, але не розповсюджується далі у проміжки самим це покриття підвищує теплове випромінюміж окремими колончастими зернами Таким чи 16 15 61920 вання з покриття, як з цілковито чорного тіла, і далі Із опису, який представлено вище, зрозуміло, знижує температуру долішньої деталі що у своїх переважних варіантах здійснення, принаймні, цей винахід пропонує поверхневе покриття Хоча цей винахід демонструвався і описувався для деталі, що має ТБП, яке запобігає міграції кидокладно, різноманітні варіації, які не відступатисню до зв'язувального покриття, і тим самим запомуть від об'єму формули цього винаходу, можуть бігає розростанню шару оксиду алюмінію та збібути зроблені Наприклад, може стати необхіднильшує термін служби деталі, а також стійке до ми змінити склад покриття через товщину покриткорозії покриття для деталі, що має ТБП тя, так щоб покрити чистим оксидом хрому (або, принаймні, підвищеними рівнями оксиду хрому) Таке нанесення поверхневого покриття на ТБП поверхню поверхневого покриття Отже, слід розбільшує ЦІЛІСНІСТЬ ТБП і, ВІДПОВІДНО, термін служзуміти, що винахід описано шляхом ілюстрації, а би долішньої деталі не обмеження Комп'ютерна верстка О Воробей Підписне Тираж39 прим Міністерство освіти і науки України Державний департамент інтелектуальної власності, Львівська площа, 8, м Київ, МСП, 04655, Україна ДП "Український інститут промислової власності", вул Сім'ї Хохлових, 15, м Київ, 04119
ДивитисяДодаткова інформація
Назва патенту англійськоюA piece of super-alloy and a method for making thereof
Назва патенту російськоюДеталь из суперсплава и способ ее изготовления
МПК / Мітки
МПК: C23C 14/24, C23C 4/02, C23C 14/02, C23C 4/12, C23C 14/08, C23C 4/10
Мітки: суперсплаву, деталь, спосіб, виготовлення
Код посилання
<a href="https://ua.patents.su/8-61920-detal-iz-supersplavu-ta-sposib-vigotovlennya.html" target="_blank" rel="follow" title="База патентів України">Деталь із суперсплаву та спосіб її виготовлення</a>
Деталь із суперсплаву з системою захисного покриття і спосіб його нанесення
Номер патенту: 46760
Опубліковано: 17.06.2002
Автор: БЄЄЛЄ Вольфрам
МПК: C23C 14/06, C23C 28/00, C23C 14/02, C23C 28/04, C23C 14/08
Мітки: захисного, покриття, системою, спосіб, нанесення, суперсплаву, деталь
Формула / Реферат:
1. Деталь із суперсплаву з системою захисного покриття, яка містить: підкладку, виготовлену із суперсплаву на основі нікелю або кобальту; проміжний шар, нанесений на підкладку, який містить, щонайменше, шар закріплення; керамічне покриття, нанесене на вказаному шарі закріплення, яке містить окисну сполуку, яка відрізняється тим, що проміжний шар містить необов'язково сполучний шар, який розміщений між підкладкою та шаром закріплення, і тим,...
Спосіб нанесення покриття на металеву деталь та металева деталь з високотемпературною захисною системою покриття
Номер патенту: 46761
Опубліковано: 17.06.2002
Автор: Беелє Вольфрам
МПК: C23C 28/00, C23C 14/02
Мітки: металеву, нанесення, спосіб, металева, високотемпературною, системою, деталь, захисною, покриття
Формула / Реферат:
1. Спосіб нанесення покриття на металеву деталь, який полягає у тому, що на зовнішню поверхню металевої деталі наносять шар сплаву та керамічний шар, який відрізняється тим, що після нанесення шару сплаву його полірують та наносять на нього шар алюмініду однакової товщини, після чого наносять керамічний шар.2. Спосіб за п. 1, який відрізняється тим, що за наявності у корпусі металевої деталі принаймні одного каналу, що утворює її...
Металева деталь (варіанти), спосіб її виготовлення (варіанти)та матеріал для термобар’єрного покриття металевої деталі
Номер патенту: 44780
Опубліковано: 15.03.2002
Автор: Мелоні Майкл Дж.
МПК: C23C 4/12, C23C 14/28, C23C 4/10, C23C 14/08
Мітки: варіанти)та, металева, спосіб, матеріал, деталі, термобар'єрного, деталь, варіанти, покриття, виготовлення, металевої
Формула / Реферат:
1. Металева деталь, що містить металеву основу і термобар'єрне керамічне покриття, яка відрізняється тим, що термобар'єрне керамічне покриття має структуру кубічного пірохлору.2. Металева деталь за п. 1, яка відрізняється тим, що основу виготовлено з металу, який вибрано з групи, що складається з сталі, жароміцних сплавів, сплавів титану та сплавів міді.3. Металева деталь за п. 1 або п. 2, яка відрізняється тим, що термобар’єрне...
Багатошарове теплове бар’єрне покриття для підкладки із суперсплаву та спосіб його нанесення (варіанти)
Номер патенту: 44776
Опубліковано: 15.03.2002
Автор: РІКЕРБІ Девід С.
МПК: C23C 14/06, C23C 14/22, C23C 28/00, C23C 12/00
Мітки: суперсплаву, бар'єрне, покриття, теплове, нанесення, підкладки, варіанти, спосіб, багатошарове
Формула / Реферат:
1. Багатошарове теплове бар'єрне покриття для підкладки із суперсплаву, яке містить сполучне покриття, оксидний шар на сполучному покритті та теплове бар'єрне покриття із кераміки на оксидному шарі, яке відрізняється тим, що сполучне покриття містить сплав на основі алюмінію принаймні у своїй зовнішній зоні та принаймні одну сполуку металу принаймні у своїй внутрішній зоні, при цьому принаймні одна сполука металу вибрана за умови дифузії...
Деталь дахового покриття

Номер патенту: 468
Опубліковано: 29.12.1999
Автори: Ткаченко Анатолій Антонович, Мішакін Віктор Дмитрович, Збаражський Олег Єфімович
МПК: E04D 1/02
Мітки: покриття, дахового, деталь
Формула / Реферат:
1. Деталь дахового покриття, ідо являє собою хвилясту поверхню і має бокові елементи та поперечний закрій для замкового з'єднання деталей між собою у дахове покриття, яка відрізняється тим, що вона має додатковий поперечний закрій, який виконаний з другого торцю деталі, причому основний та додатковий поперечні закрої виконані Г-подібними і мають напрямок у протилежні боки для замкового з'єднання деталей між собою, а хвиляста поверхня деталі...
Попередній патент: Протизапальний, репаративний та протирадіаційний засіб “ліпохромін” у формі супозиторіїв
Наступний патент: Синтетичні полісахариди, спосіб їх виготовлення та фармацевтичні композиції, які їх містять
Випадковий патент: Аквахелат нанометалу