Спосіб отримання відливків
Номер патенту: 76002
Опубліковано: 25.12.2012
Автори: Лоза Аркадій Васильович, Чигарьов Валерій Васильович, Рассохін Дмитро Олександрович, Шишкін Володимир Вікторович

Формула / Реферат
1. Спосіб отримання відливків, що включає розміщення в ливарній формі вставок з легуючими або модифікуючими компонентами, що далі розплавляються, і подальшу заливку у форму рідкого металу, який відрізняється тим, що вставки застосовують у вигляді окремих елементів і закріплюють на заданих ділянках форми, а саме в зонах небезпечних експлуатаційних навантажень або можливого руйнування відливків, причому вставки закріплюють на відстані А від стінок форми, яка визначається із співвідношення А = (0,8…1,5)×D, де D - діаметр або ширина поперечного перерізу вставки.
2. Спосіб за п. 1, який відрізняється тим, що відстань В між закріпленими на формі сусідніми вставками визначається залежністю 3,5×D³В³2×D.
3. Спосіб за п. 1, що відрізняється тим, що вставки, що розплавляються, виконані П-подібної форми.
Текст
Реферат: Спосіб отримання відливків включає розміщення в ливарній формі вставок з легуючими або модифікуючими компонентами, що далі розплавляються, заливку у форму рідкого металу. Вставки застосовують у вигляді окремих елементів і закріплюють на заданих ділянках форми, а саме в зонах небезпечних експлуатаційних навантажень або можливого руйнування відливка. UA 76002 U (54) СПОСІБ ОТРИМАННЯ ВІДЛИВКІВ UA 76002 U UA 76002 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до металургії, а саме до ливарного виробництва, і може бути використана при виготовленні деталей методом відливання. Відомий спосіб обробки металу в ливарній формі, що включає заливку рідкого металу і введення додатково рідкого реагенту (А.с. СРСР № 1057181, В22D 27/20). Недоліком вказаного способу є непрогнозоване розповсюдження рідкого реагенту в розплаві, перемішування його з основним металом, що зрештою призводить до усереднювання хімічних і механічних властивостей всього відливка. Тобто даний спосіб не дає можливості, у разі необхідності, змінювати концентрацію легуючих елементів на окремих ділянках відливка і, таким чином, впливати на їхні механічні властивості. Недоліком способу є також значний об'єм реагенту, що витрачається задля зміцнення литого виробу. Відомий спосіб рафінування розплаву в ливарній формі (А.с. СРСР № 1238887, В22D 27/20), що включає розміщення в ливарній формі порожнистого дроту з наповнювачами і подальшу заливку основного металу. Дріт в ливарний простір поміщають у вигляді спіралі діаметром (0,1…0,9) від найменшого розміру поперечного перетину відливка. Недоліком вказаного способу є велика витрата легуючих елементів, перемішування цих елементів в розплаві, усереднювання хімічних і механічних властивостей матеріалу відливка, а також неможливість застосування способу для нециліндричних деталей. Крім того, спосіб не дозволяє забезпечити підвищену концентрацію легуючих або модифікуючих елементів в окремих зонах відливка, тобто не може забезпечити їх локальне зміцнення. Відомий спосіб локального модифікування відливків (А.с. СРСР № 1031643, В22D 27/20), прийнятий за найближчий аналог, що включає введення в робочу порожнину ливарної форми модифікатора, розміщеного в декількох упаковках, і заливку в форму рідкого розплаву. Упаковки з модифікатором розміщують на висоті (0,6…0,7) від днища ливарної форми рівномірно по її периметру, причому швидкість заливки розплаву від рівня розміщення модифікатора встановлюють пропорційно швидкості розчинення модифікатора. Недоліком даного способу є підвищена витрата модифікатора і розповсюдження його по значному об'єму ливарної форми. При цьому, усереднювання властивостей модифікованого і основного металу в одній третині об'єму відливка не дозволяє забезпечити локальне зміцнення ділянок відливка, небезпечних з точки зору експлуатаційних навантажень або можливого руйнування, що зменшує ресурс працездатності відливка. В основу корисної моделі поставлено задачу розробити спосіб отримання відливків, при якому за рахунок зміни умов здійснення дій при підготовці ливарних форм, можна отримати необхідну структуру і властивості в поверхневих і прилеглих до них шарах заданих ділянок відливка, що забезпечить підвищення ресурсу її працездатності при мінімальній витраті легуючих або модифікуючих елементів. Для вирішення поставленої задачі створений спосіб отримання відливків, що включає розміщення в ливарній формі вставок з легуючими або модифікуючими компонентами, що далі розплавляються, і подальшу заливку у форму рідкого металу, відповідно до корисної моделі, вставки застосовують у вигляді окремих елементів і закріплюють на заданих ділянках форми, а саме: в зонах небезпечних експлуатаційних навантажень або можливого руйнування відливка, причому вставки закріплюють на відстані А від стінок форми, яка визначається із співвідношення А = (0,8…1,5)D, де D - діаметр або ширина поперечного перерізу вставки; при цьому, відстань В між закріпленими на формі сусідніми вставками визначається залежністю 3,5D В 2D; крім того, вставки, що розплавляються, можуть бути виконані П-подібної форми. Відомо, що напружений стан деталей машин (зокрема литих виробів), що працюють в умовах механічних і термічних навантажень, як правило, є нерівномірним. Це пов'язано з нерівномірністю зовнішніх сил, що діють на них, нерівномірністю виникаючих температурних полів, складністю форми деталей. Тому при експлуатації важконавантажених деталей виникають зони високих напруг, які можуть бути небезпечними в сенсі можливого руйнування деталей. Відомо також, що руйнування деталей починається з їх поверхні. Саме тому багато деталей піддають поверхневій обробці, як правило - зміцненню, наприклад, методом поверхневого азотування, вуглецювання, або наплавленням. Це пов'язано з застосуванням спеціальних технологій або додатковою витратою дорогих матеріалів, що значно збільшує вартість виготовлення деталі. Крім того, товщина поверхневого шару, що зміцнюється, часто буває недостатньою для тривалої експлуатації деталей. За наявності концентраторів напруг навіть зміцнений поверхневий шар може швидко зношуватися. Запобігти процесу руйнації можна без поверхневої обробки деталей. Це можна зробити за рахунок надання матеріалу відповідних властивостей (зміцнення або, навпаки, надання підвищеної пластичності), що пов'язане з формуванням певних структур матеріалу. Цю задачу часто вирішують введенням в розплав певних легуючих або модифікуючих елементів. Для 1 UA 76002 U 5 10 15 20 25 30 35 40 45 50 55 кожної деталі можуть бути підібрані оптимальні структури і необхідні властивості по різних її ділянках. Як показано вище, ці структури доцільно сформувати, насамперед, в поверхневих і приповерхневих шарах. Глобальне формування структур підвищеної міцності в поверхневих шарах всієї деталі є недоцільним, оскільки при цьому не використовується ресурс міцності легуючих компонентів в багатьох малонавантажених частинах деталі. Тому, для ефективного використання дорогих легуючих елементів легування або модифікування матеріалу відливка треба здійснювати виключно в зонах високих навантажень або можливого руйнування деталі. В основу корисної моделі поставлений принцип забезпечення потрібних (в сенсі подальшої експлуатації) структур і властивостей матеріалу відливка в її окремих зонах шляхом локального легування або модифікування цих зон на стадії заливки і твердіння розплаву. Для реалізації даного принципу, вставки з легуючими або модифікуючими компонентами, що далі розплавляються, розміщують в ливарній формі у вигляді окремих елементів і закріплюють на заданих ділянках форми, а саме, в зонах небезпечних експлуатаційних навантажень або можливого руйнування відливка. Дана ознака дозволяє забезпечити формування певної структури в локальних об'ємах і ділянках деталі, а саме в поверхневих і прилеглих до них шарах цих ділянок. Закріплення вставок в ливарному просторі здійснюється на відстані А від стінок форми, причому ця відстань визначається із співвідношення А = (0,8…1,5)D, де D - діаметр або ширина поперечного перетину вставки. Наведений діапазон (0,8…1,5)D забезпечує повне розчинення і досить рівномірний розподіл легуючих добавок в місці установки вставки. За умови, якщо А 1,5D може відбутися нерівномірний розподіл легуючих добавок, що розплавляються, в проміжку між вставкою і стінкою форми. При цьому поверхневий шар в місці установки вставки може опинитися без легування, що суперечить задачі способу. Тобто саме при заявленому діапазоні відстані А вирішується задача ефективного поверхневого і приповерхневого легування в заданих об'ємах деталі. Ознака, що обумовлює відстань В між закріпленими на формі сусідніми вставками, обґрунтовується наступним чином. При В < 2D завдяки охолоджувальному ефекту самих вставок, проміжок між ними буде недостатнім для повного розплавлення легуючих елементів вставок. Це неприпустимо з точки зору виникнення фізичної неоднорідності металу. За умови 3,5D < В, виникає нерівномірність в розподілі хімічних елементів вставки по легованій ділянці відливка, що призводить до нерівномірності структури і властивостей на цій ділянці. Саме при дотриманні відстані В між вставками в проміжку 3,5DВ2D, спосіб, що заявляється, забезпечує отримання необхідної структури в заданих об'ємах ділянок відливка, а саме - в поверхневих і прилеглих до них шарах цих ділянок. Ознака, що обумовлює конфігурацію вставок (вставки виконані П-подібної форми), обґрунтовується зручністю їх закріплення на ливарній формі. В цьому разі відстань В між сусідніми двома вставками може регулюватися за рахунок надання вставці певної конфігурації. Спосіб реалізується наступним чином. Спочатку здійснюється підготовка ливарної форми, в ході якої до стінок форми закріплюють вставки з легуючими або модифікуючими компонентами. Місця встановлення вставок вибирають після аналізу напруженого стану відливка під час її експлуатації, або після аналізу статистичних даних щодо виходу з ладу чи руйнації подібних відливків, що експлуатуються в збіжних умовах. Вставки закріплюють на формі на відстані А від стінок форми, забезпечивши, водночас, відстань В між сусідніми вставками. Кількість вставок, що використовуються при виготовлені відливки, залежить від бажаного ефекту легування, маси вставок і об'ємів ділянок, що підлягають зміцненню або іншому виду модифікації. Як приклад конкретного застосування способу наведемо опис процесу виготовлення і результатів подальшої експлуатації двох плит спеціального призначення на одному з металургійних підприємств. Потрібно було виготовити плити для приладу подачі сировини в дробильне відділення гірничозбагачувального комбінату. Матеріал плит - сталь Ст.60. Розміри плит в плані - 800 1500 мм, товщина плит - 70 мм. Кріплення плит до рами приладу здійснюється з нижнього боку плити, по її контуру, спеціальною зваркою переривистим швом. Робота плит в приладі відбувається за наступними умовами. Сировина, що падає на верхню сторону плити, утворює знос по її товщині в центральній частині. Крім того, при експлуатації 2 UA 76002 U 5 10 15 20 25 30 35 приладу в місці зварювальних швів часто утворюються тріщини, які можуть спричинити відрив плити від рами. Для плити звичайного виконання характерною є наявність крупнозернистої структури в її центральній частині. Тому, матеріал в цій частині має низькі характеристики міцності. Для перевірки можливості зміцнення даного виробу було відлито дві дослідні плити (плити І і II) із спеціальними вставками з порошкового дроту. На внутрішній поверхні ливарної форми, в місці, що відповідає центральній ділянці плити І, закріплювали вставку №1 (відрізок дроту з наповнювачем із порошкового ванадію). На центральній ділянці плити II закріплювали вставку №2 (дріт із заданим вмістом порошкової суміші кремнію і марганцю). По контуру кожної плити закріплювали вставки №3 (дріт, що містить суміш дробленого порошку чистого заліза з вмістом вуглецю менше 0,01 % і розмолотої окалини). Метою використання останньої вставки є місцеве зневуглецювання основного металу. Вставки застосовувались у вигляді окремих відрізків довжиною 300 мм і шириною 20 мм. Вставки №3, що були розташовані по контуру, укладались в 2 ряди на відстані один від одного В = 2,5D=2,5 20=50 мм. В центральній частині відливка розміщували 5 вставок №1 (для плити І) і 5 вставок №2 (для плити II) на відстані 50 мм. При розміщенні вставок №3 по контуру плит відстань між торцями вставок уздовж однієї сторони плити вибирали з тих же умов - 50 мм. Вставки кріпили на відстані від стінки форми А = 0,9-D=0,9 20=18 мм за допомогою спеціальних шпильок із сталевого дроту діаметром 2,5 мм. В центральній частині кожної плити застосовували вставки П - подібної форми. Після виготовлення плити були встановлені в прилад і експлуатувались тривалий проміжок часу. Для плити типового виконання нормативною документацією передбачений регламент заміни - через 6 місяців роботи. Зазвичай знос по товщині такої плити в її центрі складає 45-50 мм. Дослідні плити І і II були зняті для огляду і оцінки структури через 9 місяців експлуатації. Знос складав для плити 1-17 мм, а для плити II - 14 мм. Тріщин, які свідчать про початок руйнування металу, на плитах не виявлено. Дослідження зразків металу в місцях локального легування показало наявність дрібнозернистої структури і рівномірний розподіл введених хімічних елементів в поверхневих і прилеглих до них шарах центральної ділянки. Встановлено також рівномірне зниження вмісту вуглецю і наявність підвищеної пластичності по контуру відливків. Таким чином, застосування способу, що заявляється, дозволяє, за рахунок зміни умов здійснення дій при підготовці ливарних форм, отримати необхідну структуру і властивості в поверхневих і прилеглих до них шарах заданих ділянок відливка, що забезпечує підвищення ресурсу її працездатності при мінімальній витраті легуючих або модифікуючих елементів. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 1. Спосіб отримання відливків, що включає розміщення в ливарній формі вставок з легуючими або модифікуючими компонентами, що далі розплавляються, і подальшу заливку у форму рідкого металу, який відрізняється тим, що вставки застосовують у вигляді окремих елементів і закріплюють на заданих ділянках форми, а саме в зонах небезпечних експлуатаційних навантажень або можливого руйнування відливків, причому вставки закріплюють на відстані А від стінок форми, яка визначається із співвідношення А = (0,8…1,5)D, де D - діаметр або ширина поперечного перерізу вставки. 2. Спосіб за п. 1, який відрізняється тим, що відстань В між закріпленими на формі сусідніми вставками визначається залежністю 3,5DВ2D. 3. Спосіб за п. 1, що відрізняється тим, що вставки, що розплавляються, виконані П-подібної форми. 50 Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for manufacturing ingots
Автори англійськоюRassokhin Dmytro Oleksandrovych, Chyhariov Valerii Vasyliovych, Loza Arkadii Vasyliovych, Shyshkin Volodymyr Viktorovych
Назва патенту російськоюСпособ получения отливок
Автори російськоюРассохин Дмитрий Александрович, Чигарев Валерий Васильевич, Лоза Аркадий Васильевич, Шишкин Владимир Викторович
МПК / Мітки
МПК: B22D 27/20
Мітки: спосіб, відливків, отримання
Код посилання
<a href="https://ua.patents.su/5-76002-sposib-otrimannya-vidlivkiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб отримання відливків</a>
Спосіб отримання відливків з жароміцного сплаву
Номер патенту: 7520
Опубліковано: 15.06.2005
Автори: Цивірко Едуард Іванович, Педаш Олексій Олександрович, Клочихін Володимир Валерійович, Коломойцев Олександр Георгієвич, Бялик Гаррі Абрамович, Жеманюк Павло Дмитрович
МПК: C22C 19/03
Мітки: жароміцного, відливків, сплаву, отримання, спосіб
Формула / Реферат:
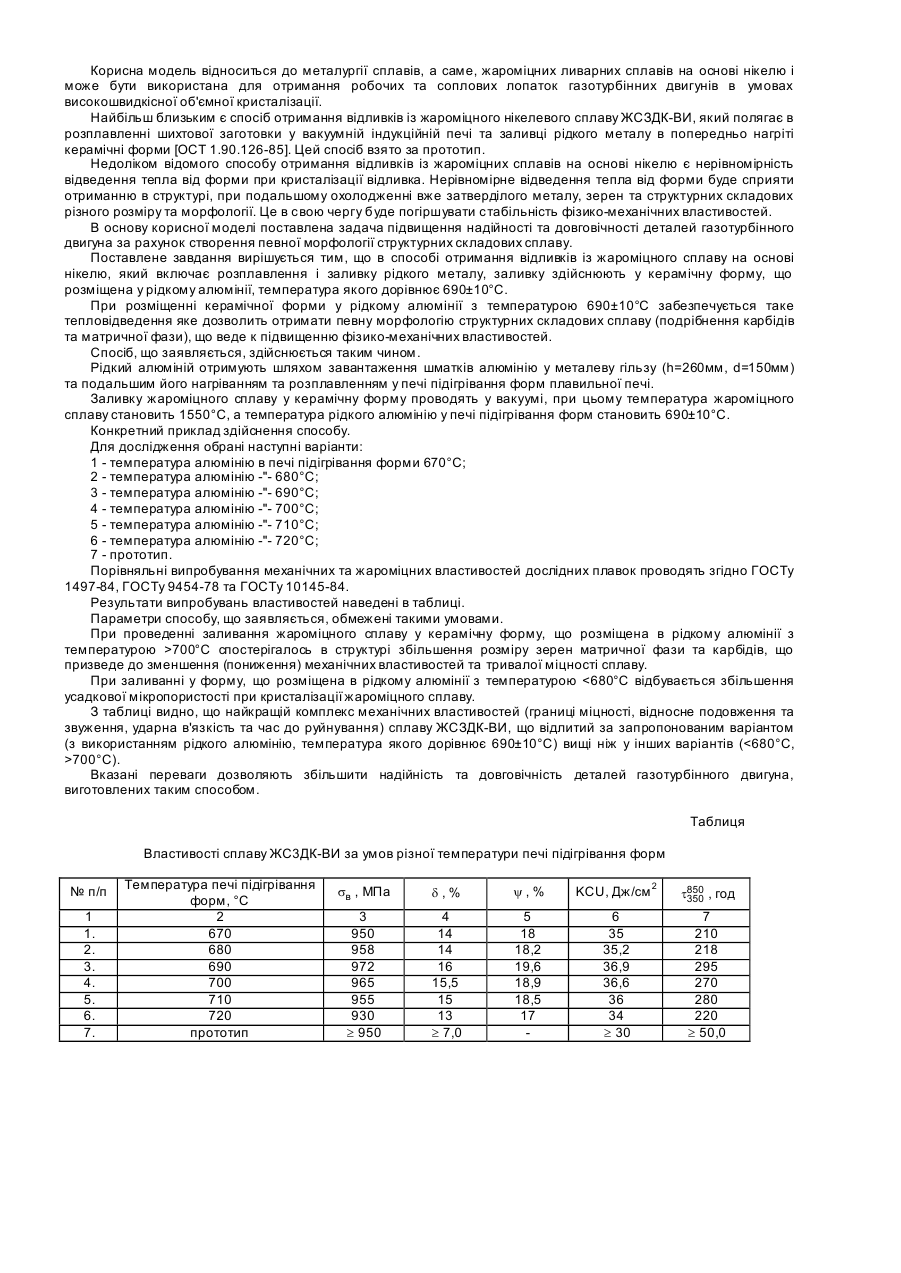
Спосіб отримання відливків з жароміцного сплаву на основі нікелю, що включає розплавлення та заливку рідкого металу, який відрізняється тим, що заливку металу здійснюють у керамічну форму, яка розміщена у рідкому алюмінії, температура якого дорівнює 690±10°С.
Спосіб отримання монокристалічних відливків
Номер патенту: 6394
Опубліковано: 16.05.2005
Автори: Ажажа Володимир Михайлович, Ковтун Геннадій Прокопович, Коломойцев Олександр Георгійович, Свердлов Василь Якович, Жеманюк Павло Дмитрович, Клочихін Володимир Валерійович, Лобода Олексій Маркович
МПК: B22D 27/04
Мітки: отримання, спосіб, монокристалічних, відливків
Формула / Реферат:
Спосіб отримання монокристалевих відливків, який полягає у тому, що керамічну форму із затравкою розміщують над легкоплавким рідкометалевим охолоджувачем, нагрівають форму із затравкою вище температури ліквідусу матеріалу відливків, заповнюють форму розплавом, охолоджують розплав шляхом занурення форми з розплавом у легкоплавкий рідкометалевий охолоджувач одночасно з опущенням охолоджуваної циліндричної камери кристалізатора, який...
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба

Номер патенту: 24909
Опубліковано: 15.02.2002
Автор: Титаренко Григорій Володимирович
МПК: B22D 17/22
Мітки: зокрема, хліба, випічки, форм, глибоких, закритих, прес-форма, коробчастих, відливків, тиском, литва
Формула / Реферат:
Прес-форма для литва під тиском коробчастих глибоких закритих відливків, зокрема форм для випічки хліба, що повторює контури відливка і має лінію розмикання по площині відкритої частини відливка, яка відрізняється тим, що її ливники розташовані не ближче 1/2 відстані від середини відливка до його краю.
Спосіб отримання відливків із зносостійких сплавів
Номер патенту: 34081
Опубліковано: 15.02.2001
Автори: Дубодєлов Віктор Іванович, Середенко Олена Володимирівна, Кірієвський Борис Абрамович, Середенко Володимир Олексійович, Христенко Вадим Володимирович
МПК: B22D 27/00
Мітки: зносостійких, відливків, сплавів, спосіб, отримання
Текст:
...що при охолодженні одиничної краплі розплаву з гомогенної області за 15°С до температури бінодалі (температури незмішування) крапля починає змінювати свою форму, що свідчить про вхід розплаву у критичну область температур і про початок структурної перебудови металевої рідини. Тому раціонально проводити термочасову обробку розплаву з метою його гомогенізації з температурою не менш Тнез +15°С поза температурної області критичних явищ....
Пристрій для отримання монокристалічних відливків

Номер патенту: 8029
Опубліковано: 15.07.2005
Автори: Клочихін Володимир Валерійович, Ажажа Володимир Михайлович, Свердлов Василь Якович, Ковтун Геннадій Прокопович, Лобода Олексій Маркович, Коломойцев Олександр Георгійович, Жеманюк Павло Дмитрович
МПК: B22D 27/04
Мітки: монокристалічних, отримання, відливків, пристрій
Формула / Реферат:
Пристрій для отримання монокристалічних відливків, який містить вакуумну камеру з вміщеними у ній нагрівачем, усередині якого розміщені керамічна форма із затравкою, установленим під нагрівачем кристалізатором, що складається з охолоджуваної кільцеподібної камери, усередині якої вміщені легкоплавкий рідкометалічний охолоджувач, а також коаксіально їй та з можливістю переміщення уздовж вакуумної камери вміщена охолоджувана циліндрична камера,...
Попередній патент: Заморожені напівфабрикати з гідробіонтів із використанням рослинної сировини “мікс”
Наступний патент: Обважнена бурильна труба
Випадковий патент: Спосіб корекції астенічного синдрому при хронічній формі епштейн-барр вірусної інфекції у дітей