Спосіб приварювання поліпропіленових петель до термоклейової плівки

Формула / Реферат
Спосіб приварювання поліпропіленових петель до термоклейової плівки, який відрізняється тим, що попередньо перфорована під заданий крок термоклейова плівка заправляється у розмотуючий пристрій для плівки з фрикціоном, після чого петлі із поліпропіленового шпагату викладаються на привідний барабан з вставленими голками, що забезпечує точний розмір кроку приклеювання петель t з необхідними розмірами петлі Н та L, що обертається на крок t, після чого зупиняється на час в зоні подання гарячого повітря, в результаті чого петля формується по розмірах Н та L, а термоклей на плівці розм'якшується, далі наступний оберт барабана на шаг t пересуває петлю з плівкою до притискаючого ролика, який з необхідним зусиллям притискає петлю до плівки з розм'якшеним термоклеєм, тим самим приварюючи петлю до плівки, після чого наступний оберт барабана на шаг t виводить петлю з зони приклеювання в зону охолодження, після чого плівка з петлями намотується на котушку під впливом щітки, що розгладжує петлі.
Текст
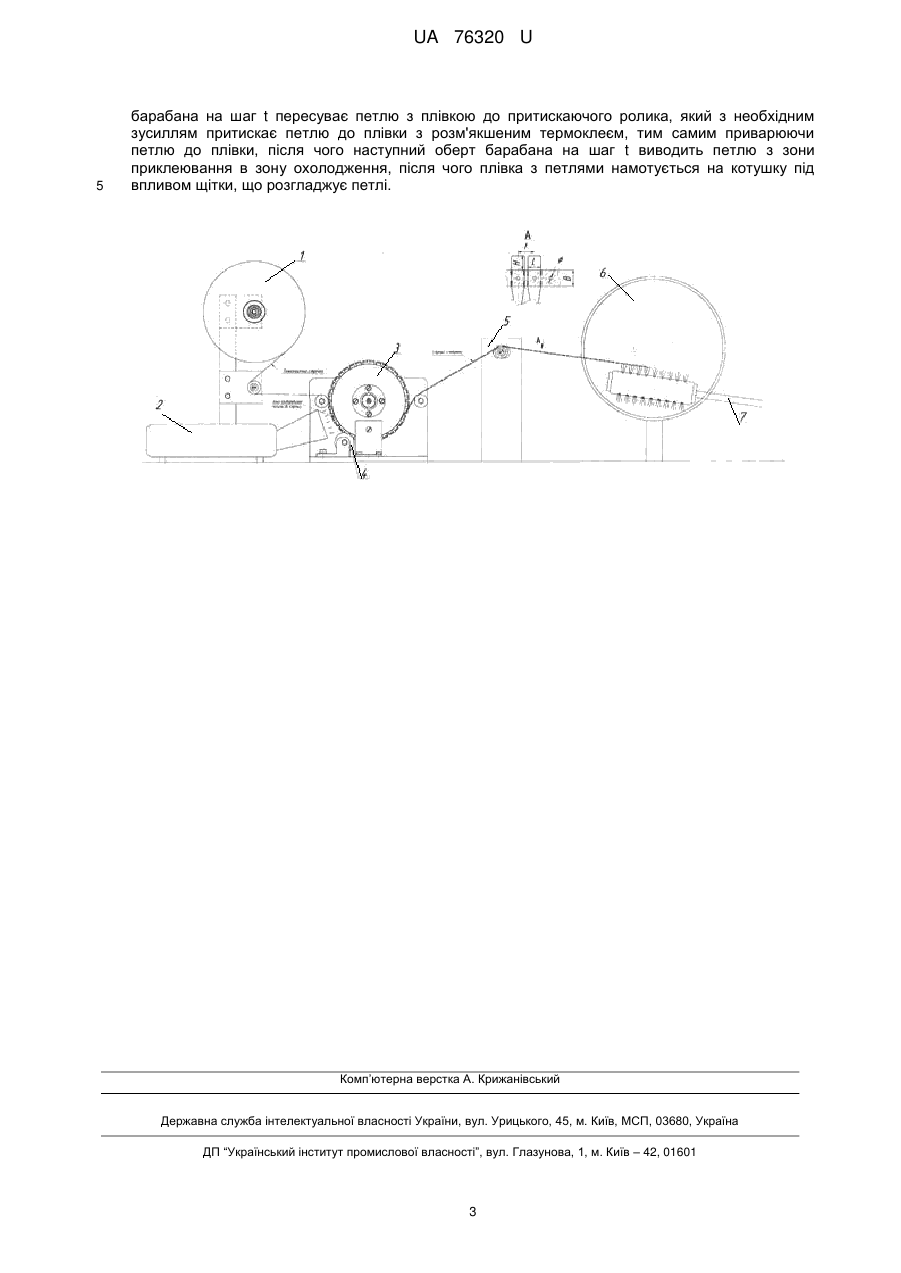
Реферат: Спосіб приварювання поліпропіленових петель до термоклейової плівки полягає в тому, що попередньо перфорована під заданий крок термоклейова плівка заправляється у розмотуючий пристрій для плівки з фрикціоном, після чого петлі із поліпропіленового шпагату викладаються на привідний барабан з вставленими голками. Після цього зупиняється на час в зоні подання гарячого повітря, в результаті чого петля формується, а термоклей на плівці розм'якшується. Наступний оберт барабану пересуває петлю з плівкою до притискаючого ролика, який з необхідним зусиллям притискає петлю до плівки з розм'якшеним термоклеєм, тим самим приварюючи петлю до плівки. Після цього наступний оберт барабана виводить петлю з зони приклеювання в зону охолодження, після чого плівка з петлями намотується на котушку під впливом щітки, що розгладжує петлі. UA 76320 U (54) СПОСІБ ПРИВАРЮВАННЯ ПОЛІПРОПІЛЕНОВИХ ПЕТЕЛЬ ДО ТЕРМОКЛЕЙОВОЇ ПЛІВКИ UA 76320 U UA 76320 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виробництва з полімерних матеріалів. Може бути використана для виготовлення петель для автоматичних кліпсаторів, які використовуються у харчовій промисловості, переважно м'ясо-молочній галузі, що необхідні для підвішування ковбасних або сирних батонів під час варки або копчення. Існує велика кількість способів зварювання полімерних матеріалів. Відомий аналог, спосіб ультразвукового зварювання, в якому припинення дії ультразвукових коливань на зварювальний матеріал проводиться після закінчення заданого часу або за швидкістю чи прискоренням деформації зони зварювання [див. Волков С.С., Черняк Б.Я. Сварка пластмаси ультразвуком. - М.: Хімія, 1986. - С. 30]. Недолік вказаного способу полягає у тому, що він може бути реалізований лише завдяки складному устаткуванню, яке повинне містити недовговічні ультразвукові генератори та зварювальні головки, що дуже складно настоюються, має дуже значні габарити, вагу та енергоємність. Окрім того, відомий спосіб, що реалізується за допомогою пристрою для зварювання термічного зварювання полімерних матеріалів, який має встановлений на осі з можливістю обертання зварювальний ролик, який містить фторопластове покриття для уникнення прилипання його до зварюваної плівки. Пристрій також має рукоятку з теплоізоляційного матеріалу та нагрівач [див Авторське свідоцтво СРСР № 241654, МПК В29С 65/36, опубліковане 01.01.1969]. Однак, у відомому пристрої нагрівач виконаний у вигляді індукційних котушок і встановлений по обидві сторони ролика в теплоізоляційному корпусі, що ускладнює конструкцію пристрою та значно збільшує вартість. Цей недолік усунуто у способі, що реалізується за допомогою "Приладу для зварювання полімерних матеріалів", що приймається за прототип, як найбільш близький за своєю суттю та ефектом, що досягається, який включає в себе джерело тепла потужності, що регулюється, яке має два канали, вихід нагрітого газу через сопла, один з яких призначений для подавання газу в зону зварювання, а інший в зону пробного локального нагріву полімерного матеріалу, оснащений розподілювачем газових потоків між каналів, датчик заданого реологічного стану в зоні пробного локального нагріву, привід, що регулюється за швидкістю, який забезпечує синхронне переміщення елементів відносно зварюваних матеріалів, в якому з метою підвищення продуктивності як датчик системи управління температурою зварювання використовується датчик реологічного стану матеріалу [див Авторське свідоцтво СРСР № 1791148, МПК В29С 65/10, опубліковане 30.01.1993 в Бюл. № 4]. Основним суттєвим недоліком відомого способу є необхідність постійного відстеження температурних покажчиків, необхідних для підтримання оптимального реологічного режиму, в якому будуть зварюватися полімерні матеріали. В основу корисної моделі поставлена задача розробки якомога простого та економного способу приварювання поліпропіленових петель до термоклейової плівки, дотримуючись точних технічних характеристик, що дозволяли б використання отриманих петель у кліпсаторах Polyclip, Alpina, Technopack або їх аналогах. Поставлена задача вирішується завдяки спрощенню відомих процесів, що застосовуються під час зварювання полімерів. Для реалізації даної корисної моделі використовується термоклейова плівка товщиною 35-50 мікрон, на яку кладеться поліпропіленова петля, на яку подається повітря при температурі 100-130 °C, після чого петля прижимається до плівки та остаточно приварюється до неї. Подальша суть запропонованого рішення пояснюється разом з ілюстративним матеріалом: креслення - зображення конструктивно-компонувальної схеми загального вигляду комплексу обладнання, за допомогою якого здійснюється корисна модель. Запропонований спосіб здійснюється за допомогою комплексу обладнання, що містить розмотуючий пристрій для плівки з фрикціоном - 1; пристрій для подання гарячого повітря в зону приварювання - 2; привідний барабан з вставленими голками, що забезпечує точний розмір кроку приклеювання петель t з необхідними розмірами Н та L-3; притискаючий ролик, що забезпечує необхідне зусилля притискання плівки до петлі - 4; пристрій розкладування плівки з петлями під час намотування - 5; привідний намотувальний пристрій плівки з петлями на каркас котушки - 6; щітка для розгладжування петель під час намотування - 7. Запропонований спосіб приварювання поліпропіленових петель до термоклейової плівки здійснюється наступним чином, попередньо перфорована під заданий крок термоклейова плівка заправляється у розмотуючий пристрій для плівки з фрикціоном 1, після чого петлі із поліпропіленового шпагату викладаються на барабан 3, що обертається на крок t, після чого зупиняється на час в зоні подання гарячого повітря, в результаті чого петля формується по 1 UA 76320 U 5 10 15 20 25 30 35 40 45 50 розмірам Н та L, а термоклей на плівці розм'якшується, наступний оберт барабана на шаг t пересуває петлю з плівкою до притискаючого ролика 4, який з необхідним зусиллям притискає петлю до плівки з розм'якшеним термоклеєм, приварюючи петлю до плівки. Наступний оберт барабана на шаг t виводить петлю з зони приклеювання в зону охолодження, після чого плівка з петлями намотується на котушку. Завдяки максимальному спрощенню комплексу обладнання енергоємність зменшується у 20 разів. Завдяки об'єднанню та спрощенню технологічних процесів, запропонований спосіб дозволяє виключити додатковий пристрій формування розміру петель. Завдяки невеликому розміру конструкції пристрою значно знижуються витрати на приміщення для його утримання та енергетичне забезпечення. Завдяки простій та надійній конструкції комплексу обладнання, що дозволяє здійснювати спосіб корисної моделі, значно знижується собівартість виготовлення петель на котушках. Запропоноване технічне рішення перевірене на практиці, складається із звичайних операцій, не містить процесів, яких неможливо було б відтворити на сучасному етапі розвитку науки і техніки, з чого виходить, що воно промислово придатне. У відомих джерелах інформації не виявлено подібних способів приварювання поліпропіленових петель до термоклейової плівки з вказаними відмінними суттєвими ознаками та перевагами, що є підтвердженням досягнення зазначеного технічного результату. Отже, запропоноване технічне рішення відповідає критерію "новизна", а тому повинно вважатися таким, що може отримати правову охорону. Порівняльний аналіз запропонованої корисної моделі з відомим технічним рішенням, прийнятим за прототип, показав, що принципове спрощення комплексу обладнання та використання термоклейової плівки дозволяє виключити датчик реологічного стану матеріалу, що з одночасним виключенням пристрою формування розміру петлі дозволяє пропозиції отримати технічну перевагу, зокрема значно знизити витрати на устаткування, приміщення для його утримання та енергетичне забезпечення, одночасно забезпечивши високоточні технічні характеристики продукції. Економічний ефект від впровадження запропонованого технічного рішення, у порівнянні з використанням прототипу, отримують за рахунок значного зменшення витрат на виготовлення та обслуговування комплексу обладнання, а також витрат на приміщення для його утримання та енергетичне забезпечення. Після опису запропонованого способу приварювання поліпропіленових петель до термоклейової плівки фахівцям у даній галузі знань повинно бути наочним, що все вищеописане є лише ілюстративним, а не обмежувальним, будучи представленим даним прикладом. Численні можливі модифікації конструкції барабана, зміна величини кроку його обертання, розмірів та форми плівки та петель, зрозуміло, знаходяться в межах об'єму одного зі звичайних і природних підходів в даній області знань і розглядаються такими, що знаходяться в межах об'єму запропонованого технічного рішення. Зміна запропонованої послідовності процесів приварювання поліпропіленових петель до термоклейової плівки або переробка конструктиву комплексу обладнання на іншу, природно, обмежує спектр зазначених переваг, а тому не може вважатися новим технічним рішенням в даній області знань, оскільки інше, подібне описаному, вже не вимагає будь-якого творчого підходу від конструкторів та інженерів та не може вважатися результатами їх творчої діяльності або новими об'єктами інтелектуальної власності, що підлягають правовій охороні згідно з чинним законодавством. Джерела інформації: 1. Волков С.С., Черняк Б.Я. Сварка пластмаси ультразвуком. - М.: Хімія, 1986.-256 с. 2. Авторське свідоцтво СРСР № 241654, МПК В29С 65/36, опубліковане 01.01.1969. 3. Авторське свідоцтво СРСР № 1791148, МПК В29С 65/10, опубліковане 30.01.1993 в Бюл. № 4. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 55 60 Спосіб приварювання поліпропіленових петель до термоклейової плівки, який відрізняється тим, що попередньо перфорована під заданий крок термоклейова плівка заправляється у розмотуючий пристрій для плівки з фрикціоном, після чого петлі із поліпропіленового шпагату викладаються на привідний барабан з вставленими голками, що забезпечує точний розмір кроку приклеювання петель t з необхідними розмірами петлі Н та L, що обертається на крок t, після чого зупиняється на час в зоні подання гарячого повітря, в результаті чого петля формується по розмірах Н та L, а термоклей на плівці розм'якшується, далі наступний оберт 2 UA 76320 U 5 барабана на шаг t пересуває петлю з плівкою до притискаючого ролика, який з необхідним зусиллям притискає петлю до плівки з розм'якшеним термоклеєм, тим самим приварюючи петлю до плівки, після чого наступний оберт барабана на шаг t виводить петлю з зони приклеювання в зону охолодження, після чого плівка з петлями намотується на котушку під впливом щітки, що розгладжує петлі. Комп’ютерна верстка А. Крижанівський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of welding polypropylene loops to heat-activated tape
Автори англійськоюTkachenko Oleh Mykolaiovych
Назва патенту російськоюСпособ приварки полипропиленовых петель к термоклейкой пленке
Автори російськоюТкаченко Олег Николаевич
МПК / Мітки
МПК: B65B 61/14, A22C 11/12, B29C 65/10
Мітки: поліпропіленових, спосіб, термоклейової, приварювання, петель, плівки
Код посилання
<a href="https://ua.patents.su/5-76320-sposib-privaryuvannya-polipropilenovikh-petel-do-termoklejjovo-plivki.html" target="_blank" rel="follow" title="База патентів України">Спосіб приварювання поліпропіленових петель до термоклейової плівки</a>
Спосіб приварювання поліпропіленових петель до термоклейової плівки
Номер патенту: 76319
Опубліковано: 25.12.2012
Автор: Ткаченко Олег Миколайович
МПК: B65B 61/14, A22C 11/12, B29C 65/10
Мітки: плівки, петель, спосіб, приварювання, поліпропіленових, термоклейової
Формула / Реферат:
Спосіб приварювання поліпропіленових петель до термоклейової плівки, який відрізняється тим, що попередньо перфорована під заданий крок термоклейова плівка заправляється у розмотуючий пристрій для плівки з фрикціоном, після чого петлі із поліпропіленового шпагату викладаються на привідний барабан з вставленими голками, що забезпечує точний розмір кроку приклеювання петель t з необхідними розмірами петлі Н та L, що обертається на крок t,...
Спосіб електродугового приварювання труб до плоских поверхонь
Номер патенту: 65080
Опубліковано: 15.03.2004
Автори: Чигарьов Валерій Васильович, Щетинін Сергій Вікторович
МПК: B23K 9/00
Мітки: спосіб, електродугового, плоских, приварювання, поверхонь, труб
Формула / Реферат:
Спосіб електродугового приварювання труб до плоских поверхонь із розплавлюванням крайок, що стикуються електродом, що плавиться, який відрізняється тим, що зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу:де -...
Спосіб електроконтактного приварювання зносостійких матеріалів
Номер патенту: 41259
Опубліковано: 12.05.2009
Автори: Барановський Денис Миколайович, Солових Євген Костянтинович, Мачок Юрій Вікторович, Аулін Віктор Васильович
МПК: B23K 11/00
Мітки: зносостійких, матеріалів, приварювання, електроконтактного, спосіб
Формула / Реферат:
Спосіб електроконтактного приварювання зносостійких матеріалів, який відрізняється тим, що на основний матеріал, призначений для роботи в абразивному середовищі, приварюють композиційну стрічку розміром робочої площини деталі.
Пристрій для приварювання шипів
Номер патенту: 62949
Опубліковано: 15.01.2004
Автор: Юрченко Валерій Іванович
МПК: B23K 9/20
Мітки: пристрій, приварювання, шипів
Формула / Реферат:
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному...
Пристрій для формування, наповнення та зварювання пакетів з плівки
Номер патенту: 61438
Опубліковано: 25.07.2011
Автори: Якимчук Микола Володимирович, Іванова Людмила Іллівна, Недашківський Андрій Миколайович
МПК: B65B 9/06
Мітки: формування, пристрій, зварювання, наповнення, плівки, пакетів
Формула / Реферат:
Пристрій для формування, наповнення та зварювання пакетів з плівки, що містить подавальну трубу, рукавоутворювач, формувальну трубу, пристрої для поздовжнього зварювання швів, який відрізняється тим, що після пристрою для поздовжнього зварювання встановлено з двох сторін приводні вальці, які мають симетрично розташовані чарунки параболічної форми, пристрій для поперечного зварювання та відрізні ножі з приводом.
Попередній патент: Спосіб приварювання поліпропіленових петель до термоклейової плівки
Наступний патент: Еластична підвіска ходової частини гусеничного мобільно-енергетичного засобу
Випадковий патент: Спосіб отримання іонообмінного матеріалу на основі k2zr(po4)2