Пристрій для приварювання шипів
Формула / Реферат
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному кінці штока та виконано з можливістю відкривання для встановлення у ній шипа через тяги, які механічно з'єднані з втулкою і шарнірно - з додатковим важелем, та її закривання під дією пружини, розміщеної з можливістю повертання втулки у вихідне положення.
Текст
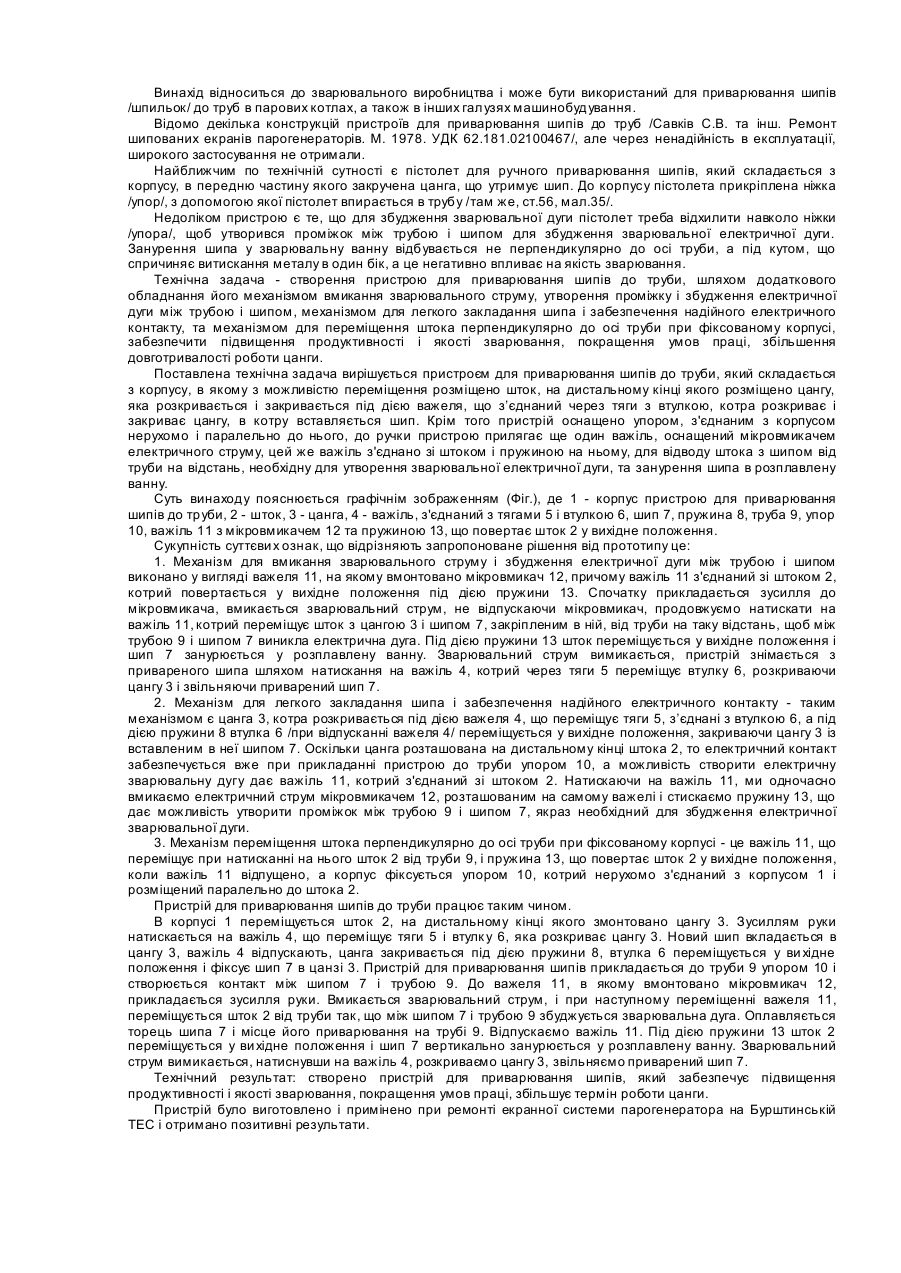
Винахід відноситься до зварювального виробництва і може бути використаний для приварювання шипів /шпильок/ до труб в парових котлах, а також в інших галузях машинобудування. Відомо декілька конструкцій пристроїв для приварювання шипів до труб /Савків С.В. та інш. Ремонт шипованих екранів парогенераторів. Μ. 1978. УДК 62.181.02100467/, але через ненадійність в експлуатації, широкого застосування не отримали. Найближчим по технічній сутності є пістолет для ручного приварювання шипів, який складається з корпусу, в передню частину якого закручена цанга, що утримує шип. До корпусу пістолета прикріплена ніжка /упор/, з допомогою якої пістолет впирається в трубу /там же, ст.56, мал.35/. Недоліком пристрою є те, що для збудження зварювальної дуги пістолет треба відхилити навколо ніжки /упора/, щоб утворився проміжок між трубою і шипом для збудження зварювальної електричної дуги. Занурення шипа у зварювальну ванну відбувається не перпендикулярно до осі труби, а під кутом, що спричиняє витискання металу в один бік, а це негативно впливає на якість зварювання. Технічна задача - створення пристрою для приварювання шипів до труби, шляхом додаткового обладнання його механізмом вмикання зварювального струму, утворення проміжку і збудження електричної дуги між трубою і шипом, механізмом для легкого закладання шипа і забезпечення надійного електричного контакту, та механізмом для переміщення штока перпендикулярно до осі труби при фіксованому корпусі, забезпечити підвищення продуктивності і якості зварювання, покращення умов праці, збільшення довготривалості роботи цанги. Поставлена технічна задача вирішується пристроєм для приварювання шипів до труби, який складається з корпусу, в якому з можливістю переміщення розміщено шток, на дистальному кінці якого розміщено цангу, яка розкривається і закривається під дією важеля, що з’єднаний через тяги з втулкою, котра розкриває і закриває цангу, в котру вставляється шип. Крім того пристрій оснащено упором, з'єднаним з корпусом нерухомо і паралельно до нього, до ручки пристрою прилягає ще один важіль, оснащений мікровмикачем електричного струму, цей же важіль з'єднано зі штоком і пружиною на ньому, для відводу штока з шипом від труби на відстань, необхідну для утворення зварювальної електричної дуги, та занурення шипа в розплавлену ванну. Суть винаходу пояснюється графічнім зображенням (Фіг.), де 1 - корпус пристрою для приварювання шипів до труби, 2 - шток, 3 - цанга, 4 - важіль, з'єднаний з тягами 5 і втулкою 6, шип 7, пружина 8, труба 9, упор 10, важіль 11 з мікровмикачем 12 та пружиною 13, що повертає шток 2 у вихідне положення. Сукупність суттєви х ознак, що відрізняють запропоноване рішення від прототипу це: 1. Механізм для вмикання зварювального струму і збудження електричної дуги між трубою і шипом виконано у вигляді важеля 11, на якому вмонтовано мікровмикач 12, причому важіль 11 з'єднаний зі штоком 2, котрий повертається у вихідне положення під дією пружини 13. Спочатку прикладається зусилля до мікровмикача, вмикається зварювальний струм, не відпускаючи мікровмикач, продовжуємо натискати на важіль 11, котрий переміщує шток з цангою 3 і шипом 7, закріпленим в ній, від труби на таку відстань, щоб між трубою 9 і шипом 7 виникла електрична дуга. Під дією пружини 13 шток переміщується у вихідне положення і шип 7 занурюється у розплавлену ванну. Зварювальний струм вимикається, пристрій знімається з привареного шипа шляхом натискання на важіль 4, котрий через тяги 5 переміщує втулку 6, розкриваючи цангу 3 і звільняючи приварений шип 7. 2. Механізм для легкого закладання шипа і забезпечення надійного електричного контакту - таким механізмом є цанга 3, котра розкривається під дією важеля 4, що переміщує тяги 5, з’єднані з втулкою 6, а під дією пружини 8 втулка 6 /при відпусканні важеля 4/ переміщується у вихідне положення, закриваючи цангу 3 із вставленим в неї шипом 7. Оскільки цанга розташована на дистальному кінці штока 2, то електричний контакт забезпечується вже при прикладанні пристрою до труби упором 10, а можливість створити електричну зварювальну дугу дає важіль 11, котрий з'єднаний зі штоком 2. Натискаючи на важіль 11, ми одночасно вмикаємо електричний струм мікровмикачем 12, розташованим на самому важелі і стискаємо пружину 13, що дає можливість утворити проміжок між трубою 9 і шипом 7, якраз необхідний для збудження електричної зварювальної дуги. 3. Механізм переміщення штока перпендикулярно до осі труби при фіксованому корпусі - це важіль 11, що переміщує при натисканні на нього шток 2 від труби 9, і пружина 13, що повертає шток 2 у вихідне положення, коли важіль 11 відпущено, а корпус фіксується упором 10, котрий нерухомо з'єднаний з корпусом 1 і розміщений паралельно до штока 2. Пристрій для приварювання шипів до труби працює таким чином. В корпусі 1 переміщується шток 2, на дистальному кінці якого змонтовано цангу 3. Зусиллям руки натискається на важіль 4, що переміщує тяги 5 і втулк у 6, яка розкриває цангу 3. Новий шип вкладається в цангу 3, важіль 4 відпускають, цанга закривається під дією пружини 8, втулка 6 переміщується у ви хідне положення і фіксує шип 7 в цанзі 3. Пристрій для приварювання шипів прикладається до труби 9 упором 10 і створюється контакт між шипом 7 і трубою 9. До важеля 11, в якому вмонтовано мікровмикач 12, прикладається зусилля руки. Вмикається зварювальний струм, і при наступному переміщенні важеля 11, переміщується шток 2 від труби так, що між шипом 7 і трубою 9 збуджується зварювальна дуга. Оплавляється торець шипа 7 і місце його приварювання на трубі 9. Відпускаємо важіль 11. Під дією пружини 13 шток 2 переміщується у ви хідне положення і шип 7 вертикально занурюється у розплавлену ванну. Зварювальний струм вимикається, натиснувши на важіль 4, розкриваємо цангу 3, звільняємо приварений шип 7. Технічний результат: створено пристрій для приварювання шипів, який забезпечує підвищення продуктивності і якості зварювання, покращення умов праці, збільшує термін роботи цанги. Пристрій було виготовлено і примінено при ремонті екранної системи парогенератора на Бурштинській ТЕС і отримано позитивні результати.
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for welding of tongues
Автори англійськоюYurchenko Valerii Ivanovych
Назва патенту російськоюУстройство для приваривания шипов
Автори російськоюЮрченко Валерий Иванович
МПК / Мітки
МПК: B23K 9/20
Мітки: шипів, пристрій, приварювання
Код посилання
<a href="https://ua.patents.su/2-62949-pristrijj-dlya-privaryuvannya-shipiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для приварювання шипів</a>
Ріжучий інструмент для нарізання пазів або шипів переважно у дерев’яних виробах
Номер патенту: 33354
Опубліковано: 15.02.2001
Автор: Фадєєв Михайло Володимирович
МПК: B27G 13/00, B27F 1/00
Мітки: ріжучий, інструмент, переважно, дерев'яних, нарізання, виробах, шипів, пазів
Текст:
...внаслідок чого підвищується точность виготовлення пазів або шипів у виробах, крім того відсутність крокової і геометричної похибки дасть можливість використовувати з'єднані по виооті окремі інструменти невеликої висоти, як наслідок - можливість сполучення виробів різної будь-якої товщини без невиправданих витрат, тобто зниження собівартості інструменту, що заявляється. Для ще більшого підвищення точності нарізання пазів або шипів шляхом...
Протиковзальний пристрій
Номер патенту: 24165
Опубліковано: 07.07.1998
Автор: Ящук Микола Адамович
МПК: A45B 9/00
Мітки: протиковзальний, пристрій
Формула / Реферат:
1. Протиковзальний пристрій створений з розміщених в трубчастому корпусі підпружиненого повзуна, шипа протиковзання, який має можливість осьового переміщення, механізма фіксації шипа, та органа керування механізмом фіксації, який відрізняється тим, що пристрій додатково забезпечено обмежуючим кільцем в торці трубчастого корпуса, прорізь в якому виконана фігурною, шип протиковзання забезпечено хоча б одним вістрям і безпосередньо з'єднаний з...
Пристрій для зведення неконтактних підривників протитанкових мін серії тм-62 для причіпного мінного загороджувача пмз-4п
Номер патенту: 31854
Опубліковано: 15.12.2000
Автори: Божок Адік Михайлович, Петровський В'ячеслав Мар'янович, Селіванов Руслан Миколайович
МПК: F42C 15/00
Мітки: пристрій, пмз-4п, мін, неконтактних, серії, тм-62, підривників, зведення, протитанкових, причіпного, загороджувача, мінного
Формула / Реферат:
Пристрій для зведення неконтактних підривників протитанкових мін серії ТМ-62 для причіпного мінного загороджувача ПМЗ-4п, що містить захват з похилими направляючими та кронштейни кріплення до механізму зведення підривників ПМЗ-4п, відрізняється тим, що захват виконано у вигляді клину з похилими направляючими на кінцях вилки, до цих же кінців кріпляться дві пластинчаті пружини, до іншого кінця вилки шарнірно кріпиться важіль, до іншого кінця...
Пристрій для контролю положення гостряка стрілочного переводу
Номер патенту: 61264
Опубліковано: 17.11.2003
Автори: Ельперін Ігор Володимирович, Зіненко Анатолій Евдокимович, Парфьонов Володимир Іванович, Барденштейн Ігор Іонович
МПК: B61L 5/00
Мітки: переводу, гостряка, стрілочного, пристрій, контролю, положення
Формула / Реферат:
Пристрій для контролю положення гостряка стрілочного переводу, що містить корпус, в якому розміщений контрольний важіль з можливістю його взаємодії з гостряком стрілочного переводу, до важеля рухомо прикріплені дві контрольні лінійки з датчиком, який відрізняється тим, що додатково у корпусі закріплено барабан з тросом, під’єднаний до однієї з контрольних лінійок, на барабані розміщений пружинний демпфер, при цьому як датчик використовують...
Протиугінний пристрій для транспортного засобу
Номер патенту: 20937
Опубліковано: 07.10.1997
Автор: Меснянкін Борис Миколайович
МПК: B60R 25/06
Мітки: транспортного, протиугінний, засобу, пристрій
Формула / Реферат:
Протиугінний пристрій для транспортного засобу, який містить висячий замок, корпус якого прикріплений до нерухомої частини транспортного засобу через кронштейн, а дужка охоплює важіль управління, який відрізняється тим, що на важелі, між віссю його обертання і верхньою площиною дужки замка, встановлена плаваюча захисна втулка, конфігурація якої відповідає конструкції важільної системи керування, причому для дужки замка на втулці виконане...
Попередній патент: Універсальний пристрій для кріплення та паралельного просування віконного екрануючого пристрою
Наступний патент: Спосіб одержання харчових композицій, харчові композиції та продукти
Випадковий патент: Датчик лінійних переміщень