Спосіб електродугового приварювання труб до плоских поверхонь
Номер патенту: 65080
Опубліковано: 15.03.2004
Автори: Чигарьов Валерій Васильович, Щетинін Сергій Вікторович
Формула / Реферат
Спосіб електродугового приварювання труб до плоских поверхонь із розплавлюванням крайок, що стикуються електродом, що плавиться, який відрізняється тим, що зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу:
![]()
де ![]() - зовнішній діаметр порошкового дроту, мм;
- зовнішній діаметр порошкового дроту, мм;
![]() - зовнішній діаметр труби, мм;
- зовнішній діаметр труби, мм;
![]() - товщина оболонки порошкового дроту, мм.
- товщина оболонки порошкового дроту, мм.
Текст
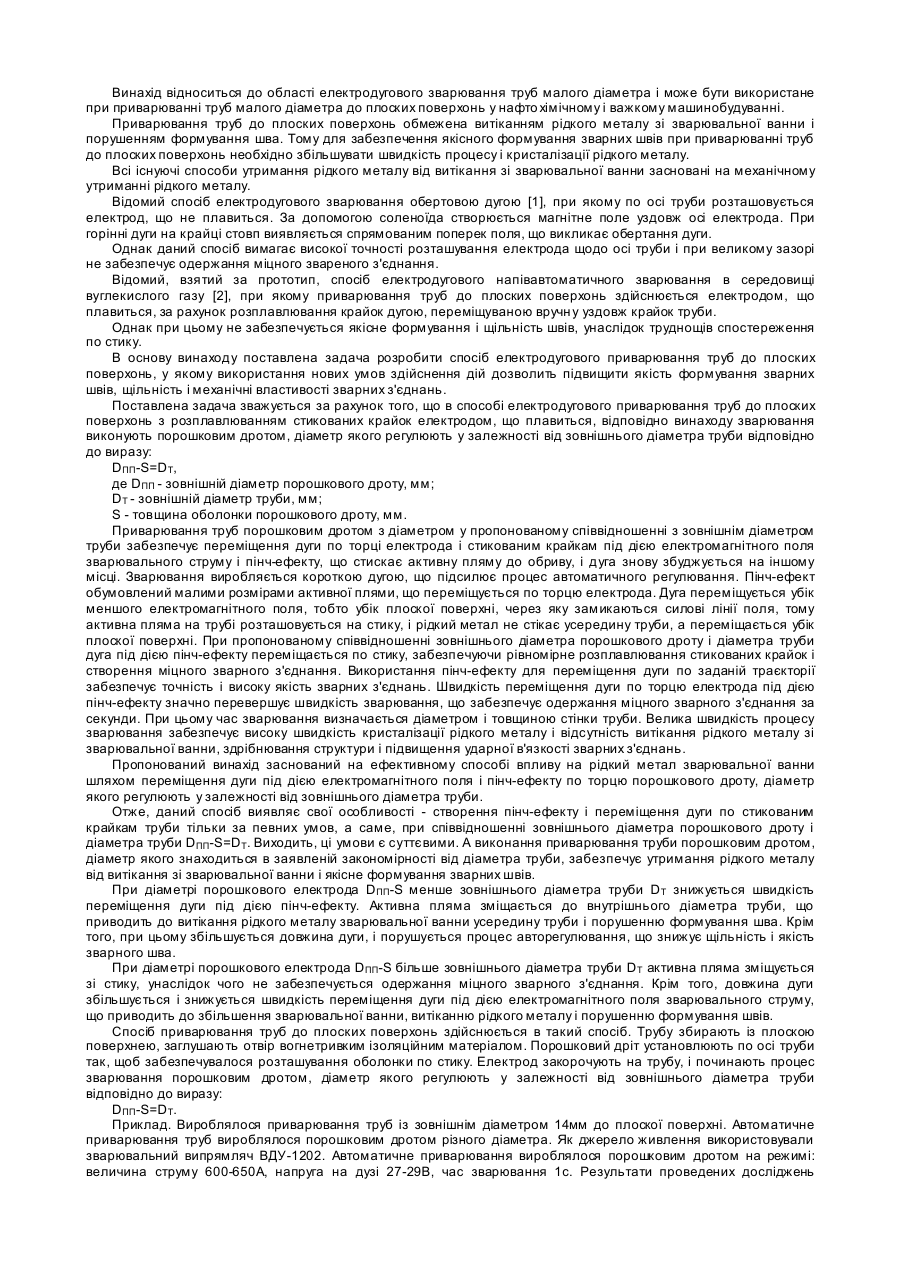
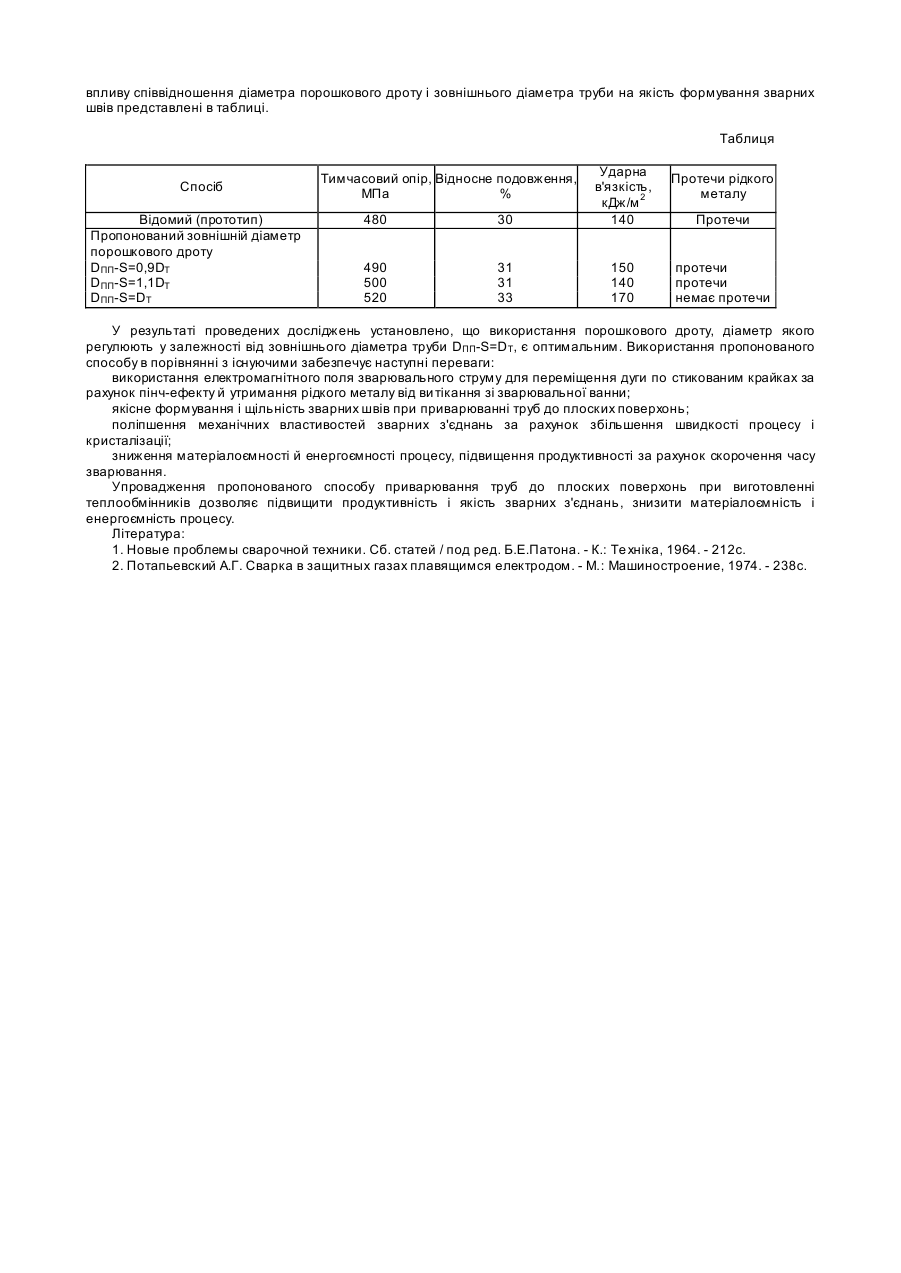
Винахід відноситься до області електродугового зварювання труб малого діаметра і може бути використане при приварюванні труб малого діаметра до плоских поверхонь у нафто хімічному і важкому машинобудуванні. Приварювання труб до плоских поверхонь обмежена витіканням рідкого металу зі зварювальної ванни і порушенням формування шва. Тому для забезпечення якісного формування зварних швів при приварюванні труб до плоских поверхонь необхідно збільшувати швидкість процесу і кристалізації рідкого металу. Всі існуючі способи утримання рідкого металу від витікання зі зварювальної ванни засновані на механічному утриманні рідкого металу. Відомий спосіб електродугового зварювання обертовою дугою [1], при якому по осі труби розташовується електрод, що не плавиться. За допомогою соленоїда створюється магнітне поле уздовж осі електрода. При горінні дуги на крайці стовп виявляється спрямованим поперек поля, що викликає обертання дуги. Однак даний спосіб вимагає високої точності розташування електрода щодо осі труби і при великому зазорі не забезпечує одержання міцного звареного з'єднання. Відомий, взятий за прототип, спосіб електродугового напівавтоматичного зварювання в середовищі вуглекислого газу [2], при якому приварювання труб до плоских поверхонь здійснюється електродом, що плавиться, за рахунок розплавлювання крайок дугою, переміщуваною вручн у уздовж крайок труби. Однак при цьому не забезпечується якісне формування і щільність швів, унаслідок труднощів спостереження по стику. В основу винаходу поставлена задача розробити спосіб електродугового приварювання труб до плоских поверхонь, у якому використання нових умов здійснення дій дозволить підвищити якість формування зварних швів, щільність і механічні властивості зварних з'єднань. Поставлена задача зважується за рахунок того, що в способі електродугового приварювання труб до плоских поверхонь з розплавлюванням стикованих крайок електродом, що плавиться, відповідно винаходу зварювання виконують порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу: DПП-S=DТ, де DПП - зовнішній діаметр порошкового дроту, мм; DТ - зовнішній діаметр труби, мм; S - товщина оболонки порошкового дроту, мм. Приварювання труб порошковим дротом з діаметром у пропонованому співвідношенні з зовнішнім діаметром труби забезпечує переміщення дуги по торці електрода і стикованим крайкам під дією електромагнітного поля зварювального струму і пінч-ефекту, що стискає активну пляму до обриву, і дуга знову збуджується на іншому місці. Зварювання виробляється короткою дугою, що підсилює процес автоматичного регулювання. Пінч-ефект обумовлений малими розмірами активної плями, що переміщується по торцю електрода. Дуга переміщується убік меншого електромагнітного поля, тобто убік плоскої поверхні, через яку замикаються силові лінії поля, тому активна пляма на трубі розташовується на стику, і рідкий метал не стікає усередину труби, а переміщається убік плоскої поверхні. При пропонованому співвідношенні зовнішнього діаметра порошкового дроту і діаметра труби дуга під дією пінч-ефекту переміщається по стику, забезпечуючи рівномірне розплавлювання стикованих крайок і створення міцного зварного з'єднання. Використання пінч-ефекту для переміщення дуги по заданій траєкторії забезпечує точність і високу якість зварних з'єднань. Швидкість переміщення дуги по торцю електрода під дією пінч-ефекту значно перевершує швидкість зварювання, що забезпечує одержання міцного зварного з'єднання за секунди. При цьому час зварювання визначається діаметром і товщиною стінки труби. Велика швидкість процесу зварювання забезпечує високу швидкість кристалізації рідкого металу і відсутність витікання рідкого металу зі зварювальної ванни, здрібнювання структури і підвищення ударної в'язкості зварних з'єднань. Пропонований винахід заснований на ефективному способі впливу на рідкий метал зварювальної ванни шляхом переміщення дуги під дією електромагнітного поля і пінч-ефекту по торцю порошкового дроту, діаметр якого регулюють у залежності від зовнішнього діаметра труби. Отже, даний спосіб виявляє свої особливості - створення пінч-ефекту і переміщення дуги по стикованим крайкам труби тільки за певних умов, а саме, при співвідношенні зовнішнього діаметра порошкового дроту і діаметра труби DПП-S=DТ. Виходить, ці умови є суттєвими. А виконання приварювання труби порошковим дротом, діаметр якого знаходиться в заявленій закономірності від діаметра труби, забезпечує утримання рідкого металу від витікання зі зварювальної ванни і якісне формування зварних швів. При діаметрі порошкового електрода DПП-S менше зовнішнього діаметра труби DТ знижується швидкість переміщення дуги під дією пінч-ефекту. Активна пляма зміщається до внутрішнього діаметра труби, що приводить до витікання рідкого металу зварювальної ванни усередину труби і порушенню формування шва. Крім того, при цьому збільшується довжина дуги, і порушується процес авторегулювання, що знижує щільність і якість зварного шва. При діаметрі порошкового електрода DПП-S більше зовнішнього діаметра труби DТ активна пляма зміщується зі стику, унаслідок чого не забезпечується одержання міцного зварного з'єднання. Крім того, довжина дуги збільшується і знижується швидкість переміщення дуги під дією електромагнітного поля зварювального струму, що приводить до збільшення зварювальної ванни, витіканню рідкого металу і порушенню формування швів. Спосіб приварювання труб до плоских поверхонь здійснюється в такий спосіб. Трубу збирають із плоскою поверхнею, заглушають отвір вогнетривким ізоляційним матеріалом. Порошковий дріт установлюють по осі труби так, щоб забезпечувалося розташування оболонки по стику. Електрод закорочують на трубу, і починають процес зварювання порошковим дротом, діаметр якого регулюють у залежності від зовнішнього діаметра труби відповідно до виразу: DПП-S=DТ. Приклад. Вироблялося приварювання труб із зовнішнім діаметром 14мм до плоскої поверхні. Автоматичне приварювання труб вироблялося порошковим дротом різного діаметра. Як джерело живлення використовували зварювальний випрямляч ВДУ-1202. Автоматичне приварювання вироблялося порошковим дротом на режимі: величина струму 600-650А, напруга на дузі 27-29В, час зварювання 1с. Результати проведених досліджень впливу співвідношення діаметра порошкового дроту і зовнішнього діаметра труби на якість формування зварних швів представлені в таблиці. Таблиця Спосіб Відомий (прототип) Пропонований зовнішній діаметр порошкового дроту DПП-S=0,9DТ DПП-S=1,1DТ DПП-S=DТ 480 30 Ударна в'язкість, кДж/м 2 140 490 500 520 31 31 33 150 140 170 Тимчасовий опір, Відносне подовження, МПа % Протечи рідкого металу протечи протечи немає протечи Протечи У результаті проведених досліджень установлено, що використання порошкового дроту, діаметр якого регулюють у залежності від зовнішнього діаметра труби DПП-S=DТ, є оптимальним. Використання пропонованого способу в порівнянні з існуючими забезпечує наступні переваги: використання електромагнітного поля зварювального струму для переміщення дуги по стикованим крайках за рахунок пінч-ефекту й утримання рідкого металу від ви тікання зі зварювальної ванни; якісне формування і щільність зварних швів при приварюванні труб до плоских поверхонь; поліпшення механічних властивостей зварних з'єднань за рахунок збільшення швидкості процесу і кристалізації; зниження матеріалоємності й енергоємності процесу, підвищення продуктивності за рахунок скорочення часу зварювання. Упровадження пропонованого способу приварювання труб до плоских поверхонь при виготовленні теплообмінників дозволяє підвищити продуктивність і якість зварних з'єднань, знизити матеріалоємність і енергоємність процесу. Література: 1. Новые проблемы сварочной техники. Сб. статей / под ред. Б.Е.Патона. - К.: Те хніка, 1964. - 212с. 2. Потапьевский А.Г. Сварка в защитных газах плавящимся електродом. - М.: Машиностроение, 1974. - 238с.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for electric arc welding tubes to flat surfaces
Автори англійськоюChihariov Valerii Vasyliovych, Schetynin Serhii Viktorovych
Назва патенту російськоюМетод электродугового приваривания труб к плоским поверхностям
Автори російськоюЧигарев Валерий Васильевич, Щетинин Сергей Викторович
МПК / Мітки
МПК: B23K 9/00
Мітки: спосіб, плоских, поверхонь, труб, приварювання, електродугового
Код посилання
<a href="https://ua.patents.su/2-65080-sposib-elektrodugovogo-privaryuvannya-trub-do-ploskikh-poverkhon.html" target="_blank" rel="follow" title="База патентів України">Спосіб електродугового приварювання труб до плоских поверхонь</a>
Спосіб електродугового одностороннього зварювання труб
Номер патенту: 54852
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Щетинін Сергій Вікторович, Білосточний Василь Володимирович, Кривоклуб Віктор Степанович, Шебаніц Едуард Миколайович
МПК: B23K 9/18
Мітки: електродугового, одностороннього, труб, зварювання, спосіб
Формула / Реферат:
Спосіб електродугового одностороннього зварювання труб від струмопідводу з розташованою усередині в безпосередньому контакті феромагнітною трубою, який відрізняється тим, що усередині феромагнітної труби пропускають струм, напрямок якого протилежний напрямку зварювального струму, а величину встановлюють у залежності від величини зварювального струму відповідно до виразу:I1=(0,5-0,6) І А, де І - величина зварювального струму,...
Спосіб обробки різанням плоских поверхонь деталей
Номер патенту: 29929
Опубліковано: 15.11.2000
Автори: Покинтелиця Микола Іванович, Кривобоков Владислав Анатолійович, Зарубицький Євген Улянович
МПК: B23D 23/00
Мітки: деталей, плоских, різанням, поверхонь, спосіб, обробки
Формула / Реферат:
Спосіб обробки різанням плоских поверхонь деталей, в якому зрізання стружки здійснюють різальним диском, який відрізняється тим, що торцеву поверхню диска встановлюють під кутом 3...5° до площини оброблюваної поверхні.
Пристрій для приварювання шипів
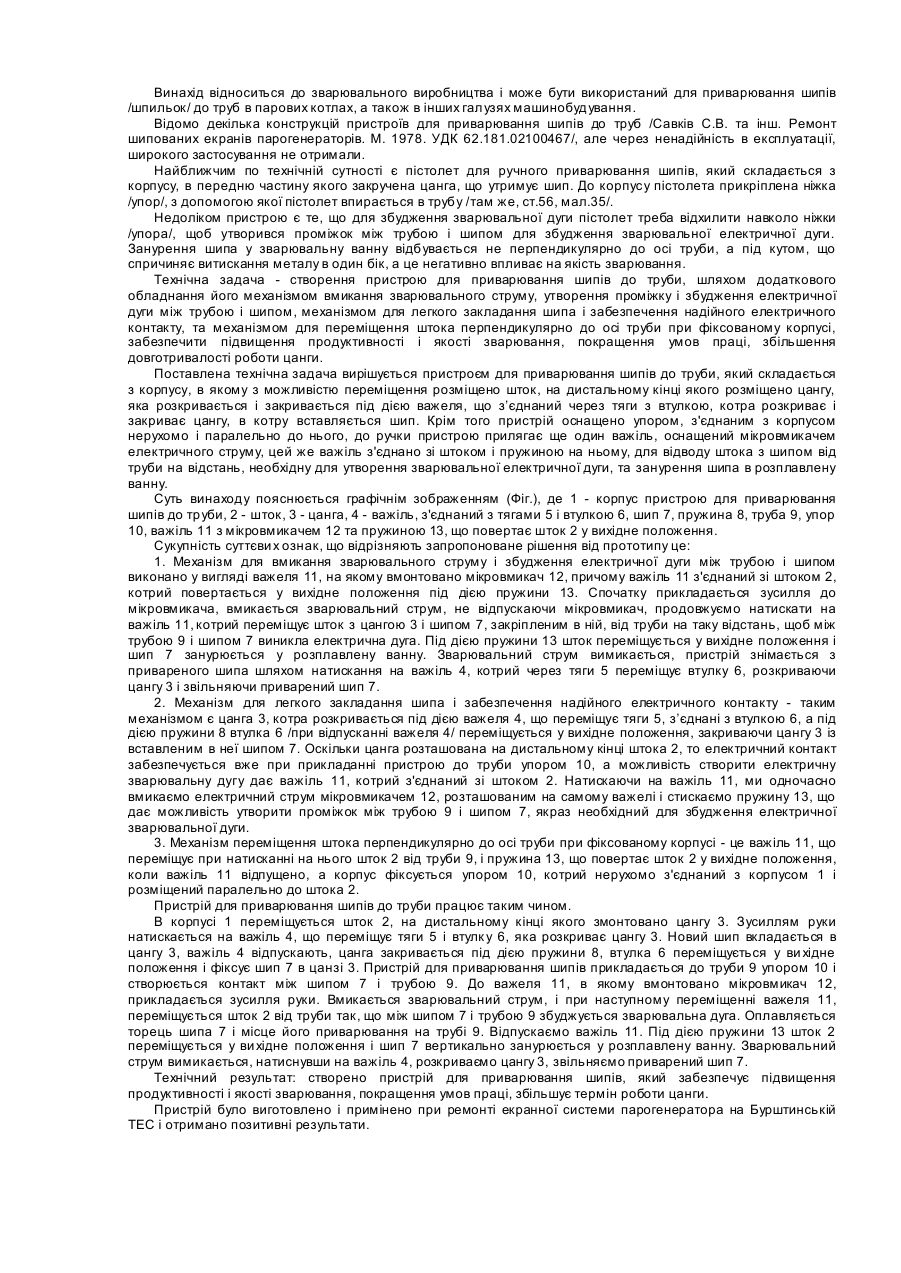
Номер патенту: 62949
Опубліковано: 15.01.2004
Автор: Юрченко Валерій Іванович
МПК: B23K 9/20
Мітки: шипів, приварювання, пристрій
Формула / Реферат:
Пристрій для приварювання шипів до труби, що складається з корпусу у вигляді пістолета, в якому розміщено шток з цангою, що утримує шип, а до корпусу пристрою прикріплено паралельно до нього упор, який відрізняється тим, що шток виконано підпружиненим з можливістю переміщення від труби і назад за допомогою важеля, механічно з’єднаного зі штоком, крім того важіль обладнано мікровмикачем зварювального струму, цангу встановлено на дистальному...
Спосіб електродугового зварювання стикових швів

Номер патенту: 54854
Опубліковано: 17.03.2003
Автори: Климанчук Владислав Владиславович, Кривоклуб Віктор Степанович, Шебаніц Едуард Миколайович, Білосточний Василь Володимирович, Щетинін Сергій Вікторович
МПК: B23K 9/18
Мітки: електродугового, стикових, швів, спосіб, зварювання
Формула / Реферат:
Спосіб електродугового зварювання стикових швів із установленими на початку і кінці шва в безпосередньому контакті технологічними планками, який відрізняється тим, що технологічні планки не прихвачують і виконують із трансформаторного заліза з пазом у вигляді півкола, а величину радіуса встановлюють у залежності від ширини шва відповідно до виразу:R=(0,7-0,8)ВШ, мм,де ВШ - ширина зварного шва, мм.
Верстат для обробки криволінійних поверхонь плоских деталей
Номер патенту: 57028
Опубліковано: 16.06.2003
Автор: Герман Євген Іванович
МПК: B23F 17/00, B23Q 35/00, B23Q 33/00, B23C 3/00
Мітки: деталей, плоских, обробки, криволінійних, верстат, поверхонь
Формула / Реферат:
Верстат для обробки криволінійних поверхонь плоских деталей, що містить привід обертання різального інструмента, радіального переміщення стояка і кругової подачі стола, що несе оброблювану деталь, вузол кріплення різального інструмента, встановлений з можливістю радіального переміщення, механізм настроювання числа оброблюваних зубців і пристрій формування профілю, який відрізняється тим, що пристрій формування профілю виконаний у вигляді...
Попередній патент: Спосіб виготовлення деталей прокатного обладнання
Наступний патент: Пристрій для виміру електричного опору точок акупунктури біооб’єктів
Випадковий патент: Частинки перкарбонату натрію, покриті оболонкою, миючий та очисний засоби, що їх містять