Установка для газолазерної різки
Номер патенту: 77950
Опубліковано: 11.03.2013
Формула / Реферат
Установка для газолазерного різання матеріалів, що містить лазер, фокусуючу лінзу, сопло для подачі робочого газу в зону різання і робочий стіл з механізмами приводу робочого столу і управління швидкості його приводу, яка відрізняється тим, що вона забезпечена двома датчиками тиску, причому обидва датчика розташовані під заготовкою вздовж направлення різання, перший з них зміщено щодо осі сфокусованого лазерного променя на відстань, рівну радіусу променя в напрямку, протилежному напрямку різання, а другий - зміщений відносно першого в тому ж напрямку на відстань, рівну діаметру виходячого із різу газового струменя, причому виходи датчиків через схему комутації з'єднані з механізмом керування швидкістю приводу робочого столу.
Текст
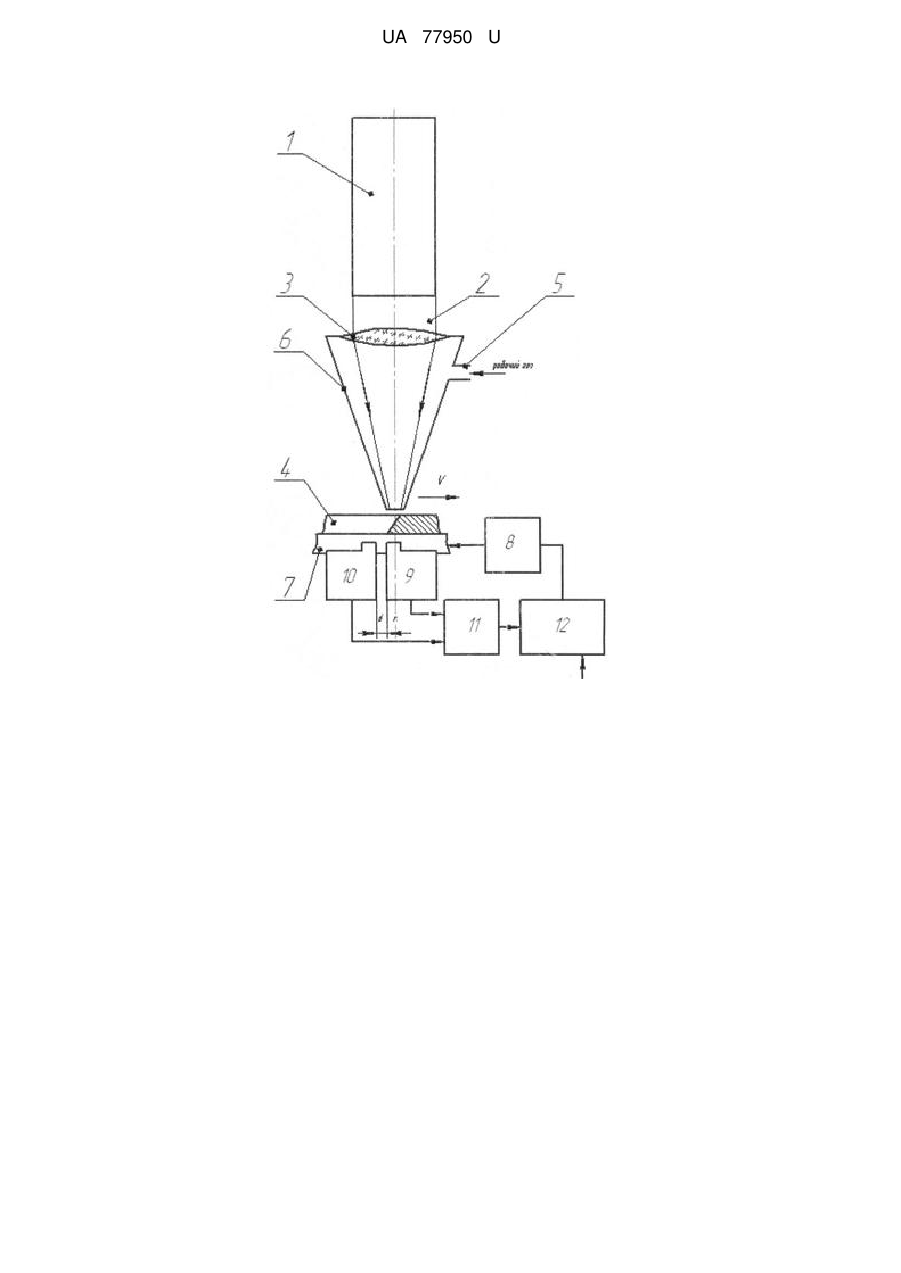
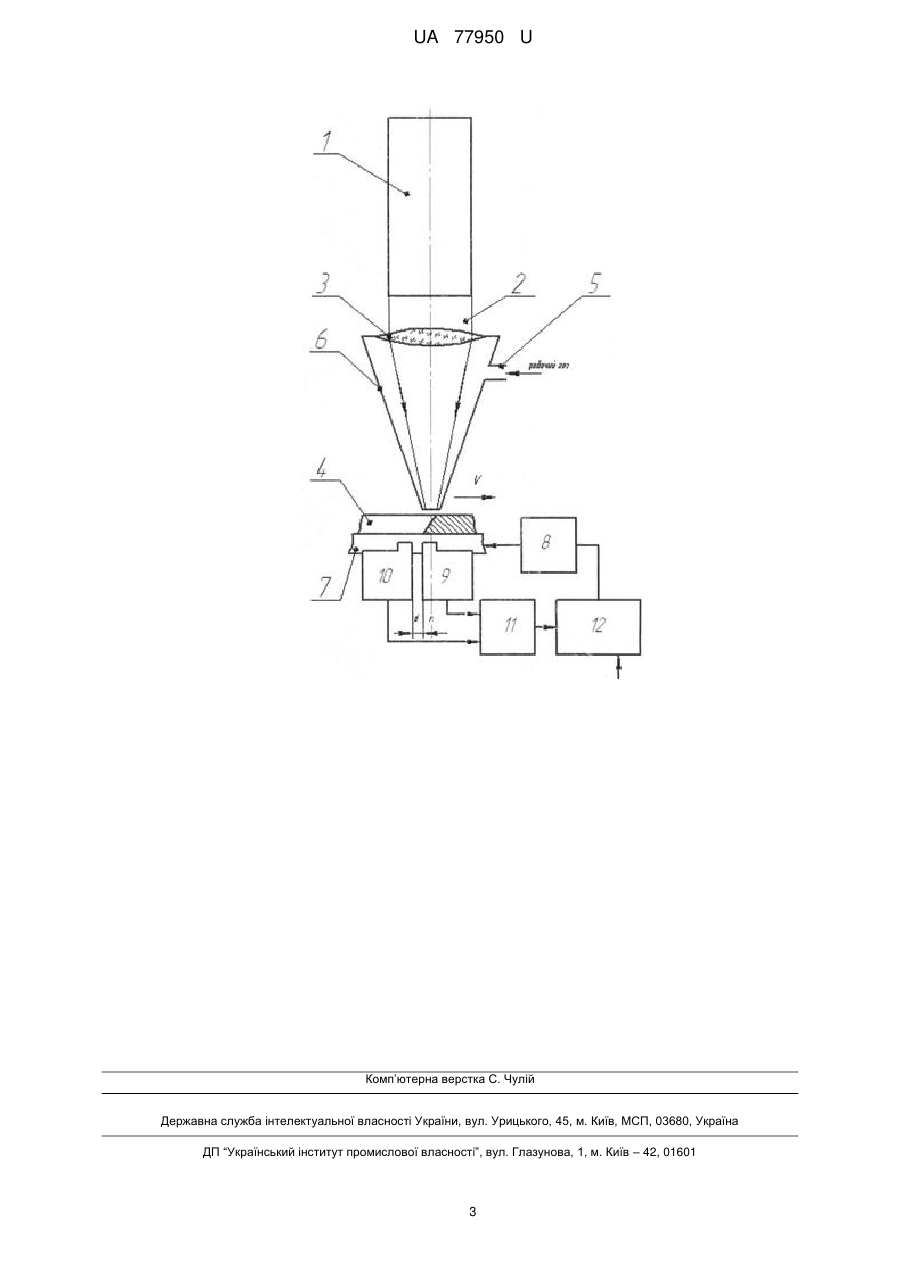
Реферат: Установка для газолазерного різання матеріалів містить лазер, фокусуючу лінзу, сопло для подачі робочого газу в зону різання і робочий стіл з механізмами приводу робочого столу і управління швидкості його приводу, при якому вона забезпечена двома датчиками тиску, причому обидва датчика розташовані під заготовкою вздовж направлення різання, перший з них зміщено щодо осі сфокусованого лазерного променя на відстань, рівну радіусу променя в напрямку, протилежному напрямку різання, а другий - зміщений відносно першого в тому ж напрямку на відстань, рівну діаметру виходячого із різу газового струменя, причому виходи датчиків через схему комутації з'єднані з механізмом керування швидкістю приводу робочого столу. UA 77950 U (54) УСТАНОВКА ДЛЯ ГАЗОЛАЗЕРНОЇ РІЗКИ UA 77950 U UA 77950 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до пристроїв для газолазерної вирізки виробів з листових матеріалів та призначена для застосування в різних галузях промисловості у заготівельних та розкрійних операціях. Відомий пристрій для керування якістю обробки при газолазерній вирізці виробів, який складається з лазера, оптичної системи з різаком для подачі технологічного газу, робочого столу з приводом його контурного переміщення [1]. Для підвищення якості різу лазер має блок живлення з можливістю роботи в безперервному та імпульсному режимах, які застосовуються на різних ділянках контуру, що вирізається. Головним недоліком даного пристрою є його ефективність лише на операціях обробки заготівок постійної товщини та із матеріалу контрольованих властивостей. Найбільш близька до запропонованої установка для газолазерної різки листових матеріалів, яка містить лазер, фокусуючу лінзу, сопло для піддування робочого газу в зону різання з регульованим упором та робочий стіл з механізмом приводу [2]. Недоліком відомої установки є те, що керування якістю розрізання листа досягається лише за рахунок стабілізації відносного положення сопла та поверхні оброблювальної листової заготівки, а не компенсуються впливи на процес різання зміни в енергетичних та просторових властивостях пучка випромінювання, в поглинальній здатності поверхні, в товщині листа та властивостях його матеріалу. Задачею корисної моделі є підвищення якості та продуктивності процесу різання за рахунок забезпечення оптимального режиму різання незалежно від зміни умов обробки, тобто відносного положення сопла та поверхні оброблювальної листової заготівки, зміни в енергетичних та просторових властивостях пучка випромінювання, в поглинальній здатності поверхні, в товщині листа та властивостях його матеріалу. Поставлена задача вирішується тим, що в установці для газолазерного різання матеріалів, яка містить лазер, фокусуючу лінзу, сопло для подачі робочого газу в зону різання і робочий стіл з механізмами його, установка додатково забезпечена двома датчиками тиску, розташованими під лінією різу, при цьому перший датчик зміщений відносно осі сфокусованого лазерного променя на відстань, рівну радіусу лазерного променя в напрямку, протилежному напрямку різання, а другий датчик зміщений відносно першого в тому ж напрямку на відстань, рівну діаметру виходячого з порожнини різу газового струменя, причому виходи датчиків через схему комутації з'єднані з механізмом керування швидкістю приводу робочого столу. На кресленні зображена схема установки для газолазерної різки матеріалів. Установка включає в себе лазер 1, промінь 2 від якого фокусується лінзою 3 на поверхню деталі 4. Робочий газ через патрубок 5 подається в сопло 6. Знизу оброблюваної деталі, встановленої на робочому столі 7 з механізмом його приводу 8, безпосередньо підрізом розташовані два датчики тиску 9 і 10, наприклад мембранного або пружинного типу. Датчик 9 встановлено на відстані r0, рівній радіусу сфокусованого лазерного променя від його осі в напрямку, протилежному напрямку різання, а датчик 10 зміщений по відношенню до першого в тому ж напрямку на відстань d, рівну діаметру струменя робочого газу, що виходить з порожнини різу. Виходи обох датчиків через схему комутації 11 підключені до входу механізму управління швидкістю приводу робочого столу 12, що дозволяє виконувати ручне і автоматичне регулювання швидкості різання. Автоматизована установка для газолазерної різки матеріалів працює таким чином. Співвісно зі сфокусованою лінзою 3 лазерним променем 2 на оброблювану деталь 4 направляють з сопла 6 робочий газ. За допомогою механізму керування швидкістю приводу робочого столу 12 вручну встановлюється оптимальна або близька до неї швидкість різання деталі із заданого матеріалу заданої товщини. Механізм управління швидкістю приводу переводять в автоматичний режим роботи. При оптимальній швидкості різання повне прорізання деталі відбувається за час проходження лазерним променем відстані, рівної діаметру сфокусованого променя. Деталь прорізається наскрізь на відстані, рівній радіусу сфокусованого лазерного променя від його осі в протилежному напрямку різання. При цьому виходячий з порожнини різу струмінь робочого газу проходить між датчиками тиску 9 і 10, не потрапляючи ні на жоден з них. Для швидкостей різання менших оптимального значення повне прорізання закінчується на відстані меншій, ніж його радіус. Отже, виходячий з порожнини струмінь робочого газу відхиляється від вихідного положення і потрапляє на датчик тиску 9. Датчик спрацьовує. При перевищенні оптимальної величини швидкості різання повне прорізання не встигає відбутися за час проходження лазерним променем відстані, рівної його діаметру, при цьому розрізання в нижніх шарах матеріалу відбувається без участі лазерної енергії тільки лише за рахунок струменя робочого газу і виведених ним продуктів руйнування, що веде до різкого зниження якості різу, і закінчується на відстані, більшій ніж радіус 1 UA 77950 U 5 10 15 20 сфокусованого лазерного променя від його осі. В цьому випадку струмінь робочого газу викликає спрацьовування датчика тиску 10. Сигнали з датчиків тиску надходять на вхід схеми комутації 11, яка в залежності від того, який з датчиків тиску (9 або 10) спрацював, видає відповідний керуючий імпульс на механізм керування швидкістю приводу робочого столу 12, що викликає зміну швидкості переміщення робочого столу. Причому ввімкнення датчика тиску 9 веде до зростання швидкості руху столу і, навпаки, включення датчика 10 - до її зниження. Після досягнення оптимального значення швидкості різання діяння датчиків тиску компенсується, швидкість переміщення столу стабілізується. Після закінчення обробки, при необхідності зміни швидкості різання, механізм управління швидкістю приводу робочого столу переводять в ручний режим роботи. Якісна оцінка виконаних різів проведена при різанні стали 45 змінної товщини, що змінювалася від 3 до 5 мм. Режими обробки: потужність лазерного випромінювання 0,8 кВт, тиск ріжучого кисню 2,0 атм, фокусуються лінза 100 мм, швидкість різання 1-2,5 м/хв. Шорсткість поверхні різу не гірше Rz=20 мкм, ґрат відсутній. Для порівняння було розрізано кілька зразків на моделі установки по прототипу з постійною швидкістю обробки ~1,5 м/хв. При цьому спостерігалося неповне прорізання на деяких ділянках різу, зазначалося наявність грату поблизу крайок різу, шорсткість поверхні різу підвищувалася до Rz=80 мкм і більше. Посилання: 1. Установка для лазерной резки. А.с. СССР № 1743097 В23К 26/00 1990. 2. Григорьянц А.Г., Шиганов И.Н., Мисюра Н.И. Технологические процессы лазерной обработки. - М.: МГТУ им. Баумана, 2008. - С. 537, рис.7.16. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Установка для газолазерного різання матеріалів, що містить лазер, фокусуючу лінзу, сопло для подачі робочого газу в зону різання і робочий стіл з механізмами приводу робочого столу і управління швидкості його приводу, яка відрізняється тим, що вона забезпечена двома датчиками тиску, причому обидва датчика розташовані під заготовкою вздовж направлення різання, перший з них зміщено щодо осі сфокусованого лазерного променя на відстань, рівну радіусу променя в напрямку, протилежному напрямку різання, а другий - зміщений відносно першого в тому ж напрямку на відстань, рівну діаметру виходячого із різу газового струменя, причому виходи датчиків через схему комутації з'єднані з механізмом керування швидкістю приводу робочого столу. 2 UA 77950 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюInstallation of gas-laser cutting
Автори англійськоюKotliarov Valerii Pavlovych, Redko Andrii Serhiiovych
Назва патенту російськоюУстановка газолазерной резки материалов
Автори російськоюКотляров Валерий Павлович, Редько Андрей Сергеевич
МПК / Мітки
МПК: B23K 26/00
Мітки: газолазерної, установка, різки
Код посилання
<a href="https://ua.patents.su/5-77950-ustanovka-dlya-gazolazerno-rizki.html" target="_blank" rel="follow" title="База патентів України">Установка для газолазерної різки</a>
Спосіб лазерної різки
Номер патенту: 38145
Опубліковано: 15.05.2001
Автори: Жук Руслан Олегович, Тривайло Михайло Семенович, Коваленко Володимир Сергійович
МПК: B23K 26/14
Мітки: спосіб, лазерної, різки
Формула / Реферат:
Спосіб лазерної різки, при якому сфокусоване лазерне випромінювання та струмінь стиснутого газу направляють на верхню поверхню оброблюваної пластини в зону різу, який відрізняється тим, що під нижньою поверхнею пластини додатково створюють тиск, менший атмосферного .
Установка для канатно-абразивної різки
Номер патенту: 17618
Опубліковано: 06.05.1997
Автори: Сущенко Олександр Іванович, Кузьмінський Віталій Павлович
МПК: E21C 47/00, E04G 23/08
Мітки: канатно-абразивної, установка, різки
Формула / Реферат:
1. Установка для канатно-абразивной резки, включающая шасси, приводное устройство, обводные блоки, канат, отличающаяся тем, что приводное устройство выполнено в виде лебедки, обводные блоки установлены на Г-образном хоботе, а канат, переброшенный через обводные блоки, двумя концами закреплен на барабан лебедки с возможностью набегания на барабан с разных сторон по диаметру, при этом лебедка и Г-образный хобот установлены на люльке, которая...
Установка для формування та різки глиняного бруса
Номер патенту: 18416
Опубліковано: 25.12.1997
Автор: Дяченко Вітіслав Павлович
МПК: B28B 11/14
Мітки: бруса, глиняного, різки, установка, формування
Формула / Реферат:
1. Установка для формования и резки глиняного бруса, содержащая ленточный пресс, конвейеры приема глиняного бруса и отрезанных изделий и устройство резки со струнной резательной рамкой, кинематически связанной конвейером приема глиняного бруса, приводом ее возвратно-поступательного перемещения по шарнирно закрепленным направляющим ветвям поворотной рамы, ось вращения которой перепендикулярна продольной оси выходного отверстия пресса,...
Установка для плазмової різки на водяному столі
Номер патенту: 22576
Опубліковано: 17.03.1998
Автор: Неклеса Анатолій Тимофійович
МПК: B23K 9/16, B23K 31/10
Мітки: плазмової, установка, різки, водяному, столі
Формула / Реферат:
Установка для плазменной резки на водяном столе, включающая плазмотрон, содержащий корпус с установленным в нем полым электродом, втулкой-завйхрителем, полым соплом и балластным сопротивлением и водяной стол, состоящий из ванны, вентилей, штырей, швелллера, стойки, опоры, отличающаяся тем, что разрезаемая деталь полностью расположена в воде на глубине равной 80-100 мм, при этом зазор между срезом сопла плазмотрона и разрезаемой деталью...
Спосіб різки холодних металевих заготівок
Номер патенту: 31300
Опубліковано: 15.12.2000
Автори: Сизий Юрій Анатолійович, Кулик Генадий Григорович
МПК: B23D 45/00
Мітки: металевих, різки, заготівок, спосіб, холодних
Текст:
...плоским. Така перевага конічного диску над плоским досягається тільки у тому разі якщо нормальна до поверхні заготівки складова зусилля різання має напрямок який проходить крізь центри ваги площин перерізів конічного диска площиною нормальною до цієї складової зусилля різання. При цьому величенна моментів інерції цих перерізів значно більше моментів інерції перерізів плоского диска такого же діаметра і товщини на однаковій відстані від точки...
Попередній патент: Спосіб лікування ускладнень дисфункції скронево-нижньощелепного суглоба
Наступний патент: Спосіб пошуку покладів вуглеводнів
Випадковий патент: Пристрій для біоенергічного діяння на організм людини