Чотирибічний поздовжньо-фрезерний верстат
Номер патенту: 78132
Опубліковано: 11.03.2013

Формула / Реферат
Чотирибічний поздовжньо-фрезерний верстат, що має насадні вертикальні та горизонтальні збірні фрезерні головки зі вставними ножами і електроприводами, механізм подачі заготовок, передній та задній столи, механізм притискання заготовок до базових поверхонь, напрямну лінійку, який відрізняється тим, що верстат додатково обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді багаточисельних тонких сталевих пластинок, що мають можливість одночасного висування та фіксації.
Текст
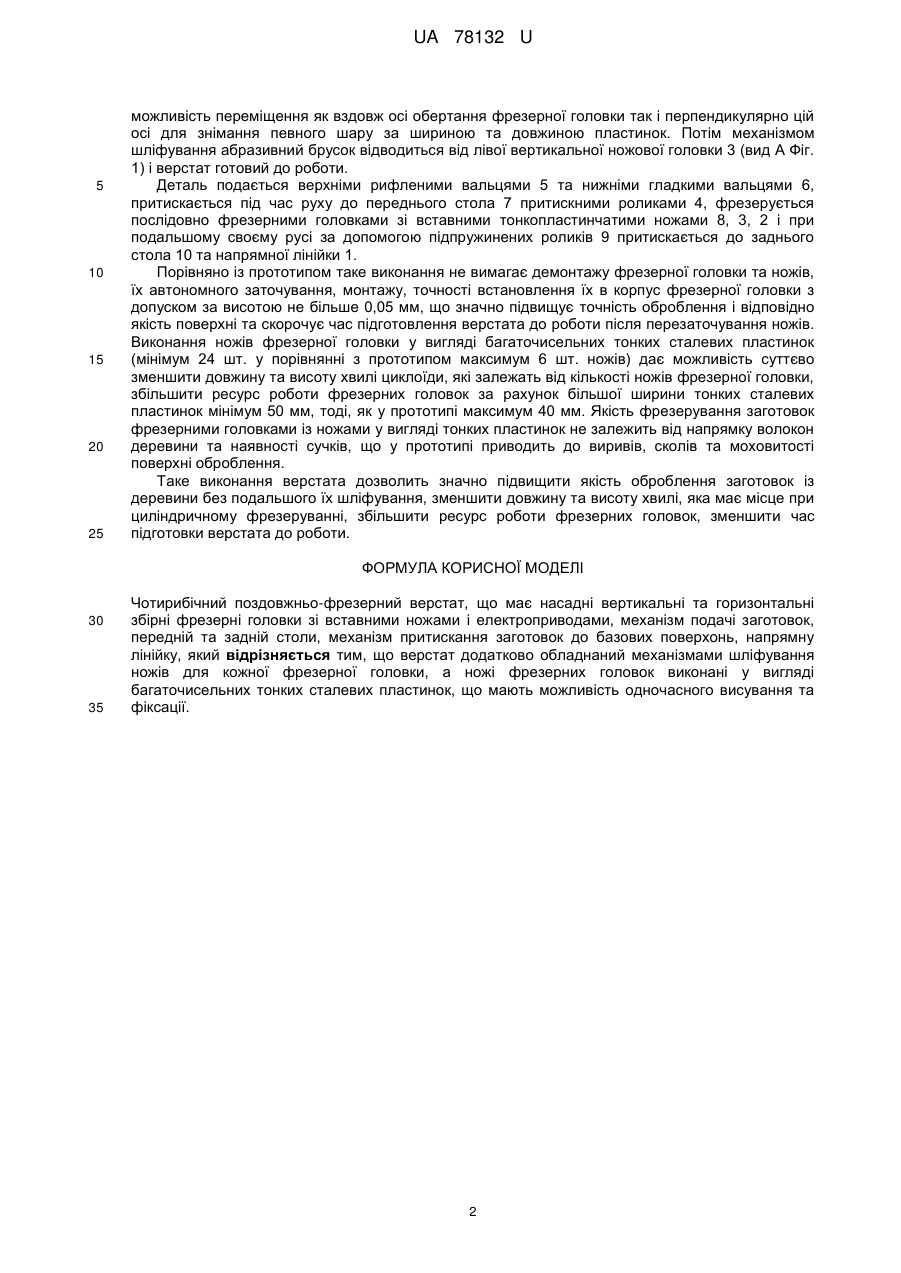
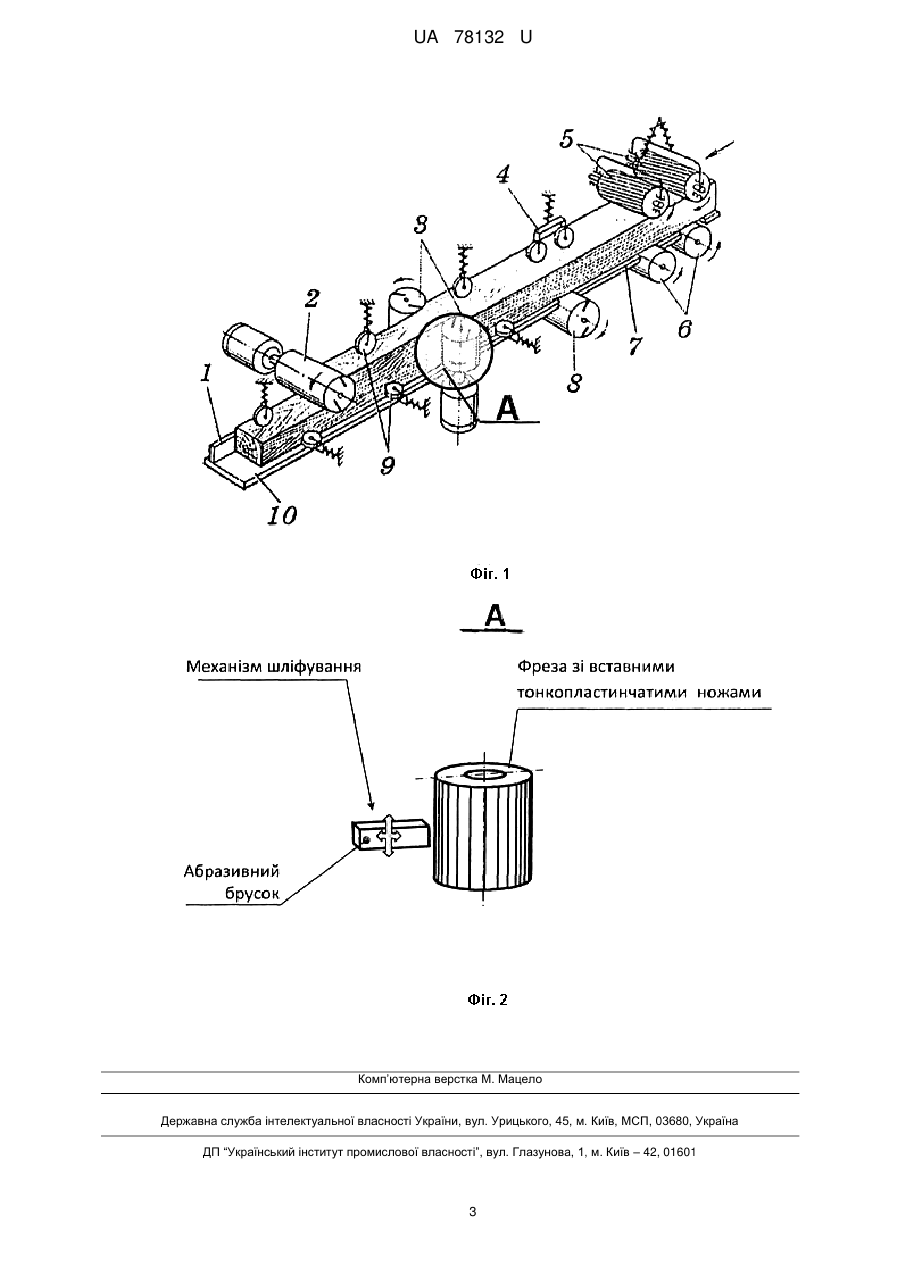
Реферат: Чотирибічний поздовжньо-фрезерний верстати має насадні вертикальні та горизонтальні збірні фрезерні головки зі вставними ножами і електроприводами, механізм подачі заготовок, передній та задній столи, механізм притискання заготовок до базових поверхонь, напрямну лінійку. Верстат додатково обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді багаточисельних тонких сталевих пластинок, що мають можливість одночасного висування та фіксації. UA 78132 U (12) UA 78132 U UA 78132 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до деревооброблювального устаткування і може бути використана для поздовжнього фрезерування заготовок із чотирьох боків за заданими розмірами поперечного перерізу та профілем в деревооброблювальній галузі. Це рішення у тому причинно-наслідковому взаємозв'язку ознак, як вони відображені у формулі корисної моделі, не відоме із існуючого, на дату подання заявки, рівня техніки, що дозволяє зробити висновок про відповідність його критерію "новизна". Разом з тим відома низка технічних рішень аналогічних конструкцій чотирибічних поздовжньо-фрезерних верстатів (дивись, наприклад, книгу Коротков В.И. Деревообрабатывающие станки. - М.: Высшая школа, 1991.-238 с., книгу Кучеров И.К., Пашков B.C. Станки и инструменты лесопильно-деревообрабатывающего производства. - М.: Лесная промышленность, 1970.-560 с.). Найбільш близькою до заявленого рішення по суті є конструкція чотирибічного поздовжньофрезерного верстата для поздовжнього фрезерування заготовок із деревини (дивись книгу за редакцією Шостака В.В. Деревообробні верстати загального призначення. - К.: Знання, 2007.280 с.). Загальним недоліком відомих чотирибічних поздовжньо-фрезерних верстатів є невисока якість оброблення заготовок із деревини. Характерною ознакою циліндричного фрезерування є наявність кінематичних нерівностей у вигляді циклоїди, яка характеризується довжиною та висотою хвилі. У відомих верстатів фрезерна головка має до 6-ти ножів (в основному чотири ножі). Чим більше ножів, тим менші довжина та висота хвилі, і, відповідно, якість оброблення. Наступним недоліком є залежність якості фрезерування від напрямку розміщення волокон та сучків деревини. Ще один недолік - обмежений ресурс роботи ножів фрезерних головок, обумовлений їх шириною (до 40 мм). Фрезерні головки відомих верстатів зі вставними ножами із легованих сталей (наприклад із сталі Х6ВФ) в залежності від породи деревини та умов роботи працюють приблизно одну зміну при повному завантаженні верстата. Потім фрезерну головку знімають, демонтують ножі, їх перезаточують і знову виставляють та закріпляють, налаштовують верстат і проводять пробне стругання. Все це приводить до значних затрат часу, а постійний демонтаж та монтаж фрезерних головок з перезаточеними ножами знижують якість оброблення. Всі наведені недоліки відомих верстатів вимагають, як правило, подальшого оброблення шліфуванням поверхні. В основу корисної моделі поставлена задача виконати верстат, який би дозволив позбутися вказаних недоліків. Поставлена задача вирішується тим, що верстат обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді багаточисельних тонких сталевих пластинок, що мають можливість одночасного висування та фіксації. Загальними з прототипом, на рівні з іншими є: насадні вертикальні та горизонтальні збірні фрезерні головки зі вставними ножами і електроприводами, механізм подачі заготовок, передній та задній столи, механізм притискання заготовок до базових поверхонь, напрямна лінійка. Ознаками, що відрізняються від прототипу, є таке виконання, при якому верстат обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді багаточисельних тонких сталевих пластинок, що мають можливість одночасного висування та фіксації. Таке виконання верстата дозволить значно підвищити якість оброблення поверхні заготовок із деревини. Суть корисної моделі пояснюється кресленнями. На Фіг. 1 показана принципова схема чотирибічного поздовжньо-фрезерного верстата; на Фіг. 2 - вид А Фіг. 1. Чотирибічний поздовжньо-фрезерний верстат має напрямну лінійку 1, верхню горизонтальну ножову головку 2, праву і ліву вертикальні ножові головки 3, притискні ролики 4, рифлені вальці 5, гладкі вальці 6, передній стіл 7, фугувальну ножову головку 8, підпружинені ролики 9, задній стіл 10. Крім цього, на кресленнях не показані: механізм шліфування та кріплення його до станини верстата, конструктивні розміри тонких сталевих пластинок, механізм одночасного висування та фіксації пластинок, які відносяться до конструкції верстата, або інструменту, але не є принциповими для розкриття суті корисної моделі і тому не відмічені на Фіг. 1 і 2. Після роботи верстата, наприклад, одну зміну механізмом (на кресленні не показаний) висувають одночасно всі тонкі сталеві пластинки (в залежності від діаметра ножової головки їх мінімальна чисельність - 24 шт.) на необхідну величину над корпусом фрези та фіксують їх, після чого підводять до пластинок абразивний брусок механізму шліфування, який має 1 UA 78132 U 5 10 15 20 25 можливість переміщення як вздовж осі обертання фрезерної головки так і перпендикулярно цій осі для знімання певного шару за шириною та довжиною пластинок. Потім механізмом шліфування абразивний брусок відводиться від лівої вертикальної ножової головки 3 (вид А Фіг. 1) і верстат готовий до роботи. Деталь подається верхніми рифленими вальцями 5 та нижніми гладкими вальцями 6, притискається під час руху до переднього стола 7 притискними роликами 4, фрезерується послідовно фрезерними головками зі вставними тонкопластинчатими ножами 8, 3, 2 і при подальшому своєму русі за допомогою підпружинених роликів 9 притискається до заднього стола 10 та напрямної лінійки 1. Порівняно із прототипом таке виконання не вимагає демонтажу фрезерної головки та ножів, їх автономного заточування, монтажу, точності встановлення їх в корпус фрезерної головки з допуском за висотою не більше 0,05 мм, що значно підвищує точність оброблення і відповідно якість поверхні та скорочує час підготовлення верстата до роботи після перезаточування ножів. Виконання ножів фрезерної головки у вигляді багаточисельних тонких сталевих пластинок (мінімум 24 шт. у порівнянні з прототипом максимум 6 шт. ножів) дає можливість суттєво зменшити довжину та висоту хвилі циклоїди, які залежать від кількості ножів фрезерної головки, збільшити ресурс роботи фрезерних головок за рахунок більшої ширини тонких сталевих пластинок мінімум 50 мм, тоді, як у прототипі максимум 40 мм. Якість фрезерування заготовок фрезерними головками із ножами у вигляді тонких пластинок не залежить від напрямку волокон деревини та наявності сучків, що у прототипі приводить до виривів, сколів та моховитості поверхні оброблення. Таке виконання верстата дозволить значно підвищити якість оброблення заготовок із деревини без подальшого їх шліфування, зменшити довжину та висоту хвилі, яка має місце при циліндричному фрезеруванні, збільшити ресурс роботи фрезерних головок, зменшити час підготовки верстата до роботи. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 35 Чотирибічний поздовжньо-фрезерний верстат, що має насадні вертикальні та горизонтальні збірні фрезерні головки зі вставними ножами і електроприводами, механізм подачі заготовок, передній та задній столи, механізм притискання заготовок до базових поверхонь, напрямну лінійку, який відрізняється тим, що верстат додатково обладнаний механізмами шліфування ножів для кожної фрезерної головки, а ножі фрезерних головок виконані у вигляді багаточисельних тонких сталевих пластинок, що мають можливість одночасного висування та фіксації. 2 UA 78132 U Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюFour-sided plane-milling machine
Автори англійськоюDiakonov Viktor Kuzmich, Sirko Zinovii Stepanovych
Назва патенту російськоюЧетырехсторонний продольно-фрезерный станок
Автори російськоюДьяконов Виктор Кузьмич, Сирко Зиновий Степанович
МПК / Мітки
МПК: B27C 1/00
Мітки: чотирибічний, верстат, поздовжньо-фрезерний
Код посилання
<a href="https://ua.patents.su/5-78132-chotiribichnijj-pozdovzhno-frezernijj-verstat.html" target="_blank" rel="follow" title="База патентів України">Чотирибічний поздовжньо-фрезерний верстат</a>
Фрезерний верстат для обробки великогабаритних деталей з двох боків

Номер патенту: 36149
Опубліковано: 10.10.2008
Автор: Діордійчук Владислав Віталійович
МПК: B23C 3/00
Мітки: великогабаритних, фрезерний, двох, обробки, боків, верстат, деталей
Формула / Реферат:
1. Фрезерний верстат для обробки великогабаритних деталей з двох боків, що містить станину, на якій розміщений стіл для обробки деталей, установлені з можливістю переміщення відносно станини фрезерні головки, які виконані з роздільними приводами, який відрізняється тим, що фрезерні головки установлені своїми корпусами на опорні поверхні основ, які виконані з визначеним кутом похилу a, причому основи закріплені на верхній напрямній фрезерного...
Поздовжньо-різальний верстат

Номер патенту: 63371
Опубліковано: 10.10.2011
Автори: Буяр Євгеній Борисович, Улітько Роман Миколайович
МПК: B23D 19/00
Мітки: поздовжньо-різальний, верстат
Формула / Реферат:
Поздовжньо-різальний верстат, який складається із станини, нижнього ножового вала, приводного вала верхніх ножів, набору верхніх ножів, які закріплюються на опорній балці станини, який відрізняється тим, що з метою полегшення монтажу та ремонту поздовжньо-різального верстата верхні ножі виконані у вигляді кріпильного блока, під яким розташована монтажна консоль з тримачем ножа, який приводиться в рух через пасову передачу.
Багатокоординатний фрезерний верстат

Номер патенту: 74716
Опубліковано: 12.11.2012
Автори: Кузнєцов Юрій Миколайович, Степаненко Олександр Олександрович, Манжола Марина Юріївна
МПК: B23B 35/00
Мітки: багатокоординатний, фрезерний, верстат
Формула / Реферат:
Багатокоординатний фрезерний верстат, що містить нижню основу з чотирма напрямними, на яких дві каретки шарнірно зв'язані з верхньою основою паралелограмними штангами постійної довжини, а дві інші каретки - одинарними штангами постійної довжини таким чином, що верхня основа має чотири ступені свободи, який відрізняється тим, що основи зв'язані між собою напрямними у вигляді подвійних спарених стрижів, що утворюють каркасну несучу систему,...
Фрезерний верстат
Номер патенту: 46008
Опубліковано: 15.05.2002
Автори: Николишин Йосип Іванович, Якимів Михайло Васильович, Остафійчук Роман Йосипович
МПК: B23C 1/00
Формула / Реферат:
1. Фрезерний верстат, що містить фундаментну основу, платформу для встановлення заготовок з елементами для встановлення і закріплення, і яка має поздовжні напрямні, шпиндель з фрезами, розділеними проміжними втулками, приводи обертання шпинделя і подачі, засоби електричного живлення приводів обертання шпинделя і подачі, який відрізняється тим, що шпиндель з фрезами і з приводом обертання встановлений на рухомому порталі, сполученому через...
Багатокоординатний свердлильно-фрезерний верстат
Номер патенту: 86533
Опубліковано: 27.04.2009
Автори: Кузнєцов Юрій Миколайович, Діневич Григорій Юхимович, Дмитрієв Дмитро Олексійович
МПК: B23Q 1/00, B23B 39/00
Мітки: свердлильно-фрезерний, багатокоординатний, верстат
Формула / Реферат:
1. Багатокоординатний свердлильно-фрезерний верстат, що містить верхню і нижню основи, жорстко зв'язані між собою через механізми поступового руху однакової довжини з опорами, три штанги постійної довжини, одні кінці яких з'єднані через шарніри з повзунами механізмів поступового руху, а другі з платформою, на якій розташований інструментальний виконавчий орган з приводом обертання інструменту, який відрізняється тим, що осі механізмів...
Попередній патент: Пристрій контролю якості продукції
Наступний патент: Капілярний віскозиметр
Випадковий патент: Спосіб лікування печінкової енцефалопатії у хворих з вторинним біліарним цирозом печінки