Спосіб комплексного діагностування зварних з’єднань посудин та еталон-імітатор зон відриву рулонних обичайок для реалізації цього способу
Номер патенту: 78345
Опубліковано: 15.03.2007
Автори: Козак Володимир Романович, Колбін Ігор Борисович, Котлін Віктор Михайлович, Саприкін Сергій Олексійович, Волков Юрій Олександрович, Чаговець Василь Миколаєвич
Формула / Реферат
1. Спосіб комплексного діагностування зварних з'єднань посудин, заснований на застосуванні ультразвукового методу контролю, який відрізняється тим, що для отримання загальної інформації про стан об'єкта, що контролюється, і локалізації зон акустичної активності застосовують акустико-емісійний метод діагностування, після чого у виявлених зонах акустичної активності у швах багатошарових зварних з'єднань проводять ультразвуковий контроль прямим перетворювачем луна-дзеркальним способом з використанням еталона-імітатора зон відриву рулонних обичайок.
2. Спосіб комплексного діагностування зварних з'єднань посудин за п. 1, який відрізняється тим, що для виявлення зон відриву рулонних обичайок, які з'єднані з монолітним днищем, з боку монолітного днища проводять ультразвуковий контроль швів похилим суміщеним перетворювачем або похилими перетворювачами по схемі "тандем" з використанням еталона-імітатора зон відриву рулонних обичайок.
3. Еталон-імітатор зон відриву рулонних обичайок, що призначений для реалізації комплексного способу діагностування зварних з'єднань посудин, який має форму паралелепіпеда з робочою поверхнею, через яку здійснюють введення ультразвукових коливань, та похилими боковими гранями, з боку яких виготовлені циліндричні плоскодонні отвори-відбивачі, поздовжні осі яких перпендикулярні до цих граней, який відрізняється тим, що кут нахилу бокових граней відносно робочої поверхні співпадає з кутом нахилу однієї з кромок зварного з'єднання перед зварюванням, плоскодонні отвори-відбивачі виконані овального поперечного перерізу і мають кут нахилу їх відбиваючих площин відносно нормалі до поверхні вводу ультразвукових коливань, який дорівнює куту нахилу однієї з кромок зварного з'єднання перед зварюванням.
Текст
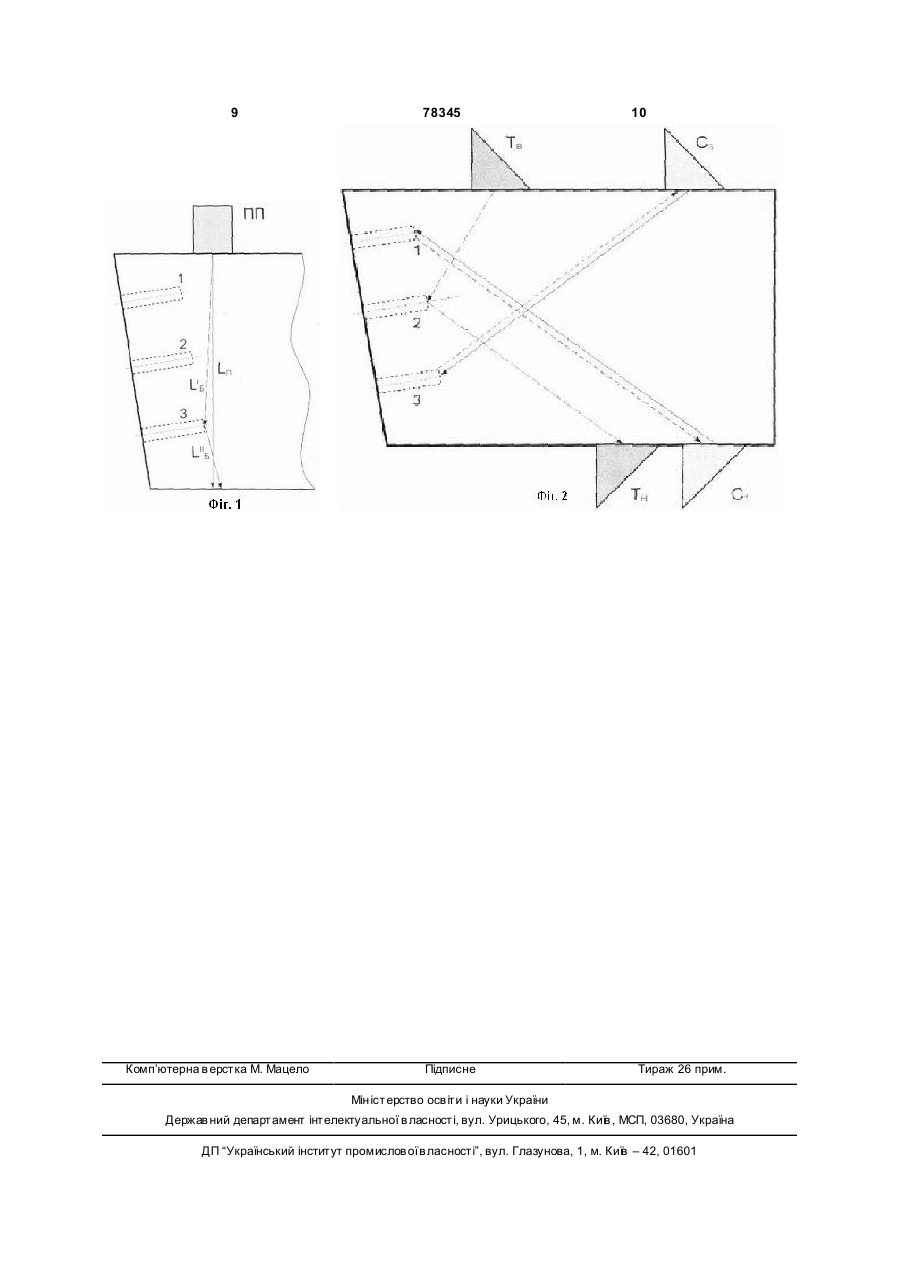
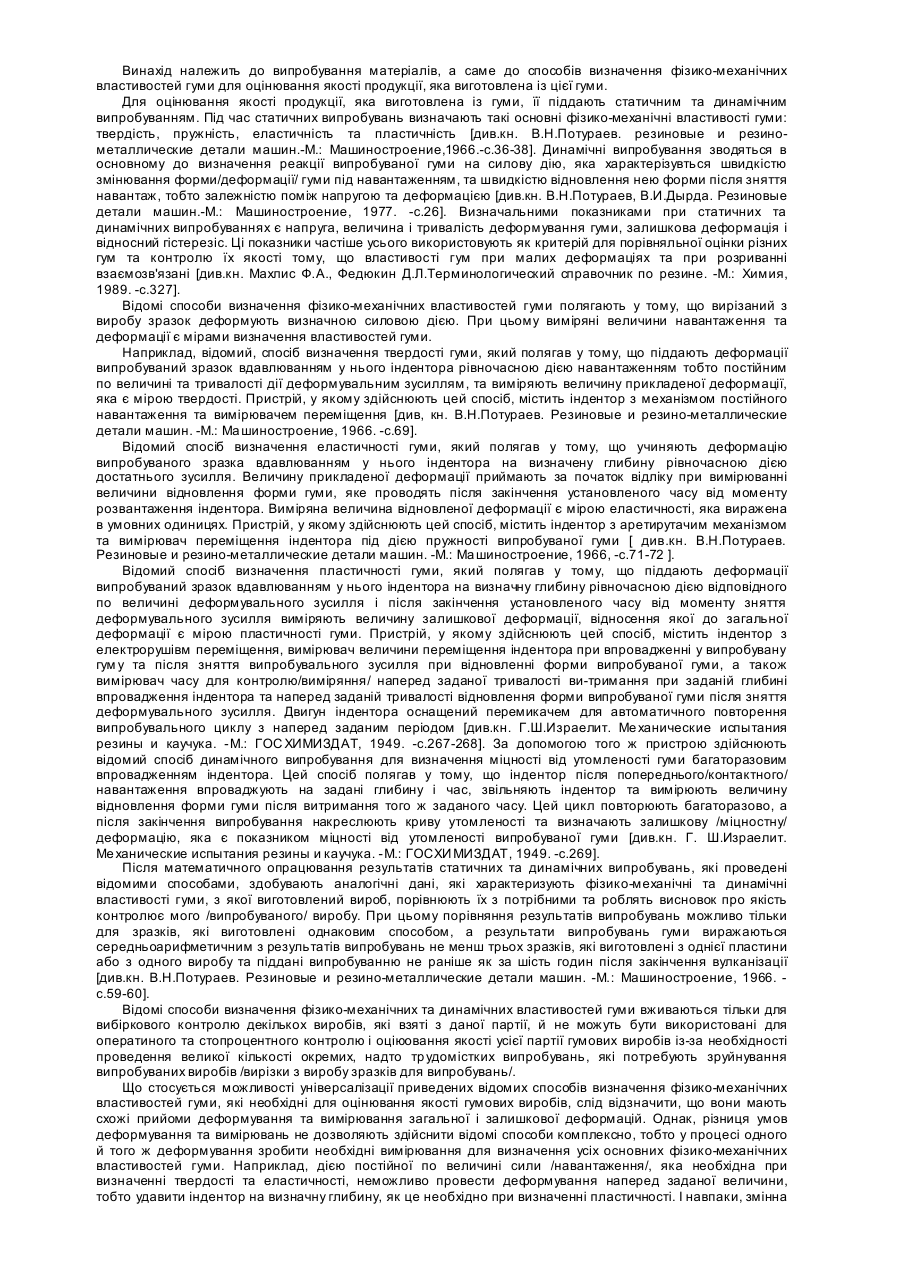
1. Спосіб комплексного діагностування зварних з'єднань посудин, заснований на застосуванні ультразвукового методу контролю, який відрізняється тим, що для отримання загальної інформації про стан об'єкта, що контролюється, і локалізації зон акустичної активності застосовують акустико-емісійний метод діагностування, після чого у виявлених зонах акустичної активності у C2 2 (11) 1 3 78345 4 контролю та наступного оцінювання стану внутрітехнічній документації на проведення контролю. шніх шарів кільцевих зварних з'єднань рулонних При цьому встановлюється обмеження щодо макобичайок, незважаючи на те, що контроль цієї зосимального відхилення названого кута нахилу від ни зварних з'єднань монолітних днищ з рулонними номінального значення, яке повинно становити не обичайками та швів двох рулонних обичайок є більше ±1°. Це приводить до необхідності виготонайбільш необхідним, бо саме там існує найбільвлення значної кількості еталонів, бо відхилення ша вірогідність утворення зон відриву обичайок від значень кутів введення використовуваних перешвів. творювачів часто перевищує встановлений граниВідомий "Ультразвуковой способ контроля изчний допуск. Крім того, з допомогою таких еталонів делий на наличие вертикально ориентированных неможливо оцінити реальні розміри площинних плоскостных дефектов" [а.с. №1441299, МПК4 дефектів, якщо їх площини мають нахил, який відG01N 29/04] за яким у контрольований виріб вимінний від нахилу площин плоскодонних отворів. промінюють поздовжні ультразвукові хвилі у наЦе якраз і характерно для таких дефектів, як зони прямі, який співпадає з площиною дефекту і первідриву р улонних обичайок в багатошарових посупендикулярний донній поверхні. При цьому на динах, бо вони, як правило, виникають в місці роздефекті частина енергії поздовжніх хвиль трансташування несплавлення основного та наплавлеформується в енергію поверхневих хвиль, які після ного металу, площина якого паралельна площині проходження вздовж дефекту на його краю знову обробки кромок зварного з'єднання перед зварютрансформуються в поздовжні. З допомогою пряванням. Основним недоліком цього зразка є необмого суміщеного перетворювача приймають як хідність використання перетворювачів з фіксовавідбиті поздовжні коливання, що спричинені поними значеннями кутів введення. Крім того, з двійною трансформацією на дефекті і відбиті від допомогою такого зразка неможливо оцінити реадонної поверхні виробу, так і ті, що поширюються льні розміри таких площинних дефектів, як зони в зворотному напрямі тільки завдяки відбиванню відриву р улонних обичайок, площини яких орієнвід донної поверхні. Вимірюють різницю часу протовані паралельно до кромок зварених елементів, ходження цих двох си гналів і по її значенню розбо кут нахилу плоскодонних отворів у зразку не раховують висоту де фекту. співпадає з кутом нахилу зон відриву. За допомогою цього способу реалізується Найбільш близьким до запропонованого у випроста технологія виявлення та вимірювання винаході еталону-імітатора зон відриву рулонних соти площинних дефектів, орієнтованих вертикаобичайок, є зразок для настроювання ультразвульно відносно поверхні вводу ультразвукових кокового дефектоскопа [а.с. №1619879, МПК5 G01N ливань, однак, він не дозволяє проводити 29/04], в якому одна група плоскодонних відбивавимірювання у випадку похилого розміщення плочів виготовлена так, що їх відбиваючі поверхні щин дефектів відносно поверхні вводу, а саме такі паралельні поверхні вводу ультразвукових колиплощинні дефекти, як несплавлення основного та вань (для настроювання прямих перетворювачів), наплавленого металу, тріщини в зоні термічного інша група відбивачів має похилу орієнтацію відвпливу, зони відриву шарів рулонних обичайок від биваючих площин відносно цієї поверхні (ці плозварних з'єднань, тощо, є найбільш характерними щини перпендикулярні до акустичних осей застодля зварних з'єднань. совуваних перетворювачів). Однак, за допомогою Найбільш близьким до способу, що пропонуцього зразка неможливо оцінити реальні розміри ється, є "Способ ультразвукового контроля сварзон відриву рулонних обичайок, бо кут нахилу плоных соединений" [а.с. №980523, МПК3 G01N 29/04] скодонних отворів у зразку не співпадає з кутом при реалізації якого збуджують по різні сторони нахилу зон відриву. шва зсувні та нормальні ультразвукові коливання, і Задачею, яка вирішується у даному винаході, після проходження їх через зону наплавленого є забезпечення можливості виявлення та оцінки металу, відбивання від дефекту або конструктиврозмірів найбільш вірогідних та небезпечних деного непровару та прийому відбитих сигналів профектів - зон відриву від зварних з'єднань шарів водять аналіз отриманих результатів. рулонних обичайок з метою наступного аналізу та Цей спосіб дозволяє контролювати два верхприйняття рішення про можливість та терміни поніх шари багатошарових зварних з'єднань, але не дальшої експлуатації проконтрольованих об'єктів, придатний для проведення контролю в тому випащо складаються з декількох шарів однакового мадку, коли число шарів, з'єднаних зварюванням теріалу, розділених звуконепроникними зазорами. перевищує 2. Наприклад, шви багатошарових поПри цьому для отримання загальної інформації судин, використовуваних в хімічній та нафтогазопро стан об'єкту, що контролюється, і локалізації вій промисловості з'єднують по 12 або більше шазон акустичної активності застосовується акустикорів рулонних обичайок і не можуть бути емісійний метод діагностування, після чого в виявпроконтрольовані з використанням даного спосолених зонах акустичної активності в шва х багатобу. шарових зварних з'єднань проводиться ультразвуВідомі еталони для проведення настроювання ковий контроль прямим перетворювачем лунаграничної чутливості ультразвукового контролю дзеркальним способом з використанням еталона(ГОСТ 14782-86) з відбивачами - плоскодонними імітатора зон відриву рулонних обичайок. Для виотворами, кут на хилу донних поверхонь яких відявлення зон відриву рулонних обичайок, які з'єдносно робочої поверхні співпадає з кутом вводу нані з монолітним днищем, з боку монолітного перетворювача, що застосовується для проведенднища проводиться ультразвуковий контроль швів ня контролю. Такі відбивачі повинні мати фіксовапохилим суміщеним перетворювачем або похилину площу донної поверхні, задану в нормативноми перетворювачами по схемі "тандем" також з 5 78345 6 використанням еталона-імітатора зон відриву руСпочатку проводиться акустико-емісійний конлонних обичайок. Еталон-імітатор зон відриву рутроль посудини, необхідний для отримання загалонних обичайок для реалізації комплексного спольної інформації про стан контрольованого об'єкту собу діагностування зварних з'єднань посудин має і локалізації зон акустичної активності. форму паралелепіпеда з похилими боковими граПісля проведення акустико-емісійного контронями, з боку яких виготовлені імітатори зон відриву лю, якщо виявлені зони акустичної активності, які рулонних обичайок у формі плоскодонних отворів знаходяться в межах багатошарових зварних з'єдовальної форми з кутом нахилу їх відбиваючих нань, проводиться ультразвуковий контроль пряплощин відносно нормалі до поверхні вводу ультмим перетворювачем з застосуванням лунаразвукових коливань, який дорівнює куту на хилу дзеркального способу. Для виявлення зон відриву однієї з кромок з'єднання перед зварюванням. рулонних елементів, які з'єднані з монолітними, з Перевагою запропонованого еталонабоку монолітних елементів проводиться ультраімітатора є те, що в його конструкції врахована звуковий контроль швів похилим суміщеним переорієнтація (кут нахилу відносно поверхні введення творювачем або двома похилими суміщеними пеультразвукових коливань) найбільш вірогідних ретворювачами по схемі "тандем". дефектів, які можуть виникати у зоні зварних з'єдДля реалізації комплексного способу діагноснань багатошарових посудин - зон відриву рулонтування зварних з'єднань посудин використовуних обичайок. Відтворивши розрахункові критичні ється еталон-імітатор зон відриву рулонних обирозміри такої зони можна проводити безпосереднє чайок, який виготовлений у формі паралелепіпеда оцінювання якості контрольованого з'єднання з з матеріалу, аналогічного матеріалу контрольовавикористанням перетворювачів з широким діапаного виробу. Його бокові грані повинні мати кут зоном кутів введення (як прямими, так і похилими нахилу відносно робочої поверхні, який співпадає перетворювачами). з кутом обробки кромок зварного з'єднання перед Конструкція еталона дозволяє проводити назварюванням. Осі плоскодонних відбивачів, вигостроювання дефектоскопа як при контролі з зовнітовлених з боку цих граней перпендикулярні до шньої, так і з внутрішньої поверхні. Крім того, різна площин граней. Відбиваючі площини відбивачів глибина розміщення від робочої поверхні плоскомають контури овальної форми, причому більша донних відбиваючих поверхонь дозволяє проводивісь овалу паралельна поверхні вводу ультразвути настроювання схеми часового регулювання кових коливань. Менша вісь овальної площини дна чутливості де фектоскопа. отвору дорівнює h/cosq (де h - товщина шару руТехнічний результат від використання комплелонної обичайки контрольованого зварного з'єдксу винаходів є забезпечення можливості виявнання, q - кут обробки кромок з'єднання перед лення та вимірювання параметрів найбільш незварюванням). Більша її вісь - L згідно з існуючими безпечних дефектів багатошарових посудин, що нормами оцінки контрольованих зварних з'єднань працюють під високим тиском. має довжину, яка співпадає з гранично допустиНа кресленнях зображено: Фіг.1 - схема намою довжиною зони відриву одного шару рулонної строювання та проведення УЗК кільцевих зварних обичайки - lгp. з'єднань багатошарових елементів прямим переТака конструкція еталону дозволяє створити творювачем, Фіг.2 - схеми настроювання та проідентичні умови при відбиванні ультразвукових ведення контролю зварних з'єднань багатошаропроменів від площин плоскодонних відбивачів та вих елементів з монолітними днищами. від площинних дефектів у контрольованому виробі На поверхню контрольованого об'єкту встано- зон відриву рулонних обичайок. влюються перетворювачі, за допомогою яких знаУльтразвуковий контроль кільцевих зварних ходять зони відриву рулонних обичайок, наприз'єднань, які зв'язують монолітні елементи з багаклад, 1, 2, 3. тошаровими проводять з метою виявлення найПри виявленні зон відриву р улонних обичайок більш небезпечних площинних дефектів, що винипрямим перетворювачем буде отримано два сигкають в зоні сплавлення багатошарової обичайки нали, один з яких поширюється в напрямі LП, що та монолітного днища - зон відриву торців обичайпаралельний акустичній осі перетворювача, а друки від зварних швів. Контроль швів проводиться з гий - в напрямах L¢Б-L¢¢Б, що виникає за рахунок використанням похилого суміщеного перетворюбокових променів, які дзеркально відбиваються від вача або з застосуванням схеми "тандем". В перторцевої поверхні зони відриву рулонної обичайки шому випадку кут введення перетворювачів вибита дна виробу. рають, виходячи з конструктивних особливостей При локації зон відриву рулонних обичайок поконтрольованого шва, щоб забезпечити можлихилим перетворювачем буде отримано сигнали: вість локації центральним променем діаграми навід зони відриву рулонної обичайки 1 (положення правленості тих дефектів, які можуть знаходитися С1), від зони відриву рулонної обичайки 3 (полов будь-якому місці його перетину. Настроювання ження С 3). чутливості перетворювача здійснюється при розПри виявленні зон відриву р улонних обичайок міщенні його в положеннях С 1, С2, С 3. похилими перетворювачами за схемою "тандем" в При контролі з використанням схеми "тандем" положенні похилих перетворювачів ТВ, ТН буде для забезпечення знаходження перетворювачів в отримано сигнал, відбитий, наприклад, від зони межах габаритних розмірів виробу, сканування відриву р улонної обичайки 2. проводиться не за класичною схемою (з розміСпосіб комплексного діагностування багатощенням перетворювачів на одній поверхні), а за шарових зварних з'єднань посудин використовусхемою при якій перетворювачі розміщують на ється таким чином. зовнішній та внутрішній поверхні виробу в поло 7 78345 8 женнях ТВ , ТН . Контроль проводять після проведення локаліСпочатку контроль проводять з використанням зації зон розміщення дефектів в попередньо виявпохилого суміщеного перетворювача. При виявлених зонах акустичної активності. Крім того він ленні дефектів протяжність яких вздовж осі шва може проводитися для уточнення попередньо перевищує максимально допустиму згідно рекоотриманих висновків щодо наявності дефектів (зон мендацій нормативно-технічних документів, провідриву) після проведення ультразвукового контводять додатковий контроль луна-дзеркальним ролю кільцевого зварного з'єднання, яке зв'язує методом по схемі "тандем". При цьому перетвомонолітні елементи з багатошаровими. рювачі розміщують на протилежних поверхнях Для реалізації даного способу контролю викопосудини так, щоб їх площини симетрії співпадали. ристовують розходження ультразвукових хвиль в Для цього необхідно в зоні виявленого дефекту дальній зоні перетворювача. При цьому спостерівідмітити парні точки на зовнішній та внутрішній гається ефект часової затримки відбитих від відповерхні, що знаходяться на одній нормалі до цих бивачів променів, які поширюються в периферійній поверхонь (це роблять з допомогою прямих перезоні ультразвукового пучка і мають значні кутові творювачів, розміщених на днищі ззовні та зсеревідхилення від акустичної осі (у порівнянні з тими дини посудини. променями, які поширюються в напрямі паралельВикористання способу "тандем" дозволяє підному акустичній осі перетворювача). Відбивання твердити наявність площинних дефектів та відрізбокових променів від поверхні імітатора дефекту нити їх від можливих хибних відбивачів. Так у ви(або зони відриву зварного з'єднання) та дна випадку існування зони відриву рулонної обичайки робу приводить до ще більш значної затримки сигнали випромінювані одним з перетворювачів ходу променів по відношенню до центральних ТВ будуть відбиватися від її площини і прийматися променів, які відбиваються тільки від дна виробу. іншим перетворювачем - ТН, розміщеним у відпоТаку затримку можна зафіксувати на індикаторах відному місці протилежної поверхні). Застосовуюдефектоскопа. чи спосіб "тандем" визначають такі параметри зоНастойка прямого перетворювача та перевірка ни відриву як протяжність вздовж шва, та можливості виявлення зон відриву в різних перерімаксимальну амплітуду луна-сигналу, прийнятого зах (по товщині виробу) проводиться на еталоніприймачем після дзеркального відбиття від плоімітаторі. Результатом настройки є одночасна фікщини дефекту. Порівнюючи максимальну амплітусація сигналів, які формуються променями, що ду такого луна-сигналу з амплітудою аналогічного поширюються в напрямі LП (тобто вздовж акустичлуна-сигналу від імітатора дефекту в еталоні, моної осі перетворювача) та сигналів, що формуютьжна робити оцінку величини зони відриву рулонної ся за рахунок бокових променів і поширюються в обичайки. напрямі L¢Б-L¢¢Б (тобто дзеркально відбиваючись Ультразвуковий контроль зон акустичної активід поверхні імітатора відриву рулонної обичайки вності в кільцевих зварних з'єднаннях багатошата дна виробу). При цьому сигнал, який поширюрових елементів проводять після проведення акується в напрямі LП буде фіксуватися на глибині, стико-емісійного обстеження, коли зафіксовані що відповідає товщині виробу, а сигнал, що пошисигнали, які можна пов'язати з дефектами. рюється в напрямі L¢Б-L¢¢Б буде фіксуватися на Валики підсилення швів на зовнішній та внутбільшій глибині і за цим параметром його можна рішній поверхні знімаються до рівня основного легко відрізнити від першого сигналу. Сигнали від металу. реальних дефектів (зон відриву рулонних обичаКонтроль виявлених зон акустичної активності йок) будуть виникати аналогічно до вище описана наявність відриву рулонної обичайки від зварних. Їх також можна зафіксувати з допомогою індиного з'єднання проводиться прямим перетворювакаторів дефектоскопа. чем. 9 Комп’ютерна в ерстка М. Мацело 78345 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for complex diagnostics of welded connections of vessels and standard-simulator of separation zones for rolled shell rings for realization of this method
Автори англійськоюKozak Volodymyr Romanovych, Saprykin Serhii Oleksiiovych, Volkov Yurii Oleksandrovych
Назва патенту російськоюСпособ комплексной диагностики сварных соединений сосудов и эталон-имитатор зон отрыва рулонных обечаек для реализации этого способа
Автори російськоюКозак Владимир Романович, Сапрыкин Сергей Алексеевич, Волков Юрий Александрович
МПК / Мітки
МПК: G01N 29/14
Мітки: спосіб, еталон-імітатор, обичайок, рулонних, посудин, способу, зварних, діагностування, відриву, з'єднань, комплексного, цього, зон, реалізації
Код посилання
<a href="https://ua.patents.su/5-78345-sposib-kompleksnogo-diagnostuvannya-zvarnikh-zehdnan-posudin-ta-etalon-imitator-zon-vidrivu-rulonnikh-obichajjok-dlya-realizaci-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб комплексного діагностування зварних з’єднань посудин та еталон-імітатор зон відриву рулонних обичайок для реалізації цього способу</a>
Спосіб комплексного визначення властивостей і контролю якості гуми та пристрій для реалізації цього способу г.п. демченка
Номер патенту: 73863
Опубліковано: 15.09.2005
Автор: Демченко Гаррій Пимонович
МПК: G01N 3/40
Мітки: г.п, комплексного, пристрій, властивостей, якості, гуми, цього, визначення, демченка, спосіб, контролю, способу, реалізації
Формула / Реферат:
1. Спосіб комплексного визначення властивостей і контролю якості гуми, який полягає у тому, що впроваджують індентор у випробувану гуму при постійному навантаженні, витримують під навантаженням, розвантажують і виміряють величину та час переміщення індентора, який відрізняється тим, що вимірюють зменшення швидкості переміщення індентора, відповідне природному зміненню деформації випробуваної гуми.2. Спосіб за п. 1, який відрізняється...
Спосіб подрібнення матеріалів та млин для реалізації цього способу
Номер патенту: 28285
Опубліковано: 16.10.2000
Автори: Пашистий Владислав Ананійович, Сорока Богдан Петрович
МПК: B02C 19/00, B02C 13/00
Мітки: млин, подрібнення, способу, спосіб, матеріалів, реалізації, цього
Формула / Реферат:
1. Спосіб подрібнення матеріалів, при якому оброблюваний матеріал завантажують в млин, транспортують аеродинамічним потоком відносно поверхонь помольної камери і застосовують відцентрово-ударний механізм подрібнення, а отриманий продукт відводять в розвантажувальний лоток, який відрізняється тим, що на периферійній поверхні помольної камери аеродинамічний потік розділять відносно додатково встановленої розтираючої, наприклад, абразивної...
Спосіб переробки низькосортної сировини, яка містить вуглець, та установка для реалізації цього способу
Номер патенту: 59000
Опубліковано: 15.08.2003
Автори: Баранов Андрій Валентинович, Волков Віктор Юхимович
Мітки: спосіб, установка, цього, сировини, містить, низькосортної, переробки, яка, реалізації, вуглець, способу
Формула / Реферат:
1. Спосіб переробки низькосортної сировини, що містить вуглець, переважно торфу, що включає підготовку сировини і подачу її в плазмохімічний реактор, піроліз сировини в струмені газу, що створює плазму, з одержанням синтез-газу і спрямування синтез-газу на подальшу переробку, який відрізняється тим, що сировину, яка містить вуглець, подають у плазмохімічний реактор із вологістю 60-85 %, а піроліз ведуть у завислому стані шляхом рециркуляції...
Спосіб прихованого символьнографічного щільнокодованого радіоізотопного захисту носіїв інформації, предметів та пристрій зчитування для реалізації цього способу
Номер патенту: 41774
Опубліковано: 17.09.2001
Автор: Пающик Іван Іванович
МПК: H03M 1/00, G09F 3/00, H05G 1/00
Мітки: носіїв, цього, прихованого, радіоізотопного, предметів, пристрій, спосіб, символьнографічного, зчитування, реалізації, інформації, захисту, способу, щільнокодованого
Формула / Реферат:
1. Спосіб прихованого символьнографічного, щільно-кодованого, радіоізотопного захисту носіїв інформації, предметів, який відрізняється тим, що на носій інформації або предмет, які потребують захисту від підміни (підробки), заздалегідь наносять символьнографічне зображення, яке складається із точкових: слаборадіоактивних елементів, а при ідентифікації цього носія інформації або предмета над зоною розміщення символьнографічного зображення...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Бенедетті Паоло, Сельберг Ханс
МПК: B65B 9/10, B65B 51/26
Мітки: цього, агрегат, спосіб, герметичних, пакет, герметичний, пакувальний, пакетів, виготовлення, пакувального, реалізації, продукти, містять, рідкі, способу, матеріалу, харчові, трубки
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Попередній патент: Прилад для визначення гнучкості волокна луб’яних культур
Наступний патент: Покажчик рівня бака обприскувача
Випадковий патент: Аераційний пристрій для знезалізнення води