Спосіб зміцнення лопаток з титанових сплавів
Номер патенту: 15150
Опубліковано: 30.06.1997
Автори: Мельнікова Наталія Олександрівна, Банас Федір Павлович, Лук'янов Валентин Семенович, Куліш Микола Полікарпович, Петренко Петро Васильович, Писаренко Георгій Степанович, Леонець Віктор Адамович, Богуслаев Вячеслав Олександрович, Гліксон Ігор Леонідович
Формула / Реферат
Способ упрочнения лопаток из титановых сплавов, включающий воздействие потоком заряженных частиц, "залечивание" поверхностных микродефектов, уменьшение шероховатости поверхности, отличающийся тем, что воздействие на лопатку осуществляют потоком электронов с энергией, которую определяют из соотношения:
где Е - энергия электронов, МэВ;
См - максимальная толщина лопатки, мм;
r - плотность титанового сплава, г/см3;
k1, k2 - некоторые константы, интегральной дозой облучения от 1017 до 2х1018 см при этом температуру лопатки вовремя облучения выдерживают на 300°С ниже температуры
b®a+b фазового перехода, но не ниже -150°С, а лопатку дополнительно зачищают и полируют импульсами лазерного излучения.
Текст
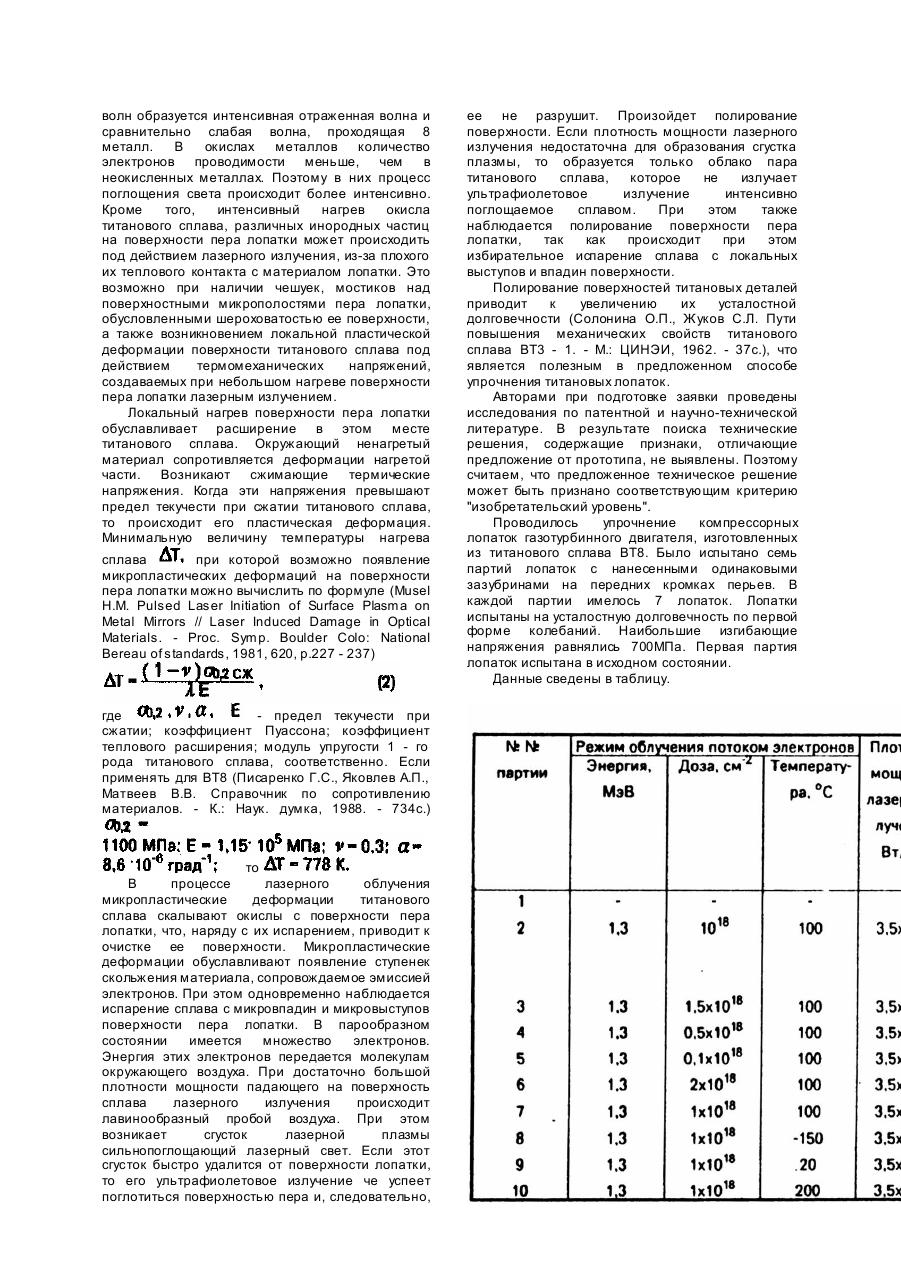
Изобретение относится к способам упрочнения лопаток из титановых сплавов. Это изобретение может быть использовано в авиастроении для повышения долговечности и надежности эксплуатации авиационных двигателей. Известный способ упрочнения лопаток из титановых сплавов, при которой изготавливают полуфабрикат с припуском по прикромочным зонам пера, осуществляют его холодное вальцевание и отжиг (А.с. СССР № Способ изготовления титановых лопаток газотурбинных двигателей. Богуслаев В.А. и др. Заявка №4907407/27, по которой принято положительное решение 29.05.91). В процессе холодного вальцевания на полуфабрикат воздействуют дифференцировано: на центральную часть пера в пределах упруги х деформаций и на прикромочную часть пера в зоне его максимальной динамической напряженности - в пределах пластических деформаций в диапазоне 6 - 8%. При этом ширину прикромочной части пера выбирают равной 2 - 5 радиусам кромки пера в упомянутой зоне. После холодного вальцевания центральную часть пера со стороны спинки подвергают поверхностно пластическому деформированию методом алмазного выглаживания. При этом происходит объемное упрочнение перьев лопаток. После вальцевания профиль пера лопатки около передней кромки может подвергаться относительной деформации в пределах от 0 до 37%. Деформирование титанового сплава в широких пределах приводит к возникновению в лопатке различных по величине остаточных напряжений. Поэтому последующее равномерное пластическое деформирование передней кромки пера лопатки в пределах 6 - 8% осуществить сложно, что является недостатком, данного метода. Кроме того, осуществить равномерную пластическую деформацию в заданных пределах (6 - 8%) передней кромки лопатки методом механического вальцевания сложно, так как, вопервых, разность толщин этой части лопатки допускается от 0 до 0,23мм; во-вторых, передняя кромка пера лопатки имеет сложный геометрический профиль. В этих условия х тр удно реализовать равномерное давление вальцев на всей поверхности каждой лопатки при упрочнении большого количества лопаток. Это является недостатками данного способа торможение развития усталостных трещин в лопатках из титанового сплава. Лишенными этого недостатка является способ упрочнения лопаток, включающий операцию плазменного напыления в динамическом вакууме защитных высокоизносостойких композитных покрытий на поверхности лопатки (Лесневский Л.Н., Мышлов Е.П., Раховская Т.В., Тюрин В.Н. Дуговые и тлеющие разряды в технологии нанесения защитных покрытий деталей ДЛА. - М.: Изд-во МАИ, 1990. - 116с., см. с.92). При этом повышается способность лопатки сопротивляться усталостному разрушению по всей поверхности пера. Этот способ предполагает упрочнение титанового сплава в приповерхностных объемах лопатки. Наиболее близким к техническому решению и достигаемому результату является способ упрочнения лопаток из титановых сплавов, включающий воздействие на поверхность лопатки потока ионов углерода и водорода, "залечивание" при этом микродефектов на поверхности лопатки, а также снижения шероховатости поверхности и последующий диффузионный отжиг в вакууме при температуре 550°С в течение 2ч (Диденко А.Н., Шулов В.А., Ремнев Г.Е. и др. Физико-химическое состояние поверхностных слоев и эксплуатационные свойства сплава ВТ18У, подвергнутого воздействию мощного ионного пучка // Физика и химия обработки материалов. - №5. 1991. - С.14 - 23). Такая обработка позволяет сформулировать в приповерхностном слое лопатки толщиной, примерно, 0,2мкм мелкодисперсные карбиды титана, добиться получения однородного структурного состояния титанового сплава. При этом наблюдается "залечивание" микродефектов на кромках лопатки, уменьшение шероховатости поверхности. Изменение структуры в приповерхностных объемах титанового сплава совместно с улучшением качества поверхности лопатки приводят к ее равномерному упрочнению по всей поверхности пера лопатки. Это является преимуществом данного способа упрочнения лопаток из титанового сплава по сравнению с упомянутым выше. Кроме того, данный способ позволяет также повысить не только предел выносливости титановых лопаток, но и их циклическую долговечность, жаростойкость, сопротивление пылевой эрозии. Это также является достоинством данного способа упрочнения лопаток из титанового сплава. К сожалению, в процессе эксплуатации авиационной турбины вместе с воздухом во внутрь двигателя засасываются твердые частицы пыли. Эти частицы пыли создают на передних кромках компрессорных лопаток зазубрины, которые могут инициировать рост усталостной трещины. В случае образования зазубрины по размерам большей глубины упрочненного приповерхностного слоя титанового сплава происходит развитие усталостной трещины в неупрочненном материале. В этом случае обработанный поверхностный слой не препятствует процессу усталостного разрушения лопатки. Это является недостатком данного способа упрочнения лопаток. Кроме того, данная обработка проводится в специальной камере с использованием не только углерода, но и водорода, который является взрывоопасным газом. Это также недостаток данного способа упрочнения лопаток из титанового сплава. Последующая термическая обработка лопаток в вакуумной камере в течение 2ч ограничивает применение рассматриваемого способа упрочнения лопаток в условиях серийного производства большого количества лопаток. Это также является недостатком данного способа упрочнения лопаток из титановых сплавов. Таким образом, уровень техники по доступным авторам патентно-информационным источникам не позволяет решить задачу упрочнения лопаток из титановых сплавов. Задачей, на решение которой направлено изобретение является упрочнение титанового сплава, улучшение качества поверхности лопатки из титанового сплава. Технический результат состоит в упрочнении титанового сплава по всему объему пера лопатки, в увеличении долговечности лопатки из титанового сплава, в уменьшении шероховатости поверхности, в возможности производить упрочнение в усло виях серийного производства. Технический результат достигается тем, что в способе упрочнения лопатки из титановых сплавов, включающем воздействие потоком заряженных частиц, залечивание поверхностных микродефектов, уменьшение шероховатости поверхности, согласно изобретению упрочнение лопаток из титановых сплавов осуществляется путем облучения на воздухе потоком электронов с энергией; которая определяется из соотношения где энергия электронов, МэВ; - максимальная толщина лопатки, мм; - плотность титанового сплава, г/см 3; - некоторые константы. Интегральная доза облучения находится в пределах 1017 - 2 × 1018см -2. Лопатку дополнительно зачищают и полируют импульсами лазерного излучения. Эффект упрочнения достигается тем, что, с одной стороны, при облучении происходит измельчение и более равномерное распределение в -твердом растворе частиц -фазы (Sastry S.M.L., O'Neal J.E., Oavis J.W. Radiation damage fn titanium alloys // Titanium: Sciense and Technology. Proc. S. Inf., 1980, 1, p.651 - 662, p.653)и, с другой, образование в -твердом растворе неоднородного ближнего порядка (Shull R.D., McAlister A.J., Reno R.C. Shull ogullabria in the titanium - aluminium // Titanium: Sciense and Technology. - Proc.S. Inf, Munich, Sept. 10 - 14, 1984, 3, Oberursel: National Burean of Standards, 1985, p.1459 - 1466, p.1462), то есть субмикронных областей с повышенным содержанием алюминия, строение которых в идеальном случае отвечает упорядоченной - фазе. При этом происходит перераспределение атомов молибдена между и -фазами (Денисова А.А., Мелихов В.Д. Изменение структуры двухфазного титанового сплава ВТ9 при облучении // Изв. АН КазССР. Сер. физ.-мат. - 1985, 125. - №4. - С.16 - 17). Известно (Колачев Б.А., Ливанов В.А., Буханова А.А. Ме ханические свойства титана и его сплавов. - М.: Металлургия, 1974. - 544с. 10, с.42), что максимальное упрочнение сплава при старении достигается когда частицы выпавшей фазы равномерно распределены в сплаве с оптимальным расстоянием, равным, примерно 0,02нМ. Оптимальные размеры неоднородностей и их распределение достигается режимом облучения, который может изменяться в довольно широких пределах температуры. Температурный интервал облучения лопаток ограничен сверху фазовым переходом. Поэтому температуру лопатки во облучения выдерживают ниже на время 100°C температуры фазового перехода. Нижний предел температуры лопатки обусловлен подвижностью атомов в титановом сплаве, определяющую интенсивность диффузии атомов в титановом сплаве. Чем меньше интенсивность диффузии атомов в титановом сплаве, тем необходимо большее время облучения, требуется большая интенсивность потока облучения. Практически, на воздухе с помощью паров азота возможно охладить лопатку до температуры -60°C. Дальнейшее охлаждение лопатки требует использование специальных криостатов, что снижает производительность предлагаемого метода упрочнения лопаток, приводит к его удорожанию, из-за увеличения длительности облучения, стоимости криостата. Поэтому охлаждение лопатки при облучении ниже -60°C нецелесообразно. За счет перераспределения при облучении атомов легирующи х элементов наблюдается большое несоответствие изменения их удельных объемов(1,1% для b-фазы и 0,2% для a-фазы при флюэнсе 5 × 1019 нейтрона/см 2 (Shull R.D., McAlister A.J., Reno R.C. Shull oguilabria in the titanium aluminium // Titanium: Sciense and Technology. Proc. S. Inf. Munich, Sept. 10 - 14, 1984, 3, Oberursel: National Burean of Standards, 1985, p.1459 - 1466, p.1462). Учитывая низкую температур у облучения, это может вызвать появление остаточных сжимающих напряжений, которые также будут повышать усталостную долговечность титанового сплава. Данное упрочнение повышает сопротивление разрушению пера лопатки, на передней кромке которой имеется зазубринаконцентратор напряжений. При этом изменение геометрических размеров пера лопатки в поле допусков на ее изготовление не сказывается на процессы упрочнения титанового сплава, из которого изготовлены эти лопатки. Поэтому возможно упрочнять в одинаковой степени большое количество лопаток. Бесконтактный метод упрочнения перьев лопаток позволяет организовать этот процесс непрерывно в автоматическом режиме, без нахождения человека в зоне обработки лопаток. Это также является преимуществом предлагаемого метода по сравнению с существующими. В процессе облучения на воздухе пера лопатки потоком электронов происходит интенсивное окисление титанового сплава. Для снятия окисленного слоя титанового сплава с поверхности пера лопатки ее облучают импульсами лазерного света. Поглощение монохроматического лазерного света описывается законом Бугера (Борн М., Вольф Г. Основы оптики. - М.: Наука, 1970. - 855с.), согласно которому интенсивность плоской волны уменьшается по мере прохождения света через поглощающую среду по экспоненциальному закону где и - значения интенсивности света на входе и выходе из слоя среды толщиной показатель поглощения среды, который зависит от химической природы и состояния поглощающей среды и от длины волны света Так как окисел титанового сплава отличается по химическим свойствам от самого титанового сплава, то поглощение света окислом происходит иначе, чем сплава. Окисел поглощает свет интенсивнее, так как металлы, находящиеся в конденсированном состоянии под действием лазерного излучения, содержат огромное количество электронов проводимости и поэтому обладают высокой электрической проводимостью (Яворский Б.М., Детлаф А.А. Справочник по физике. - М.: Наука, 1980. - 507с., с.340). Под действием света электроны проводимости совершают переменное движение и излучают вторичные волны. В результате наложения первичной волны, падающей на поверхность металла, и вторичных волн образуется интенсивная отраженная волна и сравнительно слабая волна, проходящая 8 металл. В окислах металлов количество электронов проводимости меньше, чем в неокисленных металлах. Поэтому в них процесс поглощения света происходит более интенсивно. Кроме того, интенсивный нагрев окисла титанового сплава, различных инородных частиц на поверхности пера лопатки может происходить под действием лазерного излучения, из-за плохого их теплового контакта с материалом лопатки. Это возможно при наличии чешуек, мостиков над поверхностными микрополостями пера лопатки, обусловленными шероховатостью ее поверхности, а также возникновением локальной пластической деформации поверхности титанового сплава под действием термомеханических напряжений, создаваемых при небольшом нагреве поверхности пера лопатки лазерным излучением. Локальный нагрев поверхности пера лопатки обуславливает расширение в этом месте титанового сплава. Окружающий ненагретый материал сопротивляется деформации нагретой части. Возникают сжимающие термические напряжения. Когда эти напряжения превышают предел текучести при сжатии титанового сплава, то происходит его пластическая деформация. Минимальную величину температуры нагрева сплава при которой возможно появление микропластических деформаций на поверхности пера лопатки можно вычислить по формуле (Musel H.M. Pulsed Laser Initiation of Surface Plasma on Metal Mirrors // Laser Induced Damage in Optical Materials. - Proc. Symp. Boulder Colo: National Bereau of standards, 1981, 620, p.227 - 237) где - предел текучести при сжатии; коэффициент Пуассона; коэффициент теплового расширения; модуль упругости 1 - го рода титанового сплава, соответственно. Если применять для ВТ8 (Писаренко Г.С., Яковлев А.П., Матвеев В.В. Справочник по сопротивлению материалов. - К.: Наук. думка, 1988. - 734с.) то В процессе лазерного облучения микропластические деформации титанового сплава скалывают окислы с поверхности пера лопатки, что, наряду с их испарением, приводит к очистке ее поверхности. Микропластические деформации обуславливают появление ступенек скольжения материала, сопровождаемое эмиссией электронов. При этом одновременно наблюдается испарение сплава с микровпадин и микровыступов поверхности пера лопатки. В парообразном состоянии имеется множество электронов. Энергия этих электронов передается молекулам окружающего воздуха. При достаточно большой плотности мощности падающего на поверхность сплава лазерного излучения происходит лавинообразный пробой воздуха. При этом возникает сгусток лазерной плазмы сильнопоглощающий лазерный свет. Если этот сгусток быстро удалится от поверхности лопатки, то его ультрафиолетовое излучение че успеет поглотиться поверхностью пера и, следовательно, ее не разрушит. Произойдет полирование поверхности. Если плотность мощности лазерного излучения недостаточна для образования сгустка плазмы, то образуется только облако пара титанового сплава, которое не излучает ультрафиолетовое излучение интенсивно поглощаемое сплавом. При этом также наблюдается полирование поверхности пера лопатки, так как происходит при этом избирательное испарение сплава с локальных выступов и впадин поверхности. Полирование поверхностей титановых деталей приводит к увеличению их усталостной долговечности (Солонина О.П., Жуков С.Л. Пути повышения механических свойств титанового сплава ВТ3 - 1. - М.: ЦИНЭИ, 1962. - 37с.), что является полезным в предложенном способе упрочнения титановых лопаток. Авторами при подготовке заявки проведены исследования по патентной и научно-технической литературе. В результате поиска технические решения, содержащие признаки, отличающие предложение от прототипа, не выявлены. Поэтому считаем, что предложенное техническое решение может быть признано соответствующим критерию "изобретательский уровень". Проводилось упрочнение компрессорных лопаток газотурбинного двигателя, изготовленных из титанового сплава ВТ8. Было испытано семь партий лопаток с нанесенными одинаковыми зазубринами на передних кромках перьев. В каждой партии имелось 7 лопаток. Лопатки испытаны на усталостную долговечность по первой форме колебаний. Наибольшие изгибающие напряжения равнялись 700МПа. Первая партия лопаток испытана в исходном состоянии. Данные сведены в таблицу.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for hardening blades from titanium alloys
Автори англійськоюPetrenko Petro Vasyliovych, Kulish Mykola Yuriiovych, Leonets Victor Adamovych, Pysarenko Heorhii Stepanovych, Bohuslaev Viacheslav Oleksandrovych, Banas Fedir Pavlovych, Luk'ianov Valentyn Semenovych, Hlikson Ihor Leonidovych
Назва патенту російськоюСпособ упрочнения лопаток из титановых сплавов
Автори російськоюПетренко Петр Васильевич, Кулиш Николай Поликарпович, Леонец Виктор Адамович, Писаренко Георгий Степанович, Богуслаев Вячеслав Александрович, Банас Федор Павлович, Лукьянов Валентин Семенович, Гликсон Игорь Леонидович
МПК / Мітки
МПК: C21D 8/00
Мітки: сплавів, зміцнення, спосіб, лопаток, титанових
Код посилання
<a href="https://ua.patents.su/3-15150-sposib-zmicnennya-lopatok-z-titanovikh-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення лопаток з титанових сплавів</a>
Спосіб визначення оптимальної температури нагріву під загартування титанових сплавів
Номер патенту: 1306
Опубліковано: 25.03.1994
Автори: Ошкадьоров Станіслав Петрович, Гріднев Віталій Никифорович, Теруков Андрій Вікторович, Марковський Павло Євгенович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: загартування, визначення, температури, титанових, нагріву, оптимальної, сплавів, спосіб
Формула / Реферат:
Способ определения оптимальной температуры нагрева под закалку титановых сплавов, включающий измерение температуры полиморфного превращения закаливаемого сплава и выбор тсмпературы закалки в зависимости от температуры полиморфного превращения и скорости нагрета, отличающийся тем, что, с целью повышения достоверности определения за счет уменьшения разброса свойств, дополнительно определяют сруктурный параметр а, равный средней толщине частин...
Спосіб дробоструминного зміцнення профіля пера лопаток турбомашин
Номер патенту: 12528
Опубліковано: 28.02.1997
Автори: Благовєщинський Вячеслав Ігоревич, Прітченко Володимир Федорович, Яценко Віктор Кузьмич, Богуслаєв Вячеслав Олександрович
МПК: B24C 1/10
Мітки: пера, профіля, турбомашин, лопаток, зміцнення, спосіб, дробоструминного
Формула / Реферат:
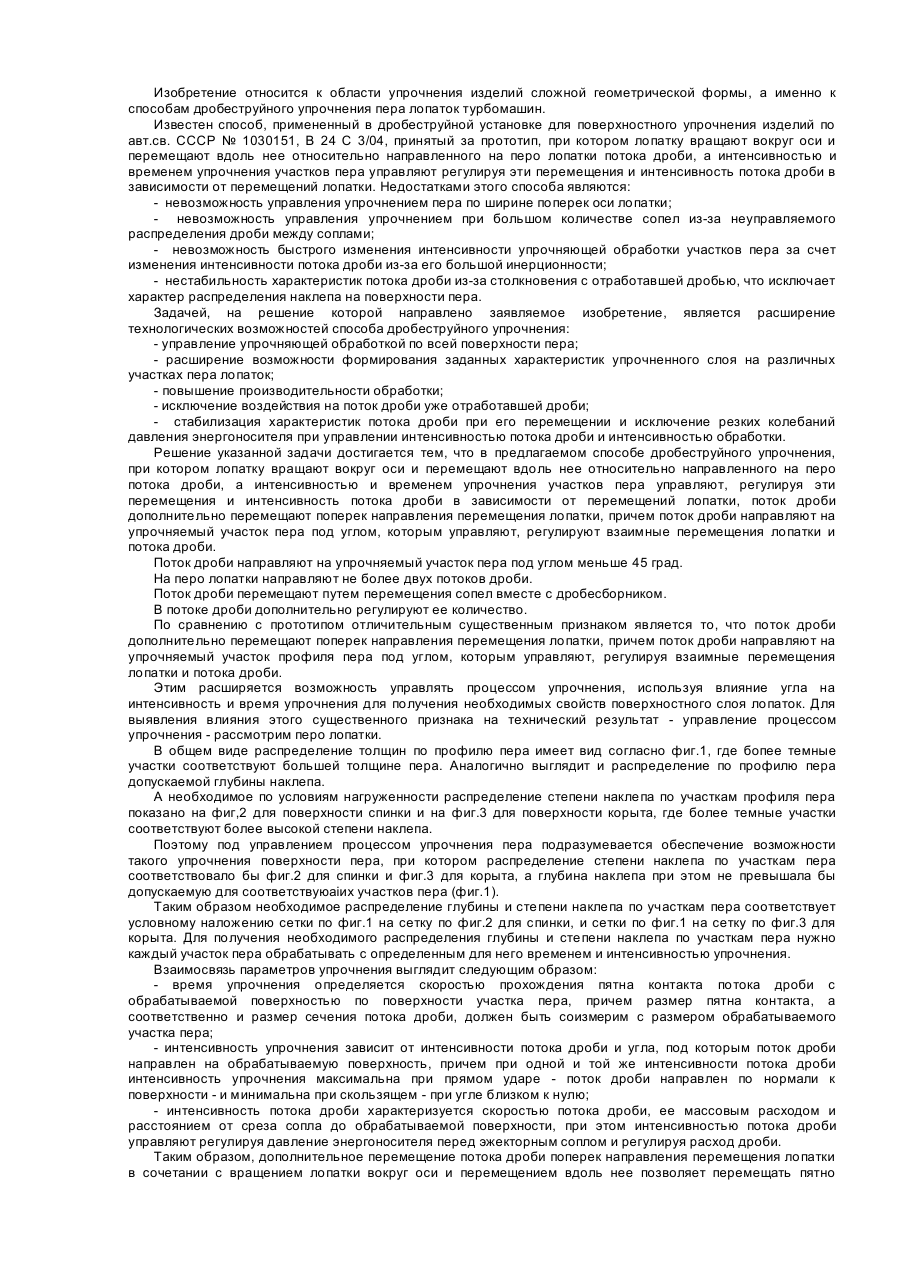
1. Способ дробеструйного упрочнения профиля пера лопаток турбомашин, при котором лопатку вращают вокруг оси и перемещают вдоль нее относительно направленного на перо потока дроби, а интенсивностью и временем упрочнения участков пера управляют, регулируя эти перемещения и интенсивностью потока дроби в зависимости от перемещений лопатки, отличающийся тем, что поток дроби дополнительно перемещают поперек направления лопатки, причем поток...
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1305
Опубліковано: 25.03.1994
Автори: Гріднев Віталій Никифорович, Брун Морис Якович, Смирнов Олексій Михайлович, Єлагина Людмила Олександрівна, Варфоломієва Людмила Василівна, Марковський Павло Євгенович, Свечников Василь Львович, Годін Наум Львович, Ошкадьоров Станіслав Петрович, Івасишин Орест Михайлович
МПК: C22F 1/18
Мітки: титанових, двофазних, термічної, сплавів, спосіб, мартенситного, класу, обробки
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартснситного класса, включающий нагрев под закалку до температуры на 10— 30 °C выше температуры полиморфного превращения, охлаждение до комнатной температуры и отжиг, отличающийся тем, что, с целью повышения уровня механических свойств путем преобразования пластинчатой структуры в глобулярную, нагрев под закалку проводят со скоростью ...
Спосіб зміцнення інструменту з твердих сплавів
Номер патенту: 12597
Опубліковано: 28.02.1997
Автор: Самотугін Сергій Савелович
МПК: C21D 9/22
Мітки: твердих, інструменту, спосіб, зміцнення, сплавів
Формула / Реферат:
Способ упрочнения инструмента из твердых сплавов, включающий поверхностную обработку высококонцентрированным источником нагрева, отличающийся тем, что нагрев при обработке осуществляют до температуры выше окончания расплавления связующей фазы и ниже на 50°С начала расплавления карбидной фазы.
Спосіб термічної обробки двофазних титанових сплавів мартенситного класу
Номер патенту: 1308
Опубліковано: 25.03.1994
Автори: Світов Борис Васильович, Голубев Володимир Вікторович, Гріднев Віталій Никифорович, Смирнов Олексій Михайлович, Івасишин Орест Михайлович, Фрідман Веніамін Гиршович, Ошкадьоров Станіслав Петрович, Баулін Анатолій Вікторович
МПК: C22F 1/18
Мітки: обробки, спосіб, мартенситного, класу, титанових, сплавів, термічної, двофазних
Формула / Реферат:
Способ термической обработки двухфазных титановых сплавов мартенситного класса, включающий отжиг в (a+b) -области, нагрев под закалку со скоростью 25—200 °C/c до температур в интервале на 50 °C ниже и на 150 °C выше температуры полиморфного превращения, закалку и старение, отличающийся тем, что, с целью повышения прочностных свойств и сокращения длительности обработки, старение производят при 650—700 °C с нагревом до этой температуры со...
Попередній патент: Спосіб визначення осмотичних параметрів зародків ссавців
Наступний патент: Глушник, запобігаючий виникненню іскр
Випадковий патент: Система опалення виробничих і побутових приміщень