Спосіб складання деталей типу вал-втулка
Номер патенту: 79689
Опубліковано: 25.04.2013
Автори: Кульбіда Ольга Олегівна, Іщенко Олександр Львович, Михайлов Олександр Миколайович, Фенік Леонід Миколайович

Формула / Реферат
Спосіб складання деталей типу вал-втулка, що включає використання вібруючого стола, розташування базової деталі вздовж осі складання, подаванням деталі, що приєднують, без прикладання зусилля складання, використання направляючої втулки, який відрізняється тим, що базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у положенні під кутом відносно осі складання без додаткових рухів автопошуку, з можливістю її пересування за рахунок коливання базової деталі.
Текст
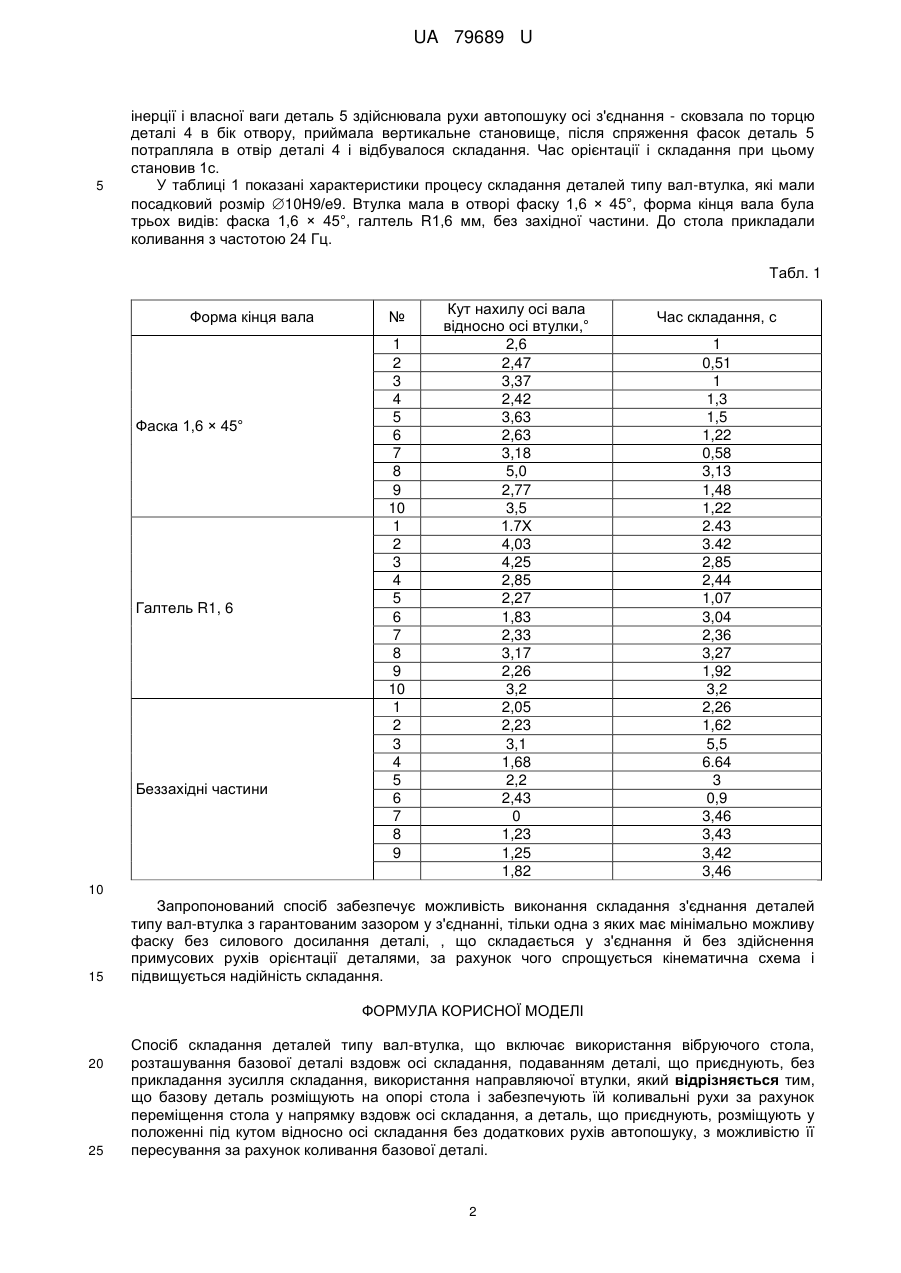
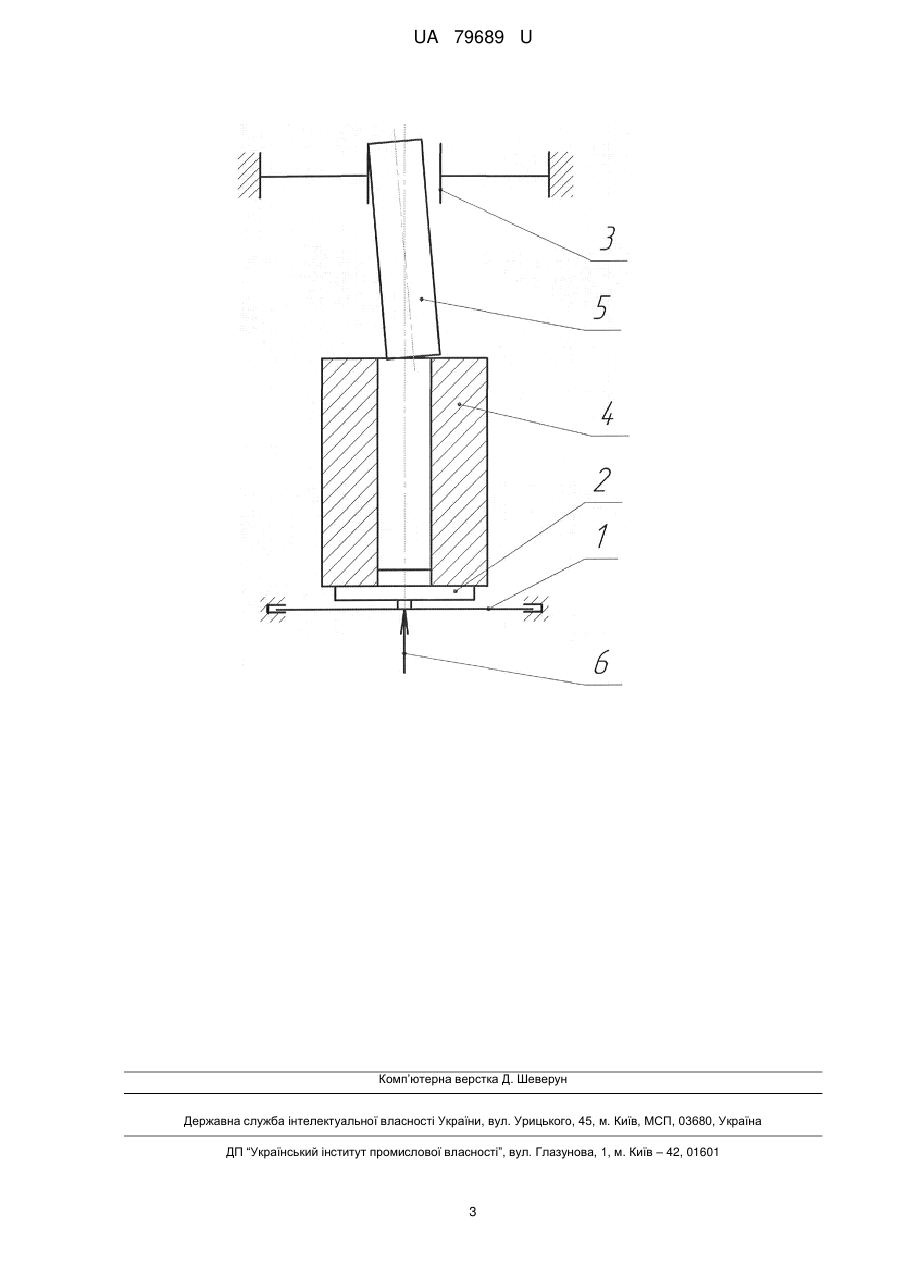
Реферат: Спосіб складання деталей типу вал-втулка включає використання вібруючого стола, розташування базової деталі, подаванням деталі, використання направляючої втулки, розміщення деталі на опорі стола і забезпечення їй коливальних рухів. UA 79689 U (54) СПОСІБ СКЛАДАННЯ ДЕТАЛЕЙ ТИПУ ВАЛ-ВТУЛКА UA 79689 U UA 79689 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, зокрема до механоскладального виробництва і може бути використана для реалізації процесів складання деталей з гарантованим зазором у з'єднанні, наприклад для складання деталей гідро- й пневматичної апаратури. Відомий спосіб складання деталей типу вал-втулка (Патент RU №2423217 СІ МПК В23Р19/04, опубл. 10.07.2011), який містить установку однієї з деталей, переважно вала, похило відносно осі іншої деталі - втулки, упирання одним торцем в кромку отвору втулки з наступним обкатуванням його відносно втулки навколо точок дотику шляхом переміщення другого кінця вала по круговій траєкторії навколо осі отвору втулки з кутовою швидкістю ώ, з одночасним обертанням вала навколо власної осі. Аналог не дозволяє спрощення алгоритму складання тому, що необхідні силове досилання вала у з'єднання й примусові рухи автопошуку деталі, що складається. Найбільш близьким аналогом можна вважати спосіб складання з'єднань типу вал-втулка (Патент RU 2381095 СІ МПК В23Р19/04, В23Р19/10 опубл. 10.02.2010), який містить використання вібруючого стола і подаючого пристрою з затискним пристосуванням, розміщення базової деталі вздовж осі складання, фіксування від зсуву із забезпеченням їй складних коливальних рухів, після чого зусиллям складання забезпечують контакт між торцями деталей, що з'єднуються шляхом зміщення деталі, що складається, під дією коливань базової деталі в бік осі складання до повного суміщення сполучених поверхонь. Базову деталь розміщують на столі, якому забезпечують сукупність складних коливальних рухів одночасно навколо двох взаємно перпендикулярних осей, що лежать в одній площині, коливання основи повідомляють по гармонійних законах зі зрушенням по фазі між осями. Деталь, що складається, при цьому розміщують в затискному пристосуванні з можливістю її адаптивних пружних переміщень щонайменше по двох ступенях свободи і грубо орієнтують вздовж осі складання. Аналог не дозволяє спрощення алгоритму складання тому, що необхідні силове досилання вала у з'єднання й примусові рухи автопошуку деталі, що складається, подавання деталі, що складається, в зону складання з використанням затискного пристосування. Ознаки найбільш близького аналога, які збігаються з істотними ознаками корисної моделі: використання вібруючого стола, розташування базової деталі вздовж осі складання, фіксування її від зсувів, подавання деталі, що приєднують, без прикладання зусилля складання через направляючу втулку. В основу корисної моделі поставлена задача удосконалення способу складання деталей типу вал-втулка, в якому за рахунок того, що базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у положенні відносно осі складання без додаткових рухів автопошуку, з можливістю її пересування за рахунок коливання базової деталі забезпечується досягнення технічного результату - спрощення алгоритму складання й збільшення надійності складання. Поставлена задача вирішується тим, що спосіб складання деталей типу вал-втулка, що містить використання вібруючого стола, направляючої втулки, розташування базової деталі вздовж осі складання, фіксування її від зсувів, подаванням деталі, що приєднують, без прикладання зусилля складання, згідно з корисною моделлю, базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у положенні відносно осі складання без додаткових рухів автопошуку, з можливістю її пересування за рахунок коливання базової деталі. Причинно-наслідковий зв'язок ознак, які складають суть корисної моделі і результат, що досягається, пояснюються наступним. Завдяки переміщенням стола, на якому розташована базова деталь, процес складання відбувається при розташуванні осі деталі, що складається під кутом відносно осі складання без виконання примусового руху автопошуку, при наявності мінімально можливої фаски тільки у однієї з деталей. Приклад: Суть корисної моделі пояснюється кресленням, де на фіг. 1 - загальна схема складання. На столі малої товщини 1, яка виконує функцію пружного елемента, на опорі 2 розміщували базову деталь 4, яка мала в отвір розміром 10Н9 з фаскою 1,6 × 45. Деталь 5, що приєднують розміром 10е9, яка мала форму кінця вала - фаска 1,6 × 45°, без прикладання зусилля складання подавали через направляючу втулку 3 в зону складання. Кут нахилу осі деталі 5 відносно осі деталі 4 при цьому склав 2,6°. Процес складання здійснювали за допомогою прикладання ударних навантажень з частотою 24Гц у напрямку вздовж осі складання 6, які деформували стіл 1, що призводило до коливань розташованої на ньому деталі. За рахунок сил 1 UA 79689 U 5 інерції і власної ваги деталь 5 здійснювала рухи автопошуку осі з'єднання - сковзала по торцю деталі 4 в бік отвору, приймала вертикальне становище, після спряження фасок деталь 5 потрапляла в отвір деталі 4 і відбувалося складання. Час орієнтації і складання при цьому становив 1с. У таблиці 1 показані характеристики процесу складання деталей типу вал-втулка, які мали посадковий розмір 10Н9/е9. Втулка мала в отворі фаску 1,6 × 45°, форма кінця вала була трьох видів: фаска 1,6 × 45°, галтель R1,6 мм, без західної частини. До стола прикладали коливання з частотою 24 Гц. Табл. 1 Форма кінця вала Фаска 1,6 × 45° Галтель R1, 6 Беззахідні частини № 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 10 1 2 3 4 5 6 7 8 9 Кут нахилу осі вала відносно осі втулки,° 2,6 2,47 3,37 2,42 3,63 2,63 3,18 5,0 2,77 3,5 1.7Х 4,03 4,25 2,85 2,27 1,83 2,33 3,17 2,26 3,2 2,05 2,23 3,1 1,68 2,2 2,43 0 1,23 1,25 1,82 Час складання, с 1 0,51 1 1,3 1,5 1,22 0,58 3,13 1,48 1,22 2.43 3.42 2,85 2,44 1,07 3,04 2,36 3,27 1,92 3,2 2,26 1,62 5,5 6.64 3 0,9 3,46 3,43 3,42 3,46 10 15 Запропонований спосіб забезпечує можливість виконання складання з'єднання деталей типу вал-втулка з гарантованим зазором у з'єднанні, тільки одна з яких має мінімально можливу фаску без силового досилання деталі, , що складається у з'єднання й без здійснення примусових рухів орієнтації деталями, за рахунок чого спрощується кінематична схема і підвищується надійність складання. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб складання деталей типу вал-втулка, що включає використання вібруючого стола, розташування базової деталі вздовж осі складання, подаванням деталі, що приєднують, без прикладання зусилля складання, використання направляючої втулки, який відрізняється тим, що базову деталь розміщують на опорі стола і забезпечують їй коливальні рухи за рахунок переміщення стола у напрямку вздовж осі складання, а деталь, що приєднують, розміщують у положенні під кутом відносно осі складання без додаткових рухів автопошуку, з можливістю її пересування за рахунок коливання базової деталі. 2 UA 79689 U Комп’ютерна верстка Д. Шеверун Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of assembling parts such as shaft-sleeve
Автори англійськоюKulbida Olha Olehivna, Fenik Leonid Mykolaiovych, Ischenko Oleksandr Lvovych, Mykhailov Oleksandr Mykolaiovych
Назва патенту російськоюСпособ сборки деталей типа вал-втулка
Автори російськоюКульбида Ольга Олеговна, Феник Леонид Николаевич, Ищенко Александр Львович, Михайлов Александр Николаевич
МПК / Мітки
МПК: B23P 19/04
Мітки: вал-втулка, деталей, типу, складання, спосіб
Код посилання
<a href="https://ua.patents.su/5-79689-sposib-skladannya-detalejj-tipu-val-vtulka.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання деталей типу вал-втулка</a>
Спосіб складання деталей типу вал-втулка та пристрій для його реалізації
Номер патенту: 86571
Опубліковано: 12.05.2009
Автор: Зайцев Олексій Дмитрович
МПК: B23P 19/08, B23P 19/06
Мітки: складання, типу, вал-втулка, спосіб, пристрій, деталей, реалізації
Формула / Реферат:
1. Спосіб складання ламких прецизійних деталей типу вал-втулка, який відрізняється тим, що деталі, що підлягають складанню, розміщують коаксіально в горизонтальній площині на мінімальній відстані одна від другої, обом деталям надають поступального руху в технологічному потоці, в процесі якого в охоплюючій деталі створюють вакуум.2. Пристрій для складання ламких прецизійних деталей типу вал-втулка, який містить каркас, встановлений на...
З’єднання деталей машин типу вал-втулка
Номер патенту: 5051
Опубліковано: 15.02.2005
Автори: Піпа Борис Федорович, Ловейкіна Світлана Олексіївна, Павленко Георгій Іванович
МПК: F16B 21/00
Мітки: вал-втулка, деталей, машин, типу, з'єднання
Формула / Реферат:
З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулки, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною з переходом в кінці робочої поверхні з меншим діаметром в циліндричну з різьбою.
З’єднання деталей машин типу вал-втулка
Номер патенту: 20611
Опубліковано: 15.02.2007
Автори: Павленко Георгій Іванович, Хомяк Олег Миколайович, Піпа Борис Федорович
МПК: F16B 21/00
Мітки: деталей, типу, вал-втулка, з'єднання, машин
Формула / Реферат:
1. З'єднання деталей машин типу вал-втулка, що містить вал з робочою поверхнею та деталь типу втулка, встановлену на робочій поверхні вала, яке відрізняється тим, що робоча поверхня вала виконана конічною.2. З'єднання деталей машин типу вал-втулка за п. 1, яке відрізняється тим, що конусність робочої поверхні вала задовольняє умові:де:
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19865
Опубліковано: 25.12.1997
Автори: Вишневський Євген Петрович, Крисанов Сергій Олексійович, Крисанов Олексій Федорович, Ващенко Олександр Костянтинович, Коваленко Алим Яковлевич
МПК: B23P 11/02
Мітки: деталей, вал-втулка, спосіб, нерухомого, з'єднання, типу
Формула / Реферат:
1. Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на. вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей прокатки втулки.2. Способ по п. 1, отличающийся тем, что осуществляют пилигримовую прокатку,
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19861
Опубліковано: 25.12.1997
Автори: Крисанов Сергій Олексійович, Козловський Альфред Іванович, Лапідус Борис Львович, Махотін Георгій Олександрович, Кірсанов Володимир Михайлович, Шевченко Анатолій Іванович, Сливкін Вячеслав Миколайович
МПК: B23P 11/02
Мітки: типу, з'єднання, нерухомого, спосіб, вал-втулка, деталей
Формула / Реферат:
Способ неподвижного соединения деталей типа вал-втулка, включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, отличающийся тем, что перед нагревом втулки, на поверхности вала создают шероховатость с высотой неровностей равной 40-160 мкм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки.
Попередній патент: Спосіб створення інбредних ліній цибулі ріпчастої
Наступний патент: Спосіб інфузійної терапії у хворих з ознаками абдомінального сепсису
Випадковий патент: Настільна гра