Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19861
Опубліковано: 25.12.1997
Автори: Козловський Альфред Іванович, Лапідус Борис Львович, Сливкін Вячеслав Миколайович, Шевченко Анатолій Іванович, Махотін Георгій Олександрович, Кірсанов Володимир Михайлович, Крисанов Сергій Олексійович
Формула / Реферат
Способ неподвижного соединения деталей типа вал-втулка, включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, отличающийся тем, что перед нагревом втулки, на поверхности вала создают шероховатость с высотой неровностей равной 40-160 мкм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки.
Текст
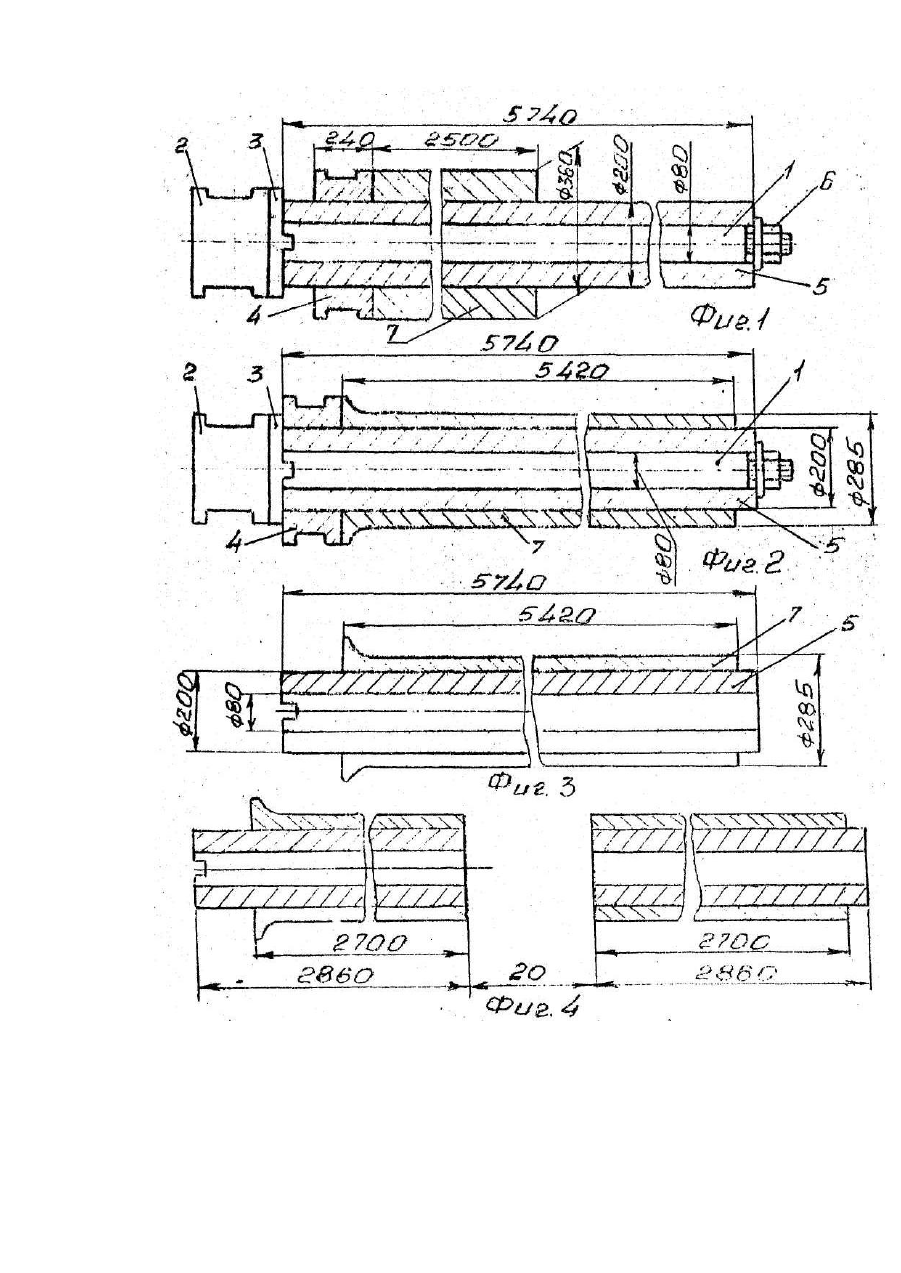
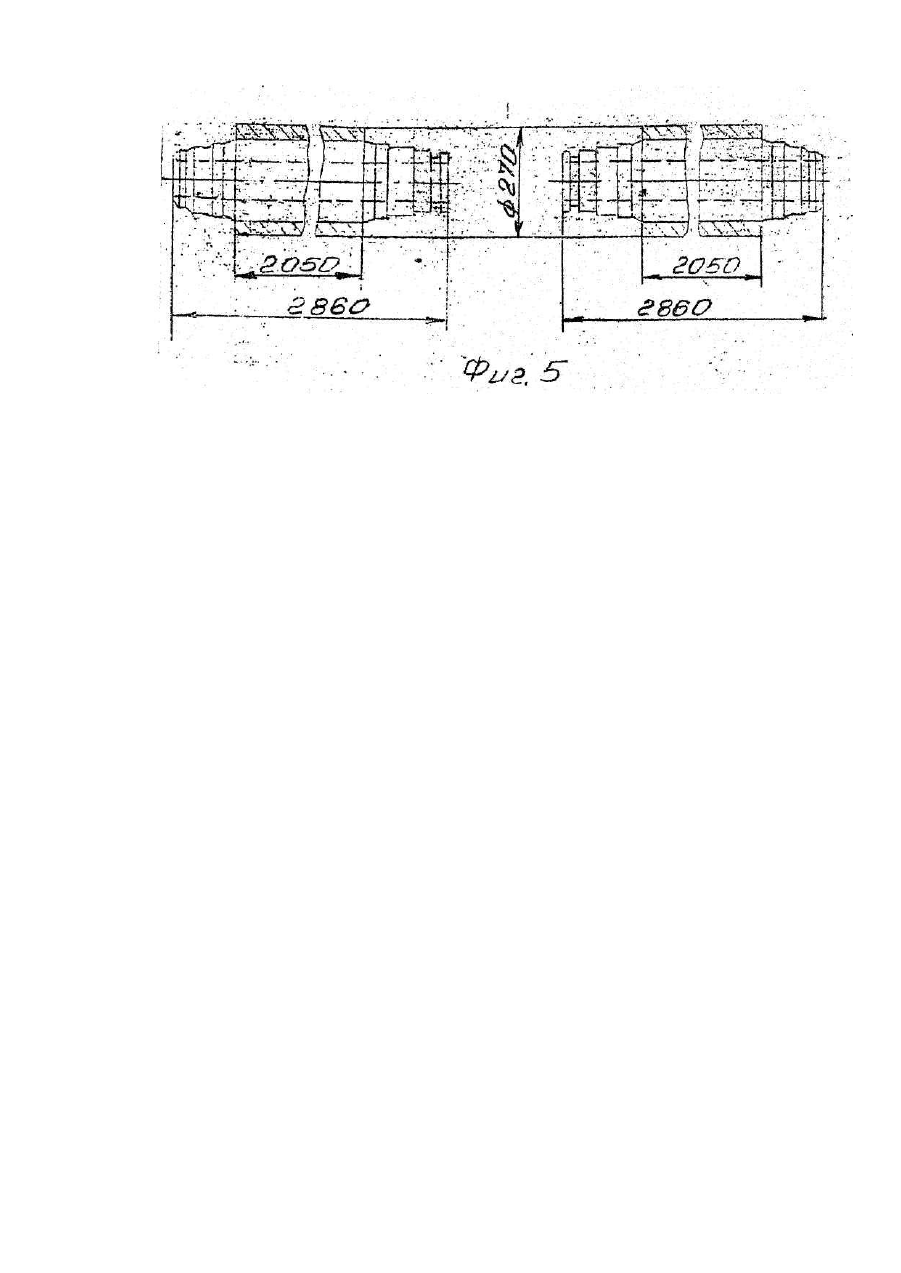
Изобретение относится к механосборочным работам и может быть использовано в металлургии для нужд машиностроения и ремонтного производства при создании и восстановлении неподвижных соединений типа "вал-втулка" (охва тываемая и охватывающая детали), необходимо эксплуатируемых в металлургии и машиностроении. Известен способ получения неразъемных прессовых соединений деталей типа "вал-втулка" [1]. Этот способ заключается в нагреве втулки до ковочной температуры, установке во втулку вала и последующей выдержке соединения до выравнивания температуры соединяемых деталей. При этом для повышения качества и надежности полученных соединений производят нагрев части втулки, ограниченной радиусами, величину угла j между которыми определяют из следующего соотношения: где d - заданная величина натяга в соединении; a - коэффициент линейного расширения материала втулки; D - внутренний диаметр втулки; Т - температура нагрева втулки, а после установки вала во втулку производят пластическое деформирование последней до ликвидации зазора между соединяемыми деталями. Любой способ соединения деталей с натягом (и прототип в том числе) предполагает в обязательном порядке, во-первых, предварительную многооперационную механическую обработку посадочных поверхностей обеих деталей (в том числе глубокую расточку втулки при значительной ее длине) и, во-вторых, запрессовывание одно в другую. Известный способ соединения с натягом имеет следующие недостатки: необходимость предварительной проточки вала и расточки втулки с высокой степенью точности сопрягаемых поверхностей, что практически очень сложно и даже невозможно выполнить, особенно при значительной длине последних, в массовом поточном производстве соединений; при значительной длине сопрягаемых поверхностей возникают трудности выполнения их предварительной центровки перед посадкой, перекосы же при посадке приводят к заклиниванию в соединении соединяемых деталей и к последующей полной браковке соединений. Любой известный способ соединения имеет следующие недостатки: 1. Низкие прочность и несущую способность соединения из-за отсутствия проникновения металла одной детали в металл другой: 1.1. затекание не происходит, потому что некуда затекать, ибо нет углублений; 1.2. поверхностного взаимного проникновения не происходит из-за гладкости шлифованных посадочных поверхностей (а если не шлифовать, то никаким усилием не удается запрессовывание) и также из-за отсутствия условий, обеспечивающих взаимопроникновение металлов. 2. Значительную трудоемкость и низкую производительность по причине: 2.1. многоминутной и даже многочасовой продолжительности каждой операции механической обработки (например и особенно расточки) посадочной (внутренней) поверхности; 2.2, множества продолжительных операций механической обработки и центровки. 3. Значительную металлоемкость (неоправданно высокий расход металла) из-за операций механической обработки посадочных поверхностей, при которых много металла переводится в стружку и из-за отбраковки соединений при перекосах и заклиниваниях в процессе центровки. Что касается непосредственно и только способа-прототипа, то перечисленные недостатки значительно усугубляются в нем следующим образом. 4. Ме ханическое и холодное хомутное скрепление-зажатие втулки с валом (хоть оно и с замком нагревательно-пластически-деформационного действия) по своей прочности и несущей способности тем более слабое, т.к. усилие (указанного действия) в поперечном сечении все равно направлено всего лишь тангенциально -по касательной к окружности вала, взаимовдавливание контактных слоев втулки и вала (взаимопроникновение металла) есть только (если еще оно есть) в одной точке - в центре угла сектора деформации и нет диффузии эти х слоев. Нагрев и тангенциальная пластическая деформация прессования (подгибки-прижатия) только части втулки (без утонения стенки), ограниченной ее сектором с заданной величиной его угла (р. 4.1. не обеспечивают пластического сцепления деталей и не создают взаимопроникновение и диффузию контактных слоев, а обеспечивают всего лишь холодную подгибку (по принципу работы хомута) и механическое с натягом, неравномерное по окружности прижатие кольца втулки к охватываемому ею току вала; 4.2. гарантируют овализацию сечения трубы в связи с деформацией втулки в штампе подгибкой по схеме одноосно-однолинейного сжатия (при такой схеме круг практически никак не получится), а, значит, реальное касание-сцепление деталей (под воздействием пластической деформации) обеспечивается не более, чем по двум продольных линиям; 4.3. создают концентраторы напряжения - температурного (индукционно нагревается только сектор втулки) и механического (пластически деформируется - прессуется только сектор втулки) - особенно на границах обогреваемого и прессуемого сектора с остальной частью втулки, что создает неравномерное сцепление вообще и гарантирует на этих границах ранние продольные трещины втулки, снижение прочности и долговечности как самой втулки, так и соединения. 5. В известном способе "...производят пластическое деформирование втулки до ликвидации зазора между соединяемыми деталями", - что означает порождение технической проблемы слежения за моментом ликвидации, необходимость создания специальных технических средств слежения, снижение производительности способа и т.д., - и все эти хлопоты ради всего лишь холодного механического хомутового крепления втулки к валу, т.е. во имя слабого соединения в основном на чисто механическом натяге, к тому же неравномерном по окружности в сечении. 6. В связи с необходимостью изготовления сопрягаемых деталей по посадке Н8/h8 возникает надобность в механической обработке сопрягаемых поверхностей со всеми вытекающими отсюда последствиями, изложенными и раскритикованными выше, в п.3 раздела критики. 7. Но, с др угой стороны, далеко не при любой исходной шероховатости (контактной с втулкой) посадочной поверхности вала обеспечиваются эффективно достаточные прочность, несущая способность и долговечность неподвижного соединения деталей типа "вал-втулка". Такое влияние шероховатости определяет, соответственно, эффективное или неэффективное заполнение металлом втулки впадин неровностей наружного слоя вала, вызывающее естественно и соответственно, крепкое и долговечное или противоположное по качеству сцепление сопрягающихся слоев втулки и вала. Сцепление же качественно характеризуется таким количественным физическим критерием, как фактическая площадь контактирования поверхностей (в дальнейшем "ФПКП") выступов и впадин втулки и вала, а также однородностью (чистотой, без загрязняющих инородных включений) металла втулки, заполнившего впадины неровностей вала. ФПКП определяется следующими физическими факторами (в дальнейшем "ФФ"): ФФ1. объемом заполненной части полости каждой из впадин; ФФ2. содержанием в этом объеме (в металле втулки во впадинах вала) загрязняющих инородных включений-обломков и осколков срезанных вершин неровностей вала. Однородность (или неоднородность) металла втулки (во впадинах вала) определяется фактором 2 (см.чуть вы ше). Естественно, что, чем больше по величине ФФ1,тем больше ФПКП, крепче и долговечнее сцепление сопрягающихся слоев втулки и вала и выше прочность и несущая способность неподвижного соединения деталей, и наоборот. Естественно также, что, чем больше по величине ФФ2, тем меньше ФПКП, больше неоднородность, слабое взаимно скрепляющая способность контактной зоны сопрягающихся слоев втулки и вала, слабое их сцепление и ниже прочность и несущая способность неподвижного соединения вала и втулки. Основным недостатком известного способа является то, что этот способ не устанавливает той конкретной шероховатости, при которой ФФ1 и ФФ2 оптимальным образом обеспечивали бы прочность и несущую способность неподвижного соединения вала и втулки. В целом известный способ имеет следующие недостатки. 1. Низкие прочность и несущую способность неподвижного соединения. 2. Низкую эксплуатационную надежность, недолговечность и малый ресурс работоспособности соединения из-за фактора ближайшего предыдущего п.1. 3. Значительное коэффициентное расхождение металла, энергии и трудозатрат из-за их же повышенных потерь, неизбежных при изготовлении непрочных, ненадежных и недолговечных неподвижный соединений вала и втулки. Целью настоящего изобретения является повышение прочности, несущей способности и долговечности соединения за счет заполнения металлом втулки впадин неровностей наружной поверхности вала. Поставленная цель достигается тем, что в способе неподвижного соединения деталей типа "вал-втулка", включающем нагрев втулки, установку ее на вал, пластическое деформирование втулки и охлаждение соединенных деталей, перед нагревом втулки, на поверхности вала обеспечивают шероховатость с высотой неровностей, равной 40-160 мм, а пластическое деформирование втулки осуществляют путем горячей пилигримовой прокатки. В известном способе и в предлагаемом изобретении есть еще один ФФ, т.е. уже ФФЗ, серьезно влияющий на реализацию ФФ1.ФФЗ - это возможное загибание вершин неровностей вала усилием пластической деформации, пластическим течением деформируемого металла и линейным сжатием последнего при остывании после прокатки. Это загибание вызывает полное или частичное перекрытие течению металла втулки на входе в полость впадин вала, которое, в свою очередь, приводит к такому (полному или частичному) восполнению названных полостей, к резкому уменьшению объема металла втулки во впадинах в последних и к значительному сокращению ФПКП со всеми отрицательными, притом усугубленными последствиями минимального ФФ1 для соединения. Если в известном способе параметры исходной шероховатости посадочной (для втулки) поверхности вала находятся вне поля зрения и учета (что приводит к большим потерям металла, энергии и труда на производстве малопрочных, недолговечных и ненадежных соединений вала и втулки), т.к. известный способ не устанавливает (для гарантированной прочности и долговечности соединений) конкретного оптимального диапазона этих параметров (Rz), то предлагаемое изобретения такой диапазон устанавливает (для процесса прокатки) в его естественной причинно-следственной связи с фактическими свойствами и особенностями процесса заполнения впадин поверхности вала пластически текущим металлом втулки при ее прокатке и остывании на валу. При этом первооснова причинно-следственной связи параметров Rz=40-160мм с целью изобретения - это режим наибольшего благоприятствования всем трем ФФ. Нафиг.1 показана схема осуществления способа, исходное положение; на фиг.2 -стадия осуществления и окончания горячей прокатки заготовки (гильзы) втулки на полом валу, в свою очередь, надетом и жестко закрепленном на дорне; на фиг.3 - стадия охлаждения на воздухе многоштучной (двух-штучной) заготовки соединения с прокатанной на валу охватывающей деталью после снятия с дорна; на фиг.4 - стадия разрезки двухштучной охлажденной заготовки соединения на две одноштучные заготовки неподвижных соединений типа "вал-втулка"; на фиг.5 - два готовы х неподвижных соединения типа "вал-втулка", Сущность предлагаемого способа состоит в том, что после предварительного обеспечения шероховатости (в пределах Rz = 40—160 мкм) контактной с втулкой, посадочной поверхности вала, после нагрева втулки, точнее говоря, ее заготовки (гильзы), до температуры ее горячего пластического деформирования прокатными валками ее устанавливают (надевают) на вал, затем осуществляют на пильгерстане горячую пилигримовую прокатку первой на втором с уменьшением наружного диаметра и толщины стенки первой и после прокатки их охлаждают в сборе, например, в естественной среде - на воздухе. Возникающая в процессе горячей пилигримовой прокатки пластическая деформация нагретой втулки и принудительное, силовое вдавливание внутреннего поверхностного слоя пластической втулки в наружный поверхностный слой холодного твердого вала интенсифицируют процесс ползучести поверхностного слоя первой в поверхностный слой второго и приводят к затеканию металла втулки в микроскопические по величине естественные углубления, имеющиеся на шероховатой поверхности вала. Вал - это катанная труба (без специальной механической обработки) с исходной шероховатостью Rz = =120-125 мкм. После окончания прокатки в естественно охлаждающемся соединении детали еще плотнее и сильнее сцепляются за счет интенсивного линейного сужения и сжатия остывающей (исходно нагретой)' наружной ОД (охватывающей детали) вокруг исходно холодной и поэтому практически не уменьшающейся в размерах внутренней (схватываемой) детали (вала). В процессе прокатки и затем остывания втулки (благодаря обеспечению исходной шероховатости посадочной поверхности вала в пределах Rz = 40-160 мкм происходит оптимальное заполнение металлом втулки впадин естественных неровностей наружного слоя вала. Пример. На подвижное соединение деталей типа "вал-втулка" производят на пилигримовом стане 5-12 с помощью опытно-промышленного прокатного дорнового устройства, состоящего из дорна 1, дорнового замка 2, стопорной шайбы 3 и дорнового кольца 4, при этом первые три узла жестко скреплены между собой, а кольцо 4 свободно может перемещаться по поверхности полого холодного вала 5, с зазором надетого на дорн 1 до упора одним своим торцом и поперечной прорезью соответственно в торец и выступ шайбы 3 и прижатого к последним резьбовым креплением 6 на другом конце дорна. Предлагаемый способ осуществили следующим образом. Нагретую до температуры 1140-1180°С заготовку втулки 7 свободно, с зазором 5-7мм надели - установили на полый вал 5 до упора ее торцом в дорновое кольцо 4. При этом полый вал 5 - из ст.20 ГОСТ 1050-74 - катанная труба с исходной (без специальной механической обработки) шероховатостью Rz- 120-125 мкм, а заготовка (гильза) втулки 7 - из ст. Х12; Х15 ГОСТ 5632-72. После установки заготовки втулки 7 на полый вал 5 с наружным диаметром 200 мм, надетый и закрепленный на дорне 1, ее подвергают горячей пилигримовой прокатке с размера 360мм х 80мм при длине 2500мм до размера 285мм х 42,5мм при длине 5420мм (см.фиг. 1-3). Окончив прокатку, отсоединяют дорн 1 от дорнового замка 2 и стопорной шайбы 3, после чего с дорна 1 снимают и потом охлаждают на воздухе соединение прокатанной втулки 7 с полым валом 5 (см.фиг.3). Для оправки и для наглядности преимуществ способа необходимо отметить, что после охлаждения соединения типа "вал-втулка" производят разрезку длинной исходной - двойной заготовки соединения на две части (см.фиг.4), каждая из которых является заготовкой для одного изделия "вал-втулка", а после этого выполняют все необходимые окончательные операции механической (наружной) обработки (обточки) каждой штучной заготовки соединения и получают два, го товых к эксплуатации, соединения (см.фиг.5). В этом контексте в предлагаемом способе экономически и технически (выше и проще достигается точность центровки втулки и вала) целесообразно изготовление (с прокаткой) длинной, многометровой и многоштучной заготовки соединения, а в известном способе с запрессованием или с посадкой с изначальным зазором, наоборот (см. в разделе критики трудности глубокой расточки и центровки вала и втулки, если они длинные). Таким образом, производительность в предлагаемом способе повышается не только за счет быстроты прокатки (в противовес длительности глубокой расточки, обточки, центровки и других механических операций), но и за счет возможности прокатки многоштучного цельного соединения (втулки на валу) с одних общих операций нагрева, установки, снятия с дорна, охлаждения и даже дальнейшей общей обточки втулки снаружи (в примере с послепрокатного 0285мм на окончательный рабочий диаметр втулки 0270 мм). По сравнению с любым известным способом прессового соединения (с натягом или с зазором при посадке), предлагаемый способ соединения горячей прокаткой втулки на валу имеет следующие преимущества. 1. Повышение прочности и несущей способности соединения. 2. Снижение трудо-, знерго- и металлоемкости способа и повышение его производительности, т.к. исчезла надобность в предварительной механической обработке втулки и вала, (в глубокой расточке втулки, например), в центровке втулки и вала, в запрессовывании, тем более, что запрессовывание или даже свободное (с зазором) насаживание втулки в десятки или несколько раз менее производительная операция, чем ее горячая пилигримовая прокатка. 3. Особо важное значение снижение металлоемкости приобретает при втулке из дорогостоящегр материала, например, из высоколегированной стали. 4. Расширение диапазона технологических возможностей способа - за счет сочетания технологичности и высокой несущей способности-прочности соединения с незаменимостью способа - при необходимости надежно неподвижного соединения или длинномерного, или крупнодиаметрального, или при тонкостенности (к особотонко-стенности) втулки, или высоком пределе прочности (и низком пределе текучести) ее материала, или при дороговизне последнего, или при всех эти х факторах, частично или полностью вместе взятых. За базовый, а точнее, за сравнительный объект принят известный способ неподвижного соединения деталей типа "вал-втулка", включающий подготовку и х контактных поверхностей (обточку длинного вала, глубокую расточку втулки, шлифо вание, другие виды механической обработки и их совместную центровку перед сборкой), затем нагрев втулки до 400°С, потом сборку-установку втулки на вал с зазором, и, наконец, охлаждение соединения с образованием натяга в результате его. Ожидаемый годовой экономический эффект от внедрения предлагаемого способа составляет 489,576 тыс.руб. и достигн ут за счет экономии металла благодаря устранению его потерь на стружку и в результате отбраковки после операций глубокой расточки и центровки, а также благодаря снижению потерь металла путем повышения прочности, несущей способности к долговечности соединений. Кроме того, производительность способа повысилась в 500 раз, что при расчете экономического эффекта пока не учтено. Сравнение двух способов неподвижного соединения деталей типа "вал-втулка" -без обеспечения и с обеспечением регламентируемой изобретением шероховатости посадочной поверхности вала в пределах R z = 40-160 мкм показало, что во втором случае (с обеспечением) прочность и несущая способность соединения выше, чем в первом (без обеспечения): при испытании на крутящий момент соответственно в 1,83-2,0 раза; по наличию трещин после охлаждения -в 1,25-2,25 раза. Если за базовый (сравнительный) объект принять "Способ неподвижного соединения деталей типа "валвтулка", осуществляемый горячей пилигримовой прокаткой втулки на валу без обеспечения его посадочной поверхности шероховатостью в пределах Rz = 40-160 мкм, то, по сравнению с ним, внедрение предлагаемого изобретения позволяет достигнуть ожидаемый годовой экономический эффект в сумме 262,805 тыс.рублей благодаря снижению потерь металла, энергии и труда при изготовлении непрочных, ненадежных и недолговечных соединений путем повышения их прочности, несущей способности и долговечности посредством регламентации шероховатости поверхности вала такими величинами ее впадин и выступов, при которых пластичный металл втулки при прокатке наилучшим образом заполняет впадины неровностей вала.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of fixed connection of components of “shaft-bushing” type
Автори англійськоюKozlovskyi Alfred Ivanovych, Kyrsanov Volodymyr Mykhailovych, Slyvkin Viacheslav Mykolaiovych, Makhotin Heorhii Oleksandrovych, Krysanov Serhii Oleksiiovych, Lapidus Borys Lvovych, Shevchenko Anatolii Ivanovych
Назва патенту російськоюСпособ неподвижного соединения деталей типа «вал-втулка»
Автори російськоюКозловский Альфред Иванович, Кирсанов Владимир Михайлович, Сливкин Вячеслав Николаевич, Махотин Георгий Александрович, Крисанов Сергей Алексеевич, Лапидус Борис Львович, Шевченко Анатолий Иванович
МПК / Мітки
МПК: B23P 11/02
Мітки: вал-втулка, з'єднання, нерухомого, спосіб, типу, деталей
Код посилання
<a href="https://ua.patents.su/6-19861-sposib-nerukhomogo-zehdnannya-detalejj-tipu-val-vtulka.html" target="_blank" rel="follow" title="База патентів України">Спосіб нерухомого з’єднання деталей типу “вал-втулка”</a>
Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Номер патенту: 19858
Опубліковано: 25.12.1997
Автори: Крисанов Сергій Олексійович, Крисанов Олексій Федорович, Сливкін Вячеслав Миколайович, Пахомов Генадій Юхимович, Чернявський Анатолій Олександрович, Лапідус Борис Львович
МПК: B23P 11/02
Мітки: деталей, типу, спосіб, вал-втулка, з'єднання, нерухомого
Формула / Реферат:
Способ неподвижного соединения деталей типа "вал-втулка", включающий нагрев втулки, установку ее на вал, пластическое деформирование втулки, охлаждение соединенных деталей, отличающийся тем, что пластическое деформирование осуществляют путем горячей пилигримовой прокатки, причем прокатку ведут до соотношения толщины стенки втулки к ее наружному диаметру, равному более 0,167.
Спосіб виготовлення з’єднання деталей
Номер патенту: 12156
Опубліковано: 25.12.1996
Автор: Матвієнко Валерій Андрійович
МПК: F16B 19/04
Мітки: спосіб, з'єднання, деталей, виготовлення
Формула / Реферат:
Способ изготовления соединения деталей, включающий изготовление соединяемых деталей, стержня с закладной головкой и поперечным рифлением на свободном конце и обжимной цилиндрической втулки с коническим пояском, выполнение в соединяемых деталях отверстий под стержень, совмещение упомянутых отверстий и установку в них стержня, установку обжимной втулки коническим пояском в сторону соединяемых деталей и создание условий обжатия стержня и...
Спосіб виготовлення деталей типу відводів і пристрій для його втілення
Номер патенту: 9463
Опубліковано: 30.09.1996
Автори: Павлов Ігор Васільович, Кохан Леонід Тимофійович, Венцьковський Олександр Віталійович
МПК: B21C 37/15
Мітки: типу, виготовлення, відводів, пристрій, деталей, втілення, спосіб
Формула / Реферат:
1. Способ изготовления деталей типа отводов путём выполнения в трубчатой заготовке отверстия, формообразования в зоне, прилегающей к отверстию выступа, формования на его торцовом участке вогнутой поверхности, а также отбортовки отверстия и калибровки детали, отличающийся тем, что, с целью повышения качества получаемых деталей, формообразование выступа осуществляют в две стадии, первую из которых производят одновременно с оформлением на его...
Спосіб з’єднання деталей з натягом
Номер патенту: 20374
Опубліковано: 15.07.1997
Автори: Білошенко Віктор Олександрович, Варюхін Віктор Миколайович
МПК: F16B 4/00
Мітки: натягом, з'єднання, деталей, спосіб
Формула / Реферат:
Способ соединения деталей с натягом, включающий сопряжение соединяемых деталей торцами, размещение на концевых участках сопряженных деталей охватывающей их втулки и нагрев втулки до образования натяга, отличающийся тем, что втулку выполняют из полимерного материала путем деформации цилиндрической заготовки одноосным сжатием на 40-60% и последующим выполнением в ней отверстия заданного диаметра, ось которого совпадает с осью...
Гідросистема механізму затиску деталей контактної стикової зварювальної машини кліщового типу
Номер патенту: 315
Опубліковано: 30.04.1993
Автори: Голомовзюк Іван Корнійович, Кучук-Яценко Сергій Іванович, Кривенко Валерій Георгійович
МПК: B23K 11/04
Мітки: кліщового, механізму, типу, деталей, зварювальної, стикової, контактної, гідросистема, затиску, машини
Формула / Реферат:
Формула изобретенияГидросистема механизма зажатия деталей контактной стыковой сварочной машины клещевого типа, содержащая установленные на подвижной и неподвижной плитах машины гидравлические цилиндры зажатия свариваемых деталей, штоковая и бесштоковая полости которых соединены через реверсивный золотник с нагнетающей и сливной магистралями, отличающаяся тем, что, с целью расширения диапазона регулирования работы гидроцилиндра зажатия,...
Попередній патент: Спосіб автоматичного регулювання співвідношення “паливо-повітря” в багатозонній печи
Наступний патент: Спосіб нерухомого з’єднання деталей типу “вал-втулка”
Випадковий патент: Спосіб зневоднення твердих речовин зернової барди