Спосіб лазерно-ультразвукової фінішної обробки
Номер патенту: 80089
Опубліковано: 13.05.2013
Автори: Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович, Лесик Дмитро Анатолійович


Формула / Реферат
1. Спосіб лазерно-ультразвукової фінішної обробки, при якому одночасно нагрівається поверхневий шар деталі лазерним випромінюванням, яке фокусується лінзою та об'ємом прозорої деформуючої кулі в пляму визначеного діаметра в місці її контакту з оброблюваною поверхнею деталі, який відрізняється тим, що термодеформаційну оздоблювально-зміцнювальну обробку здійснюють суміщеною тепловою дією лазерного випромінювання, сфокусованого спеціальною лінзою і об'ємом прозорих, для проходження лазерного випромінювання, кулі або ролика, які одночасно здійснюють динамічну дію за рахунок отриманих від ультразвукового генератора та коливальної системи високочастотних коливань та обертаються навколо осі.
2. Спосіб лазерно-ультразвукової фінішної обробки за п. 1, який відрізняється тим, що суміщене термодеформаційне зміцнення та оздоблювання здійснюють в режимі сканування інструментом, у вигляді кулі з багатьма ступенями вільності, обертовий рух в напрямах зворотно-повздовжньої подачі оброблюваної деталі або ролика, виготовлених із термостійкого і прозорого для випромінювання матеріалу, наприклад із штучного кристалу сапфіра або плавленого кварцу.
Текст
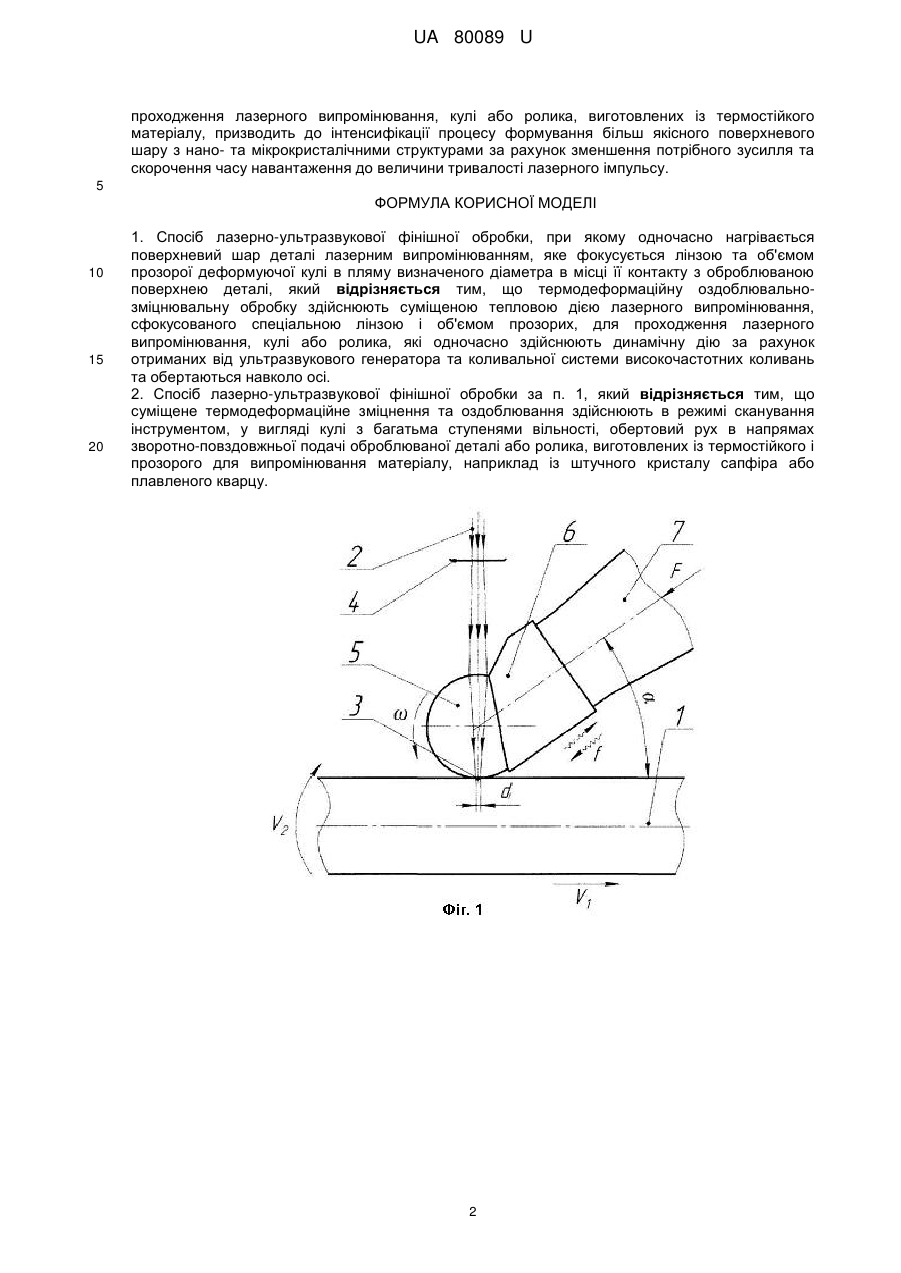
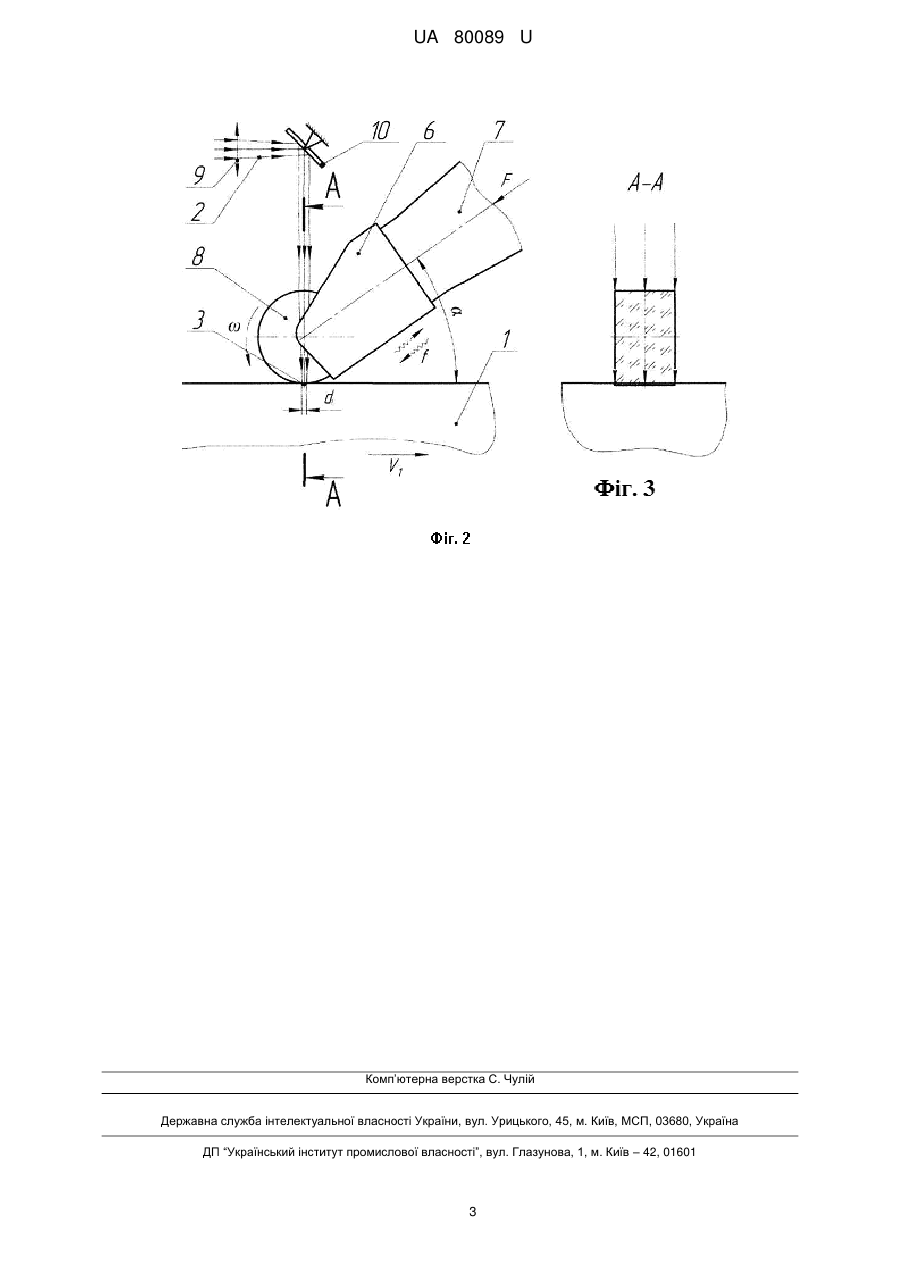
Реферат: UA 80089 U UA 80089 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель стосується безабразивної оздоблювально-зміцнювальної обробки металів поверхневим термопластичним деформуванням і може бути використана в машино- та приладобудуванні. Відомий спосіб поверхневого зміцнення (Патент на корисну модель Росії №2375465, 10.12.2009), який включає деформацію оброблюваної поверхні деформуючим елементом і послідовну лазерну обробку. Деформацію проводять за один прохід по всій ширині оброблюваної поверхні всієї довжини робочої зони деформуючого елемента, вісь якого розташована під кутом 80-85° до напрямку його переміщення, при накладенні на деформуючий елемент ультразвукових коливань. Ширина сліду лазерної обробки, яка здійснюється після проведення процесу деформуючим елементом за один прохід променем лазера, сформованим в лінію, з рівномірним розподілом щільності енергії по довжині плями, яка утворена променем лазера, дорівнює ширині сліду ультразвукової деформації. При цьому оброблювану поверхню переміщують відносно деформуючого елемента зі швидкістю, яка дорівнює (1,0…1,5) V швидкості переміщення плями, утвореної променем лазера, по оброблюваній поверхні. Недоліком даного способу є те, що він не може бути використаний для здійснення суміщеного термодеформаційного процесу оздоблювання та зміцнення поверхневого шару металу з використанням одночасної дії лазерного променя та ультразвукового наконечника. Відомий також як прототип спосіб лазерно-ультразвукової фінішної обробки [Патент на корисну модель України №60662, 25.12.2010], який є найбільш близьким до корисної моделі за технічною суттю, яка полягає в тому, що термодеформаційна фінішна обробка та зміцнення поверхневого шару металу здійснюється дозованою комбінованою дією лазерного випромінювання та динамічною дією багатобійковими, несеметрично розміщеними у торці державки ударниками, з наданням їм від ультразвукового генератора високочастотних зворотно-поступальних коливань та обертання навколо осі рухів, які сприяють виникненню дотичних сил зсуву, що прискорює процес пластичного деформування та руйнування мікронерівностей з формуванням у поверхневому шарі нано- та мікрокристалічних структур. Даний спосіб не можна використати для суміщеного способу лазерно-ультразвукової оздоблювально-зміцнювальної обробки з використанням лазерного променя та ультразвукового наконечника. В основу корисної моделі поставлена задача вдосконалення способу лазерноультразвукової фінішної обробки та зміцнення поверхневого шару металів шляхом суміщеної дії лазерного випромінювання та ультразвукової дії ударника, який отримує від ультразвукового генератора зворотно-поступальний та обертальний рух, що сприяє прискоренню процесу формування в поверхневому шарі нано- та субмікрокристалічних структур. Поставлена задача вирішується тим, що в способі лазерно-ультразвукової фінішної обробки одночасно нагрівається поверхневий шар деталі лазерним випромінюванням, яке фокусується лінзою та об'ємом прозорої деформуючої кулі в пляму визначеного діаметра в місці її контакту з оброблюваною поверхнею деталі. Згідно з корисною моделлю, є новим те, що термодеформаційну оздоблювально-зміцнювальну обробку здійснюють суміщеною тепловою дією лазерного випромінювання, сфокусованого спеціальною лінзою і об'ємом прозорих, для проходження лазерного випромінювання, кулі або ролика, які одночасно здійснюють динамічну дію за рахунок отриманих від ультразвукового генератора та коливальної системи високочастотних коливань та обертаються навколо осі, які сприяють інтенсифікації процесу пластичного деформування з формуванням у поверхневого шару нано- та мікрокристалічних структур, підвищенню якості оброблюваної поверхні та зменшення потрібної енергії і зусилля, а також скорочення часу навантаження до величини тривалості лазерного імпульсу. На фіг. 1, 2, 3 зображено схеми для реалізації заявленого способу фінішної обробки (1 деталь, 2 - лазерне випромінювання, 3- пляма, 4 - спеціальна лінза, 5 - куля, 6 - наконечник, 7 концентатор, 8 - ролик, 9 - лінза, 10 - сканатор). Реалізується спосіб фінішної обробки наступним чином. Поверхневий шар оброблюваної деталі 1, яка обертається та переміщується з визначеними швидкостями V1 та V2, одночасно нагрівають лазерним випромінюванням 2, сфокусованим в пляму 3 круглої або прямокутної форми df, отриманої лінзою 9 та високочастотним сканатором 10 і об'ємом прозорого, для проходження лазерного випромінювання, ролика 8, спеціальною лінзою 4під визначеним кутом і об'ємом прозорої, для проходження лазерного випромінювання, кулі 5, вмонтованої в наконечник 6, яка здійснює, з визначеною статичною величиною сили F, динамічну дію за рахунок енергії ультразвукових коливань / від ультразвукового генератора та концентратора 7, встановленого під визначеним кутом а, та обертання навколо осі ω. Використання суміщеної термодеформаційної дії лазерно-ультразвукових джерел енергії з використанням, для одночасного нагрівання і пластичного деформування, прозорої, для 1 UA 80089 U проходження лазерного випромінювання, кулі або ролика, виготовлених із термостійкого матеріалу, призводить до інтенсифікації процесу формування більш якісного поверхневого шару з нано- та мікрокристалічними структурами за рахунок зменшення потрібного зусилля та скорочення часу навантаження до величини тривалості лазерного імпульсу. 5 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Спосіб лазерно-ультразвукової фінішної обробки, при якому одночасно нагрівається поверхневий шар деталі лазерним випромінюванням, яке фокусується лінзою та об'ємом прозорої деформуючої кулі в пляму визначеного діаметра в місці її контакту з оброблюваною поверхнею деталі, який відрізняється тим, що термодеформаційну оздоблювальнозміцнювальну обробку здійснюють суміщеною тепловою дією лазерного випромінювання, сфокусованого спеціальною лінзою і об'ємом прозорих, для проходження лазерного випромінювання, кулі або ролика, які одночасно здійснюють динамічну дію за рахунок отриманих від ультразвукового генератора та коливальної системи високочастотних коливань та обертаються навколо осі. 2. Спосіб лазерно-ультразвукової фінішної обробки за п. 1, який відрізняється тим, що суміщене термодеформаційне зміцнення та оздоблювання здійснюють в режимі сканування інструментом, у вигляді кулі з багатьма ступенями вільності, обертовий рух в напрямах зворотно-повздовжньої подачі оброблюваної деталі або ролика, виготовлених із термостійкого і прозорого для випромінювання матеріалу, наприклад із штучного кристалу сапфіра або плавленого кварцу. 2 UA 80089 U Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for laser ultrasonic finishing
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Lesyk Dmytro Anatoliiovych, Dzhemelinska Lesia Vitaliivna
Назва патенту російськоюСпособ лазерно-ультразвуковой финишной обработки
Автори російськоюДжемелинский Виталий Васильевич, Лесик Дмитрий Анатольевич, Джемелинская Леся Витальевна
МПК / Мітки
МПК: B24B 39/04
Мітки: лазерно-ультразвукової, фінішної, обробки, спосіб
Код посилання
<a href="https://ua.patents.su/5-80089-sposib-lazerno-ultrazvukovo-finishno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерно-ультразвукової фінішної обробки</a>
Спосіб лазерно-ультразвукової фінішної обробки

Номер патенту: 60662
Опубліковано: 25.06.2011
Автори: Джемелінський Віталій Васильович, Джемелінська Леся Віталіївна, Лесик Дмитро Анатолійович
МПК: B24B 39/00
Мітки: лазерно-ультразвукової, обробки, спосіб, фінішної
Формула / Реферат:
1. Спосіб лазерно-ультразвукової фінішної обробки, при якому на нагрітий лазерним випромінюванням, сфокусованим лінзою у пляму круглої форми або прямокутної, отриману від високочастотного сканатора, поверхневий шар деталі до температури нижче температури аустенізації діють деформуючим наконечником, який відрізняться тим, що термодеформаційну фінішну обробку та зміцнення поверхневого шару металу здійснюють дозованою комбінованою дією...
Установка для лазерно-ультразвукової оздоблювально-зміцнювальної обробки
Номер патенту: 79235
Опубліковано: 10.04.2013
Автори: Джемелінський Віталій Васильович, Лесик Дмитро Анатолійович
МПК: B24B 39/00
Мітки: лазерно-ультразвукової, установка, обробки, оздоблювально-зміцнювальної
Формула / Реферат:
Установка для лазерно-ультразвукової обробки металів, що має лазерний випромінювач з оптико-волоконним світлопроводом та ультразвуковий випромінювач з одним для суміщеної або багатобійковим для комбінованої термодеформаційної дії наконечниками, встановленими перпендикулярно або під кутом 30-45° до оброблюваної поверхні та 4-и координатний стіл з незалежними лінійними приводами та кроковими електродвигунами, яка відрізняється тим, що...
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: деталей, спосіб, абразивної, сплавів, поверхонь, фінішної, профільних, зовнішніх, нікелевих, обробки
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Інструмент для фінішної обробки сферичних поверхонь
Номер патенту: 56986
Опубліковано: 10.02.2011
Автори: Філатов Юрій Данилович, Сирота Ольга Олегівна
МПК: B24D 7/00
Мітки: фінішної, поверхонь, обробки, інструмент, сферичних
Формула / Реферат:
Інструмент для фінішної обробки сферичних поверхонь, що містить корпус сферичної форми з закріпленим на ньому робочим елементом, в центрі якого виконано отвір, який відрізняється тим, що отвір виконано циліндричної форми, причому відношення діаметра d отвору на поверхні робочого елемента до діаметра D інструменту вибрано, виходячи із відношення 0,3≤d/D≤0,6.
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю
Номер патенту: 60523
Опубліковано: 25.06.2011
Автори: Роїк Тетяна Анатоліївна, Макаров Артем Сергійович, Киричок Петро Олексійович, Острик Деніс Вікторович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна, Гавриш Олег Анатолійович
МПК: G11B 5/127
Мітки: високолегованих, нікелю, сплавів, магнітно-абразивної, циліндричних, основі, отворів, деталей, спосіб, фінішної, поверхонь, обробки
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих сплавів на основі нікелю, який включає розміщення робочого інструменту в циліндричному отворі співвісно з ним та з утворенням робочого зазору 0,05-0,20 мм між поверхнями інструменту і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку з розміром зерна 5-50 мкм та обертання робочого...
Попередній патент: Пристрій для очищення води від важких металів
Наступний патент: Поплавковий гіроскоп
Випадковий патент: Спосіб диференційної діагностики новоутворень щитовидної залози