Спосіб лазерно-ультразвукової фінішної обробки
Номер патенту: 60662
Опубліковано: 25.06.2011
Автори: Лесик Дмитро Анатолійович, Джемелінська Леся Віталіївна, Джемелінський Віталій Васильович

Формула / Реферат
1. Спосіб лазерно-ультразвукової фінішної обробки, при якому на нагрітий лазерним випромінюванням, сфокусованим лінзою у пляму круглої форми або прямокутної, отриману від високочастотного сканатора, поверхневий шар деталі до температури нижче температури аустенізації діють деформуючим наконечником, який відрізняться тим, що термодеформаційну фінішну обробку та зміцнення поверхневого шару металу здійснюють дозованою комбінованою дією лазерного випромінювання та динамічною дією багатобойкових несиметрично розміщених у торці державки ударників, які отримують від ультразвукового генератора зворотно-поступальний та обертовий рух.
2. Спосіб за п. 1, який відрізняться тим, що термодеформаційне зміцнення з загартуванням поверхневого шару здійснюють попереднім ультразвуковим пластичним деформуванням багатобойковими ударниками з наступним нагріванням лазерним випромінюванням до температури вище температури аустенізації.
3. Спосіб за п. 1, який відрізняється тим, що поверхневий шар металу нагрівають лазерним випромінюванням фемтосекундного діапазону до температури, вищої температури плавлення мікронерівностей, з наступним деформуванням багатобойковими ударниками та формуванням у ньому наносубмікрокристалічних структур.
Текст
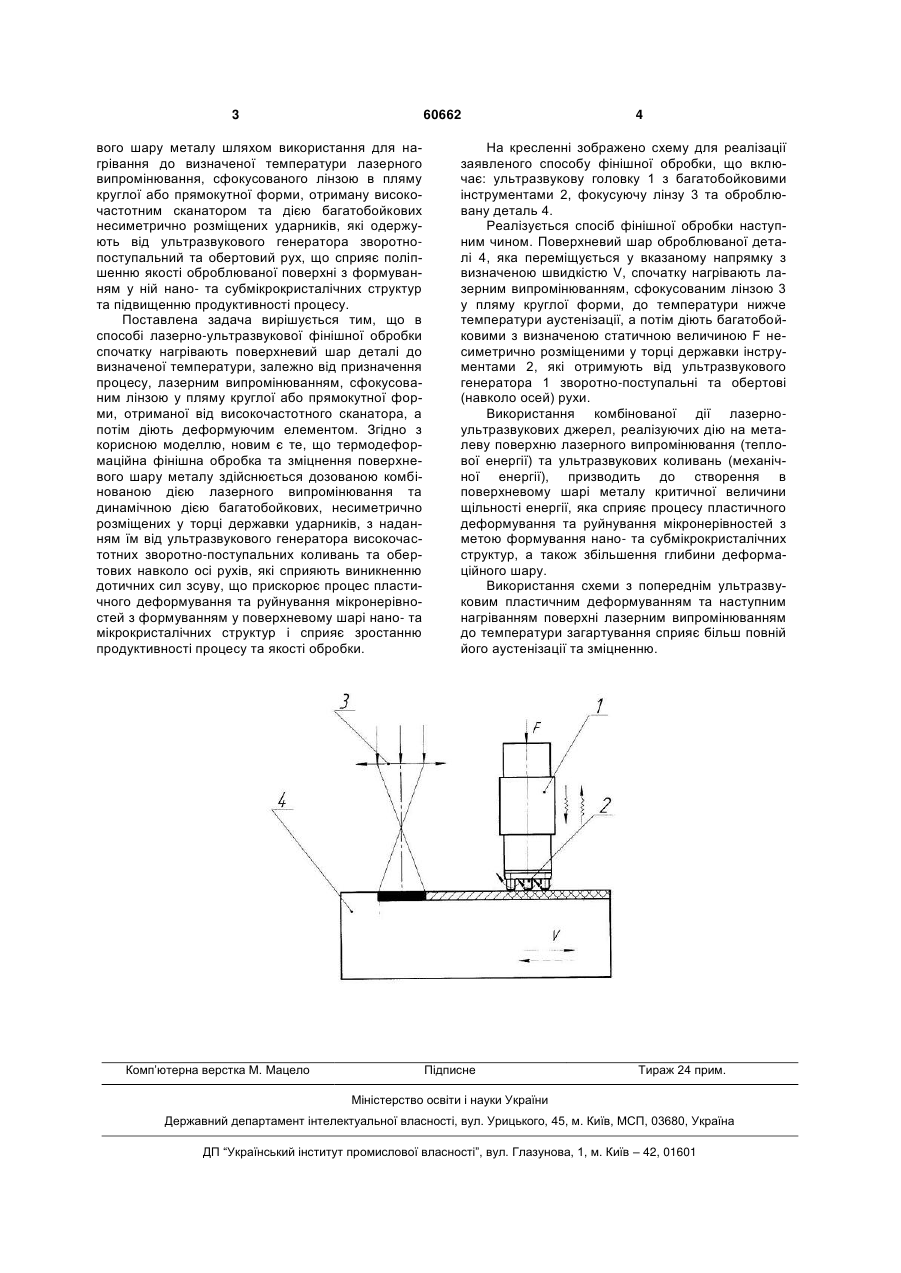
1. Спосіб лазерно-ультразвукової фінішної обробки, при якому на нагрітий лазерним випромінюванням, сфокусованим лінзою у пляму круглої форми або прямокутної, отриману від високочастотного сканатора, поверхневий шар деталі до температури нижче температури аустенізації діють деформуючим наконечником, який відрізняється тим, що термодеформаційну фінішну обробку та зміцнення поверхневого шару металу здійснюють 3 60662 вого шару металу шляхом використання для нагрівання до визначеної температури лазерного випромінювання, сфокусованого лінзою в пляму круглої або прямокутної форми, отриману високочастотним сканатором та дією багатобойкових несиметрично розміщених ударників, які одержують від ультразвукового генератора зворотнопоступальний та обертовий рух, що сприяє поліпшенню якості оброблюваної поверхні з формуванням у ній нано- та субмікрокристалічних структур та підвищенню продуктивності процесу. Поставлена задача вирішується тим, що в способі лазерно-ультразвукової фінішної обробки спочатку нагрівають поверхневий шар деталі до визначеної температури, залежно від призначення процесу, лазерним випромінюванням, сфокусованим лінзою у пляму круглої або прямокутної форми, отриманої від високочастотного сканатора, а потім діють деформуючим елементом. Згідно з корисною моделлю, новим є те, що термодеформаційна фінішна обробка та зміцнення поверхневого шару металу здійснюється дозованою комбінованою дією лазерного випромінювання та динамічною дією багатобойкових, несиметрично розміщених у торці державки ударників, з наданням їм від ультразвукового генератора високочастотних зворотно-поступальних коливань та обертових навколо осі рухів, які сприяють виникненню дотичних сил зсуву, що прискорює процес пластичного деформування та руйнування мікронерівностей з формуванням у поверхневому шарі нано- та мікрокристалічних структур і сприяє зростанню продуктивності процесу та якості обробки. Комп’ютерна верстка М. Мацело 4 На кресленні зображено схему для реалізації заявленого способу фінішної обробки, що включає: ультразвукову головку 1 з багатобойковими інструментами 2, фокусуючу лінзу 3 та оброблювану деталь 4. Реалізується спосіб фінішної обробки наступним чином. Поверхневий шар оброблюваної деталі 4, яка переміщується у вказаному напрямку з визначеною швидкістю V, спочатку нагрівають лазерним випромінюванням, сфокусованим лінзою 3 у пляму круглої форми, до температури нижче температури аустенізації, а потім діють багатобойковими з визначеною статичною величиною F несиметрично розміщеними у торці державки інструментами 2, які отримують від ультразвукового генератора 1 зворотно-поступальні та обертові (навколо осей) рухи. Використання комбінованої дії лазерноультразвукових джерел, реалізуючих дію на металеву поверхню лазерного випромінювання (теплової енергії) та ультразвукових коливань (механічної енергії), призводить до створення в поверхневому шарі металу критичної величини щільності енергії, яка сприяє процесу пластичного деформування та руйнування мікронерівностей з метою формування нано- та субмікрокристалічних структур, а також збільшення глибини деформаційного шару. Використання схеми з попереднім ультразвуковим пластичним деформуванням та наступним нагріванням поверхні лазерним випромінюванням до температури загартування сприяє більш повній його аустенізації та зміцненню. Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of laser-ultrasonic finishing
Автори англійськоюDzhemelinskyi Vitalii Vasyliovych, Dzhemelinska Lesia Vitaliivna, Lesyk Dmytro Anatoliiovych
Назва патенту російськоюСпособ лазерно-ультразвуковой финишной обработки
Автори російськоюДжемелинский Виталий Васильевич, Джемелинская Леся Витальевна, Лесик Дмитрий Анатольевич
МПК / Мітки
МПК: B24B 39/00
Мітки: лазерно-ультразвукової, спосіб, фінішної, обробки
Код посилання
<a href="https://ua.patents.su/2-60662-sposib-lazerno-ultrazvukovo-finishno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Спосіб лазерно-ультразвукової фінішної обробки</a>
Інструмент для фінішної обробки сферичних поверхонь
Номер патенту: 56986
Опубліковано: 10.02.2011
Автори: Філатов Юрій Данилович, Сирота Ольга Олегівна
МПК: B24D 7/00
Мітки: сферичних, обробки, поверхонь, інструмент, фінішної
Формула / Реферат:
Інструмент для фінішної обробки сферичних поверхонь, що містить корпус сферичної форми з закріпленим на ньому робочим елементом, в центрі якого виконано отвір, який відрізняється тим, що отвір виконано циліндричної форми, причому відношення діаметра d отвору на поверхні робочого елемента до діаметра D інструменту вибрано, виходячи із відношення 0,3≤d/D≤0,6.
Спосіб фінішної обробки пластин з монокорунду (сапфіру)
Номер патенту: 7397
Опубліковано: 15.06.2005
Автори: Рогов Валентин Васильович, Попельнюк Валентин Миколайович, Рубльов Микола Дмитрович, Троян Олександр Васильович
МПК: B24B 1/00
Мітки: спосіб, сапфіру, пластин, монокорунду, фінішної, обробки
Формула / Реферат:
1. Спосіб фінішної обробки пластин з монокорунду(сапфіру), згідно з яким поверхні пластин шліфують і полірують абразивним інструментом із застосуванням абразивних і полірувальних суспензій, після чого здійснюють хімічне полірування поверхонь деталей, який відрізняється тим, що шліфування і полірування проводять за умови зняття припусків у відповідності з глибиною порушеного шару на попередніх операціях, яку приймають рівною величині розміру...
Інструмент для фінішної обробки
Номер патенту: 43681
Опубліковано: 25.08.2009
Автори: Курілович Віктор Дмитрович, Філатов Юрій Данилович, Біловол Валерій Степанович, Сидорко Володимир Ігорович
МПК: B24D 7/00
Мітки: інструмент, фінішної, обробки
Формула / Реферат:
1. Інструмент для фінішної обробки, що містить корпус із закріпленим на ньому робочим шаром, виконаним з окремих елементів, розташованих у полімерній матриці, що маєвигляд зігнутих лопатей, ширина яких зростає від центральних зон до периферійних, який відрізняється тим, що профіль полімерної матриці по передньому і задньому фронтах є еквідистантним боковій поверхні елементів робочого шару на величину (0,1-0,2) їх діаметра.2....
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Віцюк Юлія Юріївна
МПК: G11B 5/127
Мітки: абразивної, поверхонь, нікелевих, фінішної, обробки, профільних, зовнішніх, спосіб, деталей, сплавів
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Інструмент для фінішної обробки
Номер патенту: 64524
Опубліковано: 16.02.2004
Автори: Крамар Владислав Григорович, Скрябін Віктор Валерійович, Філатов Юрій Данилович, Сидорко Володимир Ігорович, Новіков Микола Васильович
МПК: B24D 7/00
Мітки: обробки, фінішної, інструмент
Формула / Реферат:
1. Інструмент для фінішної обробки, що містить корпус, на якому закріплено робочий шар у вигляді зігнутих лопатей, які мають ширину, яка зростає від центральних зон до периферійних, а профіль лопаті робочого шару з одного боку обмежений логарифмічною спіраллю (,
Попередній патент: Пристрій вимірювання рівнів параметрів вібрації
Наступний патент: Спосіб формування гвинтових канавок на трубчастих тонкостінних заготовках роликовим обкочуванням з використанням внутрішнього протитиску
Випадковий патент: Спосіб ремонту газотурбінного двигуна