Покращений спосіб ковальського зварювання та трубчаста конструкція, одержана використанням цього способу
Номер патенту: 81125
Опубліковано: 10.12.2007
Автори: Кокс Алі Джозеф, Ден Боуер Йоханіс Йозефу, Алфорд Роберт Ендрю, Ефтіміоу Міхалакіс, Коул Ентоні Томас, Дімітріадіс Клістеніс, Воррелл Роберт Ніколас, Зійслінг Дйюрре Ганс, Гунтурі Рама Крішна Сіва
Формула / Реферат
1. Процес ковальського зварювання труб, в якому торці труб, які повинні з'єднуватись, нагріваються у зварювальній камері до заздалегідь визначеної температури, в той час як нагріті торці труб підтримуються переважно відцентрованими та паралельними відносно один одного з проміжком (S), після чого нагріті торці труб притискаються один до одного, в той час як відновлювальний захисний газ вводиться в камеру, причому протягом принаймні деякого проміжку процесу нагрівання, етапів ковальського зварювання та/або охолодження положення торців труб контролюється деякою кількістю розташованих по колу відеокамер, які з'єднані з системою температурного контролю та контролю за положенням торців труб, яка автоматично регулює положення торців труб відносно один одного та нагрівання, яке подається до торців труб протягом етапу нагрівання, поки система температурного контролю не поінформує, що температура торців труб досягла заздалегідь встановленої температури, після чого кінці труб переміщуються в напрямку один до одного вздовж відрізка (S+D) , який перевищує проміжок (S) між торцями труб, який контролюється протягом етапу нагрівання, на вибрану додаткову відстань (D).
2. Процес за п. 1, який відрізняється тим, що вказана додаткова відстань (D) вибирається такою, що торці труб жорстко притискаються один до одного та деформуються у такий спосіб, що кількість зовнішніх та/або внутрішніх деформацій-зміщень торців труб у зоні зварювання обмежується до припустимого рівня, причому вказаний відновлювальний захисний газ вводиться в камеру для видалення оксидів з нагрітих торців труб та утворення звареного ковальським зварюванням шва з мінімальною кількістю оксидних включень та інших неоднорідностей.
3. Процес за п. 1, який відрізняється тим, що відеокамери розташовуються рівномірно по колу вздовж зони зварювання у вигляді комплекту принаймні з трьох відеокамер і система контролю положення торців труб керує пристроєм захвату труб, який тримає принаймні одну з труб так, що протягом фази нагрівання підтримується проміжок між нагрітими торцями труб тільки у декілька міліметрів, та торці труб переміщуються у напрямку один до одного протягом процесу ковальського зварювання вздовж відстані (S + D), яка перевищує вказаний проміжок (S) не більше, ніж на декілька міліметрів.
4. Процес за п. 1, який відрізняється тим, що протягом принаймні частини періоду ковальського зварювання невибухова продувна суміш газу, яка складається з переважно інертного газу та відновлювального газу, вводиться в зварювальну камеру.
5. Процес за п. 4, який відрізняється тим, що невибухова продувна суміш газу містить більше ніж 90 % за об'ємом азоту, аргону та/або гелію та більше ніж 2 % за об'ємом водню.
6. Процес за будь-яким з попередніх пунктів, який відрізняється тим, що з'єднані труби є трубними конструкціями свердловин та/або нафтопромислових трубопроводів, які з'єднані разом шляхом ковальського зварювання на бурових або поряд з буровими платформами, на прибережній буровій платформі, на підтримуючому трубопроводи плавучому засобі або ж на нафто- чи газопромисловому обладнанні.
7. Процес за п. 1, який відрізняється тим, що протягом фази нагрівання перед процесом ковальського зварювання заздалегідь визначений проміжок (S) між торцями труб, що повинні з'єднуватись, підтримується шляхом вставляння між торцями труб множини теплостійких елементів-прокладок, переважно, рівної товщини, притискання торців труб до елементів-прокладок протягом фази нагрівання та видалення елементів-прокладок з проміжку між торцями труб перед тим, як торці труб будуть притиснутими один до одного для з'єднання їх шляхом ковальського зварювання.
8. Процес за п. 7, який відрізняється тим, що торці труб нагріваються електродами, які передають струм високої частоти крізь стінку труби, для того, щоб нагріти торці труб, а кожний елемент-прокладка має товщину, меншу за 5 міліметрів.
9. Процес за п. 8, який відрізняється тим, що елементи-прокладки вставляються між торцями труб у вигляді комплекту з трьох та більше елементів-прокладок і ці елементи-прокладки мають товщину, меншу ніж 2 міліметри.
10. Процес за будь-яким з пунктів 7, 8 та 9, який відрізняється тим, що елементи-прокладки обладнані датчиками, які визначають температуру, силу стискання та/або контактну точку між елементами-прокладками та торцем труби, що прилягає до них, причому ці датчики з'єднані з пристроєм керування зварюванням, який керує пристроєм захвату труб у такий спосіб, що торці труб суттєво відцентровуються та не нахиляються відносно один одного протягом фази нагрівання та наступної фази ковальського зварювання, і цей пристрій витягує елементи-прокладки з проміжку між торцями, коли температура торців труб досягає заздалегідь визначеного значення.
11. Процес за п. 7, який відрізняється тим, що елементи-прокладки обладнані каналами для введення продувального газу, який подається по цих каналах навколо торців труб та/або у внутрішню порожнину труб, які підлягають з'єднанню протягом фази нагрівання.
12. Процес за будь-яким з попередніх пунктів, який відрізняється тим, що перед фазою нагрівання у внутрішню порожнину труб, які підлягають з'єднанню, вводиться жорсткий пінопласт, і цей пінопласт забезпечує тимчасове ущільнення у внутрішній порожнині труб, що прилягають до торців труб, що повинні з'єднуватись, протягом процесу ковальського зварювання, і це ущільнення видаляється з внутрішньої порожнини труб після ковальського зварювання.
13. Трубчаста конструкція, що містить труби, що були з'єднані шляхом ковальського зварювання, яка відрізняється тим, що з'єднані труби є нафтопромисловими трубними конструкціями, які з'єднані способом ковальського зварювання, згідно з будь-яким з пунктів 1-12.
14. Трубчаста конструкція за п. 13, яка відрізняється тим, що ця нитка з труб є частиною обсадних колон або трубопроводів на нафто- та/або газовидобувних свердловинах.
15. Трубчаста конструкція за п. 13, яка відрізняється тим, що ця нитка з труб є частиною сталевої вертикальної або підвішеної на ланцюгах водовіддільної колони між прибережною нафто- та/або газовидобувною платформою та підводною нафто- та/або газовидобувною свердловиною.
16. Трубчаста конструкція за п. 13, яка відрізняється тим, що ця нитка є частиною трубчастої опори сталевої прибережної конструкції або сталевої напруженої трубчастої опори платформи з напруженою опорою.
Текст
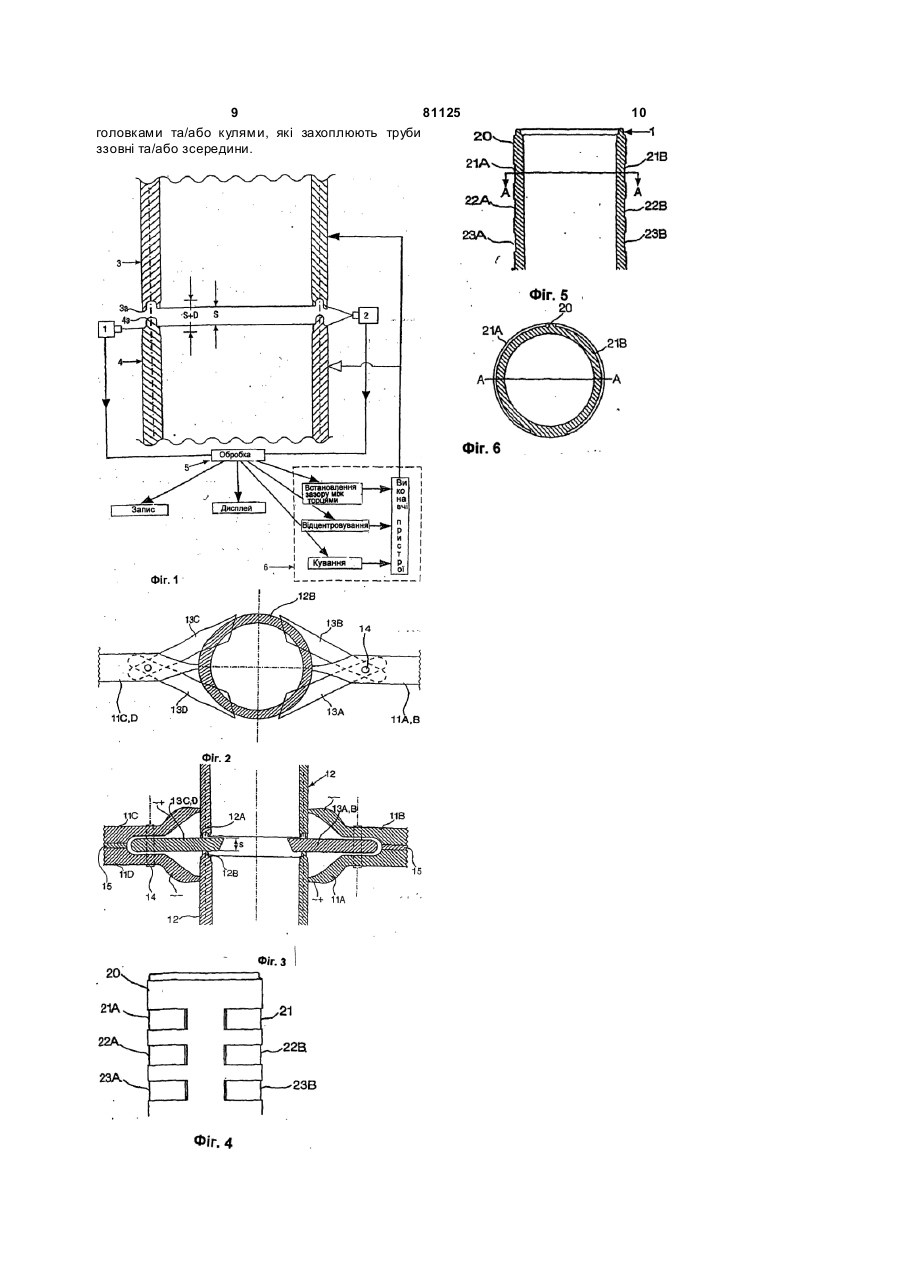
1. Процес ковальського зварювання труб, в якому торці труб, які повинні з'єднуватись, нагріваються у зварювальній камері до заздалегідь визначеної температури, в той час як нагріті торці труб підтримуються переважно відцентрованими та паралельними відносно один одного з проміжком (S), після чого нагріті торці труб притискаються один до одного, в той час як відновлювальний захисний газ вводиться в камеру, причому протягом принаймні деякого проміжку процесу нагрівання, етапів ковальського зварювання та/або охолодження положення торців труб контролюється деякою кількістю розташованих по колу відеокамер, які з'єднані з системою температурного контролю та контролю за положенням торців труб, яка автоматично регулює положення торців труб відносно один одного та нагрівання, яке подається до торців труб протягом етапу нагрівання, поки система температурного контролю не поінформує, що температура торців труб досягла заздалегідь встановленої температури, після чого кінці труб переміщуються в напрямку один до одного вздовж КОНСТРУКЦІЯ, UA 1 ТРУБЧАСТА (19) ДЕРЖАВНИЙ Д ЕПАРТАМЕНТ ІНТЕЛ ЕКТУАЛЬНОЇ ВЛАСНОСТІ 3 81125 4 підтримуючому трубопроводи плавучому засобі досягає заздалегідь визначеного значення. або ж на нафто- чи газопромисловому обладнанні. 11. Процес за п. 7, який відрізняється тим, що 7. Процес за п. 1, який відрізняється тим, що елементи-прокладки обладнані каналами для протягом фази нагрівання перед процесом введення продувального газу, який подається по ковальського зварювання заздалегідь визначений цих каналах навколо торців труб та/або у проміжок (S) між торцями труб, що повинні внутрішню порожнину тр уб, які підлягають з'єднуватись, підтримується шляхом вставляння з'єднанню протягом фази нагрівання. між торцями труб множини теплостійких 12. Процес за будь-яким з попередніх пунктів, який елементів-прокладок, переважно, рівної товщини, відрізняє ться тим, що перед фазою нагрівання у притискання торців труб до елементів-прокладок внутрішню порожнину тр уб, які підлягають протягом фази нагрівання та видалення з'єднанню, вводиться жорсткий пінопласт, і цей елементів-прокладок з проміжку між торцями труб пінопласт забезпечує тимчасове ущільнення у перед тим, як торці труб будуть притиснутими внутрішній порожнині труб, що прилягають до один до одного для з'єднання їх шляхом торців труб, що повинні з'єднуватись, протягом ковальського зварювання. процесу ковальського зварювання, і це ущільнення 8. Процес за п. 7, який відрізняється тим, що видаляється з внутрішньої порожнини труб після торці труб нагріваються електродами, які ковальського зварювання. передають струм високої частоти крізь стінку 13. Трубчаста конструкція, що містить труби, що труби, для того, щоб нагріти торці труб, а кожний були з'єднані шляхом ковальського зварювання, елемент-прокладка має товщину, меншу за 5 яка відрізняється тим, що з'єднані труби є міліметрів. нафтопромисловими трубними конструкціями, які 9. Процес за п. 8, який відрізняється тим, що з'єднані способом ковальського зварювання, згідно елементи-прокладки вставляються між торцями з будь-яким з пунктів 1-12. труб у вигляді комплекту з трьох та більше 14. Трубчаста конструкція за п. 13, яка елементів-прокладок і ці елементи-прокладки відрізняє ться тим, що ця нитка з труб є частиною мають товщину, меншу ніж 2 міліметри. обсадних колон або трубопроводів на нафто10. Процес за будь-яким з пунктів 7, 8 та 9, який та/або газовидобувних свердловинах. відрізняє ться тим, що елементи-прокладки 15. Трубчаста конструкція за п. 13, яка обладнані датчиками, які визначають температуру, відрізняє ться тим, що ця нитка з труб є частиною силу стискання та/або контактну точку між сталевої вертикальної або підвішеної на ланцюгах елементами-прокладками та торцем труби, що водовіддільної колони між прибережною нафтоприлягає до них, причому ці датчики з'єднані з та/або газовидобувною платформою та підводною пристроєм керування зварюванням, який керує нафто- та/або газовидобувною свердловиною. пристроєм захвату тр уб у такий спосіб, що торці 16. Трубчаста конструкція за п. 13, яка труб суттєво відцентровуються та не нахиляються відрізняє ться тим, що ця нитка є частиною відносно один одного протягом фази нагрівання та трубчасто ї опори сталевої прибережної конструкції наступної фази ковальського зварювання, і цей або сталевої напруженої трубчастої опори пристрій витягує елементи-прокладки з проміжку платформи з напруженою опорою. між торцями, коли температура торців труб Цей винахід стосується поліпшеного способу ковальського зварювання. Ковальське зварювання включає нагрівання по колу торців труб, що повинні з'єднуватись, та наступне стискання торців труб один до одного, щоб утворити металургійний зв'язок. Існує велика кількість способів нагрівання, які можуть бути використані для нагрівання торців труб достатньою мірою, щоб утворився металургійний зв'язок. Способи нагрівання можуть включати електричне, електромагнітне, індукційне, інфрачервоне, дугове та/або нагрівання тертям або ж комбінації цих та інших способів нагрівання. Використовуваний у цьому описі термін "ковальське зварювання" охоплює всі способи, які містять нагрів по колу кінців труб, та наступне металургійне з'єднання нагрітих країв труб, включаючи зварювальні способи, що, в основному, відомі як дифузійне зварювання та зварювання плавленням, зварювання тертям, стикове зварювання за допомогою оплавлення та/або стикове зварювання за допомогою опору. З [патентів США 4,566,625; 4,736,084; 4,669,650 та 5,721,413, виданих Per H. Мое] відомо, що може бути корисним продування торців труб саме перед та протягом процесу ковальського зварювання за допомогою продувного відновлювального та газу, такого як водень або моноксид вуглецю, у такий спосіб, що видаляються оксиди з поверхні нагрітих торців труб та одержується металургійний зв'язок з мінімальною кількістю неоднорідностей. З [патентів США 2,719,207 та 4,728,760], також відомо застосування невибухови х сумішей газу, що містять 95% за об'ємом переважно інертного газу, такого як аргон, азот та/або гелій та близько 5% за об'ємом відновлювального газу, такого як водень та/або моноксид вуглецю для стикового зварювання оплавленням та індукційного стикового зварювання. На підставі експериментів з'ясовано, що спосіб ковальського зварювання здатен утворювати високоякісний металургійний зв'язок між торцями труб, особливо якщо торці труб обдуваються відновлювальною газовою сумішшю протягом 5 81125 6 процесу зварювання, але ці розжарені торці труб система контролю за положенням торців труб зазвичай деформуються так, що ці деформації керує захватним пристроєм, який утримує, утворюються в районі зони зварювання. принаймні, одну з труб так, що протягом фази Для одержання високоякісного з'єднання нагрівання проміжок (S) підтримується з шляхом ковальського зварювання потрібно величиною тільки декілька міліметрів між виставити торці труб повністю паралельно один нагрітими торцями труб, які потім рухаються одному з чітким проміжком між ними тільки у назустріч один одному протягом етапу декілька міліметрів протягом фази нагрівання та ковальського зварювання на відрізок (S+D), який перервати нагрівання, якщо торці труб досягли перевищує вказаний проміжок (S) не більше, ніж заздалегідь встановленої температури, та скува ти на декілька міліметрів. торці труб для чітко визначеної довжини та швидко Також прийнятним є те, що, принаймні, охолодити їх за умов чітко визначеної швидкості протягом частини періоду процесу ковальського охолодження, причому ці етапи є досить важкими, зварювання, невибухо ва продувна газова суміш, щоб виконувати їх на багатьох робочих місцях, де переважно інертного газу та відновлювального торці труб зварюються разом, на таких як нафтові газу вводиться у камеру зварювання. Найбільш бурові вишки, судна, які несуть трубопроводи, та прийнятною є невибухова продувна газова суміш, на багатьох місцях на суші, де повинні що містить більш ніж 90% за об'ємом азоту, аргону встановлюватись підземні або надземні та/або гелію та більш ніж 2% за об'ємом водню. трубопроводи. Цей винахід буде описаний більш детально та Метою цього винаходу є забезпечення на прикладі з посиланням на супутні фігури, на поліпшеного процесу ковальського зварювання яких: труб, особливо обсадних колон у свердловинах Фіг.1 містить схематичний ескіз пристрою для та/або інших нафтопромислових трубопроводів, виконання автоматичного процесу ковальського при якому досягався б високоякісний зварювання відповідно до винаходу. металургійний зв'язок та процес зварювання міг би Фіг.2 містить поздовжній розріз пристрою виконуватись протягом усього декількох хвилин. автоматичного ковальського зварювання, згідно з Поліпшений процес ковальського зварювання цим винаходом, який обладнаний елементамитруб, згідно з цим винаходом, містить нагрівання прокладками для підтримання торців труб на торців труб, що повинні з'єднуватись, у заздалегідь визначеному проміжку протягом фази зварювальній камері до заздалегідь встановленої нагрівання; температури, у той час як нагріті торці труб Фіг.3 містить поперечний розріз пристрою підтримуються, значною мірою, відцентрованими ковальського зварювання Фіг.2; та паралельними відносно один одного з Фіг.4 містить бічний вигляд торця труби, який проміжком (S) між ними, після чого нагріті торці забезпечений послідовністю запірних та труб притискаються один до одного, в той час як в орієнтованих пазів; камеру вводиться відновлювальний захисний газ, Фіг.5 містить поздовжній розріз торців труби та при цьому, протягом, принаймні, частини часу Фіг.4; та на етапах нагрівання, ковальського зварювання Фіг.6 містить поперечний розріз торця труби, та/або охолодження, положення торців труб яка показана на Фіг.4 та 5, що виконаний по лінії Аконтролюється певною кількістю камер, А на Фіг.4, з поглядом, направленим у напрямку розташованих по колу, які з'єднані з системою стрілок. температурного контролю та контролю за Як показано на Фіг.1, положення торців 3 та 4 положенням торців труб, яка автоматично регулює труб, які повинні з'єднуватись шляхом положення торців труб відносно один одного та ковальського зварювання, контролюються температуру їх нагрівання протягом процесу відеокамерами 1 та 2, які з'єднані з сигнальним нагрівання, поки система температурного процесором 5 відеокамери, який автоматично контролю не поінформує, що температура торців керує пристроєм захвату 6 у такий спосіб, що труб досягла заздалегідь встановленої проміжок S між нагрітими кінцями 3А та 4А тр уб є температури, після чого кінці труб переміщуються чітко встановленим протягом фази нагрівання, та в напрямку один до одного вздовж відрізка (S+D), торці труб рухаються у напрямку один одного, який перевищує проміжок (S) між торцями труб, коли блок термометричного контролю вказує, що який контролюється протягом етапу нагрівання, на торці труб досягли заздалегідь встановленої вибраною додаткову відстань (D). мінімальної температури та/або максимальної Найбільш прийнятна відстань (D) вибирається температури вздовж, принаймні, більшої частини такою, що торці труб міцно притискаються один до кола торців труб, внаслідок чого активується одного та деформуються так, що кількість пристрій захвату для переміщення торців 3А та 4А зовнішньої та/або внутрішньої висадки торців труб труб у напрямку один одного на заздалегідь у зоні зварювання обмежується до прийнятного встановлену відстань (S+D), яка перевищує рівня, та вказаний відновлювальний захисний газ проміжок (S) на додаткову відстань (D) не більше, вводиться в камеру для видалення оксидів з ніж на декілька міліметрів, так що зварений шов, нагрітих торців тр уб, для то го щоб утворити що утворений внаслідок ковальського зварювання, кувальний зварний шов з мінімальною кількістю має переважно рівномірну та високоякісну оксидних включень та інших неоднорідностей. структур у по всій довжині кола торців труб, і наявні Найбільш прийнятний комплект, принаймні, з тільки мінімальні зовнішні та/або внутрішні трьох камер розташовується на рівномірних деформації-зміщення зварених за допомогою відстанях по колу вздовж зони зварювання, а ковальського зварювання торців 3А, 4А, які не 7 81125 8 можуть бути видалені після процесу зварювання захватних важелів зведений до мінімуму, навіть шляхом шліфування, фрезерування або будь-якої якщо колона труб у декілька кілометрів завдовжки іншої механічної обробки. підвішена у свердловині від торця труби 20. На Фіг.2 та 3 представлений пристрій для Процес, згідно з винаходом, може ковальського зварювання, в якому комплект з двох застосовуватись для з'єднання шляхом пар електродів 11 А-D передає електричний струм ковальського зварювання трубних секцій нитки високої частоти крізь стінки пари труб 12, торці трубопроводу будь-якої довжини. Нитка 12а, 12b яких утримуються на заздалегідь трубопроводу може бути нафтопромисловими визначеній відстані проміжку S за допомогою трубами, такими як нафто- та/або газовими чотирьох елементів-прокладок 13А-D. Пари обсадними колонами свердловини, насосноелектродів 11А-В та 11С-D на кожній стороні труб компресорними трубопроводами, що 12 електрично ізольовані одна від одної шаром встановлюються в нафтота/або газових електричної ізоляції 15. Елементи-прокладки 13Асвердловинах, вертикальними або підвішеними на D прикріплені до електродів електрично ланцюгу стальними водовіддільними колонами, ізольованими вісями 14, і кожний елементщо протягуються між палубами морських прокладка 3А-D містить термостійку електрично платформ та морським дном, також може бути ізольовану головку, яка може вироблятись з трубчастою опорою прибережної морської керамічного матеріалу. конструкції, трубчастою напруженою опорою, Елементи-прокладки 13А-D можуть відомою як опора з попереднім напруженням забезпечуватись термометричними та/або арматури, платформи з опорою з перемінним чутливими датчиками, що реагують на тиск, які напруженням, або підводним або наземним здатні виявити температуру кожного торця труб трубопроводом, який прокладається як у гр унті на 12А-В протягом фази нагрівання і також глибині, так і над поверхнею землі для розташування торців труб 12А-В відносно транспортування рідин. елементу-прокладки 13, а також силу тиску, що Протягом нагрівання та процесу ковальського прикладається торцями труб 12 А-В до елементазварювання внутрішність торців, що повинні прокладки 13. Датчики, що чутливо реагують на з'єднуватись, може наглухо ущільнюватись від тиск, можуть містити п'єзоелектричні елементи, які іншого внутрішнього простору колони з труб розташовані близько до кінців труб 12 А, 12В або шляхом вставляння осердя або труболовки у на вибраній відстані від них так, що внутрішній простір труб у зоні зварювання, і ці використовується різниця в часі між переданими осердя або труболовка можуть забезпечуватись та відбитими коливаннями, щоб оцінити точку(и) розширюваними ущільнюючими кільцями, контакту та сили стискання між елементамизасобами введення захисного газу та/або прокладками 13А-D та кінцями труб 12А, 12В. засобами перевірки звареного шва, такими як Датчики можуть бути з'єднаними з пристроєм електромагнітні акустичні перетворювачі, відомі як керування зварюванням, як це показано на Фіг.1, ЕМАТ обладнання для перевірки звареного шва. який витягає елементи-прокладки 13 з проміжку Як альтернатива, внутрішній простір труб, що між торцями, якщо торці труб 12А,В досягли прилягають до зони зварювання, може бути вибраної температури, яка може бути нижче або, ущільнений наглухо протягом процесу переважно, дорівнювати температурі, яка ковальського зварювання шляхом введення потребується для ковальського зварювання. жорсткого пінопласту, що розширюється, такого як Елементи-прокладки 13А-D надалі можуть поліпіноуретан, в тр уби, і ця речовина обладнуватись каналами, крізь які видаляється з внутрішньої частини труб після відновлювальний невибуховий захисний газ процесу ковальського зварювання. вводиться у напрямку нагрітих торців труб. Торці труб, що повинні з'єднуватись шля хом Невибуховий захисний газ зазвичай містить більш ковальського зварювання, можуть те хнологічно ніж 90% за об'ємом азоту та більш ніж 2% за оброблятись у додаткову увігн уту та опуклу форми об'ємом водню. на підприємстві-виготовлювачі тр уб або шляхом Точне позиціювання торців труб 12А,В обробки технологічним інструментом на місці або відносно один одного протягом нагрівання та поряд з автоматичним пристроєм ковальського процесу ковальського зварювання є важливим, зварювання. щоб отримати високоякісний зварений шов з Торці труб можуть захищатись протягом мінімальними деформаціями-зміщеннями у зоні транспортування з підприємства-виготовлювача зварювання. до місця ковальського зварювання металічними Може бути вигідним забезпечення торців труб або пластиковими ковпаками, що можуть фіксуючими та направляючими пазами, що обладнуватись розширюваними захватними входять в профільовані захватні важелі профілями або кулями, що можуть вставлятись в автоматизованого пристрою ковальського замикаючі пази, що наведені на Фіг.4, 5 та 6. зварювання. Пристрій для автоматичного ковальського На Фіг.4, 5 та 6 показано торець труби 20, який зварювання, згідно з винаходом, може забезпечений трьома парами півкільцевих пазів об'єднуватись з пристроєм для маніпуляції 21-23 А-В. Автоматизований інструмент для трубами на нафтовій та/або газовій буровій вишці, зварювання може бути обладнаним півкільцевими або на буровій платформі, який відомий як захватними важелями, які мають профілі та/або обладнання для спуско-підйомних операцій. кулі, що встановлюються у півкільцеві пази 21-23 Пристрій маніпуляції трубами може обладнуватись А-В так, що ризик вислизання торця труби 20 з захватними важелями та/або низько-рифленими 9 81125 головками та/або кулями, які захоплюють труби ззовні та/або зсередини. 10
ДивитисяДодаткова інформація
Назва патенту англійськоюImproved method for forge welding and tubulars made by this method
Автори англійськоюAlford Robert Andrew, Cole Anthony Thomas, Cox Ali Joseph, Dimitriadis Klisthenis, Efthymiou Michalakis, Gunturi Rama Krishna Siva, Worrall Robert Nicholas, Zijsling Djurre Hans
Назва патенту російськоюУсовершенствованный способ кузнечной сварки и трубчатая конструкция, полученная с использованием этого способа
Автори російськоюАлфорд Роберт Эндрю, Коул Энтони Томас, Кокс Али Джозеф, Димитриадис Клистенис, Эфтимиоу Михалакис, Гунтури Рама Кришна Сива, Воррелл Роберт Николас, Зийслинг Дйюрре Ганс
МПК / Мітки
МПК: B23K 20/02, B23K 13/00, B23K 9/32
Мітки: способу, цього, використанням, трубчаста, зварювання, конструкція, покращений, ковальського, одержана, спосіб
Код посилання
<a href="https://ua.patents.su/5-81125-pokrashhenijj-sposib-kovalskogo-zvaryuvannya-ta-trubchasta-konstrukciya-oderzhana-vikoristannyam-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Покращений спосіб ковальського зварювання та трубчаста конструкція, одержана використанням цього способу</a>
Процес з’єднання труб за допомогою ковальського зварювання
Номер патенту: 80556
Опубліковано: 10.10.2007
Автори: Ден Боуер Йоханіс Йозефус, Раббен Келл Магне, Холмраст Бьйорн, Зійслінг Дйюрре Ганс, Коул Ентоні Томас, Дімітріадіс Клістеніс, Мое Пер Харалд (помер)
МПК: B23K 20/14, B23K 33/00, B23K 20/02
Мітки: ковальського, труб, зварювання, процес, з'єднання, допомогою
Формула / Реферат:
1. Процес з'єднання труб за допомогою ковальського зварювання, який включає формування торців труб, що зварюються разом, з одержанням внутрішньої похилої конфігурації, який відрізняється тим, що похила конфігурація є такою, що коли торці труб нагрівають під час процесу ковальського зварювання, то вони деформуються внаслідок температурного розширення, в основному, у поздовжньо орієнтовану циліндричну форму, і похилий кут внутрішніх та...
Спосіб зварювання при виготовленні спірально навитої труби та зварювальна головка для здійснення цього способу
Номер патенту: 41314
Опубліковано: 17.09.2001
Автор: Бломквіст Гуннар
МПК: B29C 53/00, B29C 65/10, B29C 65/40
Мітки: навитої, способу, цього, спосіб, головка, здійснення, зварювання, зварювальна, виготовленні, трубі, спірально
Формула / Реферат:
1.Способ сварки при изготовлении спирально навитой трубы из термопластичного профиля по существу прямоугольного сечения, при котором пустотелый профиль наматывают по винтовой линии на сварочный барабан с одновременным разогревом свариваемых поверхностей до заданной температуры и последующим сжатием их друг с другом, формируя при этом двойной сварной шов между двумя смежными витками пустотелого профиля, отличающийся тем, что сварку...
Добавка з обробленою поверхнею для введення у в’яжучу композицію і спосіб її одержання, спосіб одержання в’яжучої композиції і в’яжуча композиція, одержана за допомогою цього способу
Номер патенту: 54477
Опубліковано: 17.03.2003
Автори: МакКЕННІ Колін, Дж., Шилюк Доналд Дж., Пілдіш Міхаіл
МПК: C04B 18/14, C04B 18/08, C04B 40/06, C04B 28/02, C04B 20/00
Мітки: поверхнею, одержання, добавка, цього, введення, в'яжуча, способу, одержана, спосіб, композицію, обробленою, допомогою, в'яжучу, композиції, в'яжучої, композиція
Формула / Реферат:
1. Добавка з обробленою поверхнею для введення у в'яжучу композицію, що містить портландцемент і воду, перед твердінням композиції, яка відрізняється тим, що вказана добавка являє собою силікат, поверхня якого оброблена полімером, що являє собою поверхнево-активну речовину і містить гідрофобний компонент, який включає ланки оксиду пропілену, і гідрофільний компонент, причому гідрофільний компонент розміщується на одному або більше кінцях...
Трубчаста конструкція для видалення крупної суспензії і планктону
Номер патенту: 26703
Опубліковано: 10.10.2007
Автори: Грабовський Петро Олександрович, Горб Юрій Анатолійович
МПК: E03B 3/00
Мітки: видалення, конструкція, суспензії, трубчаста, планктону, крупної
Формула / Реферат:
Трубчаста конструкція для видалення крупної суспензії і планктону, що містить ємність з фільтрувальними елементами, які виконані з пористих матеріалів, яка відрізняється тим, що фільтрувальні елементи виконані у вигляді вертикально розташованих труб, приєднаних до загального колектора, при цьому вони мають форму зрізаного конуса, що розширюється догори під кутом 1-3 градуси.
Спосіб перевірки системи вприскування палива двигуна внутрішнього згоряння без демонтажу електромагнітних форсунок з цього двигуна та пристрій для здійснення цього способу
Номер патенту: 80002
Опубліковано: 10.08.2007
Автори: Кулик Арсеній Станіславович, Шевченко Володимир Іванович
МПК: F02M 65/00, F02M 57/00
Мітки: електромагнітних, палива, спосіб, перевірки, форсунок, способу, системі, здійснення, двигуна, згоряння, демонтажу, внутрішнього, цього, пристрій, вприскування
Формула / Реферат:
1. Спосіб перевірки системи вприскування палива двигуна внутрішнього згоряння без демонтажу електромагнітних форсунок з цього двигуна, в якому на електромагнітний клапан форсунки подають сигнал керування та за допомогою обчислювального блока визначають технічні характеристики системи, наприклад пропускну спроможність форсунки та баланс форсунок, який відрізняється тим, що до частини системи вприскування приєднують джерело стисненого або...
Попередній патент: Композиція для лікування серцевих захворювань на основі екстрактів з кореня radix salviae та рanax notogingseng, спосіб її приготування та застосування
Наступний патент: Замок вузла податливості металевого рамного податливого кріплення із шахтних спецпрофілів
Випадковий патент: Спосіб корекції атеросклеротичного ураження судин у хворих на ревматоїдний артрит