Виріб із сталі для холодної обробки
Номер патенту: 81396
Опубліковано: 10.01.2008
Автори: Лібфарт Вернер, Шеммель Інгрід, Марзонер Штефан
Формула / Реферат
1. Виріб зі сталі для холодної обробки з хімічним складом матеріалу, мас. %:
вуглець
більше 0,6 і менше 1,0
кремній
більше 0,3 і менше 0,85
марганець
більше 0,2 і менше 1,5
фосфор
максимум 0,03
сірка
менше 0,5
хром
більше 4,0 і менше 6,2
молібден
більше 1,9 і менше 3,8
нікель
менше 0,9
ванадій
більше 1,0 і менше 2,9
вольфрам
більше 1,8 і менше 3,4
мідь
менше 0,7
кобальт
більше 3,8 і менше 5,8
алюміній
менше 0,045
азот
менше 0,2
кисень
максимум 0,012
залізо
решта,
а також обумовлені технологією плавлення супровідні та домішкові елементи, виготовлений методом порошкової металургії і підданий термічному гартуванню, умови якого дозволяють отримати твердість до 64 HRC і міцність на ударний згин при кімнатній температурі більше 40,0 Дж.
2. Виріб за п. 1, який відрізняється тим, що вміст однієї або декількох складових є таким, мас. %:
вуглець
більше 0,75 і менше 0,94
зокрема,
більше 0,8 і менше 0,9
кремній
більше 0,35 і менше 0,7
зокрема,
більше 0,4 і менше 0,65
марганець
більше 0,25 і менше 0,9
зокрема,
більше 0,3 і менше 0,5
фосфор
максимум 0,025
сірка
менше 0,34
зокрема,
максимум 0,025
хром
більше 4,0 і менше 5,9
зокрема,
більше 4,1 і менше 4,5
молібден
більше 2,2 і менше 3,4
зокрема,
більше 2,5 і менше 3,0
нікель
менше 0,5
ванадій
більше 1,5 і менше 2,6
зокрема,
більше 1,8 і менше 2,4
вольфрам
більше 2,0 і менше 3,0
мідь
менше 0,45
зокрема,
максимум 0,3
кобальт
більше 4,0 і менше 5,0
зокрема,
більше 4,2 і менше 4,8
алюміній
менше 0,065
зокрема,
більше 0,01 і менше 0,05
азот
більше 0,01 і менше 0,1
зокрема,
більше 0,05 і менше 0,08
кисень
максимум 0,01
зокрема,
максимум 0,009.
3. Виріб за п. 1 або п. 2, який відрізняється тим, що вміст одного або декількох домішкових елементів є таким, мас. %:
олово
максимум 0,02
сурма
максимум 0,022
арсен
максимум 0,03
селен
максимум 0,012
вісмут
максимум 0,01.
4. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що метод порошкової металургії включає розпилення розплаву азотом високої чистоти в металевий порошок з розміром зерен щонайбільше 500 мкм з наступним завантаженням згаданого порошку в посудину при уникненні доступу кисню і гаряче ізостатичне пресування металевого порошку в закритій посудині для виготовлення заготовки.
5. Виріб за п. 4, який відрізняється тим, що заготовка, виготовлена гарячим ізостатичним пресуванням, піддана подальшій обробці способом формування в гарячому стані.
6. Виріб за будь-яким з пп. 1-5, який має границю пластичності під тиском, виміряну при твердості 61 HRC, вищу за 2700 МПа.
7. Виріб за будь-яким з пп. 1-6, який після термічного гартування до твердості 64 HRC має міцність на ударний згин при кімнатній температурі більше ніж 80,0 Дж , переважно більше ніж 100 Дж.
Текст
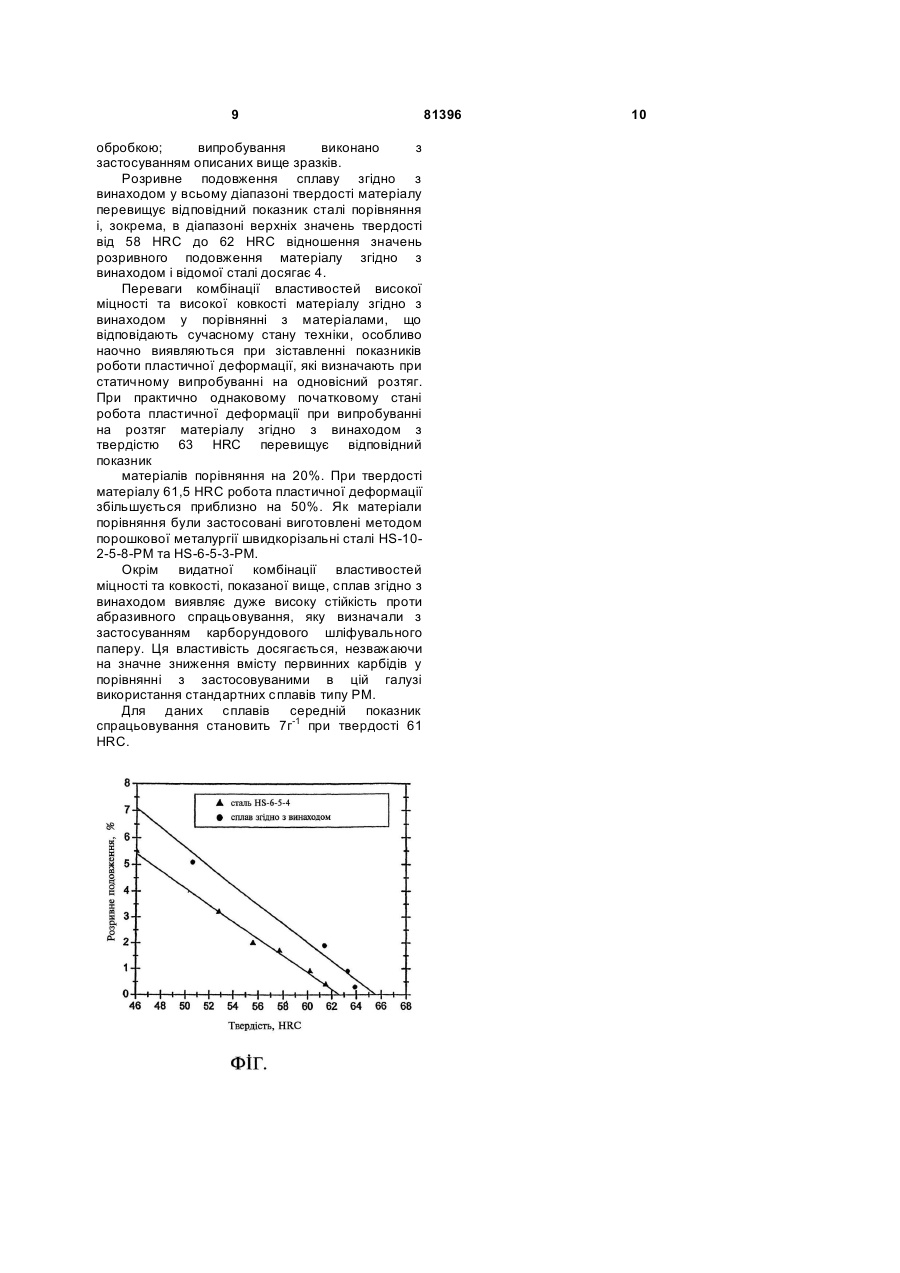
1. Виріб зі сталі для холодної обробки з хімічним складом матеріалу, мас. %: вуглець більше 0,6 і менше 1,0 кремній більше 0,3 і менше 0,85 марганець більше 0,2 і менше 1,5 фосфор максимум 0,03 сірка менше 0,5 хром більше 4,0 і менше 6,2 молібден більше 1,9 і менше 3,8 нікель менше 0,9 ванадій більше 1,0 і менше 2,9 вольфрам більше 1,8 і менше 3,4 мідь менше 0,7 кобальт більше 3,8 і менше 5,8 алюміній менше 0,045 азот менше 0,2 кисень максимум 0,012 залізо решта, а також обумовлені технологією плавлення супровідні та домішкові елементи, виготовлений методом порошкової металургії і підданий термічному гартуванню, умови якого дозволяють отримати твердість до 64 HRC і міцність на 2 (19) 1 3 81396 4 4. Виріб за будь-яким з пп. 1-3, який відрізняється тим, що метод порошкової металургії включає розпилення розплаву азотом високої чистоти в металевий порошок з розміром зерен щонайбільше 500 мкм з наступним завантаженням згаданого порошку в посудину при уникненні доступу кисню і гаряче ізостатичне пресування металевого порошку в закритій посудині для виготовлення заготовки. 5. Виріб за п. 4, який відрізняється тим, що заготовка, виготовлена гарячим ізостатичним 8. пресуванням, піддана подальшій обробці способом формування в гарячому стані. 6. Виріб за будь-яким з пп. 1-5, який має границю пластичності під тиском, виміряну при твердості 61 HRC, вищу за 2700 МПа. 7. Виріб за будь-яким з пп. 1-6, який після термічного гартування до твердості 64 HRC має міцність на ударний згин при кімнатній температурі більше ніж 80,0 Дж , переважно більше ніж 100 Дж. Цей винахід стосується виробу зі сталі для холодної обробки. Точніше, винахід стосується виробу зі сталі для холодної обробки з поліпшеною сукупністю властивостей, зокрема, з високою міцністю та високою ковкістю. Для масового виробництва шляхом формування в холодному стані, наприклад, з застосуванням матриць для видавлювання та штампів для виготовлення будівельних елементів, а також для ріжучих інструментів з додатковими високими вимогами до в'язкості матеріалу, наприклад, для спіральних свердел тощо, в сучасній техніці необхідні вироби з загальним високим рівнем властивостей матеріалу. Ця необхідність витікає також з економічних міркувань, що стосуються виготовлення інструментів, оскільки складна геометрія виготовлюваних будівельних елементів в більшості випадків вимагає значних витрат на виготовлення інструментів. Цю вимогу слід розглядати, в першу чергу, з точки зору поліпшення економічних характеристик масового виробництва будівельних елементів або деталей. Для підтримання загального низького рівня витрат слід у кожному конкретному випадку обирати для виготовлюваних деталей такий матеріал, який за своїми властивостями забезпечував би найвищу можливу довговічність деталі. Для збільшення терміну служби виробу зі сталі для холодної обробки при його застосуванні в умовах загального високого навантаження слід також забезпечити високий рівень ковкості з метою запобігання полому інструмента та міцності з метою забезпечення додержання заданих розмірів, а також мінімізації спрацьовування. Підвищену стійкість проти абразивного спрацьовування мають матеріали на основі заліза з високим вмістом карбідів, зокрема, з високим вмістом монокарбідів у твердій матриці. Такі сталі мають здебільшого високий вміст вуглецю (до 2,5% мас.) при концентрації елементів, що утворюють монокарбіди, до 15% (мас), отже, високий вміст первинних карбідів; проте, такі матеріали мають низьку в'язкість у термічно обробленому стані. Виготовлення виробів методами порошкової металургії дозволяє поліпшити структуру матеріалу, зокрема, характеристики розміру зерен карбіду та розподіл карбідів у матеріалі виробу, проте в багатьох випадках досягнення бажаної в'язкості матеріалу виявляється неможливим. Поліпшені характеристики в'язкості типових високолегованих швидкоріжучих інструментальних сталей, наприклад, сталей за стандартом ДІН Матеріал №1.3351, можна забезпечити при виготовленні виробів методами порошкової металургії, проте таке підвищення в'язкості матеріалу є недостатнім для виробів, що працюють в умовах особливо високих напруг, і при тривалій експлуатації часто мають місце виходи з ладу через руйнування. Метою цього винаходу є створення виробу зі сталі для холодної обробки, матеріал якого при високій стійкості проти спрацьовування та твердості має підвищену в'язкість без зниження міцності на стиск та підвищену утомну міцність. Інакше кажучи, ціллю винаходу є створення виробу зі сталі для холодної обробки, який відрізняється одночасно високими характеристиками міцності та ковкості і який, зокрема, у формі матриць та штампів, забезпечує високу економічність при масовому виробництві елементів та деталей. Згадана мета досягається, згідно з винаходом, тим, що матеріал виробу зі сталі для холодної обробки має такий хімічний склад (у % мас): Вуглець (С) більше 0,6 і менше 1,0 Кремній (Si) більше 0,3 і менше 0,85 Марганець (Μn) більше 0,2 і менше 1,5 Фосфор (Р) максимум 0,03 Сірка (S) менше 0,5 Хром (Сr) більше 4,0 і менше 6,2 Молібден (Мо) більше 1,9 і менше 3,8 Нікель (Ni) менше 0,9 Ванадій (V) більше 1,0 і менше 2,9 Вольфрам (W) більше 1,8 і менше 3,4 Мідь (Си) менше 0,7 Кобальт (Со) більше 3,8 і менше 5,8 Алюміній (Аl) менше 0,045 Азот (N) менше 0,2 Кисень (O) максимум 0,012 решта - залізо (Fe), а також обумовлені технологією плавлення супровідні та домішкові елементи, причому згаданий матеріал виготовлений методом порошкової металурга і після термічного гартування до твердості 64 HRC має міцність на ударний згин більше 40,0Джоуль (Дж). 5 Переваги, що досягаються цим винаходом, полягають, головним чином, у тому, що додержання складу матеріалу в межах вузьких діапазонів та виготовлення методом порошкової металургії синергічно утворюють передумови одержання виробу зі сталі для холодної обробки, який після термічної обробки має бажану сукупність властивостей. У хімічному складі матеріалу активності легувальних елементів є взаємно узгодженими з точки зору кінетики впливу на утворення структури в термічно обробленому стані та на потрібні властивості матеріалу. Вміст вуглецю узгоджений зі вмістом суми карбідотвірних елементів у сплаві, з розрахунком на забезпечення, з одного боку, утворення карбідів і, з іншого боку, визначення здатності до гартування та бажаних властивостей матриці. Концентрації вуглецю вище за 0,6% (мас.) потрібні для досягнення високих показників твердості матриці після термічної обробки при максимальних передбачених концентраціях карбідотвірних елементів; з іншого боку, для забезпечення бажаної кількості карбідів та морфолога карбідів важливо, щоб вміст вуглецю був нижчий за 1,0% (мас). Карбідотвірні елементи хром (Сr), молібден (Мо), ванадій (V) та вольфрам (W) з точки зору технології легування слід розглядати спільно, оскільки їх сумарна взаємодія з вуглецем, як виявилося, визначає склад аустенітної, відповідно, гранецентрованої кубічної атомної структури при температурі гартування і, як наслідок, властивості матриці та преципітацію вторинних карбідів після щонайменше одноразового відпуску. При цьому важливо, щоб вміст ванадію в сплаві був вищим за 1,0% (мас), проте менше за 2,9% (мас.) для забезпечення, з одного боку, достатньої кількості монокарбідів і, з іншого боку, достатнього потенціалу вторинного гартування. Потенціал вторинного гартування при цьому слід розглядати з урахуванням залишкового ванадію та вмісту молібдену (Мо) та вольфраму (W), оскільки концентрації молібдену (Мо) 3,8% (мас), і вольфраму (W) 3,4% (мас.) і вище вже спричиняють погіршення в'язкості матриці; навпаки, для сприятливого маскування ванадію з метою уникнення утворення зерен монокарбідів великого розміру з гострими ребрами потрібні концентрації молібдену (Мо) вище 1,9% (мас), і вольфраму (W) вище 1,8% (мас). Для цього взаємовпливу згаданих елементів важливо також, щоб вміст молібдену був вищий за вміст вольфраму щонайбільше на 10%. Для підвищення сприйняття гартування та наскрізного гартування матеріалу мають значення також елементи хром (Сr), кремній (Si), марганець (Μn) та незначною мірою нікель (Ni) та кобальт (Co). Вміст кремнію понад 0,3% (мас.) необхідний для гарантування низького вмісту кисню в матеріалі. Вміст кремнію в сплаві слід передбачати на рівні нижче за 0,85% (мас) з метою протидії стабілізації фериту та зниження 81396 6 сприйняття гартування матрицею під впливом цього елемента. Вміст марганцю, як важливого елемента, котрий регулює потрібну швидкість охолодження при гартуванні виробу, згідно з винаходом, має бути нижчим за 1,5% (мас). Проте, оскільки незначні концентрації марганцю потрібні також для зв'язування залишкової сірки в сплаві, слід передбачати як мінімальний вміст марганцю значення 0,2% (мас). Для запобігання небажаному впливу на утворення мартенситу при охолодженні від температури гартування слід передбачати вміст нікелю в матеріалі нижче за 0,9% (мас). Кобальт також має певний вплив на добір необхідної технолога термічної обробки, проте, згідно з винаходом, цей вплив враховується за допомогою засобів технології легування. Для забезпечення високої твердості як наслідку утворення змішаних кристалів при твердінні матеріалу має істотне значення концентрація кобальту в матриці вище за 3,8% (мас.) і нижче за 5,8% (мас). При концентраціях у межах діапазону згідно з цим винаходом кобальт впливає на кінетику преципітації вторинних карбідів та розміри їх зерен сприятливо з точки зору властивостей матеріалу. Утворюються дуже дрібнозернисті карбіди, що визначають вторинну твердість, і усувається їх схильність до збільшення розміру зерен, чим досягається також значне уповільнення зниження міцності термічно обробленого матеріалу в умовах підвищених температур. При вмісті кобальту нижче за 3,8% (мас.) знижуються твердість та довготривала міцність матеріалу. При вмісті кобальту 5,8% (мас.) і вище також знижується якість матеріалу, зокрема, в'язкість. Відомо, що алюміній може частково замінювати кобальт і підвищує ріжучу здатність інвидкоріжучих сталей. У зв'язку зі схильністю до утворення нітридів, а також з простотою технології розпилення та низькими концентраціями азоту в матеріалі (нижче за 0,2% (мас.)), вміст алюмінію в сплаві має бути нижчим за 0,045% (мас). Кисень в концентраціях понад 0,012% (мас), як виявлено, погіршує механічні властивості матеріалу, що має склад згідно з цим винаходом, також і при виготовленні методом порошкової металурга. При концентраціях понад 0,03% (мас) фосфор погіршує придатність матеріалу для переробки. Для досягнення особливо сприятливих механічних властивостей матеріалу, зокрема, високої міцності та ковкості, згідно з винаходом, велике значення має виготовлення виробу зі сталі для холодної обробки методом порошкової металургії. Формування шляхом застосування засобів технології легування зерен первинних карбідів малого діаметра і, головним чином, округлої форми, та високий ступінь чистоти уможливлює при утворенні сприятливої структури матеріалу запобігання виникненню тріщин, які звичайно утворюються внаслідок впливу карбідних та домішкових частинок з гострими ребрами. Цим забезпечується висока міцність матеріалу на ударний згин, а також сприятлива утомна міцність 7 81396 сталевого виробу в процесі експлуатації при високій твердості матеріалу. Експлуатаційні властивості виробу зі сталі для холодної обробки згідно з винаходом можуть бути додатково покращені, якщо один або кілька елементів присутні в матеріалі у вказаних нижче концентраціях (у % мас): Вуглець (С) зокрема, Кремній (Si) зокрема, Марганець (Mn) зокрема, Фосфор (Р) Сірка (S) зокрема, Хром (Сr) зокрема, Молібден (Мо) зокрема, Нікель (Ni) Ванадій (V) зокрема, Вольфрам (W) Мідь (Сu) зокрема, Кобальт (Со) зокрема, Алюміній (Al) зокрема, Азот (N) зокрема, Кисень (О) зокрема, більше 0,75 менше 0,94 і більше 0,8 і менше 0,9 більше 0,35 менше 0,7 і більше 0,4 і менше 0,65 більше 0,25 менше 0,9 і більше 0,3 і менше 0,5 максимум 0,025 менше 0,34 максимум 0,025 більше 4,0 і менше 5,9 більше 4,1 і менше 4,5 більше 2,2 і менше 3,4 більше 2,5 і менше 3,0 менше 0,5 більше 1,5 і менше 2,6 більше 1,8 і менше 2,4 більше 2,0 і менше 3,0 менше 0,45 максимум 0,3 більше 4,0 і менше 5,0 більше 4,2 і менше 4,8 менше 0,065 більше 0,01 менше 0,05 і більше 0,01 менше 0,1 і більше 0,05 менше 0,08 і максимум 0,01 максимум 0,009 Особливо сприятливі умови з точки зору високої в'язкості та збереження властивостей виробу при тривалій експлуатації створюються, якщо один або кілька домішкових елементів присутні в матеріалі в таких концентраціях (% мас): Олово (Sn) Сурма (Sb) Арсен (As) Селен (Se) Вісмут (Ві) максимум 0,02 максимум 0,022 максимум 0,03 максимум 0,012 максимум 0,01 Чистота і, таким чином, також механічні властивості матеріалу, зокрема, в'язкість, можуть бути забезпечені, якщо метод порошкової металурга включає розпилення розплаву азотом високої чистоти в металевий порошок з розміром зерен щонайбільше 500мкм з наступним завантаженням згаданого порошку в посудину при уникненні доступу кисню і гаряче ізостатичне пресування металевого порошку в закритій посудині для виготовлення заготовки. Для економічного виготовлення виробів зі сталі для холодної обробки, але також з міркувань забезпечення необхідних властивостей матеріалу, може бути доцільною подальша обробка 8 заготовки, виготовленої гарячим ізостатичним пресуванням, способом формування в гарячому стані. В разі, якщо виріб зі сталі для холодної обробки, згідно з передбаченнями, має границю пластичності під тиском, виміряну при твердості 61 HRC, вище за 2700МПа, то з нього можна виготовити високонадійні матриці для видавлювання деталей складної форми з дрібними елементами, котрі при тривалій експлуатації виявляють незначне спрацювання поверхні та таку ж незначну загрозу утворення тріщин. Для твердих насадок карбувальних штампів з ударним навантаженням при тривалій експлуатації доцільно, щоб виріб зі сталі для холодної обробки згідно з винаходом після термічного гартування до твердості 64 HRC мав міцність на ударний згин при кімнатній температурі більше 80,0Джоуль (Дж), переважно більше 100Джоуль (Дж). Нижче винахід проілюстровано на основі дослідних випробувань, зіставлення результатів випробувань та зроблених на цій підставі висновків. Для характеризації виробу згідно з винаходом використано значення міцності на ударний згин, визначене на ненадрізаному зразку розмірами 7x10x55мм при кімнатній температурі згідно з ДІН 51222, оскільки такі вимірювання уможливлюють точну оцінку в'язкості. Для визначення розривного подовження та роботи пластичної деформації за результатами статичного випробування на одновісний розтяг застосовували спеціальні зразки для випробування на розтяг з головками для затиску сферичної форми з поступово зростаючим діаметром, причому затискувальні пристрої випробувальної машини відповідали сферичній геометрії згаданих головок. Такі випробування описані в літературі [див. публікацію "Поведінка інструментальних сталей, перероблених методами порошкової металургії, при випробуваннях на розтяг та згин" (6th Internat Tooling Confer, on the use of tool steels: Experience and Research, Karlstad Univ., Sept. 10-13, 2002, pp. 169-178)]. Значення плинності матеріалу при деформації 0,2% визначали при випробуванні на стиск за ДІН 50106 при кімнатній температурі. Випробування на абразивне спрацьовування виконували з застосуванням карборундового шліфувального паперу Ρ 120. При випробуваннях матеріалів для характеризації міцності та ковкості металевих матеріалів застосовують різні способи. Найважливішим випробуванням є одновісне випробування на розтяг. Це випробування уможливлює визначення важливих показників міцності та ковкості. Крім того, це випробування дозволяє прогнозувати зміцнення матеріалів під впливом одновісних напруг розтягу. На Фіг. показано розривне подовження матеріалу згідно з винаходом у зіставленні зі швидкорізальною сталлю HS-6-5-4 в залежності від твердості матеріалу, забезпеченої термічною 9 обробкою; випробування виконано з застосуванням описаних вище зразків. Розривне подовження сплаву згідно з винаходом у всьому діапазоні твердості матеріалу перевищує відповідний показник сталі порівняння і, зокрема, в діапазоні верхніх значень твердості від 58 HRC до 62 HRC відношення значень розривного подовження матеріалу згідно з винаходом і відомої сталі досягає 4. Переваги комбінації властивостей високої міцності та високої ковкості матеріалу згідно з винаходом у порівнянні з матеріалами, що відповідають сучасному стану техніки, особливо наочно виявляються при зіставленні показників роботи пластичної деформації, які визначають при статичному випробуванні на одновісний розтяг. При практично однаковому початковому стані робота пластичної деформації при випробуванні на розтяг матеріалу згідно з винаходом з твердістю 63 HRC перевищує відповідний показник матеріалів порівняння на 20%. При твердості матеріалу 61,5 HRC робота пластичної деформації збільшується приблизно на 50%. Як матеріали порівняння були застосовані виготовлені методом порошкової металургії швидкорізальні сталі HS-102-5-8-PM та HS-6-5-3-PM. Окрім видатної комбінації властивостей міцності та ковкості, показаної вище, сплав згідно з винаходом виявляє дуже високу стійкість проти абразивного спрацьовування, яку визначали з застосуванням карборундового шліфувального паперу. Ця властивість досягається, незважаючи на значне зниження вмісту первинних карбідів у порівнянні з застосовуваними в цій галузі використання стандартних сплавів типу РМ. Для даних сплавів середній показник спрацьовування становить 7г-1 при твердості 61 HRC. 81396 10
ДивитисяДодаткова інформація
Назва патенту англійськоюArticle from steel for cold working
Автори англійськоюSchemmel Ingrid, Marsoner Stefan, Liebfahrt Werner
Назва патенту російськоюИзделие из стали для холодной обработки
Автори російськоюШеммель Ингрид, Марзонер Штефан, Либфарт Вернер
МПК / Мітки
МПК: C22C 1/04, C22C 38/60, C22C 38/52, C22C 38/42, C22C 38/44
Мітки: сталі, виріб, обробки, холодної
Код посилання
<a href="https://ua.patents.su/5-81396-virib-iz-stali-dlya-kholodno-obrobki.html" target="_blank" rel="follow" title="База патентів України">Виріб із сталі для холодної обробки</a>
Легована інструментальна сталь для холодної обробки і спосіб вигототовлення методом порошкової металургії деталі або інструмента з такої сталі
Номер патенту: 76704
Опубліковано: 15.09.2006
Автори: Лібфарт Вернер, Рабіч Роланд
МПК: C22C 38/12, B21B 3/00, B22F 3/15, B21B 27/00, B23B 27/14, C22C 37/00, C22C 38/22, C22C 38/24, C22C 38/36
Мітки: порошкової, спосіб, інструмента, деталі, вигототовлення, легована, металургії, холодної, сталі, методом, такої, обробки, інструментальна, сталь
Формула / Реферат:
1. Легована інструментальна сталь для холодної обробки, яка призначена для виготовлення виробів, зокрема інструментів, методом порошкової металургії, що містить, мас. %: вуглець від 2,05 до 2,65 кремній до 2,0 марганець до 2,0 хром від 6,10 ...
Сталь для холодної обробки
Номер патенту: 77178
Опубліковано: 15.11.2006
Автори: Тідестен Маґнус, Йенссон Леннарт, Сандберґ Одд
МПК: B22F 3/115, C22C 38/24, C22C 38/26, C22C 38/12, C22C 33/02, B22F 3/15, C22C 38/22, B22F 3/24
Мітки: холодної, обробки, сталь
Формула / Реферат:
1. Сталь для холодної обробки, яка відрізняється тим, що має наступний хімічний склад у мас. %:1,25-1,75 (С+N), але принаймні 0,5 С,0,1-1,5 Si,0,1-1,5 Mn,4,0-5,5 Cr,2,5-4,5 (Mo+W/2), але до 0,5 W,3,0-4,5 (V+Nb/2), але до 0,5 Nb,до 0,3 S,решта є залізо і неминучі домішки,а мікроструктура цієї сталі при гартуванні і відпуску містить 6-13 об‘єм. % ванадію, збагаченого MX карбідами, -...
Спосіб термомеханічної обробки сталі
Номер патенту: 26277
Опубліковано: 10.09.2007
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Войтюк Валерій Дмитрович
МПК: C21D 7/00
Мітки: термомеханічної, спосіб, сталі, обробки
Формула / Реферат:
Спосіб термомеханічної обробки сталі, що передбачає розпад деформованого аустеніту в проміжній області, який відрізняється тим, що охолодження прокату перед кінцевою чистовою кліттю проводять до температури 400-420 °С, а потім при цій же температурі здійснюють пластичну деформацію з отриманням зміцненої штабової полоси.
Виріб з швидкорізальної сталі з високою теплостійкістю, виготовлений методом порошкової металургії
Номер патенту: 76942
Опубліковано: 16.10.2006
Автори: Лібфарт Вернер, Рабіч Роланд, Майлі Інгрід
МПК: C22C 38/24, C22C 38/36, B23B 27/14, C22C 38/22, B22F 3/24, B22F 3/15, B23B 51/00, B23F 21/00
Мітки: методом, високою, виготовлений, металургії, виріб, швидкорізальної, порошкової, теплостійкістю, сталі
Формула / Реферат:
1. Виріб зі швидкорізальної сталі з високою теплостійкістю та в’язкістю, виготовлений методом порошкової металургії шляхом розпилення азотом струменя рідкого сплаву у металевий порошок і ущільнення цього порошку при високій температурі під всебічним тиском і, в разі необхідності, підданий гарячому формуванню, зокрема різальний інструмент, причому цей виріб має високий ступінь чистоти з вмістом та конфігурацією неметалічних включень у...
Спосіб одержання металевого захисного покриття на довгомірному виробі з вуглецевої сталі, пристрій для його здійснення та довгомірний виріб з вуглецевої сталі з алюмінієвим покриттям
Номер патенту: 76870
Опубліковано: 15.09.2006
Автори: Мещерякова Ася Олексіївна, Мещеряков Ілля Володимирович
МПК: C23C 2/36
Мітки: алюмінієвим, покриттям, пристрій, вуглецевої, покриття, сталі, вироби, захисного, металевого, довгомірний, одержання, виріб, здійснення, довгомірному, спосіб
Формула / Реферат:
1. Спосіб одержання металевого захисного покриття на рухомих довгомірних виробах з вуглецевої сталі, що включає попереднє активування поверхні виробу обробкою потоком твердих частинок, алюмінування в розплаві при температурі 700-740°С при рівномірному перемішуванні розплаву в усьому об’ємі ванни під дією біжучого електромагнітного поля, примусове охолодження довгомірного виробу з захисним покриттям та його прокатку, який відрізняється тим, що...
Попередній патент: Похідні полінітроарилтіотриазолів та спосіб їх одержання
Наступний патент: Ламінований пакувальний матеріал, спосіб його виготовлення та пакувальна тара, виготовлена з цього пакувального матеріалу
Випадковий патент: Полімерний біодеструктивний матеріал для очистки ґрунту від нафти та нафтопродуктів