Порошковий дріт
Номер патенту: 81644
Опубліковано: 10.07.2013
Автори: Петрик Ігор Андрійович, Яковлев Павло Контантинович, Перемітько Валерій Вікторович, Камель Георгій Іванович

Формула / Реферат
1. Порошковий дріт для наплавлення зносостійких покриттів на металеві вироби, який складається з металевої оболонки та наповнювача, який відрізняється тим, що наповнювач є механічною сумішшю тугоплавких, твердих і зносостійких зерен, розміри яких менше діаметра оболонки, шихти із порошку, що самофлюсується, та клею, при наступному вмісті компонентів композитного дроту, мас. %:
зерна тугоплавких, твердих і зносостійких карбідів
80-85
шихта із порошку, що самофлюсується, на нікелевій основі
5-10
металева фольга
0,1-0,2
клей
решта,
при цьому розмір зерен карбідів на порядок перевищує розміри найменшої фракції порошкоподібної шихти, а коефіцієнт заповнення порошкового дроту складає 95 %.
2. Порошковий дріт за пп. 1, 2, який відрізняється тим, що як клей може використовуватись рідке скло або алюмінат натрію.
3. Порошковий дріт за пп. 1, 2, який відрізняється тим, що металева оболонка виконана із фольги.
Текст
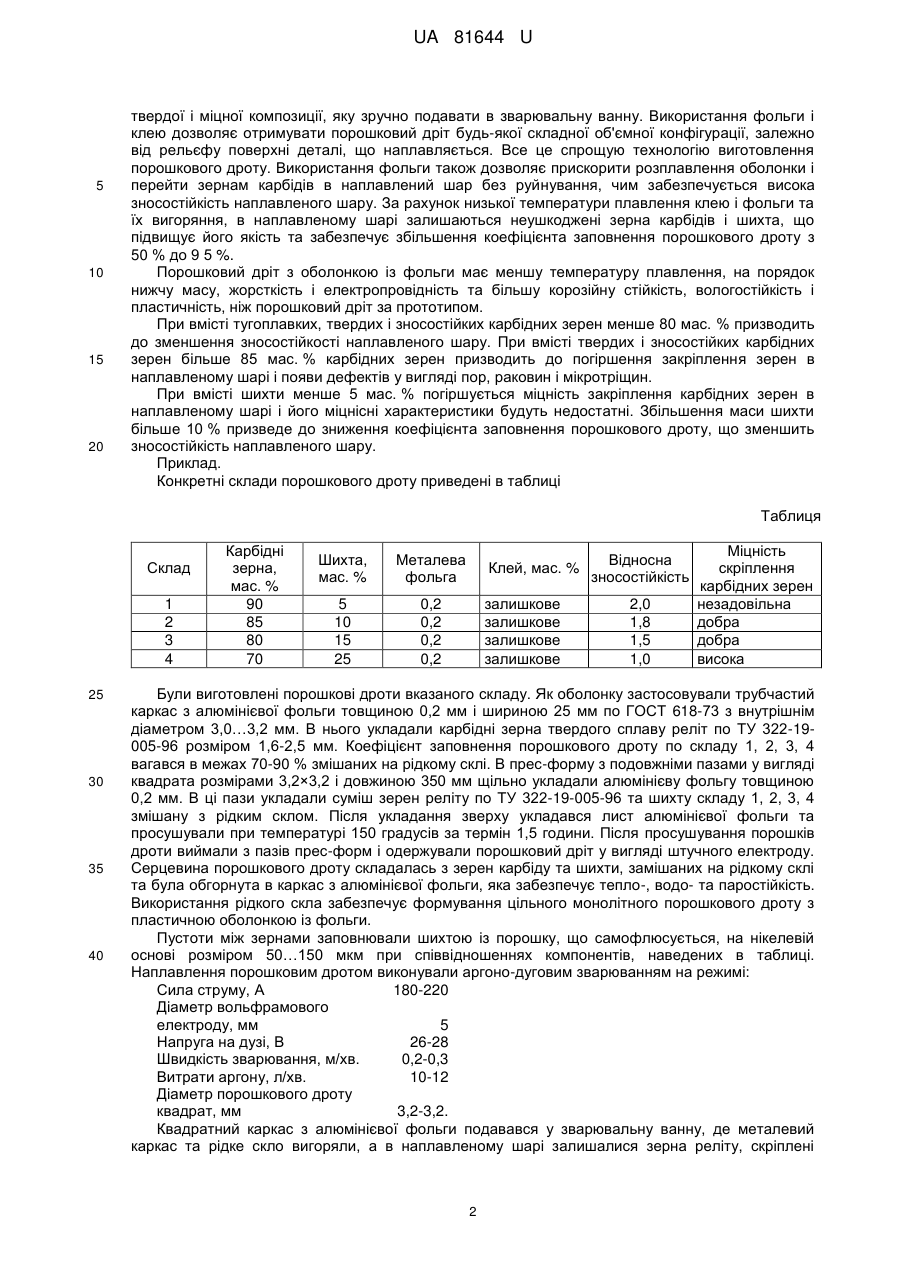
Реферат: Порошковий дріт для наплавлення зносостійких покриттів на металеві вироби складається з металевої оболонки та наповнювача, який є механічною сумішшю тугоплавких, твердих і зносостійких зерен, розміри яких менше діаметра оболонки, шихти із порошку, що самофлюсується, та клею, при цьому розмір зерен карбідів на порядок перевищує розміри найменшої фракції порошкоподібної шихти, а коефіцієнт заповнення порошкового дроту складає 95 %. UA 81644 U (54) ПОРОШКОВИЙ ДРІТ UA 81644 U UA 81644 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до матеріалів для зварювання і наплавлення і може бути використана в хімічному, енергетичному і нафтовому машинобудуванні, а також при відновленні наплавленням зношених деталей. Відомий порошковий дріт [Рябцев Н.А. Наплавка деталей машин и механизмов. К.: Екологія, 2004.-160. - С. 58, 42, 61], в якому порошковий дріт виробляють способом прокатки цільних трубок, заповнених шихтою на спеціальних віброверстатах. Недоліком порошкового дроту є те, що маса оболонки складає більше 45 %, а маса зерен карбідів не перевищує 55 %. Другим недоліком є те, що при прокатці цільних трубок, заповнених шихтою необхідно використовувати спеціальні мильні волочильні мастила. Наплавлення цими електродними дротами можливе лише з використанням індукційного нагріву, газовим полум'ям або просочуванням карбідних зерен легкоплавким сплавом. Коефіцієнт заповнення (відношення маси шихти до маси порошкового дроту, виражений в відсотках) наплавленого порошкового дроту не перевищує 45 %, що знижує можливість використання зносостійких карбідних композицій. Найбільш близьким за технічною суттю та результатом, що досягається до пропонованого рішення є порошковий дріт для наплавлення зносостійких покриттів на металеві вироби, прийнятий нами за прототип [Патент РФ № 2446930, В23 К35/368, 2010], що складається із сталевої оболонки і порошкоподібної шихти, що включає порошки дибориду титану, хрому, нікелю, графіту, який відрізняється тим, що шихта додатково містить карбонітрид титану (TICN) у вигляді нанорозмірного порошку, а порошок дибориду титану (Тіb2) має розмір 30-100 мкм при наступному співвідношенні компонентів дроту, мас. %: нікель 3-5 хром 8-12 діборід титану 10-30 карбонітрід титану 0,1-0,6 графит 1-3 сталева оболонка решта, а коефіцієнт заповнення дроту порошкоподібною шихтою складає 55 %. Недоліком цього порошкового дроту є те, що при наплавленні шихта з оболонкою переплавляються, а це призводить до руйнування карбідів; цим дротом неможливо забезпечити в наплавленному шарі високу твердість та зносостійкість зерен; при прокатці має місце механічне руйнування зерен карбідів; кількість шихті в оболонці порошкового дроту обмежена і не перевищує 55 %. В основу корисної моделі поставлено задачу удосконалення порошкового дроту шляхом зміни складу наповнювача та використання тонкостінної оболонки, що призведе до зменшення маси оболонки, збільшення величини кількості карбідних зерен і шихти та утворення твердої і міцної композиції, що дасть можливість спростити технологію виготовлення, покращити умови зберігання та збільшити коефіцієнт заповнення порошкового дроту, внаслідок чого підвищиться зносостійкість і фізико-механічні властивості наплавленого шару. Поставлена задача вирішується тим, що в порошковому дроті для наплавлення зносостійких покриттів на металеві вироби, який складається з металевої оболонки та наповнювача, наповнювач є механічною сумішшю тугоплавких, твердих і зносостійких зерен, розміри яких менше діаметра оболонки, шихти із порошку, що самофлюсується, та клею, при наступному вмісті компонентів композитного дроту, мас. % зерна тугоплавких, твердих і зносостійких карбідів 80-85 шихта із порошку, що самофлюсується, на нікелевій основі 5-10 металева фольга 0,1-0,2 клей решта, при цьому розмір зерен карбідів на порядок перевищує розміри найменшої фракції порошкоподібної шихти, а коефіцієнт заповнення порошкового дроту складає 95 %. Крім того, як клей може бути рідке скло або алюмінат натрію. А металева оболонка може бути виконана із фольги. Використання тугоплавких, твердих і зносостійких карбідних зерен, розміри яких менше діаметра оболонки, зменшує вірогідність їх руйнування при наплавленні, а покриття зерен карбідів електропровідною підкладкою захищає їх від руйнування та розчину в основі наплавлення, підвищує фізико-механічні властивості наплавлення та покращує технологію наплавлення. Шихта заповнює порожнечі між карбідними зернами, а клей сприяє утворенню 1 UA 81644 U 5 10 15 20 твердої і міцної композиції, яку зручно подавати в зварювальну ванну. Використання фольги і клею дозволяє отримувати порошковий дріт будь-якої складної об'ємної конфігурації, залежно від рельєфу поверхні деталі, що наплавляється. Все це спрощую технологію виготовлення порошкового дроту. Використання фольги також дозволяє прискорити розплавлення оболонки і перейти зернам карбідів в наплавлений шар без руйнування, чим забезпечується висока зносостійкість наплавленого шару. За рахунок низької температури плавлення клею і фольги та їх вигоряння, в наплавленому шарі залишаються неушкоджені зерна карбідів і шихта, що підвищує його якість та забезпечує збільшення коефіцієнта заповнення порошкового дроту з 50 % до 9 5 %. Порошковий дріт з оболонкою із фольги має меншу температуру плавлення, на порядок нижчу масу, жорсткість і електропровідність та більшу корозійну стійкість, вологостійкість і пластичність, ніж порошковий дріт за прототипом. При вмісті тугоплавких, твердих і зносостійких карбідних зерен менше 80 мас. % призводить до зменшення зносостійкості наплавленого шару. При вмісті твердих і зносостійких карбідних зерен більше 85 мас. % карбідних зерен призводить до погіршення закріплення зерен в наплавленому шарі і появи дефектів у вигляді пор, раковин і мікротріщин. При вмісті шихти менше 5 мас. % погіршується міцність закріплення карбідних зерен в наплавленому шарі і його міцнісні характеристики будуть недостатні. Збільшення маси шихти більше 10 % призведе до зниження коефіцієнта заповнення порошкового дроту, що зменшить зносостійкість наплавленого шару. Приклад. Конкретні склади порошкового дроту приведені в таблиці Таблиця Склад 1 2 3 4 25 30 35 40 Карбідні зерна, мас. % 90 85 80 70 Шихта, мас. % Металева фольга 5 10 15 25 0,2 0,2 0,2 0,2 Клей, мас. % залишкове залишкове залишкове залишкове Відносна зносостійкість 2,0 1,8 1,5 1,0 Міцність скріплення карбідних зерен незадовільна добра добра висока Були виготовлені порошкові дроти вказаного складу. Як оболонку застосовували трубчастий каркас з алюмінієвої фольги товщиною 0,2 мм і шириною 25 мм по ГОСТ 618-73 з внутрішнім діаметром 3,0…3,2 мм. В нього укладали карбідні зерна твердого сплаву реліт по ТУ 322-19005-96 розміром 1,6-2,5 мм. Коефіцієнт заповнення порошкового дроту по складу 1, 2, 3, 4 вагався в межах 70-90 % змішаних на рідкому склі. В прес-форму з подовжніми пазами у вигляді квадрата розмірами 3,2×3,2 і довжиною 350 мм щільно укладали алюмінієву фольгу товщиною 0,2 мм. В ці пази укладали суміш зерен реліту по ТУ 322-19-005-96 та шихту складу 1, 2, 3, 4 змішану з рідким склом. Після укладання зверху укладався лист алюмінієвої фольги та просушували при температурі 150 градусів за термін 1,5 години. Після просушування порошків дроти виймали з пазів прес-форм і одержували порошковий дріт у вигляді штучного електроду. Серцевина порошкового дроту складалась з зерен карбіду та шихти, замішаних на рідкому склі та була обгорнута в каркас з алюмінієвої фольги, яка забезпечує тепло-, водо- та паростійкість. Використання рідкого скла забезпечує формування цільного монолітного порошкового дроту з пластичною оболонкою із фольги. Пустоти між зернами заповнювали шихтою із порошку, що самофлюсується, на нікелевій основі розміром 50…150 мкм при співвідношеннях компонентів, наведених в таблиці. Наплавлення порошковим дротом виконували аргоно-дуговим зварюванням на режимі: Сила струму, А 180-220 Діаметр вольфрамового електроду, мм 5 Напруга на дузі, В 26-28 Швидкість зварювання, м/хв. 0,2-0,3 Витрати аргону, л/хв. 10-12 Діаметр порошкового дроту квадрат, мм 3,2-3,2. Квадратний каркас з алюмінієвої фольги подавався у зварювальну ванну, де металевий каркас та рідке скло вигоряли, а в наплавленому шарі залишалися зерна реліту, скріплені 2 UA 81644 U 5 шихтою і розплавленим металом деталі. Зерна реліту не були пошкоджені і повністю зберігали свої механічні властивості. Товщина наплавленого шару не перевищувала 2,5-3,0 мм. Після наплавлення виконували шліфування робочих поверхонь. Пропоновані склади 2-3 порошкового дроту при наплавленні електричною дугою забезпечували стабільне горіння дуги, хороші зварювально-технологічні властивості при наплавленні, рівномірне оплавлення порошкового дроту і високу продуктивність процесу. Експлуатаційна надійність та термін роботи наплавлених деталей збільшились в 2-3 рази. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 1. Порошковий дріт для наплавлення зносостійких покриттів на металеві вироби, який складається з металевої оболонки та наповнювача, який відрізняється тим, що наповнювач є механічною сумішшю тугоплавких, твердих і зносостійких зерен, розміри яких менше діаметра оболонки, шихти із порошку, що самофлюсується, та клею, при наступному вмісті компонентів композитного дроту, мас. %: зерна тугоплавких, твердих і зносостійких карбідів 80-85 шихта із порошку, що самофлюсується, на нікелевій основі 5-10 металева фольга 0,1-0,2 клей решта, при цьому розмір зерен карбідів на порядок перевищує розміри найменшої фракції порошкоподібної шихти, а коефіцієнт заповнення порошкового дроту складає 95 %. 2. Порошковий дріт за пп. 1, 2, який відрізняється тим, що як клей може використовуватись рідке скло або алюмінат натрію. 3. Порошковий дріт за пп. 1, 2, який відрізняється тим, що металева оболонка виконана із фольги. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюFlux cored wire
Автори англійськоюKamel Heorhii Ivanovych, Petryk Ihor Andriiovych, Peremitko Valerii Viktorovych, Yakovlev Pavlo Kostiantynovych
Назва патенту російськоюПорошковая проволока
Автори російськоюКамель Георгий Иванович, Петрик Игорь Андреевич, Перемитько Валерий Викторович, Яковлев Павел Константинович
МПК / Мітки
МПК: B23K 35/00
Мітки: порошковий, дріт
Код посилання
<a href="https://ua.patents.su/5-81644-poroshkovijj-drit.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт</a>
Порошковий дріт
Номер патенту: 80328
Опубліковано: 27.05.2013
Автори: Яковлев Павло Контантинович, Камель Георгій Іванович, Петрик Ігор Андрійович, Перемітько Валерій Вікторович
МПК: B23K 35/368
Мітки: дріт, порошковий
Формула / Реферат:
1. Порошковий дріт для наплавлення зносостойких покриттів на металеві вироби, який складається з металевої оболонки та наповнювача, який відрізняється тим, що оболонка виконана в вигляді трубчастого дротяного сітчастого каркаса, а наповнювач є механічною сумішшю з тугоплавких, твердих і зносостійких карбідних зерен, розміри яких сумірні з діаметром оболонки, та шихти із порошку, що самофлюсується, на нікелевій основі при наступному вмісті...
Порошковий дріт для наплавлення
Номер патенту: 22815
Опубліковано: 25.04.2007
Автори: Крехов Ігор Миколайович, Мацаренко Владислав Дмитрович
МПК: B23K 35/30
Мітки: наплавлення, порошковий, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, що складається зі сталевої оболонки і порошкоподібної шихти, яка містить феробор і графіт, який відрізняється тим, що у порошкоподібну шихту введено хром металевий, при цьому компоненти взято в наступному співвідношенні, мас. %: феробор 15,00-39,00 хром металевий 1,00-20,00 графіт 0,15-0,25 ...
Порошковий дріт для наплавлення
Номер патенту: 44801
Опубліковано: 15.03.2002
Автори: Мікаелян Генріх Суренович, Рябцев Ігор Олександрович, Євтушенко Віктор Вікторович
МПК: B23K 35/368
Мітки: порошковий, дріт, наплавлення
Формула / Реферат:
Порошковий дріт для наплавлення, який складається з сталевої оболонки та порошкової шихти, яка містить феромарганець, феротитан, порошок заліза, який відрізняється тим, що склад шихти додатково має ферохром, феросиліцій, порошок алюмінію та флюс АН-348А, за наступним вмістом компонентів, мас. частка, %: сталева оболонка 75,0-78,0; ферохром 2,0-2,5; ...
Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Пустовгар Олександр Володимирович, Любич Олександр Йосипович, Марченко Станіслав Вікторович
МПК: B23K 35/368
Мітки: порошковий, наплавлення, дріт
Формула / Реферат:
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 44111
Опубліковано: 15.01.2002
Автори: Любич Олександр Йосипович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: дріт, порошковий, наплавлення, чавуну, зварювання, високоміцного
Формула / Реферат:
Порошковий дріт для зварювання і наплавлення високоміцного чавуну, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, до складу якої входять графіт, силікокальцій, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить мармур при наступному співвідношенні компонентів, мас. %: Графіт 17,5-30,8 Силікокальцій 19,0 - 34,3 ...
Попередній патент: Опорний пристрій обертового барабана
Випадковий патент: Реактор для одержання заліза або його сплавів