Порошковий дріт для наплавлення
Номер патенту: 34778
Опубліковано: 15.03.2001
Автори: Марченко Станіслав Вікторович, Любич Олександр Йосипович, Пустовгар Олександр Володимирович
Формула / Реферат
Порошковий дріт для наплавлення, переважно сталей і чавунів, що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти, що містить графіт, силікокальцій, феротитан, феромарганець і залізний порошок, який відріз няеться тим, що шихта додатково містить карба мід при наступному співвідношенні компонєнтіе мас.%:
при цьому коефіцієнт заповнення порошкового дроту складає 34-38%.
Текст
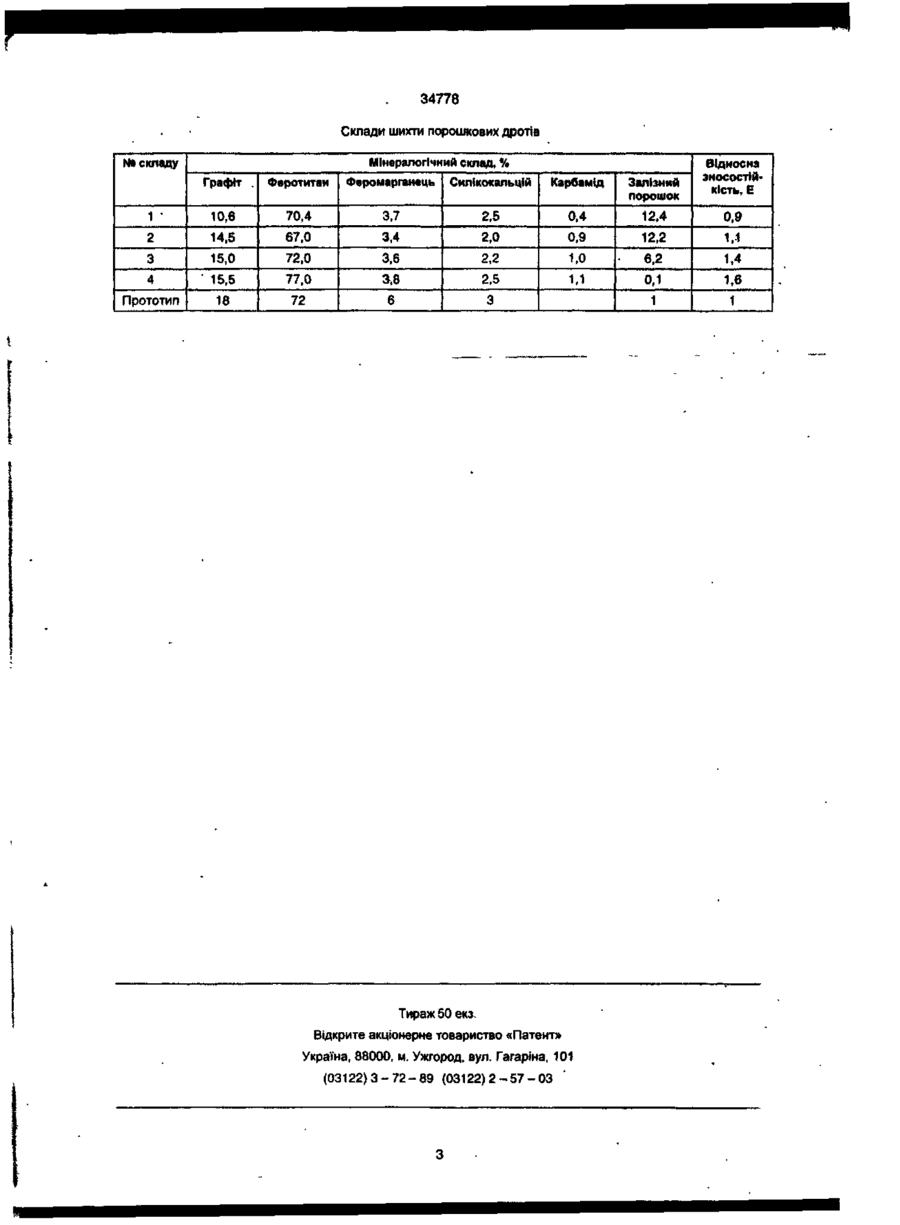
Порошковий дріт для наплавлення, переважно сталей і чавунів що складається зі сталевої низьковуглецевої оболонкиі порошкоподібної шихти, що містить графіт, силгкокальцій, феротитан, феромарганець і залізний порошок, який відрізняється тим, що шихта додатково містить карбамід при наступному співвідношенні компонентів, мас % Графіт 13,6-Т5,5 Феротитан 70,5-77,0 Феромарганець 3,7-3,8 Силікокальцій 2,4-2,5 Карбамід 0,9-1,1 Залізний порошок 0,1-8,9 при цьому коефіцієнт заповнення порошкового дроту складає 34-38% Винахід відноситься до зварювального виробництва, а саме до матеріалів, що застосовуються для напавлення поверхонь виробів гз сталей і чавунів Відомий склад порошкового дроту для наплавлення що містить в собі низьковуглецеву сталь (сталеву оболонку) і в складі шихти графіт, ітрій, феросилікокальцій, феротитан, феромарганець і залізний порошок Зазначені компоненти взяті в наступному співвідношенні, у мас % Графіт 5,0-11,0 Ітрій 0 5-3,0 Феротитан 0,4-0,9 Феромарганець 1,2-3,6 Феросилікокальцій 3,0-7,0 Залізний порошок 0,6-15,9, при коефіцієнті заповнення 26% (див авт св СРСР№ 686214 кл В23К35/368 1978) До причин що перешкоджають досягненню достатньої ЗНОСОСТІЙКОСТІ, при використанні даного порошкового дроту відносять те що у відомому складі дроту міститься металевий ітрій котрий, з'єднуючись із вуглецем, створює карбід ітрія і поряд з цим розчиняється в карбіді заліза зменшує його твердість що не дозволяє досягти достатньої твердості і ЗНОСОСТІЙКОСТІ наплавленого металу Присутність ітрія також значно підвищує вартість дроту Найбільш близьким до дроту що заявляється є порошковий дріт, який складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти що містить графіт феротитан феромарга нець, феросилікокальцій і залізний порошок при відношенні феротитана до графіту 3 1 Зазначені інгредієнти взяті в наступному співвідношенні у мас % Графіт 15-20 Феротитан 45-60 Феромарганець 5-6 Феросилікокальцій 2-3 Залізний порошок 11-33, при коефіцієнті заповнення 28% (див авт св СРСР № 1793620, кл В23К35/368, 1990) Даний порошковий дріт не має у своєму складі елементів, що створюють нітриди, які б забезпечили утворення в наплавленому металі більш твердих ніж карбіди, карбонітридів, що сприяють підвищенню СТІЙКОСТІ наплавленого металу абразивному зносу В основу винаходу поставлене завдання створення порошкового дроту для наплавлення у котрому шляхом додавання до відомих компонентів речовини, що містить азот, забезпечується одержання карбонітридів титана в наплавленому металі що сприяє підвищенню СТІЙКОСТІ наплавленого металу в умовах пдроабразивного зносу Поставлене завдання вирішується тим, що порошковий дріт для наплавлення переважно сталей і чавунів що складається зі сталевої низьковуглецевої оболонки і порошкоподібної шихти що містить графіт, феротитан, феромарганець, силікокальцій і залізний порошок, згідно з винаходом додатково містить карбамід при наступному співвідношенні компонентів, у мас % 00 со < 34778 Графіт 13,6-15,5 Феротитан 70,5-77,0 Феромарганець 3,7-3,8 Силікокальцій 2,4-2,5 Карбамід 0,9-1,1 Залізний порошок 0,1-8,9 При цьому коефіцієнт заповнення порошкового дроту складає 34-38%. Введення інгредієнтів до складу порошкового дроту в таких співвідношеннях є необхідним і достатнім для одержання щільного наплавленого металу, стійкого в умовах гідроабразивного зносу. Додання до складу порошкового дроту карбаміда сприяє насиченню карбідів титана азотом, що забезпечує утворення карбонітридів. Твердість карбонітридів перевищує твердість карбідів за рахунок розчиненого в них азоту і зміненого внаслідок цього кристалічної будови Така кількість карбаміда забезпечує одержання максимальної кількості азоту, що розчиняється в чавуні. При наявності карбаміда менше 0,9%, його виявляється недостатньо для утворення необхідної кількості карбонітридів. Якщо кількість карбаміда перевищує 1,1%, азот не засвоюється металом й переходить у шлак. Введення до складу порошкового дроту графіту в кількості 13,6-15,5% забезпечує одержання в наплавленому металі грузлої мартенситвоі структури, що утримує карбіди і карбонітрити. При наявності графіту Ь складі шихти порошкового дроту менше 13,6%, у наплавленому металі збільшується кількість мартенситу і зменшується кількість твердої карбідної фази, що знижує твердість і зносостійкість металу. При підвищенні кількості графіту в складі дроту відбувається незасвоєння його в рідкій фазі наплавленого металу і виділення в шлак Введення феротитану до складу порошкового дроту нижче встановленої межі не забезпечує утворення достатньої кількості карбонітридів титану, що помітно впливають на стійкість наплавленого металу до гідроабразивного зносу через більшу твердість карбонітридів ніж карбідів титана. Збільшення кількості феротитану при даному співвідношенні кількості компонентів у порошковому дроті неможливо. Феромарганець, у таких межах уведений до складу порошкового дроту з метою зв'язування сірки в сульфіди, попереджає утворення гарячих тріщин і збільшення кількості залишкового аустеніту. При вмісті марганцю вище цієї межі в складі порошкового дроту він не буде засвоюватися металом і перейде в шлак. При зниженому вмісті його кількості буде недостатньо для зв'язування всієї сірки, що міститься в наплавленому металі. При введені в такій кількості до складу шихту силікокальцію кремній, що знаходиться в його складі, розчиняється у фериті і підвищує його твердість. При вмісті кремнію вище встановленої межі в чавуні збільшується його крихкість. При за ниженому вмісті його стає недостатньо для підвищення твердості наплавленого металу. Кальцій, що міститься в складі силікокальцію, стабілізує дуговий процес при наплавленні. Сукупність всіх існуючих ознак, у тому числі відмінних, забезпечує одержання наплавленого металу, стійкого в умовах гідроабразивного зносу за рахунок насичення наплавленого металу азотом, що міститься в харбаміді, одержання більш твердих ніж карбіди карбонітридів -титана й утримуючої їх грузлої мартенситної матриці. Для виготовлення порошкових дротів складу, що заявляється, застосовували наступні вихідні матеріали: графіт кристалічний ГЛ1 за ДСТ 17022-81 феротитан ФтиЗО за ДСТ 4761-91 феромарганець Фмн1 0 за ДСТ 4755-80 силікокальцій СК15 за ДСТ 4762-71 карбамід за ДСТ6691-77 залізний порошок ПЖВ-2 за ДСТ 9849-87 сталева стрічка ст.0.8кп 0.3 (12 за ДСТ 503-81) Склади порошкових дротів для наплавлення і результати випробувань металу, наплавленого ними, подані в табл Виготовлення порошкових дротів здійснюється в такий спосіб' інгредієнти шихти порошкових дротів попередньо дробляться до стану, що забезпечує утримування в пилоподібних частках більше 60% маси об'єму Перед навішенням всі інгредієнти з вологістю більше 0,1% просушують при температурі 200-250°С (карбамід - при 70100°С), а потім просіваються крізь сито № 025 за ГОСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом беззупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту Кінцевий діаметр порошкового дроту дорівнює 2,6 мм, коефіцієнт заповнення 3438%. Наплавлення робили на пластини зі сталі 20, розмірами 150x200x20 мм, зварювальним напівавтоматом А-765 від джерела живлення ВР-600 на режимі: сила струму 150-200А, напруга 28-ЗОВ, полярність пряма Випробування наплавленого металу на стійкість до гідроабразивного зносу робили в лабораторних умовах. Зностостійкість оцінювали по кількості різниці маси зразків до і після випробування. З таблиці видно, що порошкові дроти складу 2-4 забезпечують одержання наплавленого металу з більш високою зносостійкістю в порівнянні зі складом прототипу. У такий спосіб запропонований склад порошкового дроту дозволяє одержати більш стійкий, у порівнянні з прототипом, до гідроабразивного зносу матеріал. Це досягається за рахунок одержання в наплавленому металі карбонітридів титана, а також за рахунок утворення мартенсита. 34778 Склади шихти порошкових дротів Мінералогічний склад, % to складу Графіт . Відносна зносостійкість, Є Феротитан Феромарганець Силікокальцій Карбамід Залізний порошок 2,5 0,4 12,4 0,9 12,2 1,-1 6,2 1,4 0,1 1,6 1 1 1 • 10,6 70,4 3,7 2 14,5 67,0 3,4 2,0 0,9 3 15,0 72,0 3,6 2,2 1,0 4 " 15,5 77,0 3,8 2,5 1,1 Прототип 18 72 6 3 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. ГагарІна, 101 (03122)3-72-89 (03122)2-57-03 •
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder wire for welding deposition
Автори англійськоюLiubych Oleksandr Yosypovych, Marchenko Stanislav Viktorovych, Pustovhar Oleksandr Volodymyrovych
Назва патенту російськоюПорошковая проволока для наплавки
Автори російськоюЛюбич Александр Иосифович, Марченко Станислав Викторович, Пустовгар Александр Владимирович
МПК / Мітки
МПК: B23K 35/368
Мітки: порошковий, дріт, наплавлення
Код посилання
<a href="https://ua.patents.su/4-34778-poroshkovijj-drit-dlya-naplavlennya.html" target="_blank" rel="follow" title="База патентів України">Порошковий дріт для наплавлення</a>
Порошковий дріт для зварювання і наплавлення високоміцного чавуну
Номер патенту: 34369
Опубліковано: 15.02.2001
Автори: Любич Олександр Йосипович, Марченко Станіслав Вікторович, Пустовгар Олександр Володимирович
МПК: B23K 35/368
Мітки: високоміцного, порошковий, зварювання, наплавлення, дріт, чавуну
Текст:
...частках більш як 60% маси об'єму. Перед звішуванням всі інгредієнти з вологістю більш як 0,1% просушують при температурі 200250°С, а потім просіюють крізь сито № 025 за ДСТ 3584-73. Дріт виготовляється на профілюючому стані шляхом безупинного згортання стрічки, що заповнюється шихтою, і наступним калібруванням і вальцюванням на необхідний діаметр дроту. Кінцевий діаметр порошкового дроту складає 2,6 мм, коефіцієнт заповнення 27,1-30,2%. Для...
Порошковий дріт для одержання покрить напиленням
Номер патенту: 21270
Опубліковано: 04.11.1997
Автор: Студент Михайло Михайлович
МПК: C23C 4/12
Мітки: покрить, одержання, напиленням, дріт, порошковий
Формула / Реферат:
1. Порошковий дріт для одержання покрить напиленням, що складається Із стальної оболонки, наповненою порошковою алюмініймісткою шихтою, який відрізняється тим, що порошкова шихта додатково містить боромістку лігатуру при відповідній кількості компонентів порошкового дроту, мас.%.при коефіцієнті заповнення порошкового дроту шихтою 16-22%.2. Порошковий дріт для одержання покрить напиленням по п. 1, який відрізняється тим,...
Порошковий дріт для позапічної десульфурації чавуну
Номер патенту: 30276
Опубліковано: 15.11.2000
Автори: Бать Сергій Юрійович, Тітієвський Володимир Маркович, Лифенко Микола Трофимович, Зборщик Олександр Михайлович, Дюдкін Дмитро Олександрович
МПК: C21C 7/00
Мітки: дріт, позапічної, порошковий, десульфурації, чавуну
Формула / Реферат:
1. Порошковий дріт для позапічної десульфурації чавуну, який складається з металевої оболонки та заповнювача, який відрізняється тим, що заповнювач дроту складається з механічної суміші 30-95% сплаву системи залізо - кремній - магній з вмістом магнію 8-30% та 5-70% речовини, яка містить оксид магнію.2. Порошковий дріт по п.1, який відрізняється тим, що оксид магнію введений до складу заповнювача у вигляді обпеченого доломіту або...
Порошковий дріт для присадки магнію до розплавів на основі заліза
Номер патенту: 32843
Опубліковано: 15.02.2001
Автори: Оніщук Віталій Прохорович, Гринберг Самуіл Юхимович, Кочевенко Іван Іванович, Кисіленко Володимир Васильович, Дюдкін Дмитро Олександрович
МПК: C21C 7/06
Мітки: магнію, заліза, дріт, основі, присадки, порошковий, розплавів
Формула / Реферат:
Порошковий дріт для присадки магнію до розплавів на основі заліза, який містить у собі оболонку і сердечник із механічної суміші порошків магнію і пасиватору, відрізняється тим, що в якості пасиватору використано ставролітовии концентрат при наступному співвідношенні компонентів, мас.%: магній 22-40 ставролітовий концентрат 60-78
Порошковий дріт для модифікування
Номер патенту: 26046
Опубліковано: 26.02.1999
Автори: Лєнський Валерій Георгійович, Лоік Михайло Петрович, Носоченко Олег Васильович, Юшко Ігор Олегович, Бєлов Борис Федорович, Ніколаєв Геннадій Андрійович, Мєльник Сергій Григорович, Поживанов Михайло Олександрович, Лоік Валерій Петрович, Троцан Анатолій Іванович
МПК: C22C 35/00, C21C 1/00
Мітки: порошковий, модифікування, дріт
Формула / Реферат:
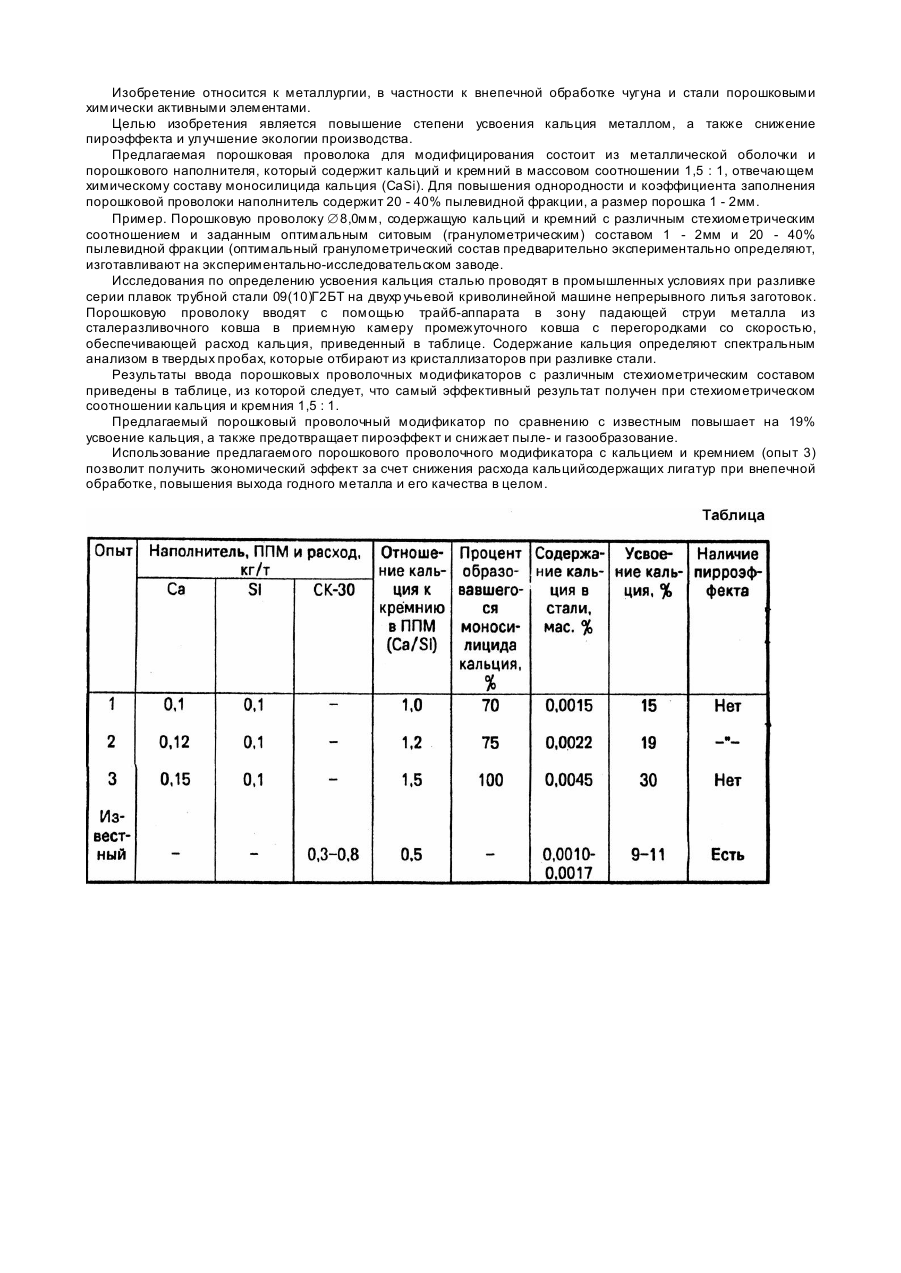
Порошковая проволока для модифицирования, состоящая из металлической оболочки и порошкообразного наполнителя, содержащего кальций и кремний, отличающаяся тем, что, с целью повышения степени усвоения кальция металлом, а также снижения пироэффекта и улучшения экологии производства, наполнитель содержит кальций в соотношении 1,5 : 1,0, соотношение кальция к кремнию составляет 1,5 : 1,0.
Наступний патент: Спосіб одержання адипінової кислоти
Випадковий патент: Спосіб відновлення поверхні тертя в імпульсному магнітному полі за допомогою модульованого сигналу