Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами
Номер патенту: 81801
Опубліковано: 11.02.2008
Автори: Джавед Саквіб, Феррарі Клаудіо, Меландрі Антоніо, Галавотті Джорджіо
Формула / Реферат
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить:
- генеруючі засоби для генерування сигналу ![]() змінного струму;
змінного струму;
- принаймні один індуктор (4), який одержує цей сигнал ![]() змінного струму, щоб індукувати паразитний електричний струм у шарі (12) і локально розплавляти пластичний матеріал (16) для формування поперечного зварного шва; та
змінного струму, щоб індукувати паразитний електричний струм у шарі (12) і локально розплавляти пластичний матеріал (16) для формування поперечного зварного шва; та
- узгоджувальну схему (7) для досягнення оптимального передавання потужності між генеруючими засобами (3) і індуктором,
який відрізняється тим, що узгоджувальна схема (7) містить індуктивно-ємнісне коло, в якому щонайменше один індуктивний елемент (23а, 23) з’єднаний із щонайменше одним ємнісним елементом (20, 24, 25, 26, 27) змінної ємності, при цьому ємність ємнісного елемента відрегульована так, щоб фазовий кут між струмом і напругою був близьким до нуля.
2. Зварювальний пристрій за п. 1, який відрізняється тим, що індуктивний елемент (23) і ємнісний елемент (20, 24, 25, 26, 27) паралельні один одному.
3. Зварювальний пристрій за пунктом 1 або 2, який відрізняється тим, що ємнісний елемент (20, 24, 25, 26, 27) містить принаймні один основний конденсатор (20) і ряд допоміжних конденсаторів (24, 25, 26, 27), які виконані з можливістю вибіркового паралельного приєднання до основного конденсатора (20) або від'єднання від нього.
4. Зварювальний пристрій за п. 3, який відрізняється тим, що до відповідних допоміжних конденсаторів (24, 25, 26, 27) приєднані перемикаючі пристрої (24а, 25а, 26а, 27а) для підключення/відключення відповідних допоміжних конденсаторів (24, 25, 26, 27).
5. Зварювальний пристрій за п. 4, який відрізняється тим, що кожен перемикаючий пристрій (24а, 25а, 26а, 27а) містить перший і другий IGBT-транзистори (40а, 40b), емітери (Е) яких з’єднані один з одним, а колектори (С) з’єднані відповідно електричною лінією (21), яка з’єднує основний конденсатор (20) з кінцевим виводом відповідного допоміжного конденсатора (24-27), при цьому затвори (G) IGBT-транзисторів (40а, 40b) з’єднані один з одним і одержують команду у вигляді напруги Vdc для увімкнення/вимкнення IGBT-транзисторів (40а, 40b).
6. Зварювальний пристрій за п. 5, який відрізняється тим, що між затворами (G) і емітерами (Е) IGBT-транзисторів (40а, 40b) розміщений принаймні один резистор (46), де резистор (46) забезпечує стікання струму, накопиченого внутрішніми ємностями транзисторів IGBT, коли транзистори IGBT вимкнені.
7. Зварювальний пристрій за п. 5, який відрізняється тим, що між затвором (G) і емітером (S) кожного IGBT-транзистора (40а, 40b) розміщено принаймні один стабілітрон (48), де стабілітрон (48) обмежує напругу Vge транзистора IGBT до наперед заданого максимального значення.
8. Зварювальний пристрій за п. 1, який відрізняється тим, що індуктивний елемент (23а, 23) має змінне значення індуктивності, причому значення індуктивності встановлено таким, що імпеданс узгоджувальної схеми приймає значення, близьке до оптимального значення імпедансу Zott, наприклад 50 Ом, щоб максимізувати передачу потужності від генеруючих засобів (3) до індуктора (4).
9. Зварювальний пристрій за п. 8, який відрізняється тим, що індуктивний елемент (23а, 23) містить трансформатор (23), первинна обмотка (23а) якого має ряд входів (50), з’єднаних з відповідними витками, і, таким чином, при виборі входу, дає різні коефіцієнти трансформації трансформатора (23).
10. Спосіб індукційного зварювання, який застосовується для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому у ньому:
- генерують (3) сигнал ![]() змінного струму за допомогою генератора (3);
змінного струму за допомогою генератора (3);
- подають сигнал ![]() змінного струму до принаймні одного індуктора (4) для індукування паразитного електричного струму в згаданому шарі (12) і локального розплавлення пластичного матеріалу (16), щоб сформувати поперечний зварний шов; та
змінного струму до принаймні одного індуктора (4) для індукування паразитного електричного струму в згаданому шарі (12) і локального розплавлення пластичного матеріалу (16), щоб сформувати поперечний зварний шов; та
- оптимізують передавання потужності між генератором (3) і індуктором (4) за допомогою узгоджувальної схеми (7),
який відрізняється тим, що на етапі оптимізації регулюють ємність щонайменше одного ємнісного елемента (20, 24, 25, 26, 27), сполученого із щонайменше одним індуктивним елементом (23а, 23) так, щоб фазовий кут між струмом і напругою був близьким до нуля.
11. Спосіб зварювання за п. 10, який відрізняється тим, що регулюють значення індуктивності індуктивного елемента, внаслідок чого вхідний імпеданс узгоджувальної схеми (7) приймає значення, близьке до оптимального значення імпедансу Zott, наприклад 50 Ом, щоб максимізувати передачу потужності від генератора (3) до індуктора (4).
Текст
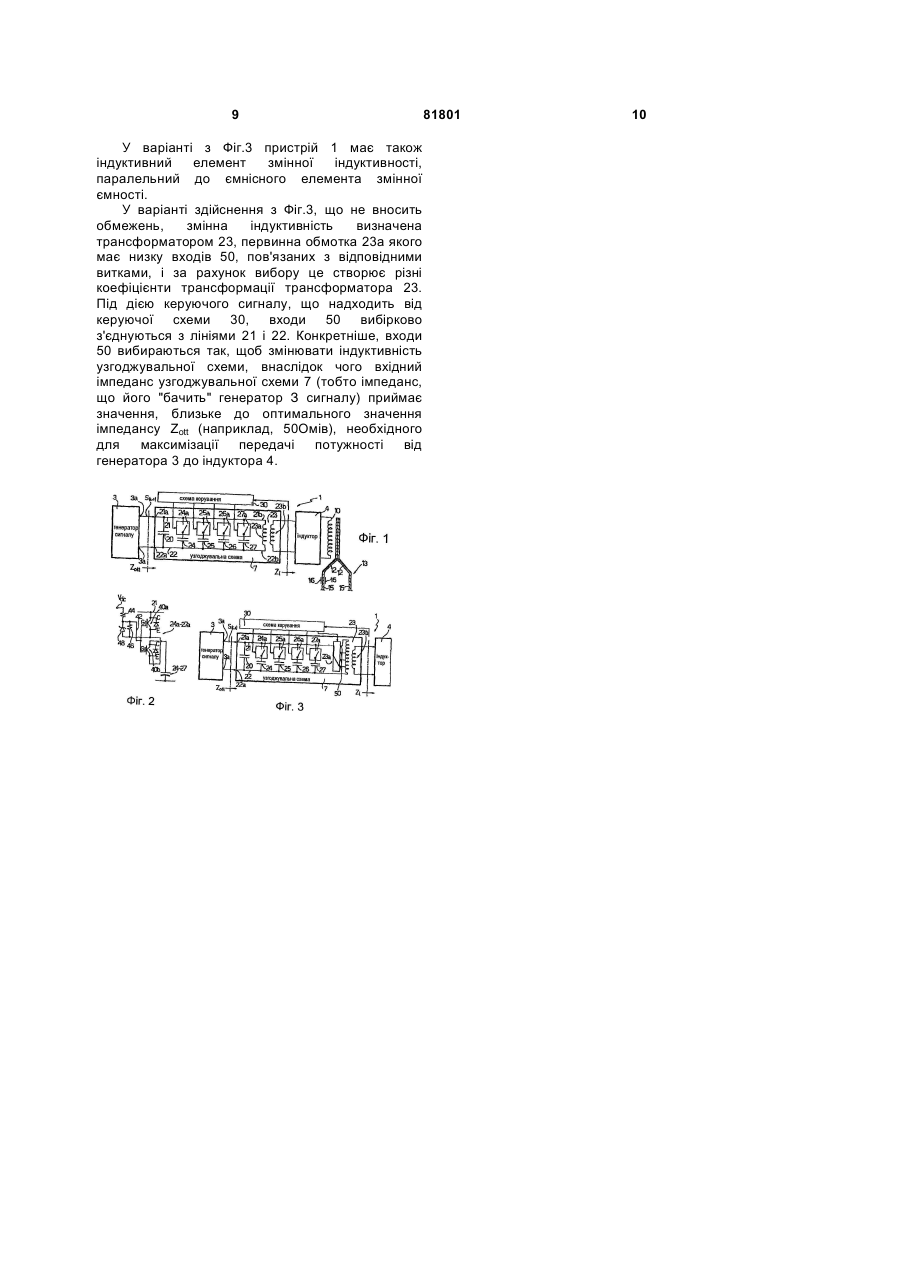
1. Індукційний зварювальний пристрій, який виконаний з можливістю використання для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому зварювальний пристрій містить: - генеруючі засоби для генерування сигналу S(w) змінного струму; - принаймні один індуктор (4), який одержує цей сигнал S(w) змінного струму, щоб індукувати паразитний електричний струм у шарі (12) і локально розплавляти пластичний матеріал (16) для формування поперечного зварного шва; та - узгоджувальну схему (7) для досягнення оптимального передавання потужності між генеруючими засобами (3) і індуктором, який відрізняється тим, що узгоджувальна схема (7) містить індуктивно-ємнісне коло, в якому щонайменше один індуктивний елемент (23а, 23) з’єднаний із щонайменше одним ємнісним елементом (20, 24, 25, 26, 27) змінної ємності, при цьому ємність ємнісного елемента відрегульована так, щоб фазовий кут між струмом і напругою був близьким до нуля. 2. Зварювальний пристрій за п. 1, який відрізняється тим, що індуктивний елемент (23) і ємнісний елемент (20, 24, 25, 26, 27) паралельні один одному. 2 (19) 1 3 81801 4 імпеданс узгоджувальної схеми приймає значення, близьке до оптимального значення імпедансу Zott, наприклад 50 Ом, щоб максимізувати передачу потужності від генеруючих засобів (3) до індуктора (4). 9. Зварювальний пристрій за п. 8, який відрізняється тим, що індуктивний елемент (23а, 23) містить трансформатор (23), первинна обмотка (23а) якого має ряд входів (50), з’єднаних з відповідними витками, і, таким чином, при виборі входу, дає різні коефіцієнти трансформації трансформатора (23). 10. Спосіб індукційного зварювання, який застосовується для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби (13) з листового пакувального матеріалу, котрий містить щонайменше один шар (12) індукційно-нагрівного матеріалу, покритого пластичним матеріалом (16), причому у ньому: - генерують (3) сигнал S(w) змінного струму за допомогою генератора (3); - подають сигнал S(w) змінного струму до принаймні одного індуктора (4) для індукування паразитного електричного струму в згаданому шарі (12) і локального розплавлення пластичного матеріалу (16), щоб сформувати поперечний зварний шов; та - оптимізують передавання потужності між генератором (3) і індуктором (4) за допомогою узгоджувальної схеми (7), який відрізняється тим, що на етапі оптимізації регулюють ємність щонайменше одного ємнісного елемента (20, 24, 25, 26, 27), сполученого із щонайменше одним індуктивним елементом (23а, 23) так, щоб фазовий кут між струмом і напругою був близьким до нуля. 11. Спосіб зварювання за п. 10, який відрізняється тим, що регулюють значення індуктивності індуктивного елемента, внаслідок чого вхідний імпеданс узгоджувальної схеми (7) приймає значення, близьке до оптимального значення імпедансу Zott, наприклад 50 Ом, щоб максимізувати передачу потужності від генератора (3) до індуктора (4). Даний винахід стосується індукційного зварювального пристрою і способу, що може бути використаним для виготовлення упаковок з розливними харчовими продуктами. Зокрема, винахід може бути використаним, переважно, проте не виключно, у вузлі формування і зварювання для формування і зварювання упаковок з труби листового пакувального матеріалу, котра безперервно заповнюється розливним продуктом. Відомо, що багато розливних харчових продуктів (наприклад, плодово-ягідні або овочеві соки, пастеризоване молоко або молоко ультрависокої пастеризації (оброблене при ультрависоких температурах), вино тощо) продаються в упаковках, виготовлених із стерильного листового пакувального матеріалу. Типовим прикладом такої упаковки є упаковка у формі паралелепіпеда для розливних харчових продуктів, відома як Tetra Brik Aseptic®, котра формується згинанням і зварюванням стрічки ламінованового пакувального матеріалу. Ламінований пакувальний матеріал містить шар волокнистого матеріалу, наприклад, паперу, покритого з обох боків термозварюваним пластичним матеріалом, наприклад, поліетиленом, а у випадку асептичних упаковок для продуктів тривалого зберігання, таких як молоко ультрависокої пастеризації, містить також, на стороні, яка зрештою контактує з харчовим продуктом в упаковці, шар непроникного для кисню захисного матеріалу, наприклад, плівки з алюмінію або співполімеру етилену і вінілового спирту (EVOH), котрий у свою чергу покривають одним або більшою кількістю шарів термозварюваного пластичного матеріалу. Відомо, що такі упаковки виготовляються на повністю автоматизованих пакувальних машинах, на котрих з пакувального матеріалу, що подається у вигляді стрічки, формується нескінченна труба; стрічка пакувального матеріалу стерилізується в самій пакувальній машині, наприклад, за рахунок застосування хімічного стерилізуючого засобу, такого як розчин пероксиду водню, який відразу після завершення стерилізації видаляється, наприклад, випаровується нагріванням, з поверхонь пакувального матеріалу; а стерилізована таким чином стрічка утримується в умовах закритого стерильного середовища, згинається і поздовжньо зварюється у формі вертикальної труби. Далі труба заповнюється згори стерилізованим або стерильно обробленим розливним харчовим продуктом, і затискається упоперек через однакові проміжки двома парами затискних губок. Конкретніше, пари затискних губок діють на трубу періодично і послідовно, аби заварити пакувальний матеріал труби і сформувати нескінченну стрічку подушкоподібних пакетів, з'єднаних один з одним відповідними поперечно звареними зонами. Подушкоподібні пакети розділяються шляхом розрізування відповідних заварених зон, а потім подаються до кінцевого згинального пристрою, де вони механічно згинаються, набуваючи остаточної форми паралелепіпеда. У випадку асептичних упаковок з шаром алюмінію, як захисного матеріалу, поперечні ділянки труби зазвичай зварюються з допомогою зварювального пристрою, котрий індукує паразитний електричний струм у шарі алюмінію, аби локально розплавити термозварюваний пластичний матеріал. Конкретніше, одна із затискних губок у кожній парі має основне тіло, виготовлене з непровідного матеріалу, та індуктор, розміщений в передній 5 частині основного тіла; інша ж затискна губка має притискні полозки, виготовлені з еластично піддатливого матеріалу, наприклад, гуми. Індуктор вмикається, коли відповідна пара затискних губок затиснута на трубі, щоб заварити поперечну ділянку труби шляхом зварювання покриття з пластичного матеріалу. Конкретніше, додатково до індуктора, зварювальний пристрій містить також генератор сигналу змінного струму і узгоджувальну схему для оптимізації передавання потужності між генератором і індуктором. Фактично, генератор дає максимальну потужність, коли фазовий кут між струмом і напругою наближається до нуля. Відомі, узгоджувальні схеми звичайно визначаються як індуктивно-ємнісна схема, в якій ємнісний елемент (що зазвичай складається з низки паралельних конденсаторів) паралельно з'єднаний з індуктивним елементом (котрим зазвичай є трансформатор); а значення ємності ємнісного елемента і значення індуктивності індуктивного елемента вибрані так, щоб здійснювалося фазування, за рахунок якого фазовий кут між струмом і напругою наближається до нуля. Однак, таке фазування найкраще здійснюється для наперед заданого електричного навантаження, пов'язаного із заданими робочими умовами (наприклад, об'ємом упаковки, продуктивністю розливальної машини і робочою швидкістю, типом індуктора тощо). Тому, разом зі змінами електричного навантаження, викликаними змінами робочих умов, відбувається помітний відхід від умови оптимального фазування, а це зменшує потужність, яка передається до індуктора. Також з [WO9952776] відомий спосіб, націлений на опосередковане визначення енергії, поглинутої провідним шаром (5), який формує частину смуги пакувального матеріалу (1), який зварюється в поперечному напрямі. Спосіб базується на вимірюванні параметрів, корельованих з потужністю, яка подається джерелом струму (45) до пакувального матеріалу (1) під час зварювання, та з температурою провідного шару (5). При вимірюванні температури беруть до уваги температуру продукту, який пакується, характеристики пакувального матеріалу та характеристики механічних зварювальних елементів; також визначається належне розрізання пакувального матеріалу після зварювання, а параметри контролюються вимірюванням відповідних величин і порівнянням з допустимими величинами. Якщо це є ефективним способом контролю енергії, поглинутої провідним шаром, то це не вирішує вищезгадану технічну задачу як уникнути відходу від умови оптимальної синхронізації та зниження потужності, яка подається до індуктора. Задачею даного винаходу є запропонувати зварювальний пристрій, розроблений з метою усунення недоліків відомих пристроїв. Згідно з даним винаходом пропонується індукційний зварювальний пристрій, який може бути використаним для виготовлення упаковок з розливними харчовими продуктами шляхом 81801 6 поперечного зварювання труби з листового пакувального матеріалу, котрий містить щонайменше один шар індукційно-нагрівного матеріалу, покритого пластичним матеріалом, причому згаданий зварювальний пристрій містить: генеруючі засоби для генерування сигналу S(o>) змінного струму; принаймні один індуктор, який одержує цей сигнал S(co) змінного струму, щоб індукувати паразитний електричний струм у згаданому шарі і локально розплавляти згаданий пластичний матеріал, аби формувати поперечний зварний шов; та узгоджувальну схему для досягнення оптимального передавання потужності між згаданим генератором і згаданим індуктором; який відрізняється тим, що згадана узгоджувальна схема містить індуктивно-ємнісне коло, в якому щонайменше один індуктивний елемент сполучений із щонайменше одним ємнісним елементом змінної ємності; при цьому ємність ємнісного елемента можна відрегулювати так, щоб фазовий кут між струмом і напругою був близьким до нуля. Даний винахід стосується також способу індукційного зварювання, який може бути використаним для виготовлення упаковок з розливними харчовими продуктами шляхом поперечного зварювання труби з листового пакувального матеріалу, котрий містить щонайменше один шар індукційно-нагрівного матеріалу, покритого пластичним матеріалом, причому згаданий спосіб складається з етапів: генерування сигналу S(oo) змінного струму; подавання згаданого сигналу S(oo) змінного струму до принаймні одного індуктора для індукування паразитного електричного струму в згаданому шарі і локального розплавлення згаданого пластичного матеріалу, щоб сформувати поперечний зварний шов; та оптимізації передавання потужності між згаданим генератором і згаданим індуктором за допомогою узгоджувальної схеми; який відрізняється тим, що згаданий етап оптимізації містить етапи регулювання ємності щонайменше одного ємнісного елемента, сполученого із щонайменше одним індуктивним елементом так, що фазовий кут між струмом і напругою близький до нуля. Короткий опис ілюстрацій Далі буде описано варіант здійснення винаходу, якому віддається перевага і який не вносить обмежень, на основі прикладу з посиланням на додані ілюстрації, де: Фіг.1 спрощена електрична схема індукційного зварювального пристрою, який може бути використаним для виготовлення упаковок з розливними харчовими продуктами; Фіг.2 - частина пристрою з Фіг.1, показана детальніше; Фіг.3 - варіант пристрою з Фіг.1. Найкращий варіант здійснення винаходу Позицією 1 на Фіг.1 у цілому позначено індукційний зварювальний пристрій, який може бути використаним для виготовлення упаковок з розливними харчовими продуктами. Конкретніше, зварювальний пристрій 1 містить генератор 3 для генерування сигналу S(co) 7 змінного струму; індуктор 4, який одержує сигнал S(co) змінного струму; і узгоджувальну схему 7 для оптимізації передавання потужності між генератором 3 і індуктором 4. Конкретніше, генератор 3 може генерувати сигнал змінної напруги (наприклад, синусоїдальний) середньої частоти (наприклад, 530 кГц) з максимальною напругою біля кількох сотень (наприклад, 540) Вольт, може генерувати сигнал S(co) постійного або пульсуючого змінного струму, і забезпечує максимальну потужність (наприклад, 2500 Ват), коли фазовий кут між струмом і напругою (обидва значення зміряні на виході генератора 3) близький до нуля. Індуктор 4 характеризується обмоткою 10, яка одержує сигнал S(co) змінного струму, щоб генерувати пульсуюче магнітне поле, яке в свою чергу продукує паразитний електричний струм в алюмінієвому листі 12, формуючи частину вертикальної труби 13 (показаної частково і не в масштабі), виготовленої із стрічки ламінованого пакувального матеріалу, якій надана відповідна форма. Ламінований пакувальний матеріал складається з центрального шару 15 волокнистого матеріалу (наприклад, паперу), покритого з обох сторін термозварюваним пластичним матеріалом 16, наприклад, поліетиленом; між центральним шаром 15 волокнистого матеріалу і одним із шарів пластичного матеріалу 16 розміщений алюмінієвий лист 12; і паразитний струм локально розплавляє пластичний матеріал 16 двох контактуючих частин вертикальної труби 13, щоб зварити трубу 13 упоперек. Узгоджувальна схема 7 містить принаймні один перший конденсатор 20, розміщений між першою і другою електричними лініями 21, 22; і низку конденсаторів 24, 25, 26, 27 (чотири в показаному прикладі, але яких, очевидно, може бути будь-яка інша кількість), котрі можуть бути приєднані до і від'єднані від електричних ліній 21, 22, завдяки керуючим сигналам, що діють на відповідні перемикачі 24а, 25а, 26а, 27а. Конденсатор 20 може визначатися низкою паралельних конденсаторів (наприклад, трьома не показані) і може мати ємність в інтервалі 14-40 нФ. Конкретніше, перші кінці 21а, 22а електричних ліній 21, 22 визначають вхід узгоджувальної схеми 7, а другі кінці 21 b, 22b електричних ліній-21, 22 приєднані до кінцевих клем первинної обмотки 23а трансформатора 23, вторинна обмотка 23Ь якого визначає вихід узгоджувальної схеми 7. Трансформатор 23, переважно, має феритове осердя, а обмотки 23а, 23Ь виконані літцендратом, аби значно зменшити внутрішні втрати. Таким чином, узгоджувальна схема 7 являє собою індуктивно-ємнісне коло, котре містить індуктивний елемент (визначений обмоткою 23а трансформатора 23) паралельно до ємнісного елемента змінної ємності, яка змінюється за рахунок приєднування одного або більшої кількості конденсаторів 24, 25, 27, 27 паралельно до конденсатора 20. 81801 8 Згідно з даним винаходом значення ємності ємнісного елемента регулюється таким чином, що фазовий кут між струмом і напругою близький до нуля. Ємність для зручності регулюється керуючою схемою ЗО, яка вимірює параметри (наприклад, миттєве значення фазового кута φ між струмом і напругою на виході генератора 3 та/або імпеданс на виході генератора 3, тобто вхідний імпеданс узгоджувальної схеми 7) протягом процесу виготовлення упаковки і визначає цільову ємність Ctarg, яку повинен мати ємнісний елемент, щоб досягти близького до нуля фазового кута між струмом і напругою. Струм і напруга вимірюються на виході генератора З відомим приладом (не показаний), котрий вимірює миттєві значення напруги V, струму І і фазового кута φ. Таким чином, до одного або більшої кількості перемикачів 24а, 25а, 26а, 27а спрямовується керуючий сигнал, щоб приєднати один або більшу кількість конденсаторів 24, 25, 26, 27 паралельно конденсатору 20, і досягти заданої цільової ємності Ctarg· Отже, варіації робочих умов змінюють параметри, що надходять до керуючої схеми ЗО, яка розмикає/замикає задану комбінацію перемикачів 24а, 25а, 26а, 27а, внаслідок чого повна ємність задовольняє згадану вище умову. На Фіг.2 для прикладу показано варіант здійснення одного з перемикачів 24а-27а. Конкретніше, кожний з перемикачів 24а-27а містить перший і другий біполярний транзистор 40а, 40b з ізольованим затвором (IGBT), емітери (Е) яких сполучені один з одним, а колектори (С) приєднані відповідно до електричної лінії 21 і до кінцевого виводу відповідного конденсатора 24-27. Затвори (G) IGBT-транзисторів 40а, 40b сполучені один з одним електричною лінією 42, яка через резистор 44 одержує команду у вигляді напруги Vdc (наприклад, 24 Вольти), якою визначається керуючий сигнал для вмикання/вимикання IGBTтранзисторів 40а, 40b. Між затворами (G) і емітерами (Е) IGBT-транзисторів 40а, 40Ь розміщено резистор 46 для стікання струму, накопиченого внутрішніми ємностями транзисторів IGBT, коли вони вимкнені. Між затворами (G) і емітерами (Е) IGBT-транзисторів 40а, 40Ь розміщується також стабілітрон 48, щоб обмежити напругу Vge транзисторів IGBT наперед заданим максимальним значенням (наприклад, 16 Вольтами). Між колектором (С) і емітером (Е) кожного транзистора IGBT розміщено діод рециркуляції, щоб дозволити струму протікати через транзистор IGBT (який є однонаправленим пристроєм) протягом півхвилі, протилежної до півхвилі прямого потоку. Альтернативно, можуть бути використані перший і другий польові транзистори зі структурою метал-оксид-напівпровідник (MOSFET не показані), витоки (S) яких сполучені один з одним, а стоки (D) приєднані відповідно до електричної лінії 21 і до кінцевого виводу відповідного конденсатора 24-27. 9 У варіанті з Фіг.3 пристрій 1 має також індуктивний елемент змінної індуктивності, паралельний до ємнісного елемента змінної ємності. У варіанті здійснення з Фіг.3, що не вносить обмежень, змінна індуктивність визначена трансформатором 23, первинна обмотка 23а якого має низку входів 50, пов'язаних з відповідними витками, і за рахунок вибору це створює різні коефіцієнти трансформації трансформатора 23. Під дією керуючого сигналу, що надходить від керуючої схеми 30, входи 50 вибірково з'єднуються з лініями 21 і 22. Конкретніше, входи 50 вибираються так, щоб змінювати індуктивність узгоджувальної схеми, внаслідок чого вхідний імпеданс узгоджувальної схеми 7 (тобто імпеданс, що його "бачить" генератор З сигналу) приймає значення, близьке до оптимального значення імпедансу Ζοtt (наприклад, 50Омів), необхідного для максимізації передачі потужності від генератора 3 до індуктора 4. 81801 10
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction sealing device and method of induction sealing for producing packages of pourable food products
Автори англійськоюFerrari Claudio, Melandri Antonio, Javed Saquib, Galavotti Giorgio
Назва патенту російськоюИндукционное сварочное устройство и способ индукционной сварки для изготовления упаковок с разливными пищевыми продуктами
Автори російськоюФеррари Клаудио, Меландри Антонио, Джавед Саквиб, Галавотти Джорджио
МПК / Мітки
МПК: B65B 57/00, B29C 65/02, B65B 51/22
Мітки: зварювальний, виготовлення, зварювання, індукційного, пристрій, упаковок, продуктами, розливними, спосіб, індукційний, харчовими
Код посилання
<a href="https://ua.patents.su/5-81801-indukcijjnijj-zvaryuvalnijj-pristrijj-i-sposib-indukcijjnogo-zvaryuvannya-dlya-vigotovlennya-upakovok-z-rozlivnimi-kharchovimi-produktami.html" target="_blank" rel="follow" title="База патентів України">Індукційний зварювальний пристрій і спосіб індукційного зварювання для виготовлення упаковок з розливними харчовими продуктами</a>
Відкривальний пристрій багаторазової дії для упаковок з розливними харчовими продуктами
Номер патенту: 79486
Опубліковано: 25.06.2007
Автори: Де Сімоні Сара, Касалє Крістіано
МПК: B65D 5/74
Мітки: відкривальний, упаковок, дії, розливними, харчовими, пристрій, продуктами, багаторазової
Формула / Реферат:
1. Відкривальний пристрій (4) багаторазової дії для герметичної упаковки (1) з розливним харчовим продуктом, де згаданий пристрій (4) містить:каркас (15), що встановлений навколо проколюваної ділянки (10) згаданої упаковки (1) і визначає наскрізний отвір (16);знімну кришку (17) з різзю, що нагвинчується на згаданий каркас (15), щоб закрити згаданий отвір (16);трубчастий різальний елемент (18), що входить у зачеплення із...
Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом
Номер патенту: 76151
Опубліковано: 17.07.2006
Автори: Бабіні Андреа, Фангарецці Джанні
МПК: B65B 51/22, B29C 65/02
Мітки: пакувальна, харчовим, продуктом, герметичних, матеріалу, розливним, термозварювання, виготовлення, індукційного, зварювання, пристрій, установка, упаковок, пакувального
Формула / Реферат:
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25)...
Зварювальний пристрій і спосіб зварювання фольги
Номер патенту: 63919
Опубліковано: 16.02.2004
Автори: Крафт Еберхард, Вілд Ханс-Петер
МПК: B29C 65/02
Мітки: фольги, пристрій, спосіб, зварювальний, зварювання
Формула / Реферат:
1. Зварювальний пристрій для зварювання фольги, зокрема для виготовлення пакетів із фольги, що містить засоби транспортування фольги для подачі зварюваної фольги й засоби зварювання, які мають зварювальну головку, яка може займати щонайменше три функціональні положення:і) зварювальне положення для виконання операції зварювання фольги, іі) проміжне положення, при якому зварювальна головка знаходиться напершій, заздалегідь...
Екзотермічний паяльно – зварювальний стержень для паяння – зварювання виробів з залізо – вуглецевих та кольорових сплавів
Номер патенту: 37448
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: зварювальний, залізо, паяльно, паяння, кольорових, виробів, вуглецевих, стержень, екзотермічний, зварювання, сплавів
Формула / Реферат:
1. Екзотермічний паяльно - зварювальний стержень для паяння -зварювання виробів з залізо - вуглецевих та кольорових сплавів що складається з запальнувальної голівки, згоряємої оболонки, порожнини, куди встромляється державка, екзотермічної суміші, яка реалізує при горінні екзотермічну реакцію, який відрізняється тим, що екзотермічна суміш додатково містить у собі присадний метал, який не бере участі в екзотермічної реакції.2. Винахід...
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей
Номер патенту: 4230
Опубліковано: 17.01.2005
Автори: Штихно Алла Петрівна, Бичкова Наталія Володимирівна, Алімов Валерій Іванович
МПК: B23K 35/00
Мітки: сталей, дріт, автоматичного, зварювальний, флюсом, низьколегованих, зварювання
Формула / Реферат:
Зварювальний дріт для автоматичного зварювання під флюсом низьколегованих сталей, переважно підвищеного рівня міцності і холодостійкості, що містить залізо, вуглець, марганець, кремній, нікель, молібден, сірку і фосфор, який відрізняється тим, що він додатково містить суміш ніобію і ванадію, бору і азоту при наступному співвідношенні компонентів, мас. %: вуглець 0,03-0,11 марганець ...
Попередній патент: Спосіб видобування водню та сірки з глибинних шарів моря
Наступний патент: Шахтна водовідливна установка
Випадковий патент: Електрохімічний спосіб отримання гідриду германію