Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом
Формула / Реферат
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25) індукційних елементів (20), розміщених між першими активними поверхнями (26) у першому напрямі (А), причому кожна перша та друга активна поверхня (26, 25) має ширину, вимірювану у першому напрямі (А), і довжину, вимірювану у другому напрямі (В), перпендикулярному до першого напряму (А), який відрізняється тим, що ширина (L1) других активних поверхонь (25) індукційних елементів (20) більша за ширину (L2) перших активних поверхонь (26) індукційних елементів (21) принаймні вздовж більшої частини довжини перших та других активних поверхонь (26, 25).
2. Пристрій за п. 1, який відрізняється тим, що відношення ширини (L1) других активних поверхонь (25) індукційних елементів (20) та ширини (L2) перших активних поверхонь (26) індукційних елементів (21) знаходиться в інтервалі від 1 до 4.
3. Пристрій за п. 2, який відрізняється тим, що відношення ширини (L1) других активних поверхонь (25) індукційних елементів (20) та ширини (L2) перших активних поверхонь (26) індукційних елементів (21) дорівнює 2,25.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що принаймні другі активні поверхні (25) мають відповідні виступи (28), які виступають в напрямку до згаданого пакувального матеріалу.
5. Пристрій за будь-яким із пп. 1-4, який відрізняється тим, що містить несучий корпус (24) для вміщення індукційних елементів (20, 21), який виготовлений з матеріалу, основою якого є алюміній, і має всередині дві вставки (30), виготовлені з намагнічуваного матеріалу, вставлені між згаданими індукційними елементами (20, 21) та несучим корпусом (24).
6. Пристрій за будь-яким із пп. 1-5, який відрізняється тим, що індукційні елементи (21, 20) містять дві пари електропровідних частин, які відповідно утворюють перші та другі активні поверхні (26, 25), і з`єднані послідовно одна з іншою.
7. Пакувальна установка (1) для виготовлення герметичних упаковок (2) з розливним харчовим продуктом з труби (3) пакувального матеріалу, переміщуваної у першому напрямі (А) і безперервно наповнюваної харчовим продуктом, яка містить принаймні дві пари затискних пристроїв (5, 6), які виконані з можливістю циклічної та послідовної дії на трубу (3) для затискання її у рівновіддалених поперечних перерізах, та пристрій (15) індукційного зварювання, розміщений на кожній парі затискних пристроїв (5, 6), для термозварювання пакувального матеріалу у поперечних перерізах, яка відрізняється тим, що пристрій (15) індукційного зварювання є пристроєм індукційного зварювання за будь-яким із пп. 1-6.
8. Установка за п. 7, яка відрізняється тим, що містить різальні засоби (16), розміщені на кожній парі затискних пристроїв (5, 6) для розрізання у поперечних перерізах труби (3) у другому напрямі (В), перпендикулярному до першого напряму (А), причому різальні засоби (16) містять принаймні один різальний елемент (32), який має основну частину (34) та різець (35), який виступає із основної частини (34) і тонший за основну частину (34) у першому напрямі (А).
9. Установка за п. 8, яка відрізняється тим, що різець (35) з`єднаний із основною частиною (34) за допомогою частини (36), яка збільшується у перерізі в напрямі до основної частини (34) і утворена увігнутими зовнішніми поверхнями (38).
Текст
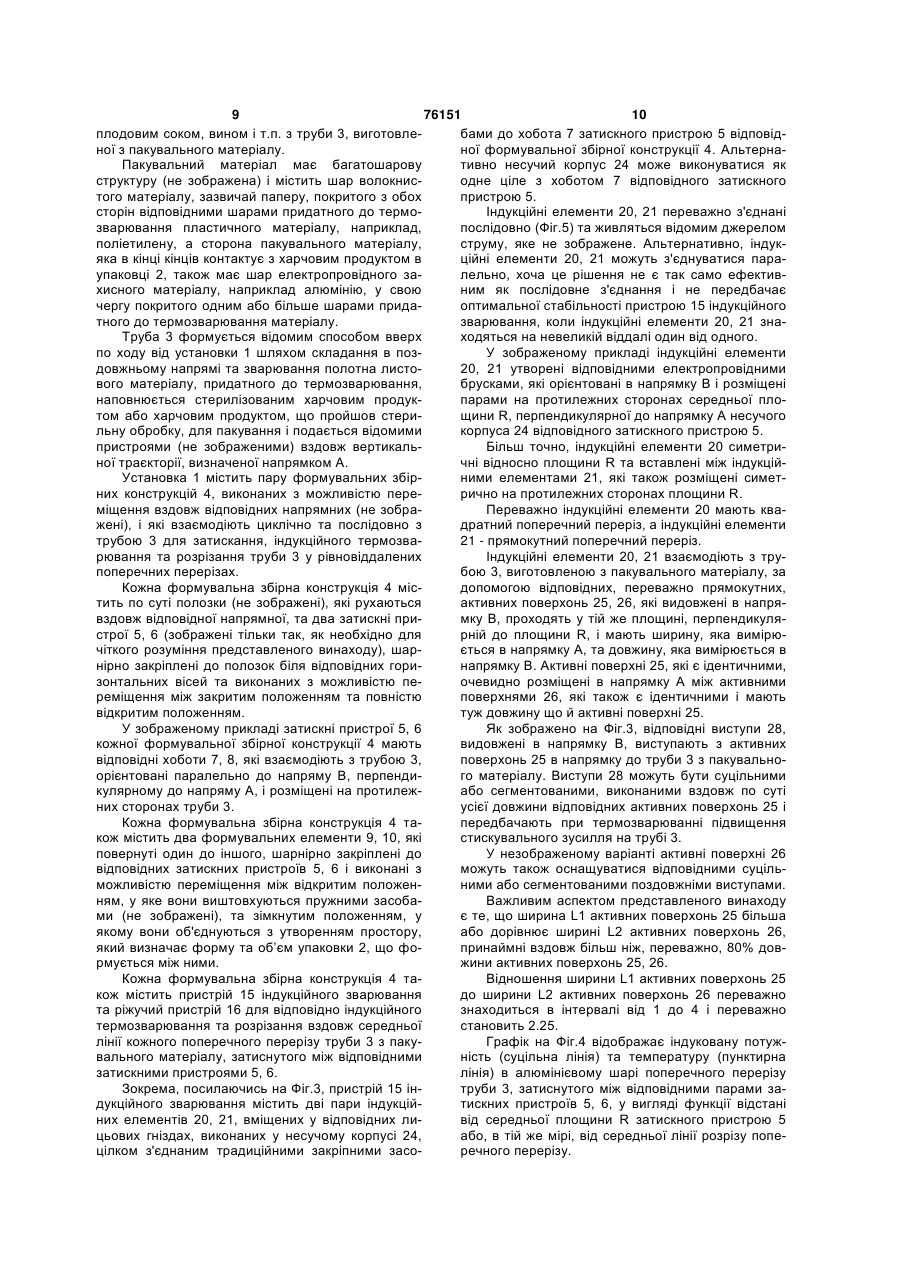
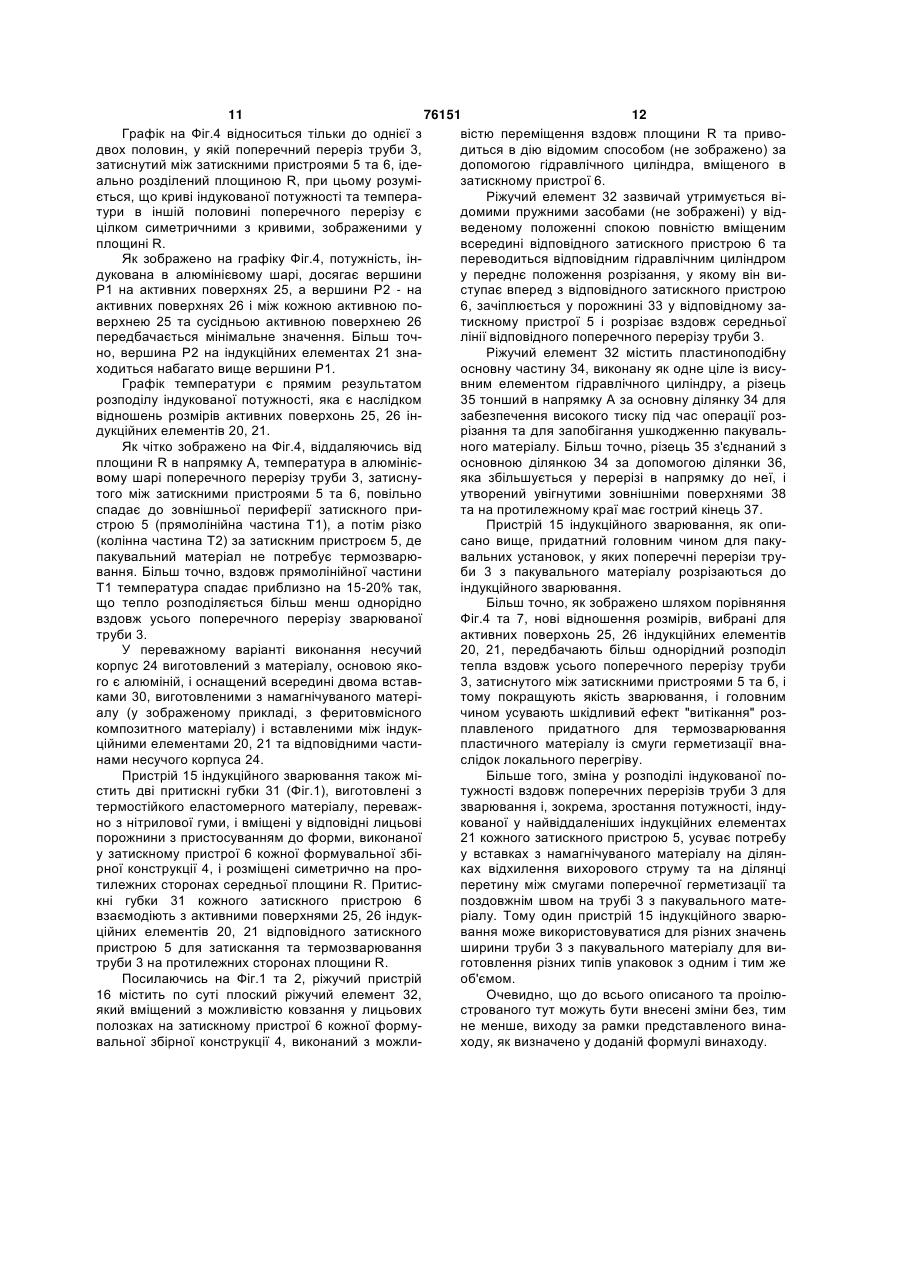
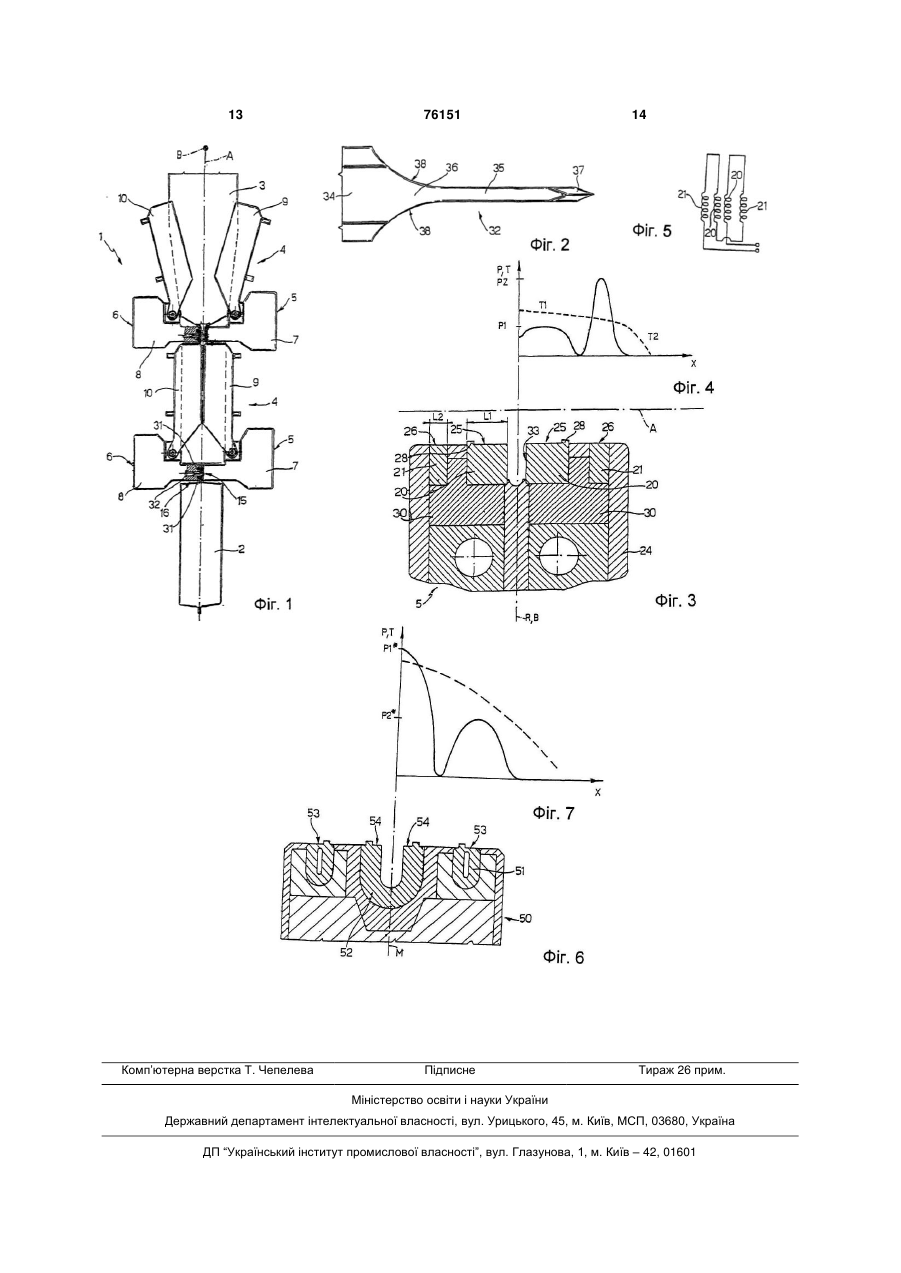
1. Пристрій (15) індукційного зварювання для термозварювання пакувального матеріалу для виготовлення герметичних упаковок з розливними харчовими продуктами, переміщуваних відносно пристрою (15) у першому напрямку (А), який містить індукційні елементи (20, 21), які виконані з можливістю взаємодії із пакувальним матеріалом за допомогою пари перших активних поверхонь (26) індукційних елементів (21) та пари других активних поверхонь (25) індукційних елементів (20), розміщених між першими активними поверхнями (26) у першому напрямі (А), причому кожна перша та друга активна поверхня (26, 25) має ширину, вимірювану у першому напрямі (А), і довжину, вимірювану у другому напрямі (В), перпендикулярному до першого напряму (А), який відрізняється тим, що ширина (L1) других активних поверхонь (25) індукційних елементів (20) більша за ширину (L2) перших активних поверхонь (26) індукційних елементів (21) принаймні вздовж більшої частини довжини перших та других активних поверхонь (26, 25). 2. Пристрій за п. 1, який відрізняється тим, що відношення ширини (L1) других активних поверхонь (25) індукційних елементів (20) та ширини (L2) перших активних поверхонь (26) індукційних елементів (21) знаходиться в інтервалі від 1 до 4. 3. Пристрій за п. 2, який відрізняється тим, що відношення ширини (L1) других активних поверхонь (25) індукційних елементів (20) та ширини (L2) перших активних поверхонь (26) індукційних 2 (19) 1 3 76151 4 9. Установка за п. 8, яка відрізняється тим, що перерізі в напрямі до основної частини (34) і різець (35) з’єднаний із основною частиною (34) утворена увігнутими зовнішніми поверхнями (38). за допомогою частини (36), яка збільшується у Представлений винахід відноситься до пристрою індукційного зварювання для термозварювання пакувального матеріалу з метою виготовлення герметичних упаковок з розливними харчовими продуктами. Представлений винахід також стосується пакувальної установки для безперервного виготовлення герметичних упаковок з розливним харчовим продуктом та деталізації згаданого пристрою індукційного склеювання. Багато розливних харчових продуктів, як, наприклад, плодовий сік, пастеризоване молоко, вино, томатний соус, і т.п. продаються в упаковках, виготовлених із стерилізованого пакувального матеріалу. Типовим прикладом такої упаковки є упаковка, що має форму паралелепіпеда, для рідких або розливних харчових продуктів, відома як Tetra Brik Aseptic (зареєстрований товарний знак), яка виконана складанням та зварюванням ламінованої смуги пакувального матеріалу, яка має багатошарову структуру, що містить шар волокнистого матеріалу, наприклад, паперу, покритого з обох сторін шарами пластичного матеріалу, придатного до термозварювання, наприклад поліетилену. У випадку асептичних упаковок для продуктів з довгим терміном зберігання, як, наприклад, для пастеризованого молока, пакувальний матеріал має шар захисного матеріалу, наприклад, алюмінієвий шар, який нанесений на шар придатного до термозварювання пластичного матеріалу і у свою чергу покритий іншим шаром придатного до термозварювання пластичного матеріалу, який в кінці кінців утворює внутрішню лицьову поверхню упаковки, яка контактує з харчовим продуктом. Як відомо, такі упаковки виготовляються на повністю автоматизованих пакувальних установках, на яких з полотна пакувального матеріалу, що подається, формується довга труба, полотно пакувального матеріалу стерилізується на пакувальній установці, наприклад, нанесенням хімічного стерилізуючого агенту, як наприклад розчину перекису водню, який після стерилізації видаляється з поверхонь пакувального матеріалу, наприклад випарюванням шляхом нагрівання і таким чином стерилізоване полотно пакувального матеріалу утримується в закритому стерильному середовищі, і складається та зварюється в поздовжньому напрямі з формуванням вертикальної труби. У першому вертикальному напрямі труба безперервно подається, наповнюється стерилізованим харчовим продуктом або харчовим продуктом, що пройшов стерильну обробку, і стискається у рівновіддалених поперечних перерізах двома па рами затискних пристроїв. Більш точно, пари затискних пристроїв діють на трубу циклічно та послідовно для термозварювання пакувального матеріалу труби та формування довгої смуги подушкоподібних упаковок, з'єднаних одна з іншою відповідними смугами поперечної герметизації, тобто, які виконані у другому напрямі, перпендикулярному до згаданого першого напряму. Подушкоподібні упаковки відокремлюються шляхом розрізання відповідних смуг поперечної герметизації, а потім транспортуються до місця остаточного формування, де вони механічно профілюються з набуттям остаточної форми паралелепіпеду. Ділянка труби, затиснута між кожною парою затискних пристроїв, термічно зварюється нагрівальними засобами, розміщеними на одному із затискних пристроїв для локального плавлення двох шарів придатного до термозварювання пластичного матеріалу, міцно затиснутого між затискними пристроями. Більш точно, коли шар захисного матеріалу утворений шаром електропровідного матеріалу, наприклад, алюмінію, то зазвичай пакувальний матеріал зварюється з використанням так званого процесу індукційного термозварювання, у якому при затисканні труби затискними пристроями, в алюмінієвому шарі індукується вихоровий струм для його локального нагрівання і, таким чином, для локального плавлення придатного до термозварювання пластичного матеріалу. Більш точно, при індукційному термозварюванні нагрівальні засоби складаються по суті з індуктора, який розміщений на одному з двох затискних пристроїв, відомому як зварювальний затискний пристрій, живиться генератором струму високої частоти і по суті утворений одним або більше індукційними брусками, виготовленими з електропровідного матеріалу, які орієнтовані паралельно до другого напряму та взаємодіють з матеріалом труби для індукування вихорового струму та нагрівання матеріалу до необхідної температури зварювання. Інший затискний пристрій, відомий як контрзатискний пристрій, має притискні губки з еластомерного матеріалу, які взаємодіють з індукційними брусками для термозварювання труби вздовж відповідних смуг поперечної герметизації. В кінці операції зварювання ріжучий елемент, розміщений на одному з двох затискних пристроїв, зазвичай на контрзатискному пристрої, і який взаємодіє з трубою пакувального матеріалу, приводиться в дію для розрізання труби вздовж центральної лінії смуги поперечної герметизації і, таким 5 76151 6 чином, від нижнього кінця труби з пакувального ми. матеріалу відрізає подушкоподібну упаковку. Тому Порція 50 нa Фіг.6 вказує вцілому один прикнижній кінець зварюється в поперечному напрямі, лад (відомого) зварювального затискного приа затискні пристрої досягнувши нижнього неробострою, який може, зокрема, використовуватися на чого центрального положення розтискаються для пакувальних установках, у яких трубу з пакувальуникнення зштовхування з верхньою частиною ного матеріалу розрізають у поперечних перерізах труби. У той же час інша пара затискних пристроїв, до індукційного зварювання. що функціонує у такий же спосіб, рухається донизу Зварювальний затискний пристрій 50 має від верхнього центрального неробочого положенплощину Μ симетрії, перпендикулярну до напрямня та повторює вищеописані операції стисканку руху труби з пакувального матеріалу і містить ня/формування, зварювання та розрізання. два індукційні елементи 51, 52, вміщені всередині З дослідження пакувального матеріалу під час відповідних лицьових гнізд на ньому і взаємодіюоперації термозварювання було виявлено, що вичих з пакувальним матеріалом за допомогою відхоровий струм, індукований у поперечному переріповідних пар активних поверхонь 53, 54. зі труби з пакувального матеріалу, затиснутого між Більш точно, індукційний елемент 51 має Uвідповідною парою затискних пристроїв, тече подібну форму і по суті кільцеподібний поперечний вздовж замкненої доріжки, яка є прямолінійною на переріз, а ззовні утворює дві активні поверхні 53, двох поздовжніх сторонах ділянки взаємодії труби які розташовані симетрично на протилежних стоз індуктором, тобто, вздовж сторін, паралельних ронах площини М. Індукційний елемент 52 утворедо другого напряму, і біля країв поперечного перений прямим бруском, який має U-подібний поперерізу має приблизно форму напівкола. Іншими слочний переріз, вміщений в центрі зварювального вами струм тече прямолінійно в протилежних назатискного пристрою 50 та утворює дві активні прямках вздовж двох поздовжніх сторін ділянки поверхні 54, які розташовані на протилежних стовзаємодії труби з індуктором, і поблизу країв поперонах площини Μ та між активними поверхречного перерізу, затиснутого між затискними принями 53. строями, відхиляється в напрямку до центру попеУсі активні поверхні 53, 54 мають суцільні або речного перерізу ("ефект відхилення") так, що сегментовані поздовжні виступи, які виступають в смуга поперечної герметизації вужча на кінцях, а напрямку до пакувального матеріалу. ніж у центральній частині, тобто, на ділянці, яка При використанні зварювального затискного перетинає поздовжній шов, початково сформовапристрою 50 було виявлено, що вихоровий струм, ний для одержання труби з пакувального матеріаіндукований в пакувальному матеріалі, протікає лу. Більше того, коли упаковані розливні харчові вздовж замкнених, по суті симетричних доріжок на продукти містять невеликі тверді частинки (такі як протилежних сторонах роздільної лінії, проведеної насіння продуктів з томату), які можуть утримуваріжучим елементом. Більш точно, на кожній сторотися між незагерметизованими ділянками двох ні роздільної лінії вихоровий струм протікає пряконтактуючих листів пакувального матеріалу, то по молінійно вздовж кожної активної поверхні та мініусій можливій ширині смуги поперечної герметимально відхиляється поблизу країв пакувального зації бажано знизити ймовірність проходження матеріалу: це відхилення впливає тільки на невепродукту крізь загерметизовану ділянку. лику частину ділянки герметизації і тому ним можДля усунення вищезгаданих недоліків [у патена знехтувати. нтній заявці ЕР0992431], поданій даним заявниУ той же час передбачаючи смуги поперечної ком, пропонується, щоб труба з пакувального магерметизації, ширші за ті, які можна отримати без теріалу розрізалася у кожному поперечному зміни порядку операцій розрізання та зварювання, перерізі перед герметизацією. вищеописаний зварювальний затискний пристрій Як описано у вищезгаданому Європейському 50 має декілька незначних недоліків, які перешкопатенті, операції зміни порядку, розрізання та зваджають повністю використовувати багато його рювання призводять до зміни в доріжці вихорових переваг. струмів, індукованих у поперечних перерізах труби Зокрема, на Фіг.7 зображено графік індуковаз пакувального матеріалу. Тобто, роздільна лінія, ної потужності (суцільна лінія) та температури (пупроведена ріжучим елементом в трубі з пакувальнктирна лінія) в алюмінієвому шарі поперечного ного матеріалу, розриває електричну доріжку перерізу труби з пакувального матеріалу, який алюмінієвого шару так, що вихорові струми, індувзаємодіє із затискним пристроєм 50, у вигляді ковані індукційними брусками у пакувальному мафункції відстані від площини Μ або, в однаковій теріалі, обмежуються протилежними сторонами мірі, від роздільної лінії поперечного перерізу. роздільної лінії. Іншими словами, вихоровий Графік на Фіг.7 стосується тільки однієї з двох струм, індукований брусками у пакувальному маполовин, у яких поперечний переріз труби з пакутеріалі на одній стороні роздільної лінії, тече в вального матеріалу, який взаємодіє із зварювальнапрямку до індукційних брусків на протилежній ним затискним пристроєм 50, ідеально поділений стороні роздільної лінії, але завдяки розриву у паплощиною М: мається на увазі, що криві індуковакувальному матеріалі змушений текти по замкненої потужності та температури в іншій половині ній доріжці на тій же стороні роздільної лінії. поперечного перерізу є цілком симетричними з Тому область герметизації на обох сторонах кривими, зображеними в площині М. роздільної лінії більш або менш постійна завдяки Як зображено на графіку Фіг.7, при даній геонадмірному послабленню ефекту відхилення виметричній формі зварювального затискного прихорового струму поблизу країв поперечного перестрою 50 і, зокрема, активних поверхонь 53, 54 різу труби, затиснутого між затискними пристрояіндукційних елементів 51, 52, потужність, індукова 7 76151 8 на в алюмінієвому шарі, досягає у площині Μ верзгаданих перших активних поверхонь принаймні шини Р1* та вершини Р2* на кожній активній повевздовж більшої частини довжини перших та других рхні 53 і між кожною активною поверхнею 54 та активних поверхонь. сусідньою активною поверхнею 53 передбачаєтьДодатковою задачею представленого винахося мінімальна величина. Більш точно, вершина ду є надання пакувальної установки для виготовР2* знаходиться набагато нижче за вершину Р1*. лення герметичних упаковок з розливним харчоРозподіл температури вздовж алюмінієвого вим продуктом з труби, виготовленої з шару пакувального матеріалу є прямим результапакувального матеріалу, яка передбачає пократом розподілу індукованої потужності, створеного щене поперечне зварювання пакувального матеспіввідношеннями розмірів активних поверхонь 53, ріалу порівняно з відомими пакувальними устано54 індукційних елементів 51, 52. вками. Більш точно, рухаючись в напрямку руху пакуВідповідно до представленого винаходу надавального матеріалу від площини Μ або, в тій же ється пакувальна установка для виготовлення мірі, від роздільної лінії, проведеної у поперечному герметичних упаковок з розливним харчовим проперерізі ріжучим елементом, температура в алюдуктом з труби, виготовленої з пакувального матемінієвому шарі поперечного перерізу труби з пакуріалу, яка подається в першому напрямі (А) і безвального матеріалу, яка взаємодіє із затискним перервно наповнюється згаданим харчовим пристроєм 50, різко падає (приблизно на 40%). продуктом, причому згадана установка містить Вищезгаданий розподіл температури призвопринаймні дві пари затискних пристроїв, які викодить до перегріву шарів придатного до термозванані з можливістю циклічної та послідовної дії на рювання пластичного матеріалу у середній поздозгадану трубу для затискання її у рівновіддалених вжній ділянці смуги поперечної герметизації так, поперечних перерізах, та пристрій індукційного що розплавлений матеріал, затиснутий між затисзварювання, розміщений на кожній парі згаданих кними пристроями, має тенденцію витікати зі смуги затискних пристроїв, для термозварювання пакугерметизації, таким чином, погіршуючи якість гервального матеріалу у згаданих поперечних переріметизації. зах, яка відрізняється тим, що згаданий пристрій Для компенсації малої потужності, індукованої індукційного зварювання є пристроєм індукційного у ділянках відхилення вихорового струму, що призварювання. зводить до слабшого нагрівання пакувального маПереважний необмежувальний варіант викотеріалу, як слідує з об'єднаних Фіг.6 та 7, зварюнання представленого винаходу буде описуватися вальний затискний пристрій 50 повинен на за допомогою прикладу з посиланням на супровідділянках відхилення струму оснащуватися вставні креслення, на яких: ками, виготовленими з намагнічуваного матеріалу, На Фіг.1 зображено вид збоку з видаленими як наприклад з феритовмісного композитного мадля ясності частинами пакувальної установки для теріалу, і подібні вставки повинні встановлюватися виготовлення асептичних герметичних упаковок з на зварювальному затискному пристрої 50 на дірозливними харчовими продуктами з труби, виголянці перетину між смугою поперечної герметизатовленої з пакувального матеріалу, що подається ції та поздовжнім швом на трубі з пакувального вздовж вертикальної формувальної траєкторії; матеріалу. Фактично на згаданій ділянці перетину, На Фіг.2 зображено збільшений вид збоку ріде пакувальний матеріал для зварювання товщий жучого елемента пакувальної установки з Фіг.1; внаслідок наявності трьох накладених ділянок маНа Фіг.3 зображено поперечний переріз індуктеріалу, отримувана якість герметизації без встаційного зварювального затискного пристрою у відвок у менш нагрітій ділянці пакувального матеріаповідності з представленим винаходом та формулу далека від задовільної. вальну частину пакувальної установки з Фіг.1; Задачею представленого винаходу є надання На Фіг.4 зображено графік індукованої потужпристрою індукційного зварювання, виконаного ності та температури в алюмінієвому шарі пакувадля усунення вищезгаданого недоліку. льного матеріалу, який взаємодіє зі зварювальним Відповідно до представленого винаходу надазатискним пристроєм з Фіг.3, у вигляді функції відється пристрій індукційного зварювання для терстані від середньої площини затискного пристрою, мозварювання пакувального матеріалу з метою перпендикулярної до формувальної траєкторії; виготовлення герметичних упаковок з розливними На Фіг.5 зображено еквівалентну електричну харчовими продуктами, який виконаний з можливісхему зварювального затискного пристрою з Фіг.3; стю переміщення в першому напрямку (А), згадаНа Фіг.6 зображено поперечний переріз відоний пристрій індукційного зварювання містить інмого індукційного зварювального затискного придукційні елементи, які виконані з можливістю строю; взаємодії із згаданим пакувальним матеріалом за На Фіг.7 зображено графік індукованої потуждопомогою пари перших активних поверхонь та ності та температури в алюмінієвому шарі пакувапари других активних поверхонь, розміщених між льного матеріалу, який взаємодіє зі зварювальним згаданими першими активними поверхнями у згазатискним пристроєм з Фіг.6, у вигляді функції відданому першому напрямі (А), причому кожна згастані від середньої площини затискного пристрою, дана перша та друга активна поверхня має шириперпендикулярної до формувальної траєкторії. ну, вимірювану у згаданому першому напрямі (А), і Позиція 1 на Фіг.1 позначає в цілому пакувадовжину, вимірювану другому напрямі (В), перпельну установку для виготовлення асептичних герндикулярному до згаданого першого напряму (А), метичних упаковок 2 з розливним харчовим продуякий відрізняється тим, що ширина (L1) згаданих ктом, наприклад пастеризованим молоком або других активних поверхонь більша за ширину (L2) молоком, що пройшло температурну обробку, 9 76151 10 плодовим соком, вином і т.п. з труби 3, виготовлебами до хобота 7 затискного пристрою 5 відповідної з пакувального матеріалу. ної формувальної збірної конструкції 4. АльтернаПакувальний матеріал має багатошарову тивно несучий корпус 24 може виконуватися як структуру (не зображена) і містить шар волокнисодне ціле з хоботом 7 відповідного затискного того матеріалу, зазвичай паперу, покритого з обох пристрою 5. сторін відповідними шарами придатного до термоІндукційні елементи 20, 21 переважно з'єднані зварювання пластичного матеріалу, наприклад, послідовно (Фіг.5) та живляться відомим джерелом поліетилену, а сторона пакувального матеріалу, струму, яке не зображене. Альтернативно, індукяка в кінці кінців контактує з харчовим продуктом в ційні елементи 20, 21 можуть з'єднуватися параупаковці 2, також має шар електропровідного залельно, хоча це рішення не є так само ефективхисного матеріалу, наприклад алюмінію, у свою ним як послідовне з'єднання і не передбачає чергу покритого одним або більше шарами придаоптимальної стабільності пристрою 15 індукційного тного до термозварювання матеріалу. зварювання, коли індукційні елементи 20, 21 знаТруба 3 формується відомим способом вверх ходяться на невеликій віддалі один від одного. по ходу від установки 1 шляхом складання в позУ зображеному прикладі індукційні елементи довжньому напрямі та зварювання полотна листо20, 21 утворені відповідними електропровідними вого матеріалу, придатного до термозварювання, брусками, які орієнтовані в напрямку В і розміщені наповнюється стерилізованим харчовим продукпарами на протилежних сторонах середньої плотом або харчовим продуктом, що пройшов стерищини R, перпендикулярної до напрямку А несучого льну обробку, для пакування і подається відомими корпуса 24 відповідного затискного пристрою 5. пристроями (не зображеними) вздовж вертикальБільш точно, індукційні елементи 20 симетриної траєкторії, визначеної напрямком А. чні відносно площини R та вставлені між індукційУстановка 1 містить пару формувальних збірними елементами 21, які також розміщені симетних конструкцій 4, виконаних з можливістю перерично на протилежних сторонах площини R. міщення вздовж відповідних напрямних (не зобраПереважно індукційні елементи 20 мають кважені), і які взаємодіють циклічно та послідовно з дратний поперечний переріз, а індукційні елементи трубою 3 для затискання, індукційного термозва21 - прямокутний поперечний переріз. рювання та розрізання труби 3 у рівновіддалених Індукційні елементи 20, 21 взаємодіють з трупоперечних перерізах. бою 3, виготовленою з пакувального матеріалу, за Кожна формувальна збірна конструкція 4 місдопомогою відповідних, переважно прямокутних, тить по суті полозки (не зображені), які рухаються активних поверхонь 25, 26, які видовжені в напрявздовж відповідної напрямної, та два затискні примку В, проходять у тій же площині, перпендикулястрої 5, 6 (зображені тільки так, як необхідно для рній до площини R, і мають ширину, яка вимірючіткого розуміння представленого винаходу), шарється в напрямку А, та довжину, яка вимірюється в нірно закріплені до полозок біля відповідних горинапрямку В. Активні поверхні 25, які є ідентичними, зонтальних вісей та виконаних з можливістю пеочевидно розміщені в напрямку А між активними реміщення між закритим положенням та повністю поверхнями 26, які також є ідентичними і мають відкритим положенням. туж довжину що й активні поверхні 25. У зображеному прикладі затискні пристрої 5, 6 Як зображено на Фіг.3, відповідні виступи 28, кожної формувальної збірної конструкції 4 мають видовжені в напрямку В, виступають з активних відповідні хоботи 7, 8, які взаємодіють з трубою 3, поверхонь 25 в напрямку до труби 3 з пакувальноорієнтовані паралельно до напряму В, перпендиго матеріалу. Виступи 28 можуть бути суцільними кулярному до напряму А, і розміщені на протилежабо сегментованими, виконаними вздовж по суті них сторонах труби 3. усієї довжини відповідних активних поверхонь 25 і Кожна формувальна збірна конструкція 4 тапередбачають при термозварюванні підвищення кож містить два формувальних елементи 9, 10, які стискувального зусилля на трубі 3. повернуті один до іншого, шарнірно закріплені до У незображеному варіанті активні поверхні 26 відповідних затискних пристроїв 5, 6 і виконані з можуть також оснащуватися відповідними суцільможливістю переміщення між відкритим положенними або сегментованими поздовжніми виступами. ням, у яке вони виштовхуються пружними засобаВажливим аспектом представленого винаходу ми (не зображені), та зімкнутим положенням, у є те, що ширина L1 активних поверхонь 25 більша якому вони об'єднуються з утворенням простору, або дорівнює ширині L2 активних поверхонь 26, який визначає форму та об’єм упаковки 2, що фопринаймні вздовж більш ніж, переважно, 80% доврмується між ними. жини активних поверхонь 25, 26. Кожна формувальна збірна конструкція 4 таВідношення ширини L1 активних поверхонь 25 кож містить пристрій 15 індукційного зварювання до ширини L2 активних поверхонь 26 переважно та ріжучий пристрій 16 для відповідно індукційного знаходиться в інтервалі від 1 до 4 і переважно термозварювання та розрізання вздовж середньої становить 2.25. лінії кожного поперечного перерізу труби 3 з пакуГрафік на Фіг.4 відображає індуковану потужвального матеріалу, затиснутого між відповідними ність (суцільна лінія) та температуру (пунктирна затискними пристроями 5, 6. лінія) в алюмінієвому шарі поперечного перерізу Зокрема, посилаючись на Фіг.3, пристрій 15 інтруби 3, затиснутого між відповідними парами задукційного зварювання містить дві пари індукційтискних пристроїв 5, 6, у вигляді функції відстані них елементів 20, 21, вміщених у відповідних ливід середньої площини R затискного пристрою 5 цьових гніздах, виконаних у несучому корпусі 24, або, в тій же мірі, від середньої лінії розрізу попецілком з'єднаним традиційними закріпними засоречного перерізу. 11 76151 12 Графік на Фіг.4 відноситься тільки до однієї з вістю переміщення вздовж площини R та приводвох половин, у якій поперечний переріз труби 3, диться в дію відомим способом (не зображено) за затиснутий між затискними пристроями 5 та 6, ідедопомогою гідравлічного циліндра, вміщеного в ально розділений площиною R, при цьому розумізатискному пристрої 6. ється, що криві індукованої потужності та темпераРіжучий елемент 32 зазвичай утримується вітури в іншій половині поперечного перерізу є домими пружними засобами (не зображені) у відцілком симетричними з кривими, зображеними у веденому положенні спокою повністю вміщеним площині R. всередині відповідного затискного пристрою 6 та Як зображено на графіку Фіг.4, потужність, інпереводиться відповідним гідравлічним циліндром дукована в алюмінієвому шарі, досягає вершини у переднє положення розрізання, у якому він виР1 на активних поверхнях 25, а вершини Р2 - на ступає вперед з відповідного затискного пристрою активних поверхнях 26 і між кожною активною по6, зачіплюється у порожнині 33 у відповідному заверхнею 25 та сусідньою активною поверхнею 26 тискному пристрої 5 і розрізає вздовж середньої передбачається мінімальне значення. Більш точлінії відповідного поперечного перерізу труби 3. но, вершина Р2 на індукційних елементах 21 знаРіжучий елемент 32 містить пластиноподібну ходиться набагато вище вершини Р1. основну частину 34, виконану як одне ціле із висуГрафік температури є прямим результатом вним елементом гідравлічного циліндру, а різець розподілу індукованої потужності, яка є наслідком 35 тонший в напрямку А за основну ділянку 34 для відношень розмірів активних поверхонь 25, 26 інзабезпечення високого тиску під час операції роздукційних елементів 20, 21. різання та для запобігання ушкодженню пакувальЯк чітко зображено на Фіг.4, віддаляючись від ного матеріалу. Більш точно, різець 35 з'єднаний з площини R в напрямку А, температура в алюмінієосновною ділянкою 34 за допомогою ділянки 36, вому шарі поперечного перерізу труби 3, затиснуяка збільшується у перерізі в напрямку до неї, і того між затискними пристроями 5 та 6, повільно утворений увігнутими зовнішніми поверхнями 38 спадає до зовнішньої периферії затискного прита на протилежному краї має гострий кінець 37. строю 5 (прямолінійна частина Т1), а потім різко Пристрій 15 індукційного зварювання, як опи(колінна частина Т2) за затискним пристроєм 5, де сано вище, придатний головним чином для пакупакувальний матеріал не потребує термозварювальних установок, у яких поперечні перерізи трування. Більш точно, вздовж прямолінійної частини би 3 з пакувального матеріалу розрізаються до Т1 температура спадає приблизно на 15-20% так, індукційного зварювання. що тепло розподіляється більш менш однорідно Більш точно, як зображено шляхом порівняння вздовж усього поперечного перерізу зварюваної Фіг.4 та 7, нові відношення розмірів, вибрані для труби 3. активних поверхонь 25, 26 індукційних елементів У переважному варіанті виконання несучий 20, 21, передбачають більш однорідний розподіл корпус 24 виготовлений з матеріалу, основою якотепла вздовж усього поперечного перерізу труби го є алюміній, і оснащений всередині двома встав3, затиснутого між затискними пристроями 5 та б, і ками 30, виготовленими з намагнічуваного матерітому покращують якість зварювання, і головним алу (у зображеному прикладі, з феритовмісного чином усувають шкідливий ефект "витікання" розкомпозитного матеріалу) і вставленими між індукплавленого придатного для термозварювання ційними елементами 20, 21 та відповідними частипластичного матеріалу із смуги герметизації внанами несучого корпуса 24. слідок локального перегріву. Пристрій 15 індукційного зварювання також міБільше того, зміна у розподілі індукованої постить дві притискні губки 31 (Фіг.1), виготовлені з тужності вздовж поперечних перерізів труби 3 для термостійкого еластомерного матеріалу, переважзварювання і, зокрема, зростання потужності, індуно з нітрилової гуми, і вміщені у відповідні лицьові кованої у найвіддаленіших індукційних елементах порожнини з пристосуванням до форми, виконаної 21 кожного затискного пристрою 5, усуває потребу у затискному пристрої 6 кожної формувальної збіу вставках з намагнічуваного матеріалу на ділянрної конструкції 4, і розміщені симетрично на проках відхилення вихорового струму та на ділянці тилежних сторонах середньої площини R. Притисперетину між смугами поперечної герметизації та кні губки 31 кожного затискного пристрою 6 поздовжнім швом на трубі 3 з пакувального матевзаємодіють з активними поверхнями 25, 26 індукріалу. Тому один пристрій 15 індукційного зварюційних елементів 20, 21 відповідного затискного вання може використовуватися для різних значень пристрою 5 для затискання та термозварювання ширини труби 3 з пакувального матеріалу для витруби 3 на протилежних сторонах площини R. готовлення різних типів упаковок з одним і тим же Посилаючись на Фіг.1 та 2, ріжучий пристрій об'ємом. 16 містить по суті плоский ріжучий елемент 32, Очевидно, що до всього описаного та проілюякий вміщений з можливістю ковзання у лицьових строваного тут можуть бути внесені зміни без, тим полозках на затискному пристрої 6 кожної формуне менше, виходу за рамки представленого винавальної збірної конструкції 4, виконаний з можлиходу, як визначено у доданій формулі винаходу. 13 Комп’ютерна верстка Т. Чепелева 76151 Підписне 14 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюInduction sealing device for heat sealing packaging material for producing sealed packages of pourable food products
Назва патенту російськоюУстройство индукционной сварки для термосварки упаковочного материала и упаковочная установка для изготовления герметичных упаковок с разливным пищевым продуктом
Автори російськоюBabini, Andrea
МПК / Мітки
МПК: B29C 65/02, B65B 51/22
Мітки: пакувальна, зварювання, герметичних, продуктом, виготовлення, матеріалу, пакувального, упаковок, установка, пристрій, харчовим, розливним, термозварювання, індукційного
Код посилання
<a href="https://ua.patents.su/7-76151-pristrijj-indukcijjnogo-zvaryuvannya-dlya-termozvaryuvannya-pakuvalnogo-materialu-ta-pakuvalna-ustanovka-dlya-vigotovlennya-germetichnikh-upakovok-z-rozlivnim-kharchovim-produktom.html" target="_blank" rel="follow" title="База патентів України">Пристрій індукційного зварювання для термозварювання пакувального матеріалу та пакувальна установка для виготовлення герметичних упаковок з розливним харчовим продуктом</a>
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 51/26, B65B 9/10
Мітки: спосіб, рідкі, містять, пакувальний, пакет, продукти, герметичний, матеріалу, способу, герметичних, харчові, агрегат, виготовлення, пакувального, трубки, пакетів, цього, реалізації
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44917
Опубліковано: 15.03.2002
Автор: Паоло Фонтанацці
МПК: B65B 3/00, B65B 9/06, B65B 9/00, B65B 3/10
Мітки: харчовий, виготовлення, матеріалу, асептичних, трубчатого, наливний, продукт, вузол, безперервного, пакувальний, містять, пакувального, ущільнених, упаковок
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), які містять наливний харчовий продукт, з труби (14), зробленої з листового пакувального матеріалу, що ущільнюється теплом, яку подають вздовж вертикальної траєкторії (А) подачі, причому труба (14) наповнена вказаним харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та визначає...
Пакувальний вузол для безперервного виготовлення асептичних ущільнених упаковок, які містять наливний харчовий продукт, з трубчатого пакувального матеріалу
Номер патенту: 44918
Опубліковано: 15.03.2002
Автори: Пер Густафссон, Фелікс Дунге, Паоло Фонтанацці
МПК: B65B 9/06, B65B 3/10, B65B 3/00, B65B 9/00
Мітки: вузол, асептичних, пакувальний, безперервного, упаковок, трубчатого, виготовлення, харчовий, наливний, пакувального, ущільнених, матеріалу, містять, продукт
Формула / Реферат:
1. Пакувальний вузол (1) для безперервного виготовлення асептичних ущільнених упаковок (2), що містять наливний харчовий продукт, з труби (14), виготовленої із листового пакувального матеріалу, яку ущільнюють за допомогою тепла та подають вздовж вертикальної траєкторії (А), причому вказана труба (14) наповнена харчовим продуктом, який містить:- перший ланцюговий конвеєр (10), що має деяку кількість стискувальних пристроїв (12) та...
Контррейка із притискною прокладкою, пристрій для термозварювання, запечатувальний/різальний пристрій, пакувальна машина
Номер патенту: 73494
Опубліковано: 15.08.2005
Автори: Мартелль Мартін, Маццетто Мауріціо, Пальмквіст Роланд, Схокрі Ебі
МПК: B65B 51/26, B29C 65/02, B65B 47/00
Мітки: пристрій, контррейка, машина, пакувальна, термозварювання, прокладкою, притискною
Формула / Реферат:
1. Контррейка із щонайменше однією притискною прокладкою, яка призначена для використання у пристрої для термозварювання шаруватого пакувального матеріалу, який складається з внутрішнього шару і зовнішніх шарів з термозварювального пластику і який використовується для упаковування рідкого або рідкотекучого продукту, яка відрізняється тим, що контррейка і притискна прокладка, кожна, виконані по суті з пластичного матеріалу.2. Контррейка...
Спосіб та пристрій для стерилізації листового пакувального матеріалу
Номер патенту: 64767
Опубліковано: 15.03.2004
Автор: Моруцці Гвідо
МПК: A61L 2/18, B65B 55/04, A61L 2/20, A61L 2/10
Мітки: стерилізації, пристрій, спосіб, листового, пакувального, матеріалу
Формула / Реферат:
1. Спосіб стерилізації листового пакувального матеріалу, що включає операції нанесення пероксиду водню на листовий пакувальний матеріал і опромінювання листового пакувального матеріалу випромінюванням, що має принаймні одну ультрафіолетову складову з довжиною хвилі від 200 нм до 320 нм, який відрізняється тим, що включає проміжну операцію видалення пероксиду водню з поверхні листового пакувального матеріалу, після чого залишається залишкова...
Попередній патент: Запобіжна вибухова речовина
Наступний патент: Водна гербіцидна композиція, що містить етармінову поверхнево- активну речовину та способи знищення або пригнічення бур’янів
Випадковий патент: Спосіб визначення вмісту гідроген сульфіду в сироватці крові