Зварювальний пристрій і спосіб зварювання фольги
Формула / Реферат
1. Зварювальний пристрій для зварювання фольги, зокрема для виготовлення пакетів із фольги, що містить засоби транспортування фольги для подачі зварюваної фольги й засоби зварювання, які мають зварювальну головку, яка може займати щонайменше три функціональні положення:
і) зварювальне положення для виконання операції зварювання фольги,
іі) проміжне положення, при якому зварювальна головка знаходиться на
першій, заздалегідь заданій, відстані (у) від зварювального положення,
іііі) неробоче положення, при якому зварювальна головка знаходиться від зварювального положення на другій, заздалегідь заданій, відстані (х), яка більша, ніж перша відстань (у),
який відрізняється тим, що різні позиції зварювальної головки встановлюються за допомогою двох послідовно з’єднаних пневматичних пристроїв.
2. Зварювальний пристрій згідно з п.1, який відрізняється тим, що друга відстань (х) достатньо велика, так що матеріал фольги не може бути ушкоджений теплотою зварювальної головки.
3. Зварювальний пристрій згідно з п.1 або 2, який відрізняється тим, що він містить тепловий екран, який у неробочому положенні може бути розміщений між зварювальною головкою і фольгою.
4. Зварювальний пристрій згідно з п. З, який відрізняється тим, що тепловий екран містить поворотну екрануючу пластину.
5. Зварювальний пристрій згідно з будь-яким з пунктів 1-4, який відрізняється тим, що друга відстань (х) становить декілька сантиметрів.
6. Зварювальний пристрій згідно з будь-яким з пунктів 1-5, який відрізняється тим, що перша відстань (у) становить декілька міліметрів.
7. Зварювальний пристрій згідно з будь-яким з пунктів 1-6, який відрізняється тим, що проміжне положення головка займає тоді, коли зварювана фольга (2, 4) транспортується далі.
8. Зварювальний пристрій згідно з будь-яким з пунктів 1-7, який відрізняється тим, що неробоче положення головка займає тоді, коли робота зварювального пристрою переривається.
9. Зварювальний пристрій згідно з будь-яким з пунктів 1-8, який відрізняється тим, що він містить перший пневматичний пристрій, за допомогою якого зварювальна головка може переміщатися між зварювальним і проміжним положеннями.
10. Зварювальний пристрій згідно з будь-яким з пунктів 1-9, який відрізняється тим, що він містить другий пневматичний пристрій, за допомогою якого зварювальна головка і перший пневматичний пристрій можуть переміщатися між проміжним і неробочим положеннями.
11. Зварювальний пристрій згідно з будь-яким з пунктів 1-10, який відрізняється тим, що він містить блок керування, що приводить у дію засоби транспортування для транспортування зварюваної фольги далі, поки зварювальна головка знаходиться в проміжному положенні.
12. Спосіб зварювання фольги, зокрема при виготовленні пакетів із фольги, при якому зварювальна головка опускається на фольгу для її зварювання, причому зварювальну головку віддаляють від фольги на першу відстань (у) під час транспортування фольги далі і зварювальну головку віддаляють від фольги на другу, більшу, відстань (х), коли операція зварювання фольги переривається, який відрізняється тим, що зварювальна головка пересувається за допомогою двох послідовно з’єднаних пневматичних пристроїв.
Текст
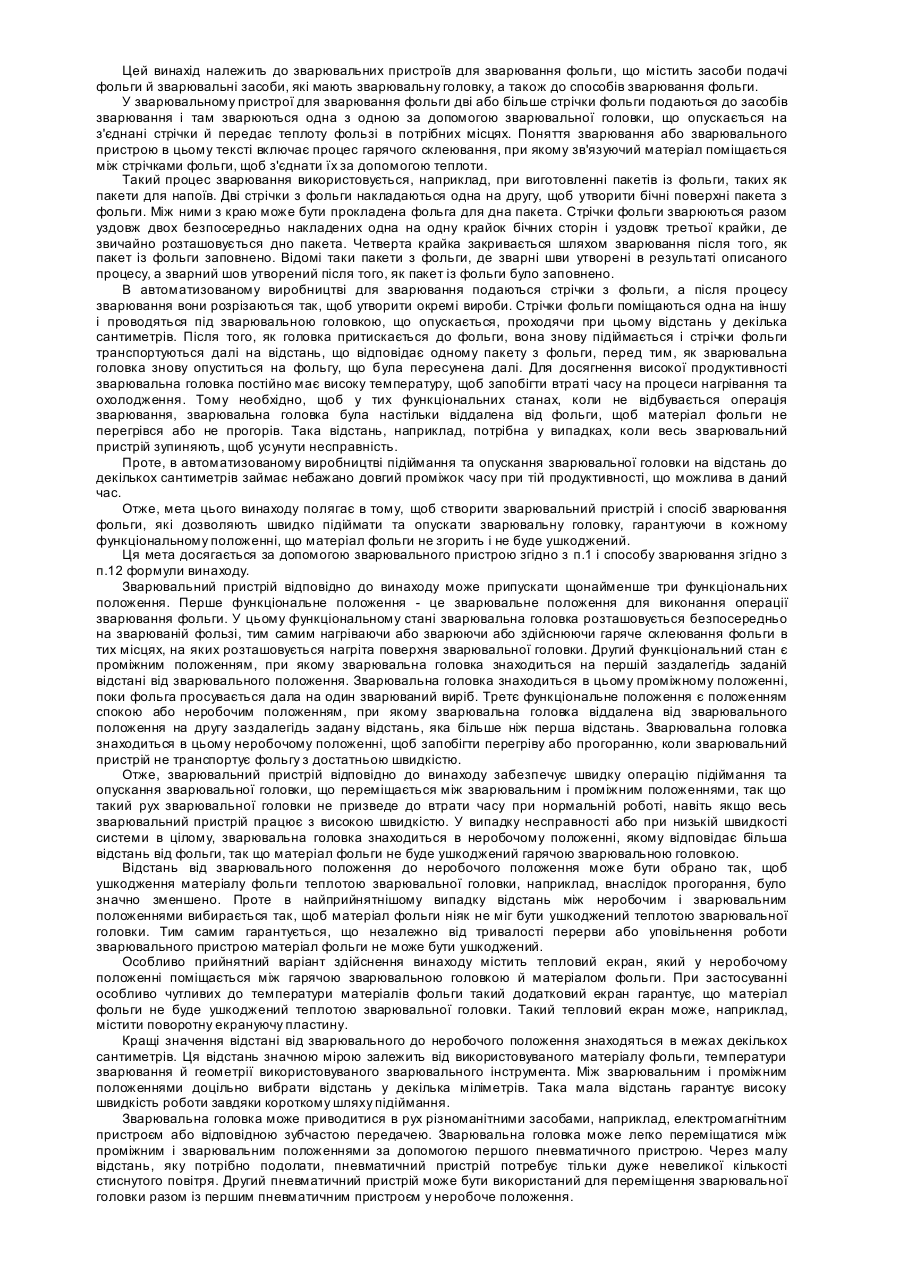
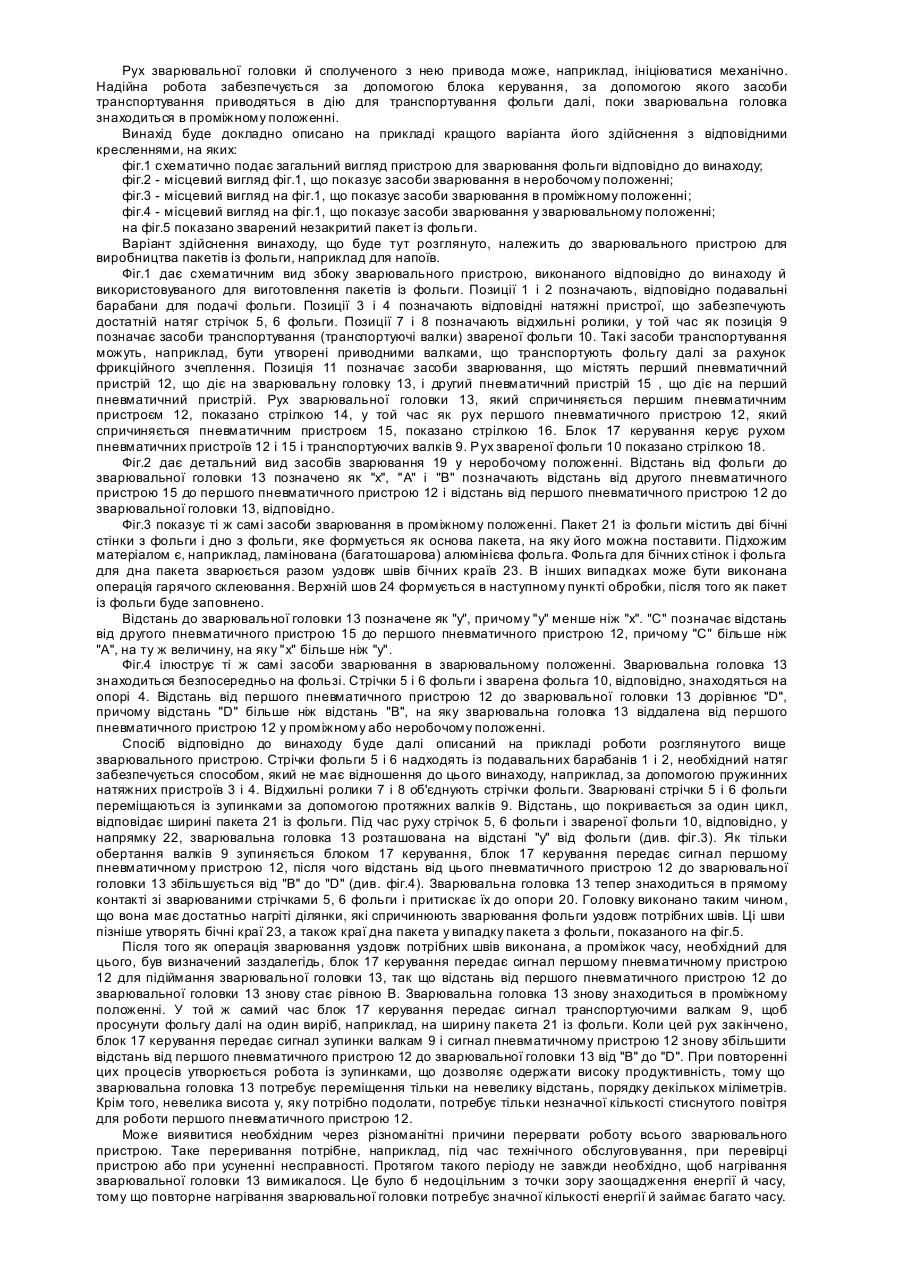
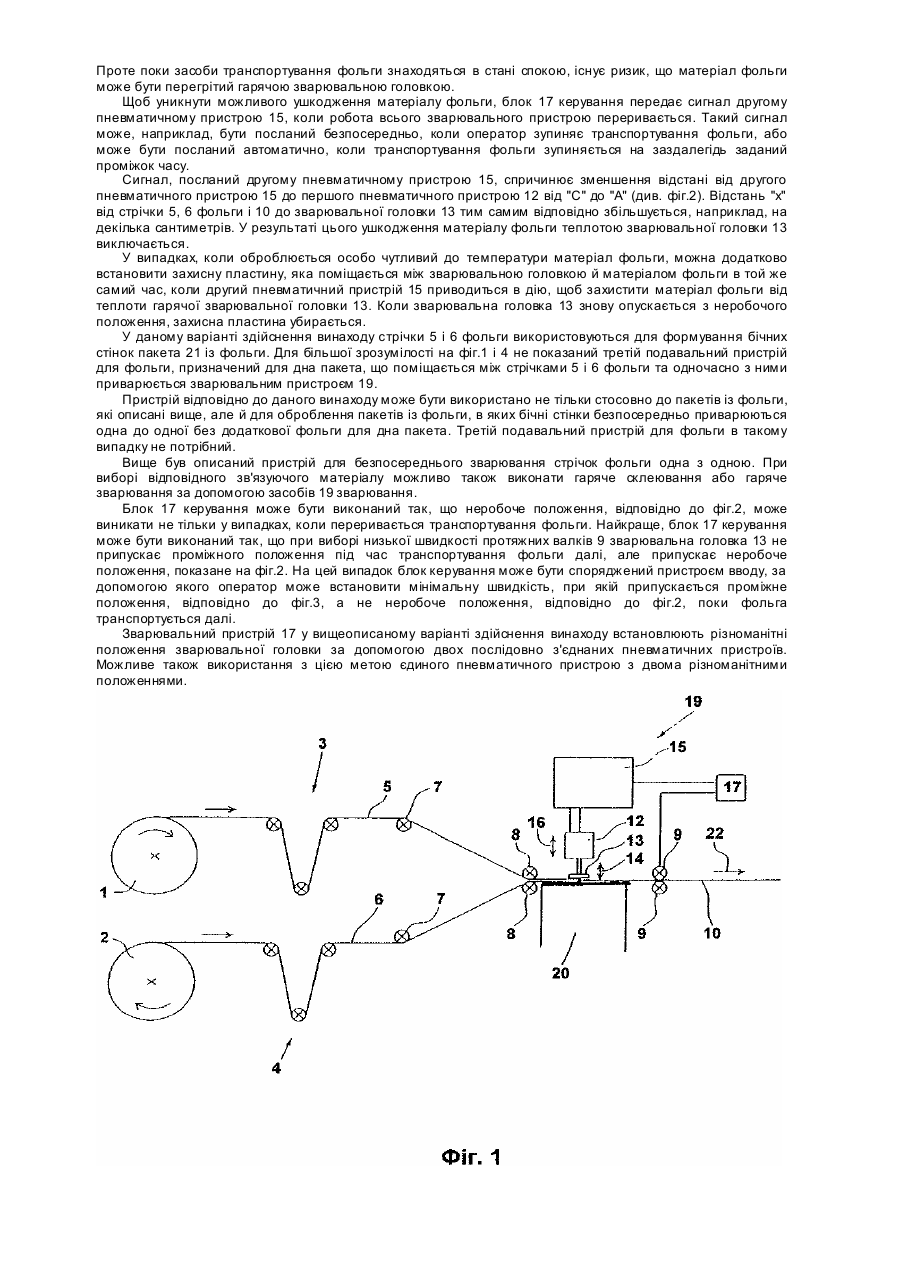
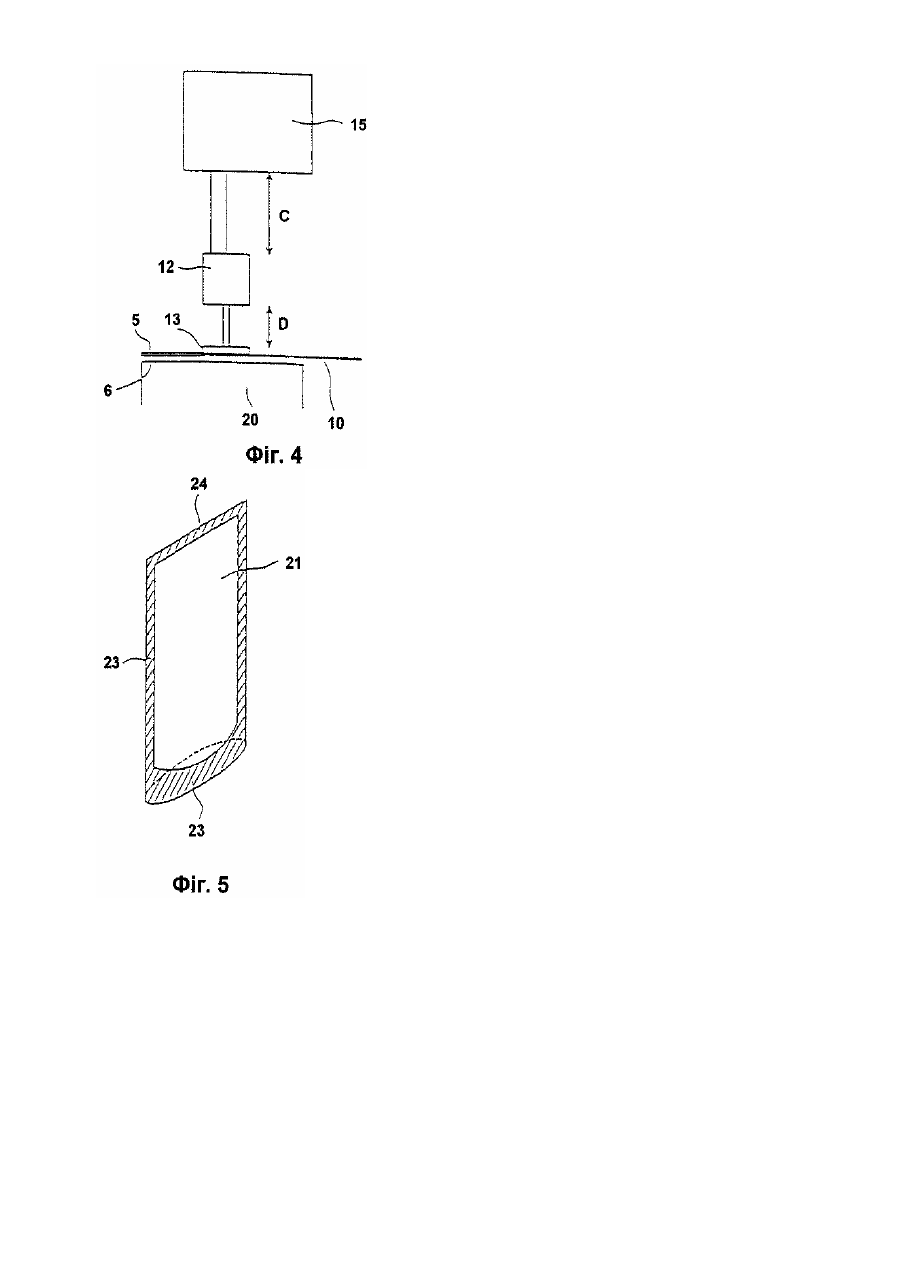
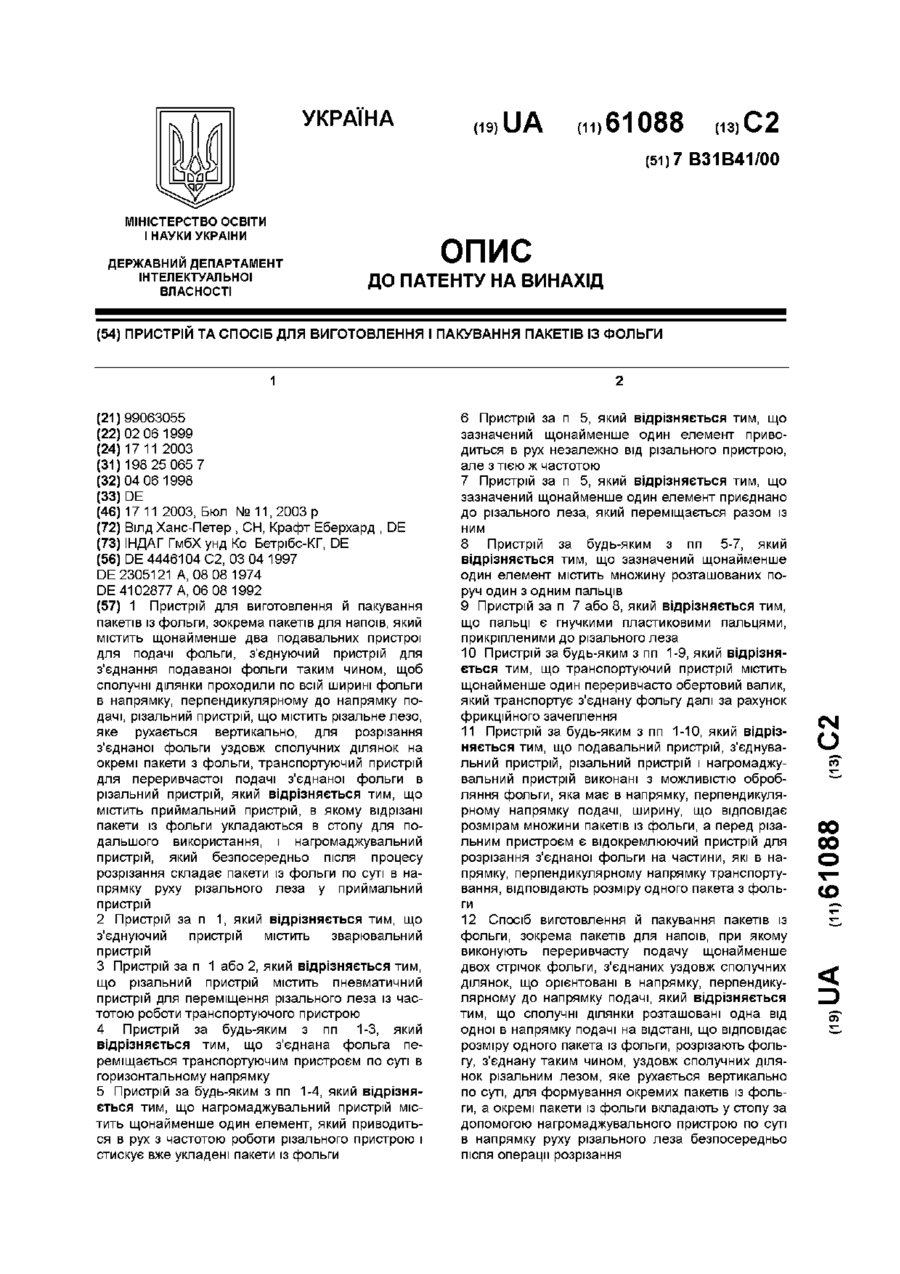
Цей винахід належить до зварювальних пристроїв для зварювання фольги, що містить засоби подачі фольги й зварювальні засоби, які мають зварювальну головку, а також до способів зварювання фольги. У зварювальному пристрої для зварювання фольги дві або більше стрічки фольги подаються до засобів зварювання і там зварюються одна з одною за допомогою зварювальної головки, що опускається на з'єднані стрічки й передає теплоту фользі в потрібних місцях. Поняття зварювання або зварювального пристрою в цьому тексті включає процес гарячого склеювання, при якому зв'язуючий матеріал поміщається між стрічками фольги, щоб з'єднати їх за допомогою теплоти. Такий процес зварювання використовується, наприклад, при виготовленні пакетів із фольги, таких як пакети для напоїв. Дві стрічки з фольги накладаються одна на другу, щоб утворити бічні поверхні пакета з фольги. Між ними з краю може бути прокладена фольга для дна пакета. Стрічки фольги зварюються разом уздовж двох безпосередньо накладених одна на одну крайок бічних сторін і уздовж третьої крайки, де звичайно розташовується дно пакета. Четверта крайка закривається шляхом зварювання після того, як пакет із фольги заповнено. Відомі таки пакети з фольги, де зварні шви утворені в результаті описаного процесу, а зварний шов утворений після того, як пакет із фольги було заповнено. В автоматизованому виробництві для зварювання подаються стрічки з фольги, а після процесу зварювання вони розрізаються так, щоб утворити окремі вироби. Стрічки фольги поміщаються одна на іншу і проводяться під зварювальною головкою, що опускається, проходячи при цьому відстань у декілька сантиметрів. Після того, як головка притискається до фольги, вона знову підіймається і стрічки фольги транспортуються далі на відстань, що відповідає одному пакету з фольги, перед тим, як зварювальна головка знову опуститься на фольгу, що була пересунена далі. Для досягнення високої продуктивності зварювальна головка постійно має високу температуру, щоб запобігти втраті часу на процеси нагрівання та охолодження. Тому необхідно, щоб у тих функціональних станах, коли не відбувається операція зварювання, зварювальна головка була настільки віддалена від фольги, щоб матеріал фольги не перегрівся або не прогорів. Така відстань, наприклад, потрібна у випадках, коли весь зварювальний пристрій зупиняють, щоб усунути несправність. Проте, в автоматизованому виробництві підіймання та опускання зварювальної головки на відстань до декількох сантиметрів займає небажано довгий проміжок часу при тій продуктивності, що можлива в даний час. Отже, мета цього винаходу полягає в тому, щоб створити зварювальний пристрій і спосіб зварювання фольги, які дозволяють швидко підіймати та опускати зварювальну головку, гарантуючи в кожному функціональному положенні, що матеріал фольги не згорить і не буде ушкоджений. Ця мета досягається за допомогою зварювального пристрою згідно з п.1 і способу зварювання згідно з п.12 формули винаходу. Зварювальний пристрій відповідно до винаходу може припускати щонайменше три функціональних положення. Перше функціональне положення - це зварювальне положення для виконання операції зварювання фольги. У цьому функціональному стані зварювальна головка розташовується безпосередньо на зварюваній фользі, тим самим нагріваючи або зварюючи або здійснюючи гаряче склеювання фольги в тих місцях, на яких розташовується нагріта поверхня зварювальної головки. Другий функціональний стан є проміжним положенням, при якому зварювальна головка знаходиться на першій заздалегідь заданій відстані від зварювального положення. Зварювальна головка знаходиться в цьому проміжному положенні, поки фольга просувається дала на один зварюваний виріб. Третє функціональне положення є положенням спокою або неробочим положенням, при якому зварювальна головка віддалена від зварювального положення на другу заздалегідь задану відстань, яка більше ніж перша відстань. Зварювальна головка знаходиться в цьому неробочому положенні, щоб запобігти перегріву або прогоранню, коли зварювальний пристрій не транспортує фольгу з достатньою швидкістю. Отже, зварювальний пристрій відповідно до винаходу забезпечує швидку операцію підіймання та опускання зварювальної головки, що переміщається між зварювальним і проміжним положеннями, так що такий рух зварювальної головки не призведе до втрати часу при нормальній роботі, навіть якщо весь зварювальний пристрій працює з високою швидкістю. У випадку несправності або при низькій швидкості системи в цілому, зварювальна головка знаходиться в неробочому положенні, якому відповідає більша відстань від фольги, так що матеріал фольги не буде ушкоджений гарячою зварювальною головкою. Відстань від зварювального положення до неробочого положення може бути обрано так, щоб ушкодження матеріалу фольги теплотою зварювальної головки, наприклад, внаслідок прогорання, було значно зменшено. Проте в найприйнятнішому випадку відстань між неробочим і зварювальним положеннями вибирається так, щоб матеріал фольги ніяк не міг бути ушкоджений теплотою зварювальної головки. Тим самим гарантується, що незалежно від тривалості перерви або уповільнення роботи зварювального пристрою матеріал фольги не може бути ушкоджений. Особливо прийнятний варіант здійснення винаходу містить тепловий екран, який у неробочому положенні поміщається між гарячою зварювальною головкою й матеріалом фольги. При застосуванні особливо чутливих до температури матеріалів фольги такий додатковий екран гарантує, що матеріал фольги не буде ушкоджений теплотою зварювальної головки. Такий тепловий екран може, наприклад, містити поворотну екрануючу пластину. Кращі значення відстані від зварювального до неробочого положення знаходяться в межах декількох сантиметрів. Ця відстань значною мірою залежить від використовуваного матеріалу фольги, температури зварювання й геометрії використовуваного зварювального інструмента. Між зварювальним і проміжним положеннями доцільно вибрати відстань у декілька міліметрів. Така мала відстань гарантує високу швидкість роботи завдяки короткому шляху підіймання. Зварювальна головка може приводитися в рух різноманітними засобами, наприклад, електромагнітним пристроєм або відповідною зубчастою передачею. Зварювальна головка може легко переміщатися між проміжним і зварювальним положеннями за допомогою першого пневматичного пристрою. Через малу відстань, яку потрібно подолати, пневматичний пристрій потребує тільки дуже невеликої кількості стиснутого повітря. Другий пневматичний пристрій може бути використаний для переміщення зварювальної головки разом із першим пневматичним пристроєм у неробоче положення. Рух зварювальної головки й сполученого з нею привода може, наприклад, ініціюватися механічно. Надійна робота забезпечується за допомогою блока керування, за допомогою якого засоби транспортування приводяться в дію для транспортування фольги далі, поки зварювальна головка знаходиться в проміжному положенні. Винахід буде докладно описано на прикладі кращого варіанта його здійснення з відповідними кресленнями, на яких: фіг.1 схематично подає загальний вигляд пристрою для зварювання фольги відповідно до винаходу; фіг.2 - місцевий вигляд фіг.1, що показує засоби зварювання в неробочому положенні; фіг.3 - місцевий вигляд на фіг.1, що показує засоби зварювання в проміжному положенні; фіг.4 - місцевий вигляд на фіг.1, що показує засоби зварювання у зварювальному положенні; на фіг.5 показано зварений незакритий пакет із фольги. Варіант здійснення винаходу, що буде тут розглянуто, належить до зварювального пристрою для виробництва пакетів із фольги, наприклад для напоїв. Фіг.1 дає схематичним вид збоку зварювального пристрою, виконаного відповідно до винаходу й використовуваного для виготовлення пакетів із фольги. Позиції 1 і 2 позначають, відповідно подавальні барабани для подачі фольги. Позиції 3 і 4 позначають відповідні натяжні пристрої, що забезпечують достатній натяг стрічок 5, 6 фольги. Позиції 7 і 8 позначають відхильні ролики, у той час як позиція 9 позначає засоби транспортування (транспортуючі валки) звареної фольги 10. Такі засоби транспортування можуть, наприклад, бути утворені приводними валками, що транспортують фольгу далі за рахунок фрикційного зчеплення. Позиція 11 позначає засоби зварювання, що містять перший пневматичний пристрій 12, що діє на зварювальну головку 13, і другий пневматичний пристрій 15 , що діє на перший пневматичний пристрій. Рух зварювальної головки 13, який спричиняється першим пневматичним пристроєм 12, показано стрілкою 14, у той час як рух першого пневматичного пристрою 12, який спричиняється пневматичним пристроєм 15, показано стрілкою 16. Блок 17 керування керує рухом пневматичних пристроїв 12 і 15 і транспортуючих валків 9. Рух звареної фольги 10 показано стрілкою 18. Фіг.2 дає детальний вид засобів зварювання 19 у неробочому положенні. Відстань від фольги до зварювальної головки 13 позначено як "х", "А" і "В" позначають відстань від другого пневматичного пристрою 15 до першого пневматичного пристрою 12 і відстань від першого пневматичного пристрою 12 до зварювальної головки 13, відповідно. Фіг.3 показує ті ж самі засоби зварювання в проміжному положенні. Пакет 21 із фольги містить дві бічні стінки з фольги і дно з фольги, яке формується як основа пакета, на яку його можна поставити. Підхожим матеріалом є, наприклад, ламінована (багатошарова) алюмінієва фольга. Фольга для бічних стінок і фольга для дна пакета зварюється разом уздовж швів бічних країв 23. В інших випадках може бути виконана операція гарячого склеювання. Верхній шов 24 формується в наступному пункті обробки, після того як пакет із фольги буде заповнено. Відстань до зварювальної головки 13 позначене як "у", причому "у" менше ніж "х". "С" позначає відстань від другого пневматичного пристрою 15 до першого пневматичного пристрою 12, причому "С" більше ніж "А", на ту ж величину, на яку "х" більше ніж "у". Фіг.4 ілюструє ті ж самі засоби зварювання в зварювальному положенні. Зварювальна головка 13 знаходиться безпосередньо на фользі. Стрічки 5 і 6 фольги і зварена фольга 10, відповідно, знаходяться на опорі 4. Відстань від першого пневматичного пристрою 12 до зварювальної головки 13 дорівнює "D", причому відстань "D" більше ніж відстань "В", на яку зварювальна головка 13 віддалена від першого пневматичного пристрою 12 у проміжному або неробочому положенні. Спосіб відповідно до винаходу буде далі описаний на прикладі роботи розглянутого вище зварювального пристрою. Стрічки фольги 5 і 6 надходять із подавальних барабанів 1 і 2, необхідний натяг забезпечується способом, який не має відношення до цього винаходу, наприклад, за допомогою пружинних натяжних пристроїв 3 і 4. Відхильні ролики 7 і 8 об'єднують стрічки фольги. Зварювані стрічки 5 і 6 фольги переміщаються із зупинками за допомогою протяжних валків 9. Відстань, що покривається за один цикл, відповідає ширині пакета 21 із фольги. Під час руху стрічок 5, 6 фольги і звареної фольги 10, відповідно, у напрямку 22, зварювальна головка 13 розташована на відстані "у" від фольги (див. фіг.3). Як тільки обертання валків 9 зупиняється блоком 17 керування, блок 17 керування передає сигнал першому пневматичному пристрою 12, після чого відстань від цього пневматичного пристрою 12 до зварювальної головки 13 збільшується від "В" до "D" (див. фіг.4). Зварювальна головка 13 тепер знаходиться в прямому контакті зі зварюваними стрічками 5, 6 фольги і притискає їх до опори 20. Головку виконано таким чином, що вона має достатньо нагріті ділянки, які спричинюють зварювання фольги уздовж потрібних швів. Ці шви пізніше утворять бічні краї 23, а також краї дна пакета у випадку пакета з фольги, показаного на фіг.5. Після того як операція зварювання уздовж потрібних швів виконана, а проміжок часу, необхідний для цього, був визначений заздалегідь, блок 17 керування передає сигнал першому пневматичному пристрою 12 для підіймання зварювальної головки 13, так що відстань від першого пневматичного пристрою 12 до зварювальної головки 13 знову стає рівною В. Зварювальна головка 13 знову знаходиться в проміжному положенні. У той ж самий час блок 17 керування передає сигнал транспортуючими валкам 9, щоб просунути фольгу далі на один виріб, наприклад, на ширину пакета 21 із фольги. Коли цей рух закінчено, блок 17 керування передає сигнал зупинки валкам 9 і сигнал пневматичному пристрою 12 знову збільшити відстань від першого пневматичного пристрою 12 до зварювальної головки 13 від "В" до "D". При повторенні цих процесів утворюється робота із зупинками, що дозволяє одержати високу продуктивність, тому що зварювальна головка 13 потребує переміщення тільки на невелику відстань, порядку декількох міліметрів. Крім того, невелика висота у, яку потрібно подолати, потребує тільки незначної кількості стиснутого повітря для роботи першого пневматичного пристрою 12. Може виявитися необхідним через різноманітні причини перервати роботу всього зварювального пристрою. Таке переривання потрібне, наприклад, під час технічного обслуговування, при перевірці пристрою або при усуненні несправності. Протягом такого періоду не завжди необхідно, щоб нагрівання зварювальної головки 13 вимикалося. Це було б недоцільним з точки зору заощадження енергії й часу, тому що повторне нагрівання зварювальної головки потребує значної кількості енергії й займає багато часу. Проте поки засоби транспортування фольги знаходяться в стані спокою, існує ризик, що матеріал фольги може бути перегрітий гарячою зварювальною головкою. Щоб уникнути можливого ушкодження матеріалу фольги, блок 17 керування передає сигнал другому пневматичному пристрою 15, коли робота всього зварювального пристрою переривається. Такий сигнал може, наприклад, бути посланий безпосередньо, коли оператор зупиняє транспортування фольги, або може бути посланий автоматично, коли транспортування фольги зупиняється на заздалегідь заданий проміжок часу. Сигнал, посланий другому пневматичному пристрою 15, спричинює зменшення відстані від другого пневматичного пристрою 15 до першого пневматичного пристрою 12 від "С" до "А" (див. фіг.2). Відстань "х" від стрічки 5, 6 фольги і 10 до зварювальної головки 13 тим самим відповідно збільшується, наприклад, на декілька сантиметрів. У результаті цього ушкодження матеріалу фольги теплотою зварювальної головки 13 виключається. У випадках, коли оброблюється особо чутливий до температури матеріал фольги, можна додатково встановити захисну пластину, яка поміщається між зварювальною головкою й матеріалом фольги в той же самий час, коли другий пневматичний пристрій 15 приводиться в дію, щоб захистити матеріал фольги від теплоти гарячої зварювальної головки 13. Коли зварювальна головка 13 знову опускається з неробочого положення, захисна пластина убирається. У даному варіанті здійснення винаходу стрічки 5 і 6 фольги використовуються для формування бічних стінок пакета 21 із фольги. Для більшої зрозумілості на фіг.1 і 4 не показаний третій подавальний пристрій для фольги, призначений для дна пакета, що поміщається між стрічками 5 і 6 фольги та одночасно з ними приварюється зварювальним пристроєм 19. Пристрій відповідно до даного винаходу може бути використано не тільки стосовно до пакетів із фольги, які описані вище, але й для оброблення пакетів із фольги, в яких бічні стінки безпосередньо приварюються одна до одної без додаткової фольги для дна пакета. Третій подавальний пристрій для фольги в такому випадку не потрібний. Вище був описаний пристрій для безпосереднього зварювання стрічок фольги одна з одною. При виборі відповідного зв'язуючого матеріалу можливо також виконати гаряче склеювання або гаряче зварювання за допомогою засобів 19 зварювання. Блок 17 керування може бути виконаний так, що неробоче положення, відповідно до фіг.2, може виникати не тільки у випадках, коли переривається транспортування фольги. Найкраще, блок 17 керування може бути виконаний так, що при виборі низької швидкості протяжних валків 9 зварювальна головка 13 не припускає проміжного положення під час транспортування фольги далі, але припускає неробоче положення, показане на фіг.2. На цей випадок блок керування може бути споряджений пристроєм вводу, за допомогою якого оператор може встановити мінімальну швидкість, при якій припускається проміжне положення, відповідно до фіг.3, а не неробоче положення, відповідно до фіг.2, поки фольга транспортується далі. Зварювальний пристрій 17 у вищеописаному варіанті здійснення винаходу встановлюють різноманітні положення зварювальної головки за допомогою двох послідовно з'єднаних пневматичних пристроїв. Можливе також використання з цією метою єдиного пневматичного пристрою з двома різноманітними положеннями.
ДивитисяДодаткова інформація
Назва патенту англійськоюWelding device and method for welding the foil
Автори англійськоюKraft Eberhard
Назва патенту російськоюСварочное устройство и способ сварки фольги
Автори російськоюКрафт Эберхард
МПК / Мітки
МПК: B29C 65/02
Мітки: спосіб, пристрій, зварювальний, зварювання, фольги
Код посилання
<a href="https://ua.patents.su/5-63919-zvaryuvalnijj-pristrijj-i-sposib-zvaryuvannya-folgi.html" target="_blank" rel="follow" title="База патентів України">Зварювальний пристрій і спосіб зварювання фольги</a>
Зварювальний комплекс для зварювання трубопроводів під водою

Номер патенту: 44923
Опубліковано: 15.03.2002
Автори: Зяхор Ігор Васильович, Казимов Борис Іванович, Кучук-Яценко Сергій Іванович
МПК: F16L 1/26, B23K 11/04
Мітки: зварювальний, комплекс, трубопроводів, зварювання, водою
Формула / Реферат:
1. Зварювальний комплекс для зварювання трубопроводів під водою, який містить камеру жорсткої конструкції, відкриту в нижній частині, із вирізами для труб у бокових стінках і шарнірно закріпленими біля вирізів захватами з ущільненнями для гідроізоляції кінців труб, що зварюються, зварювальну установку, розміщену всередині камери, і систему подачі газу в камеру, який відрізняється тим, що зварювальна установка виконана у вигляді підвісної...
Пристрій та спосіб для виготовлення і пакування пакетів із фольги
Номер патенту: 61088
Опубліковано: 17.11.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 41/00
Мітки: спосіб, пристрій, фольги, пакетів, виготовлення, пакування
Формула / Реферат:
1. Пристрій для виготовлення й пакування пакетів із фольги, зокрема пакетів для напоїв, який містить щонайменше два подавальних пристрої для подачі фольги, з'єднуючий пристрій для з'єднання подаваної фольги таким чином, щоб сполучні ділянки проходили по всій ширині фольги в напрямку, перпендикулярному до напрямку подачі, різальний пристрій, що містить різальне лезо, яке рухається вертикально, для розрізання з'єднаної фольги уздовж сполучних...
Спосіб та пристрій для виготовлення пакетів із фольги
Номер патенту: 57602
Опубліковано: 16.06.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 29/00
Мітки: пакетів, виготовлення, фольги, спосіб, пристрій
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, зокрема пакетів для напоїв, при якому подають принаймні дві стрічки фольги , які служать бічними сторонами пакета із фольги, поміщають їх одну на одну та з'єднують їх між собою вздовж передбачуваних бічних кромок пакета, а з'єднані подібним чином стрічки фольги протягують та розрізають вздовж з'єднання для сформування окремих пакетів із фольги, причому у випадку відмінності у кількості матеріалу, що...
Спосіб і пристрій для виготовлення пакетів із фольги
Номер патенту: 57603
Опубліковано: 16.06.2003
Автори: Вілд Ханс-Петер, Крафт Еберхард
МПК: B31B 37/00, B31B 29/00
Мітки: фольги, виготовлення, спосіб, пакетів, пристрій
Формула / Реферат:
1. Спосіб виготовлення пакетів із фольги, при якому подають першу і другу фольгу для формування бокових стінок пакета із фольги, подають фольгу для дна пакета, причому під час подачі принаймні у фользі для дна пробивають отвори, рознесені у напрямку переміщення цієї фольги на інтервал (х), який відповідає ширині пакета з фольги, і складають фольгу для дна по її осьовій лінії, яка проходить паралельно напряму руху цієї фольги, причому отвори...
Екзотермічний паяльно – зварювальний стержень
Номер патенту: 37450
Опубліковано: 15.05.2001
Автори: Лебедєв Борис Володимирович, Лебедєв Володимир Георгійович
МПК: B23K 23/00
Мітки: паяльно, зварювальний, екзотермічний, стержень
Формула / Реферат:
Екзотермічний паяльно-зварювальний стержень, виготовлений методом ущильнення суміші або пресування або екструзії з оболонкою чи без неї , який відрізняється тим,що складається з двох частин - головної швидкорозогріваючої частини, довжина якої розраховуєтьсязгідно з формулою: ,де L- довжина головної швидкорозогріваючої частини стержня, м;Q- потужність...
Попередній патент: Установка л.к. дембського для навчання і відпрацювання техніки мікрохірургічних операцій на оці
Наступний патент: Спосіб лікування дитячого церебрального паралічу
Випадковий патент: Освітлювальний пристрій