Спосіб виготовлення бурових штанг для бурильних машин ударнообертової дії
Номер патенту: 82160
Опубліковано: 11.03.2008
Автори: Помазан Сергій Григорович, Головченко Володимир Олексійович
Формула / Реферат
Спосіб виготовлення бурових штанг для бурильних машин ударно-обертової дії, при якому використовують товстостінну трубну заготовку заданих довжини, параметрів термічної обробки і співвідношення зовнішнього діаметра і товщини стінки, виконують поділ заготовки на мірні відрізки, кривизну яких доводять до технологічно обґрунтованої величини та піддають механічній обробці їх торці і зовнішню поверхню, після чого нагрівають та деформують кінці відрізків до відповідно заданих температури і товщини стінок, нарізають на них конструктивні елементи, торці піддають загартовуванню, а сформовану штангу, в цілому, піддають хіміко-термічній обробці шляхом азотування та забезпечують можливість роз'єднання штанги від коронки і бурильної головки, який відрізняється тим, що після механічної обробки торців і зовнішньої поверхні мірного відрізка його внутрішній канал піддають обробці абразивно насиченою пульпою шляхом повздовжнього її проходження каналом зі швидкістю, що перевищує осаджування абразивного наповнювача пульпи, а після загартування торців внутрішній канал піддають електрохімічній обробці.
Текст
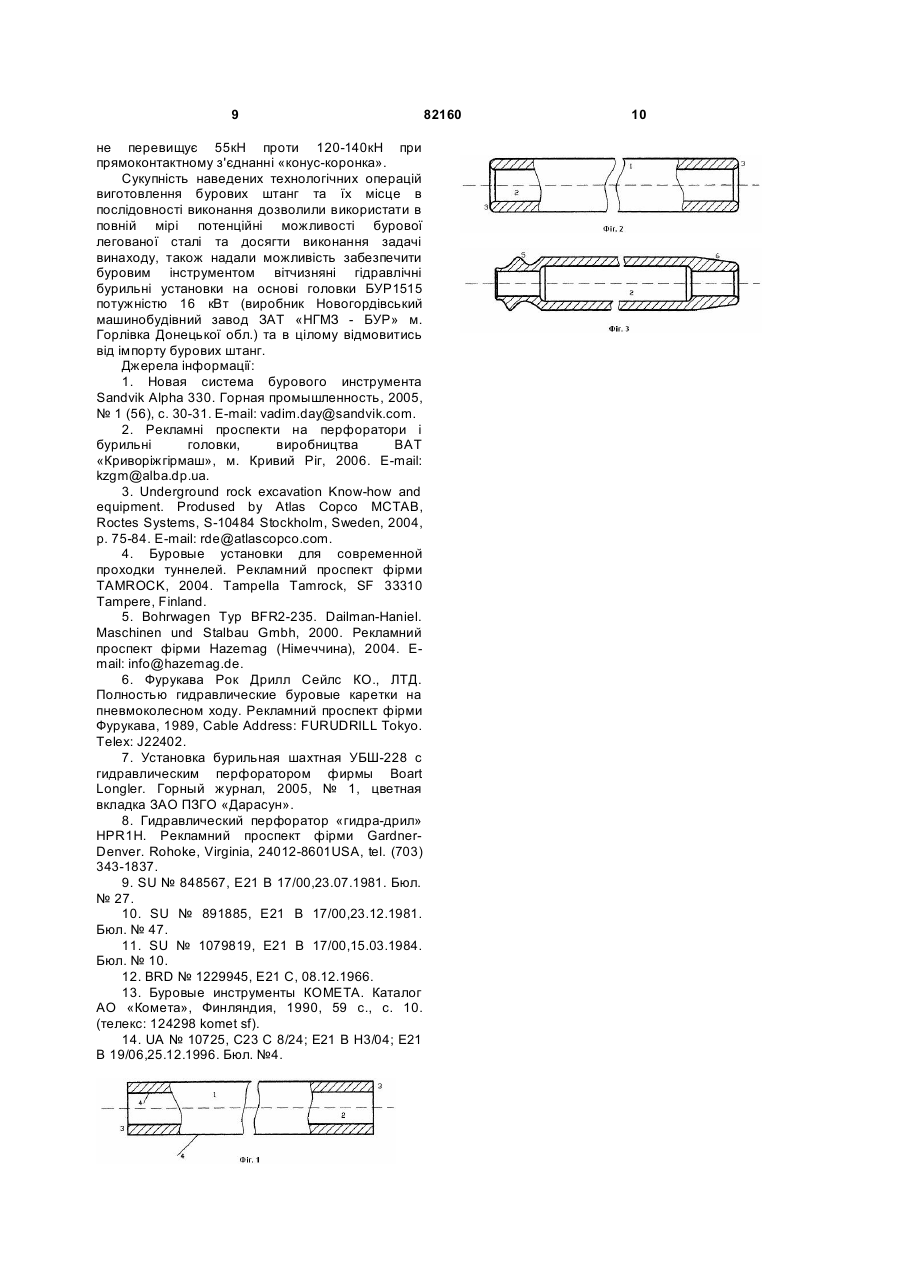
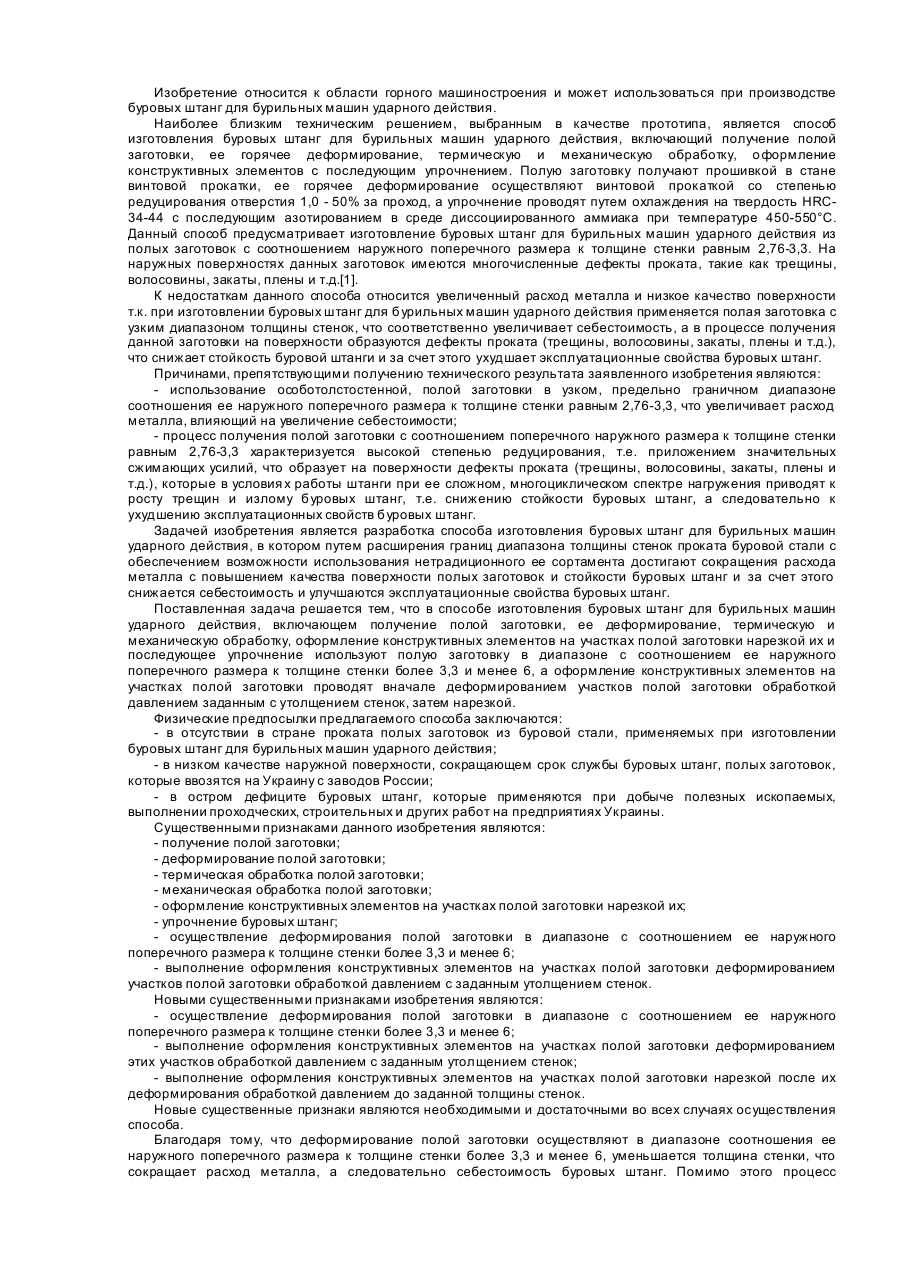
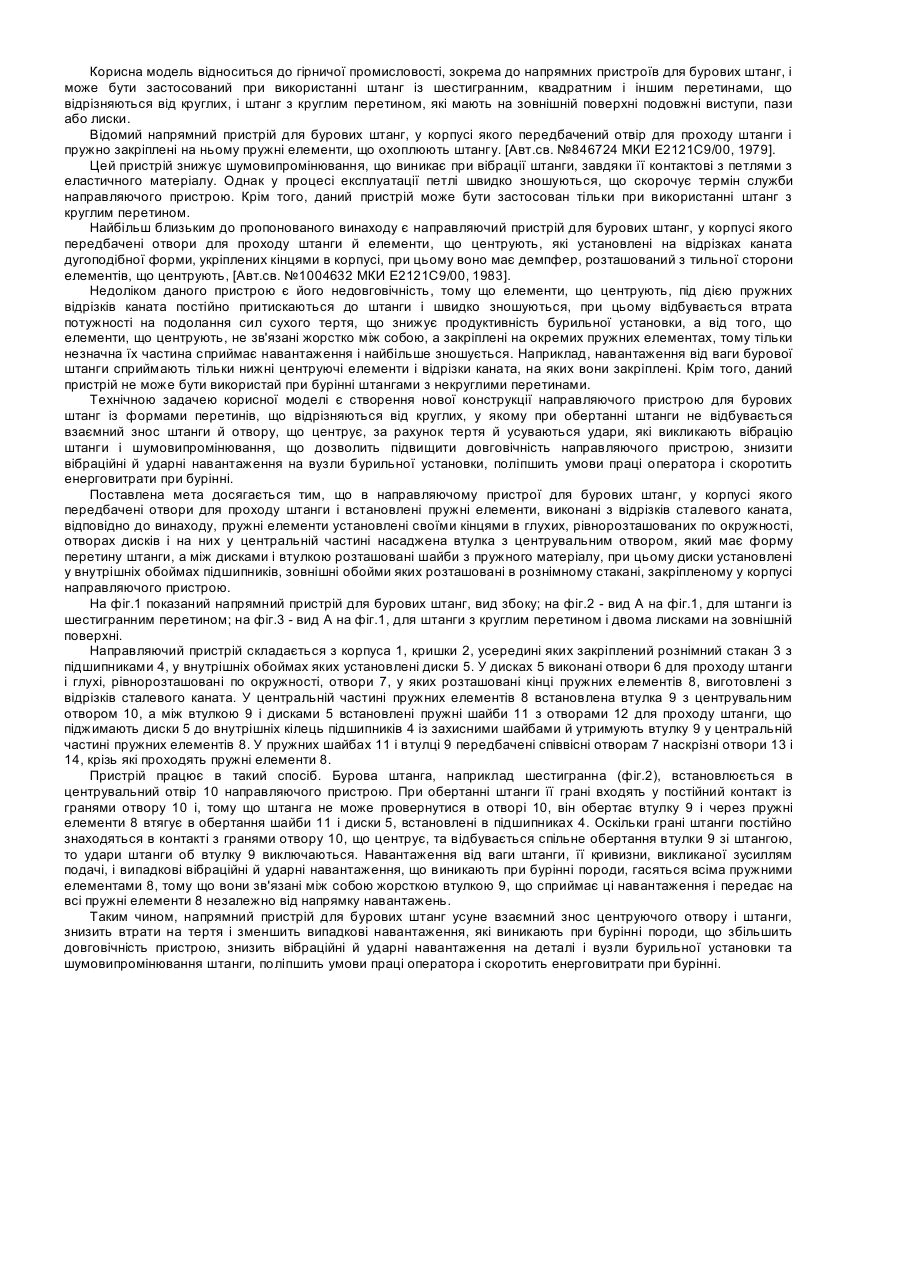
Спосіб виготовлення бурових штанг для бурильних машин ударно-обертової дії, при якому використовують товстостінну трубну заготовку C2 2 (19) 1 3 бурильні машини пневматичної енергії закордонних виробників мають аналогічні (близькі) енергетичні показники. Найбільш відомі виробники Atlas Copco (Швеція), TAMROCK (Фінляндія), Dailman-Наnіеl (Німеччина), Furukawa (Японія), Boart Landler (Велика Британія) та Gardner Denver (США) [3, 4, 5, 6, 7, 8] обмежили виробництво бурильного обладнання пневматичної дії до 15-25 % і зосередились на машинобудівному забезпеченні прогресивного гідравлічного буріння з використанням широкої номенклатури гідравлічних бурильних головок власного виробництва з ударною потужністю від 7,5 [3] до 27,0 [8] кВт та бурильних установок, забезпечуючих їх використання. Наведене внесло ряд жорстких технологічних обмежень при виготовленні бурових штанг, в першу чергу пов'язаних із збільшенням передавання через штангу ударної енергії від гідравлічної головки до бурової коронки. Зокрема, це відноситься до вибраного матеріалу штангових заготовок; їх кривизни; термообробки з підвищенням твердості і корозійностійкості; виключення наклепу і сколу торцевих площин; підвищення межі опору впливу знакозмінного моменту, удару та дії на систему «бурильна головка - штанга - бурова коронка» зворотної від вибою енергії, останнє особливо важливе в місцях з’єднання коронки із штангою та штанги з бурильною головкою; чистоти зовнішньої поверхні та поверхні промивочного каналу; виключення впливу обезвуглеродженого поверхневого шару і мікротріщин; зменшення коефіцієнта тертя штанги по стінкам свердловини. Таким чином, бурові штанги є високонауковими і висококоштовними виробами машинобудування з масовим їх виробництвом щорічна потреба в штангах гірничих підприємств бувшого Союзу складала більше 3000000,0 одиниць; на поточний момент потреба гірничої галузі України в наведених виробах складає 5000,0 тон (700000,0 одиниць при опосередкованій довжині в 1,5 м). Перелік характерних особливостей використання бурових штанг та технологічних обмежень є базою вихідних даних для розробки технологічних операцій способу виготовлення бурових штанг для забезпечення використання потенційних можливостей буріння вибухових свердловин на засадах гідравлічного буріння з досягненням підвищення швидкості буріння з 1070/0 мм/хв (у найбільш прогресивної пневматичної бурильної головки 501А-07.04.0140 [2]) до 2000 і більше мм/хв по породам з міцністю 14-20 одиниць по шкалі проф. Протод'яконова; досягненню коефіцієнта корисної дії в 63 % проти 9 % при пневматичному бурінні; збільшення до 4 разів ресурсу і доведення останнього до 1200 шпурометрів при одночасному збереженні масогабаритних показників штанг. Відомі способи виготовлення бурових штанг на основі конструкторських рішень [9, 10, 11]. По своєму технічному рівню дані розробки, в зв'язку з відсутністю відповідного технологічного 82160 4 забезпечення виготовлення, мають обмежене використання, ресурс і надійність. Як наслідок, такі штанги не можуть бути надійною складовою енергонасиченого буріння гідравлічними бурильними головками. Межа використання таких штанг - буріння гірничих порід пневматичними перфораторами. Більш близькими до заявляемого способу виготовлення бурових штанг є способи [12, 13]. Перший з них вирішує питання надійності шляхом конструкторсько-технологічного забезпечення, при якому пустотілу штангову заготовку створюють у вигляді з'єднаних у єдине ціле трьох тонкостінних трубних елементів, при цьому внутрішній і зовнішній елементи попередньо піддають термообробці через закалювання, а середньому технологічно забезпечують підвищену в'язкість. В свою чергу штанги згідно [13] при їх виготовленні піддають термообробці, в т.ч. загартовують струмами високої частоти місця розміщення конструктивних елементів приєднання коронки та бурової головки, на зовнішній поверхні виконують дробометну нагартовку, фосфатування і вощення, останнє (вощення) виконують також в промивочному каналі. («Сталь ... штанг отличается такими качествами, как высокая прочность на разрыв и изгиб и высокая износостойкость, которые далее повышаются термической обработкой. Штанги ... всплошную цементируются или закаливаются в районе резьбовых участков током высокой частоты. После ... подвергают ... обработке дробеметным способом, ... в завершение детали става штанг подвергают фосфатированию и горячему вощению ... также внутри промывочного канала» [13]). Спосіб [12] має складне машинобудівне виконання, лише локальне забезпечення надійності става штанги; споживча закінченість, в тому числі конструктивних елементів (різьба, конус, бурт, промивочний канал), відсутня. Спосіб [13] є більш близький до заявлєного, але має в реалізованих штангах недостатню надійність через технологічну відсутність операції зняття окалини і концентраторів промивочного каналу, става та в місцях формування конструктивних елементів, а також відсутня операція контролю і виправлення кривизни штангової заготовки. Останнє створює експлуатаційні складнощі в момент забурювання, особливо при оббурюванні тріщинуватих порід. При цьому, зносостійкість, згідно досвіду експлуатації бурових штанг із конструкційної легованої сталі в умовах шахтоуправління з підземного добування руди підприємства ВАТ «Mittal Still Кривий Ріг» (шахта ім. Артема), опосередковано для штанг довжиною 0,6; 1,1; 1,5; 1,8 м по даним на 12.04.2006 р. відповідно складає 90,0; 72,2; 93,7 і 110 шпурометрів при бурінні пневматичними бурильними головками з ударною потужністю не більше 4,275 кВт і без відповідного технологічного забезпечення виготовлення. Для наведених умов при обмеженому технологічному забезпеченні виготовлення штанг (згідно [13]), 5 зносостійкість коливається від 574,8 до 295,6 шпурометрів. Найбільш близьким технічним рішенням як найближчого аналога прототипу заявляємому винаходу за цільовим використанням, операціям реалізації та їх послідовності, близькості виконання, споживчим показникам є спосіб виготовлення бурових штанг для бурильних машин ударної дії, при якому використовують пустотілу штангову заготовку із заданим співвідношенням зовнішнього діаметра до товщини стінки, виконують поділ заготовки на нормативно технологічні відрізки та їх механічну обробку, нагрівають токами високої частоти та деформують тиском кінці відрізків до відповідно заданих температури і товщини стінок, далі виконують нарізанням виготовлення конструктивних елементів з’єднання штанги з бурильною головкою та коронкою і піддають хімічнотермічній обробці шляхом азотування в середовищі дисоційованого аміаку [14]. Недоліком способу-прототипу є обмежена область застосування штанг через неповне використання потенційних можливостей конструкційної сталі (типу 55С2, 28ХГНЗМА, 60С2ХФА, 95ХМА), яка є наслідком не комплексного технологічного забезпечення їх виготовлення. При цьому верхнє значення каналізуємої по штанзі ударної енергії обмежене рівнем у 177 джоулів. Аналіз статистичних даних відмов штанг, виготовлених у відповідності способу-прототипу виявив, що поломки става штанги досягають 10 %, поломки в місці розміщення конструктивних елементів - до 85 %; поломки штанги по причині деформації торців - до 5 %. Наведене є результатом відсутності технологічного впливу на внутрішній канал штанги на різних етапах виготовлення в частині зняття окалини, обмеження впливу концентраторів і окалини після утовщення для послідуючого нарізання конструктивних елементів, також зняття обезвуглеродженого шару та мікротріщин. Перераховане не дозволяє в повній мірі виконати хіміко-термічну обробку каналу. До недоліків даного способу можна також віднести недостатність уваги на контроль і виправлення в повній мірі (менше 0,15 %) кривизни штангової заготовки, до формування твердості торців штанги та неврахування особливостей динамічного впливу ударної енергії на контактне з'єднання конструктивних елементів з коронкою і бурильною головкою. В основу винаходу поставлена задача розширення області використання бурових штанг за рахунок підвищення показників призначення в частині передачі ударної енергії, надійності і зносостійкості. Поставлену задачу вирішують за рахунок того, що в способі виготовлення бурових штанг для бурильних машин ударно-обертової дії, при якому використовують товстостінну трубну заготовку заданих довжини, параметрів термічної обробки і співвідношення зовнішнього діаметра до товщини стінки, виконують поділ заготовки на мірні відрізки, кривизну яких доводять до технологічно 82160 6 обґрунтованої величини, піддають механічній обробці їх торці і зовнішню поверхню, після чого нагрівають до відповідно заданих температури і товщини стінок, нарізують на них конструктивні елементи, торці штанги піддають загартовуванню, а штангу, в цілому, піддають хіміко-термічній обробці шляхом азотування в середовищі дисоційованого аміаку та забезпечують можливість в процесі експлуатації роз'єднання штанги від коронки і бурильної головки, а після механічної обробки торців і зовнішньої поверхні мірного відрізку його внутрішній канал піддають обробці абразивно насиченою пульпою шляхом поздовжнього її проходження внутрішнім каналом зі швидкістю, що перевищуе осаджування абразивного наповнювача пульпи, після загартування торців внутрішній канал піддають електрохімічній обробці в середовищі електроліту. Завдяки новим операціям виключено вплив на надійність штанги дефектів внутрішнього каналу і концентраторів в області конструктивних елементів, в результаті досягнуто виконання поставленої задачі, а саме: одержана можливість каналізувати по штанзі діаметром 32 мм ударну енергію до 400 джоулів, що при роботі бурильної головки з частотою 50-60 Гц дозволило ударно діяти на оббурювану породу з потужністю у 20-24 кВт. Вказане, зберігши можливість буріння на основі пневматичної енергії, розширило область використання бурових штанг на гідравлічне буріння та надало можливість досягнення ресурсу штанги до 1200 і більше шпурометрів і швидкості буріння до 2000 мм/хв по породам з міцністю 14-20 одиниць по шкалі проф. Протод'яконова. Порівняльний аналіз запропонованого способу з відомим рівнем техніки у відповідності наведеним джерелам інформації не виявив його (рівня) впливу на досягнення позитивного результату згідно поставленої задачі. Таким чином, пропоноване технічне рішення відповідає вимогам корисності і новизни, призначене для використання у промисловості, а саме у гірничовидобувній галузі, здійснене за допомогою існуючих конструкційних легованих сталей на діючому машинобудівному обладнані, промислово освоєних металургійною і машинобудівною галузями, по своїй якості є імпортозаміщуючою продукцією, здійснене також на засадах визнаних науково обґрунтованих методів і при його реалізації в умовах підземного добування залізної руди забезпечується досягнення практичного результату - використання штанг пропонованого технічного рівня надало можливість в умовах Криворізького залізорудного комбінату зменшити річні обсяги використання штанг з 1200 до 350 тонн, чим виконано вимоги промислової придатності, які вбачали автори. Суть винаходу пояснюється кресленнями (Фіг.1, Фіг.2 і Фіг.3) та описом технологічних операцій реалізації пропонованого способу. Мірний відрізок трубної товстостінної заготовки із легованої сталі зображено на Фіг.1 у складі: власне става 1, внутрішнього каналу 2 і торців 3. На поверхні става 1 та внутрішнього каналу 2 мають місце дефекти 4 у вигляді 7 82160 мікротріщин, обезвутлеродженого прошарку та окалини. Мікротріщини досягають глибини 0,6 мм, обезвуглеродженого прошарку - 0,3мм. Останній в значній мірі сприяє втомленестному руйнуванню штанг. В залежності від варіанта гірничих робіт, типу бурових машин і глибини свердловини, довжини відрізків повинні забезпечувати виготовлення штанг для переносних перфораторів від 600 до 3800 м, телескопних - від 600 до 2600мм, колонкових та гідравлічних - від 1000 до 4300мм. Задана твердість заготовки коливається від 34 до 40 НRСэ при співвідношенні діаметра до товщини стінки від 3,3 до 6 та діаметрі внутрішнього каналу для різних модифікацій штанг із круга діаметром 29 мм 12 9 +1,,0 12 7,8 +1,0 -, мм, круга мм. діаметром 32 мм Реалізація операцій виготовлення штанг виконується наступним чином. Спочатку мірний відрізок піддають правці на пресовому обладнанні, де доводять його кривизну до величини рівної або меншої 0,15 %. Трубна заготовка надходить після її виготовлення з кривизною до 0,5 %, що без наведеної операції при довжині штанги в 4300 мм створює в місці контакту бурової коронки з оббурюваною поверхнею відхилення до 22,5 мм і, як наслідок, складнощі забурювання. Крім того, при бурінні виникає знакозмінний момент, який приводе до передчасного руйнування конструктивних елементів і става штанги. При механічній обробці підрізають торці, точать фаски і закруглення (кут фасок і закруглень складає 30°±30' при радіусі у 2 мм); на зовнішній поверхні знімають наведені вище дефекти. Вигляд штангової заготовки при цьому зображено на малюнку Фіг.2. Для зняття дефектів внутрішнього каналу додатково, на даному етапі виготовлення, вводять операцію обробки поверхні каналу абразивно насиченою пульпою шляхом її інтенсивного проходження каналом з швидкістю перевищуючою осадність абразивного наповнювача. Використання для цих цілей металевого дробу, в зв'язку з незначним діаметром внутрішнього каналу, не можливе. В якості абразиву використовують порошкоподібний корунд, частка його у пульпі - до 10 %, швидкість проходження до 4 м/с; в якості рідини використовують воду. Значення швидкості визначають виразом: Q Vn = Vкр + Vнд ³ 0,765Дк 2 , м/сек, де Vn - повна швидкість пульпи; Vкр - критична швидкість пульпи, при якій частки абразиву заданої маси знаходяться у безосадному стані; Vнд - надмірна над Vкр швидкість пульпи при якій абразив безосадно рухається по каналу. Vнд=(0,15-0,20)Vкр; Q - продуктивність забезпечуючого насоса, м3·сек-1; 0,765Дк2 - площа перетину каналу діаметром Дк. 8 Значення швидкості Vнд обирають для конкретної маси (перетину) часток абразиву згідно довідкових даних [П.М. Ялтанец. Проектирование открытых гидромеханизированных и дражных разработок месторождений. М., Издательство Московского государственного горного университета (МГГУ), 2003, с. 353-355]. Черговим технологічним процесом виготовлення є нагрівання током високої частоти (ТВЧ) (як правило) кінців 5 і 6 відрізка та їх деформування відповідно до заданих температури і товщини стінок. При цьому нагрівання виконують на довжині 150 мм з забезпеченням рівня 11501200°С на довжині 85 мм рахуючи від торця. По досягненню заданої температури кінців з використанням універсальної ковочної машини (типу УКМП) їх деформують видавлюванням для послідуючого нарізання конструктивних елементів. Заготовка охолоджується в середовищі кварцового піску з початкової температури 250350°С на протязі 120 хв. Після чого вона подається для нарізання конструктивних елементів. Останнє виконують у два етапи: власне нарізання та шліфування робочих поверхонь. Після виконання даної операції заготовка має вигляд, зображений на малюнку Фіг.3. При цьому припуск на діаметр конуса після виконання першого етапу дорівнює ≥0,6 мм, а попередній діаметр під зовнішню різьбу - 31,4-31,5мм. Далі виконують термообробку торців з використанням ТВЧ: температура нагрівання 950-1000°С на довжині 15-20мм, охолодження природне на повітрі без обдуву. Досягнута твердість торців 5055 НRСэ є оптимальною, так як при меншій твердості має місце розклепування торців, при більшій - сколювання їх поверхні. Після термообробки торців додатково внутрішній канал піддають електрохімічній обробці у водному розчині 15-18% хлористого натрію при струмі 5560 А, продуктивності проходження електроліту до 10 л/хв, тискові 4-5Бар та часу дії 5хв. Операція електрохімічного впливу на поверхню внутрішнього каналу дозволяє остаточно його зачистити від окалини та закруглити концентратори які мають місце після формування кінців. Сформовану заготовку штанги очищену від дефектів зовнішньої поверхні та внутрішнього каналу, термооброблених торців піддають у вертикальній електропічці хімічнотермічній обробці в середовищі дисоційованого (від 30-40 до 40-60 %) аміаку. Процес триває до 72 годин при температурі 500-550°С, глибина азотонасиченого шару поверхонь бурової штанги досягає 0,8-1,0мм, твердість 78-80 НRСэ. Процес азотування може бути прискорено до 20 годин шляхом введення відповідних каталізаторів. Охолодження штанг після їх хімічнотермічної обробки триває до 7 годин і є природнім. Заключною операцією виготовлення штанги є нанесення на конус(и) латуні методом фрікційного латунювання в присутності поверхнево-активного розчину на основі гліцерину. Перенесений шар латуні складає 1-2мкм, при шероховатості 2,5-1,75мкм, зусилля роз'єднання 9 не перевищує 55кН проти 120-140кН при прямоконтактному з'єднанні «конус-коронка». Сукупність наведених технологічних операцій виготовлення бурових штанг та їх місце в послідовності виконання дозволили використати в повній мірі потенційні можливості бурової легованої сталі та досягти виконання задачі винаходу, також надали можливість забезпечити буровим інструментом вітчизняні гідравлічні бурильні установки на основі головки БУР1515 потужністю 16 кВт (виробник Новогордівський машинобудівний завод ЗАТ «НГМЗ - БУР» м. Горлівка Донецької обл.) та в цілому відмовитись від імпорту бурових штанг. Джерела інформації: 1. Новая система бурового инструмента Sandvik Alpha 330. Горная промышленность, 2005, № 1 (56), с. 30-31. E-mail: vadim.day@sandvik.com. 2. Рекламні проспекти на перфоратори і бурильні головки, виробництва ВАТ «Криворіжгірмаш», м. Кривий Ріг, 2006. E-mail: kzgm@alba.dp.ua. 3. Underground rock excavation Know-how and equipment. Prodused by Atlas Copco MCTAB, Roctes Systems, S-10484 Stockholm, Sweden, 2004, p. 75-84. E-mail: rde@atlascopco.com. 4. Буровые установки для современной проходки туннелей. Рекламний проспект фірми TAMROCK, 2004. Tampella Tamrock, SF 33310 Tampere, Finland. 5. Bohrwagen Тур BFR2-235. Dailman-Haniel. Maschinen und Stalbau Gmbh, 2000. Рекламний проспект фірми Hazemag (Німеччина), 2004. Email: info@hazemag.de. 6. Фурукава Рок Дрилл Сейлс КО., ЛТД. Полностью гидравлические буровые каретки на пневмоколесном ходу. Рекламний проспект фірми Фурукава, 1989, Cable Address: FURUDRILL Tokyo. Telex: J22402. 7. Установка бурильная шахтная УБШ-228 с гидравлическим перфоратором фирмы Boart Longler. Горный журнал, 2005, № 1, цветная вкладка ЗАО ПЗГО «Дарасун». 8. Гидравлический перфоратор «гидра-дрил» HPR1H. Рекламний проспект фірми GardnerDenver. Rohoke, Virginia, 24012-8601USA, tel. (703) 343-1837. 9. SU № 848567, E21 В 17/00,23.07.1981. Бюл. № 27. 10. SU № 891885, E21 В 17/00,23.12.1981. Бюл. № 47. 11. SU № 1079819, E21 В 17/00,15.03.1984. Бюл. № 10. 12. BRD № 1229945, E21 С, 08.12.1966. 13. Буровые инструменты КОМЕТА. Каталог АО «Комета», Финляндия, 1990, 59 с., с. 10. (телекс: 124298 komet sf). 14. UA № 10725, C23 С 8/24; E21 В Н3/04; E21 В 19/06,25.12.1996. Бюл. №4. 82160 10
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making drill rods for boring machines with percussion-rotary effect
Автори англійськоюHolovchenko Volodymyr Oleksiiovych, Pomazan Serhii Hryhorovych
Назва патенту російськоюСпособ изготовления буровых штанг для бурильных машин ударно-вращательного действия
Автори російськоюГоловченко Владимир Алексеевич, Помазан Сергей Григорьевич
МПК / Мітки
МПК: E21B 17/00, C23C 8/24
Мітки: штанг, бурових, ударнообертової, дії, бурильних, машин, виготовлення, спосіб
Код посилання
<a href="https://ua.patents.su/5-82160-sposib-vigotovlennya-burovikh-shtang-dlya-burilnikh-mashin-udarnoobertovo-di.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення бурових штанг для бурильних машин ударнообертової дії</a>
Спосіб виготовлення бурових штанг для бурильних машин ударної дії
Номер патенту: 10725
Опубліковано: 25.12.1996
Автори: Корнет Едуард Олександрович, Клеймьонов Сергій Миколайович, Анічкін Олександр Альбертович, Стеценко Анатолій Семенович, Крижний Вадим Григорович
МПК: C23C 8/24, E21B 19/00, B21H 3/00, E21B 17/00
Мітки: ударної, виготовлення, бурових, спосіб, бурильних, машин, штанг, дії
Формула / Реферат:
Способ изготовления бурових штанг для бурильных машин ударного действия, включающий получение полой заготовки, ее деформирование, термическую и механическую обработку, оформление конструктивных элементов на участках полой заготовки нарезкой их и последующее упрочнение, отличающийся тем, что деформирование полой заготовки осуществляют в диапазоне с соотношением ее наружного поперечного размера к толщине стенки более 3,3 и менее б, а...
Напрямний пристрій для бурових штанг
Номер патенту: 11756
Опубліковано: 16.01.2006
Автори: Рутковський Олександр Юрійович, Сурело Володимир Олександрович
МПК: E21B 19/00
Мітки: напрямний, штанг, пристрій, бурових
Формула / Реферат:
1. Напрямний пристрій для бурових штанг, який містить корпус, напрямну обойму з отвором для проходу бурової штанги і пружні елементи, який відрізняється тим, що у корпусі концентрично встановлені підшипник, зовнішня і напрямна обойми з рівномірно розташованими по колам гніздами, у яких розміщені пружні елементи, які виконані у вигляді циліндрів, при цьому обойми встановлені через пружні елементи з зазором між ними, рівним або більшим...
Напрямний пристрій для бурових штанг
Номер патенту: 8712
Опубліковано: 15.08.2005
Автори: Сурело Володимир Олександрович, Рутковський Олександр Юрійович, Рутковський Максим Олександрович
МПК: E21B 19/00
Мітки: пристрій, бурових, напрямний, штанг
Формула / Реферат:
Напрямний пристрій для бурових штанг, що містить корпус у якому передбачені отвори для проходу штанги і встановлені пружні елементи, виконані з відрізків сталевого каната, який відрізняється тим, що пружні елементи установлені своїми кінцями в глухих, рівно розташованих по окружності отворах дисків, і на них у центральній частині насаджена втулка з центрувальним отвором, який має форму перерізу штанги, а між дисками і втулкою розташовані...
Напрямний пристрій для бурових штанг
Номер патенту: 8002
Опубліковано: 15.07.2005
Автори: Рутковський Олександр Юрійович, Сурело Володимир Олександрович, Рутковський Максим Олександрович
МПК: E21B 19/00
Мітки: напрямний, штанг, бурових, пристрій
Формула / Реферат:
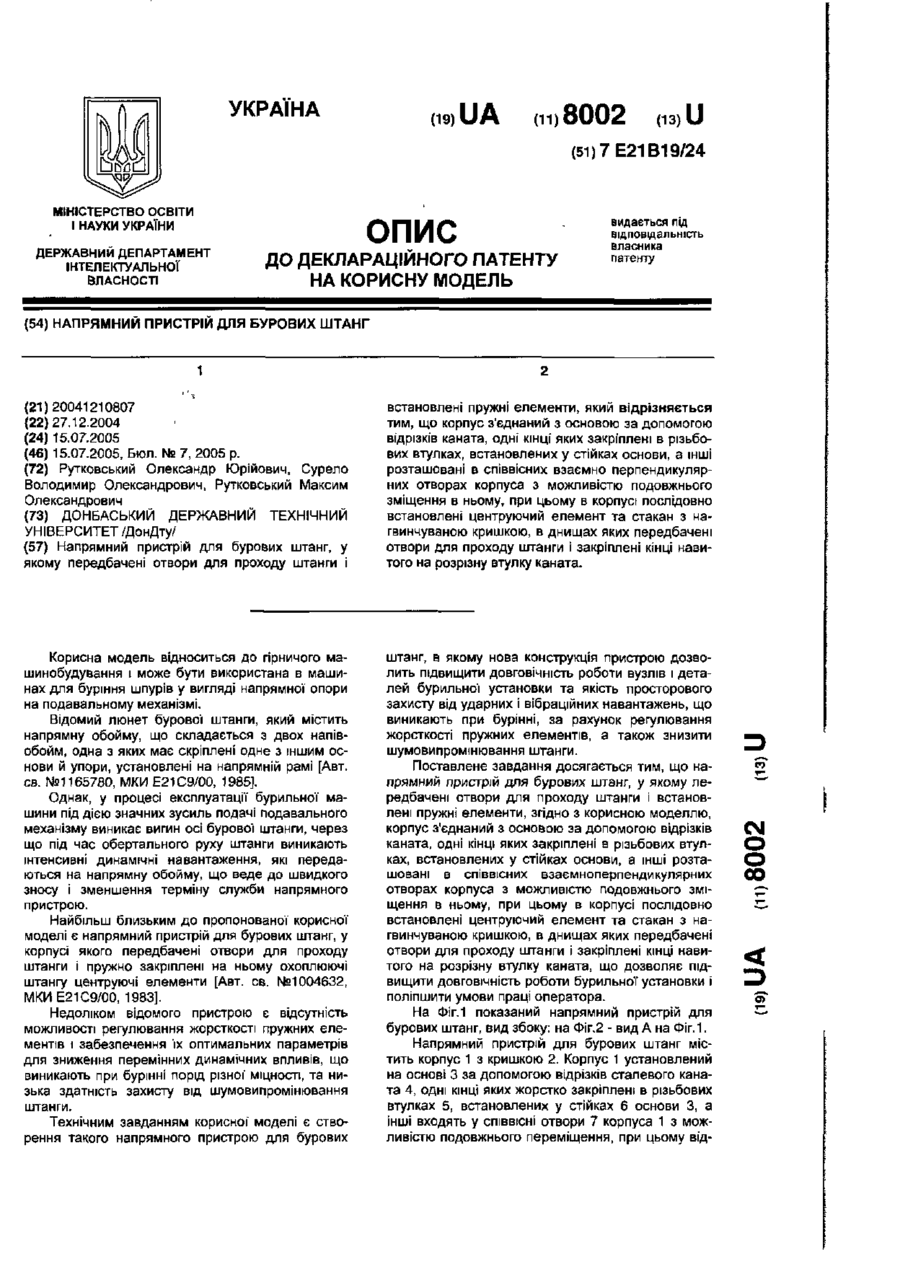
Напрямний пристрій для бурових штанг, у якому передбачені отвори для проходу штанги і встановлені пружні елементи, який відрізняється тим, що корпус з'єднаний з основою за допомогою відрізків каната, одні кінці яких закріплені в різьбових втулках, встановлених у стійках основи, а інші розташовані в співвісних взаємно перпендикулярних отворах корпуса з можливістю подовжнього зміщення в ньому, при цьому в корпусі послідовно встановлені...
Направляючий пристрій для бурових штанг
Номер патенту: 9981
Опубліковано: 17.10.2005
Автори: Сурело Володимир Олександрович, Рутковський Олександр Юрійович
МПК: E21B 19/00
Мітки: направляючий, пристрій, штанг, бурових
Формула / Реферат:
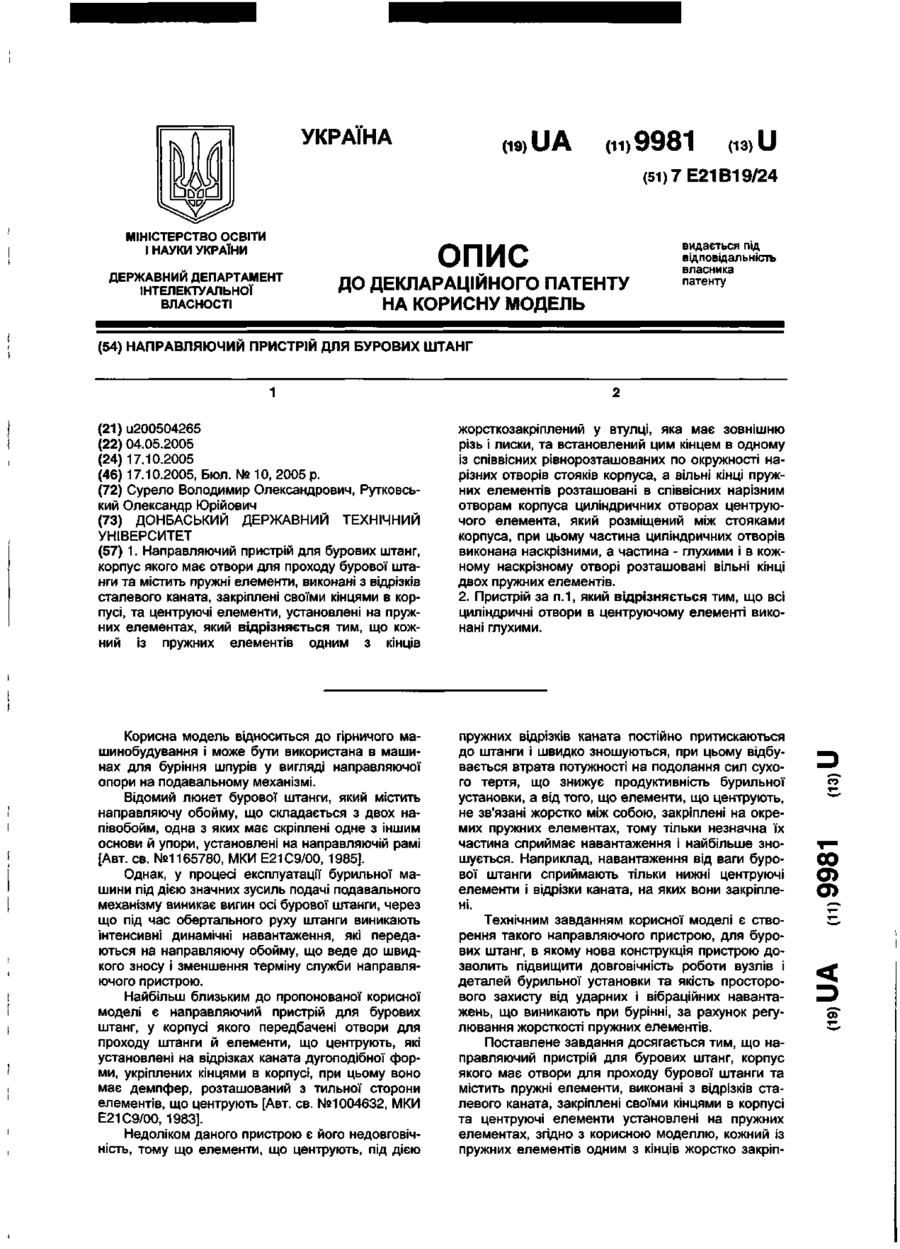
1. Направляючий пристрій для бурових штанг, корпус якого має отвори для проходу бурової штанги та містить пружні елементи, виконані з відрізків сталевого каната, закріплені своїми кінцями в корпусі, та центруючі елементи, установлені на пружних елементах, який відрізняється тим, що кожний із пружних елементів одним з кінців жорсткозакріплений у втулці, яка має зовнішню різь і лиски, та встановлений цим кінцем в одному із співвісних...
Попередній патент: Спосіб готування водно-спиртового настою зерен хлібних злаків для виробництва алкогольних напоїв
Наступний патент: Фарба трафаретна
Випадковий патент: Гальмова колодка залізничного рухомого складу