Композиція порошків для пресування на основі заліза і спосіб одержання магнітом’яких деталей
Номер патенту: 82299
Опубліковано: 25.03.2008
Автори: Скоглунд Пауль, Відарссон Хільмар, Скорманд Бйорн
Формула / Реферат
1. Композиція порошків для пресування, що містить порошок заліза або порошок на основі заліза, де частинки оточені ізолюючим неорганічним покриттям, і як мастильний матеріал - принаймні одне невисихаюче масло або рідину, що має температуру плавлення нижче 25 °С, в'язкість (h) при 40 °С більше 15 МПа·с, де згадана в'язкість залежить від температури, згідно з наступним рівнянням:
ln(h) = k/T + C,
де: k - коефіцієнт переважно вище 800;
Т - температура, виражена у градусах Кельвіна;
С - стала,
у кількості між 0,05 і 0,40 мас. % композиції.
2. Композиція за п. 1, в якій мастильний матеріал вибирають з групи, яка складається з мінеральних масел, жирних кислот на основі рослинних або тваринних жирів, поліетиленгліколів, поліпропіленгліколів, гліцерину та їх етерифікованих похідних, необов'язково у поєднанні з домішками.
3. Композиція за п. 2, в якій домішки вибирають з групи, яка складається з реологічних модифікаторів, протизадирних домішок, домішок проти холодного зварювання, протиокислювальних інгібіторів та інгібіторів корозії.
4. Композиція за п. 1, яка містить мастильний матеріал у кількості 0,1-0,3 мас. %.
5. Композиція порошків за п. 4, яка містить мастильний матеріал у кількості 0,15-0,25 мас. %.
6. Композиція за п. 1, яка не містить мастильного(их) матеріалу(ів), який(і) є твердим(и) при температурі оточуючого середовища.
7. Композиція за п. 1, яка містить менше приблизно 5 мас. % частинок порошку, які мають розмір менше 45 мкм.
8. Композиція за п. 7, яка містить щонайменше 40 мас. % порошку на основі заліза з частинками, що мають розмір більше приблизно 106 мкм.
9. Композиція за п. 8, яка містить щонайменше 60 мас. % порошку на основі заліза з частинками, що мають розмір більше приблизно 106 мкм.
10. Композиція за п. 7, яка містить щонайменше 20 мас. % порошку на основі заліза з частинками, що мають розмір більше приблизно 212 мкм.
11. Композиція за п. 10, яка містить щонайменше 40 мас. % порошку на основі заліза з частинками, що мають розмір більше приблизно 212 мкм.
12. Композиція за п. 11, яка містить щонайменше 50 мас. % порошку на основі заліза з частинками, що мають розмір більше приблизно 212 мкм.
13. Композиція за п. 1, яка додатково містить одну або більше домішок, вибраних з групи, яка складається з органічних зв'язуючих і смол, домішок, що збільшують текучість, речовин для поліпшення технологічних властивостей і мастил у вигляді частинок.
14. Спосіб для одержання магнітом'яких деталей, що включає стадії:
a) змішування магнітом'якого порошку, що містить залізо або порошок на основі заліза, в якому частинки оточені неорганічним ізолюючим шаром, і як мастила невисихаючого масла або рідини, які мають температуру плавлення нижче 25 °С, в'язкість (h) при 40 °С більше 15 МПа·с, в якому згадана в'язкість залежить від температури, згідно з наступним рівнянням:
ln(h) = k/T + C,
де: k - коефіцієнт переважно вище 800;
Т - температура, виражена у градусах Кельвіна;
С - стала,
у кількості між 0,05 і 0,4 мас. % композиції, і
b) пресування композиції до спресованої деталі при тиску вище приблизно 600 МПа.
Текст
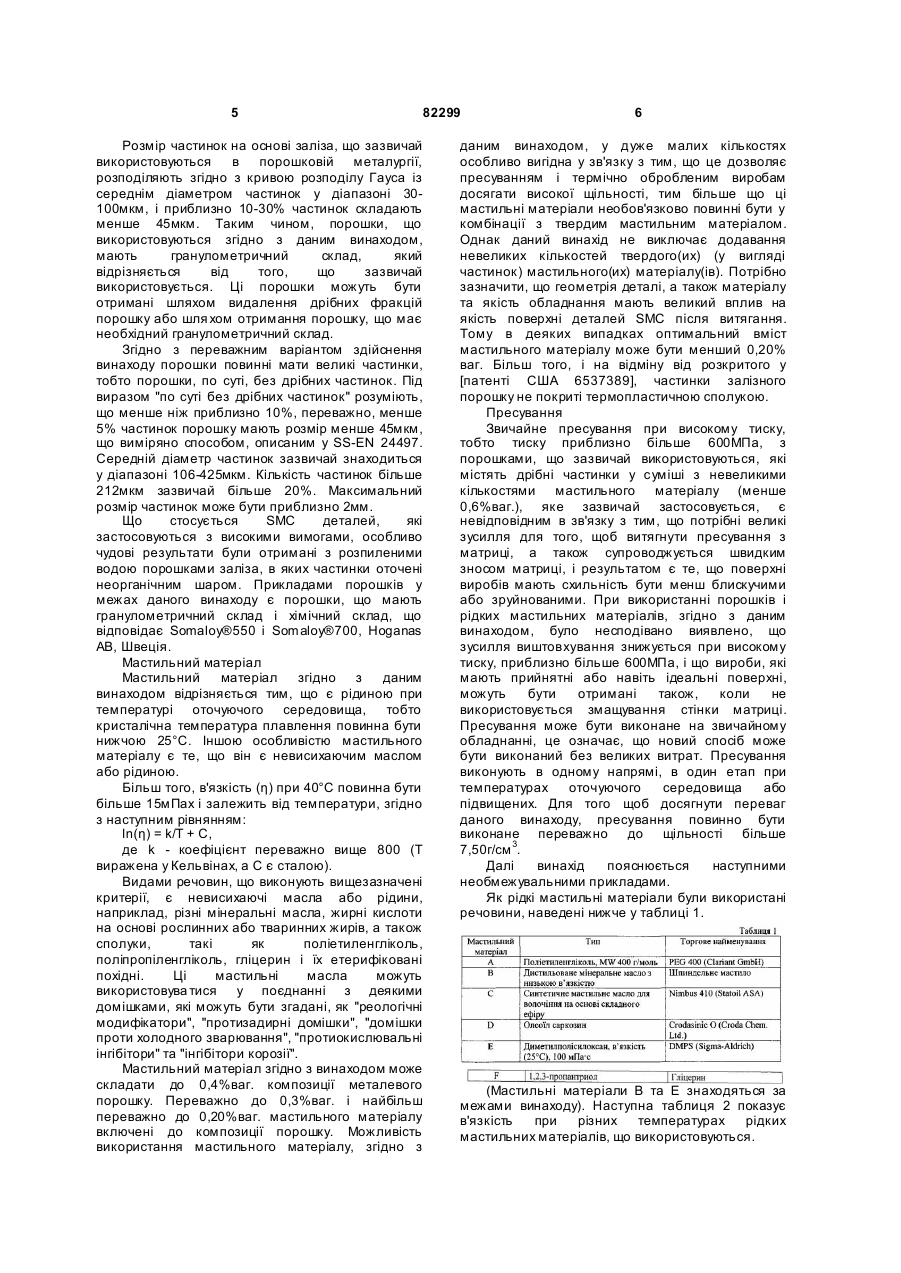
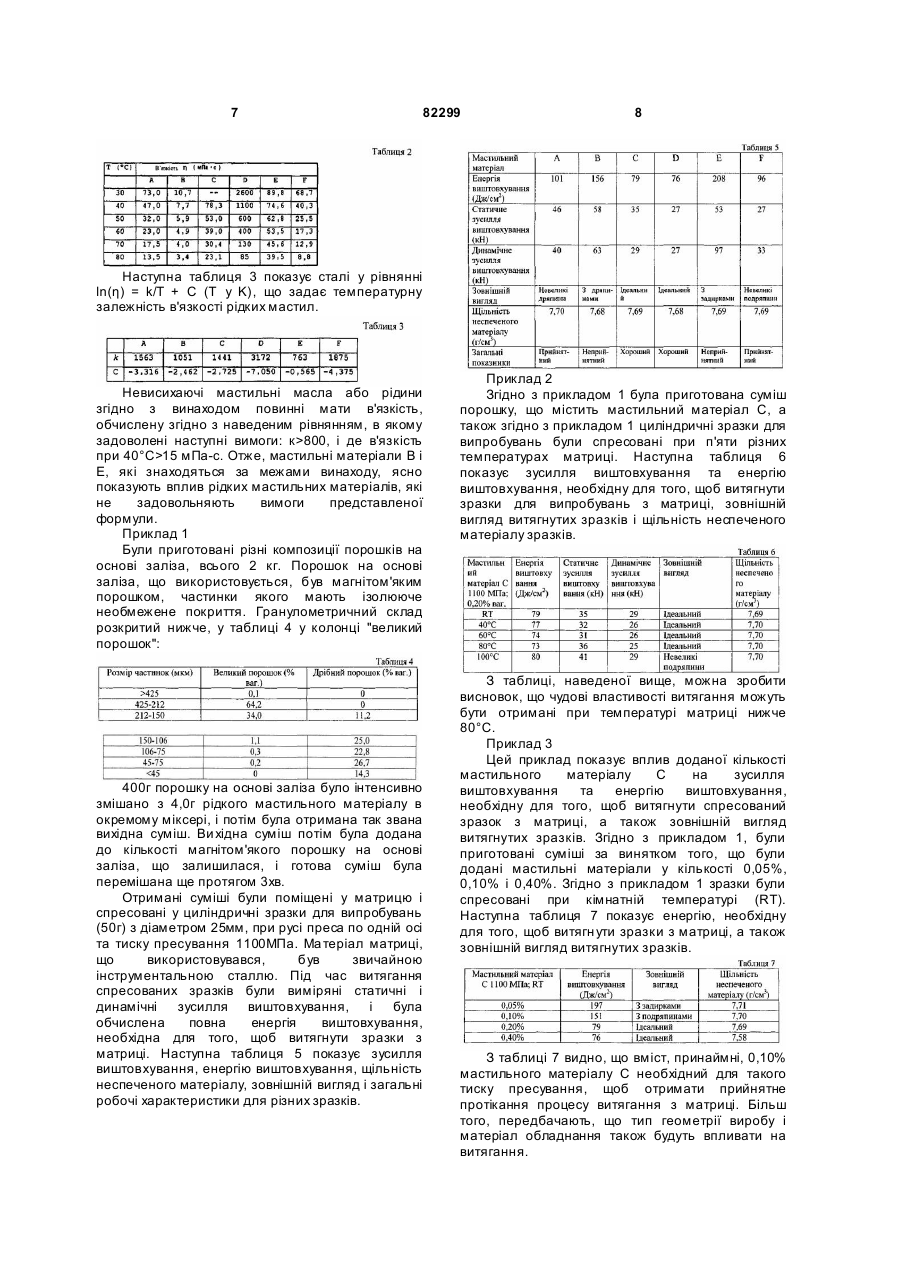
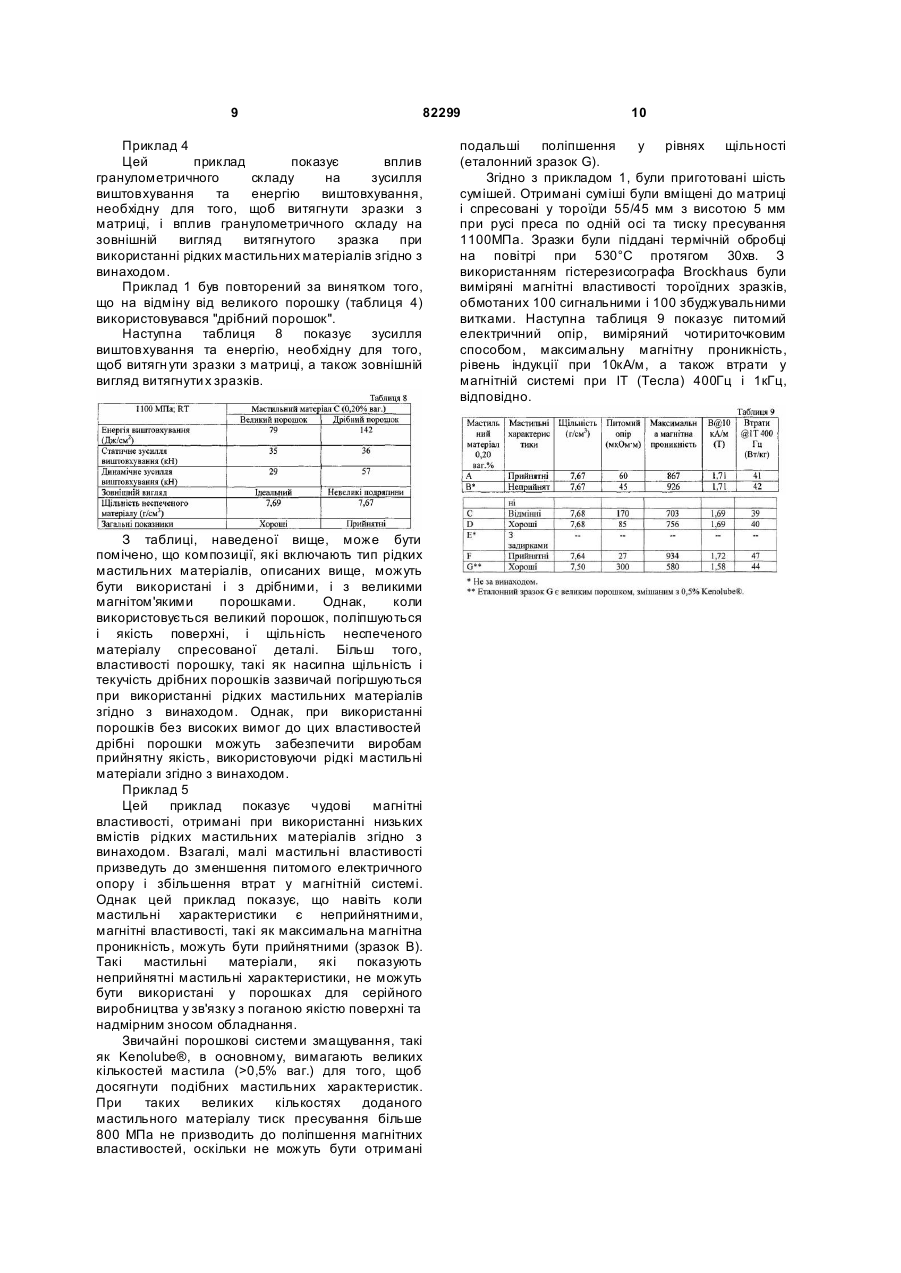
1. Композиція порошків для пресування, що містить порошок заліза або порошок на основі заліза, де частинки оточені ізолюючим неорганічним покриттям, і як мастильний матеріал - принаймні одне невисихаюче масло або рідину, що має температуру плавлення нижче 25 °С, в'язкість (h) при 40 °С більше 15 МПа·с, де згадана в'язкість залежить від температури, згідно з наступним рівнянням: ln(h) = k/T + C, де: k - коефіцієнт переважно вище 800; Т - температура, виражена у градуса х Кельвіна; С - стала, у кількості між 0,05 і 0,40 мас. % композиції. 2. Композиція за п. 1, в якій мастильний матеріал вибирають з групи, яка складається з мінеральних масел, жирних кислот на основі рослинних або тваринних жирів, поліетиленгліколів, поліпропіленгліколів, гліцерину та їх етерифікованих похідних, необов'язково у поєднанні з домішками. 3. Композиція за п. 2, в якій домішки вибирають з групи, яка складається з реологічних модифікаторів, протизадирних домішок, домішок проти холодного зварювання, 2 (19) 1 3 82299 4 Т - температура, виражена у градуса х Кельвіна; С - стала, у кількості між 0,05 і 0,4 мас. % композиції, і b) пресування композиції до спресованої деталі при тиску вище приблизно 600 МПа. Даний винахід стосується мастильних матеріалів для магнітом'я ких композиційних матеріалів (SMC). Зокрема, винахід стосується рідких мастильних матеріалів для магнітом'якого заліза або порошку на основі заліза, в якому частинки оточені неорганічним ізолюючим шаром. У промисловості все більше і більше широко поширеним стає використання металевих виробів, отриманих пресуванням і термічною обробкою магнітом'яких порошкових композицій. Отримано множину різних виробів різної форми і товщини, і на ці вироби залежно від їх кінцевого використання встановлюють різні вимоги до якості. Для того щоб задовольняти різні вимоги порошкової металургії, була розроблена велика різноманітність композицій порошків заліза та порошків на основі заліза. Одна технологія виробництва для виготовлення деталей з цих композицій порошків полягає у заповненні композицією порошку порожнини матриці і пресування композиції під високим тиском. Отриману в результаті неспечену деталь потім витягують з порожнини матриці і піддають термічній обробці. Для того щоб уникнути надмірного зносу на порожнині матриці, зазвичай протягом процесу пресування використовують мастильний матеріал. Змащування, головним чином, здійснюють шляхом змішування твердих частинок мастильного порошку з порошком на основі заліза (внутрішнє мастило) або шляхом напилювання рідкої суспензії або розчину мастильного матеріалу на поверхню порожнини матриці (зовнішнє мастило). У деяких випадках використовуються обидві технології змащування. Змащування за допомогою змішування твердого мастильного матеріалу в композицію порошку на основі заліза широко використовується, і постійно розробляються нові тверді мастильні матеріали. Ці тверді мастильні матеріали, головним чином, мають густину приблизно 1-2г/см 3, яка є дуже низькою у порівнянні з густиною порошку на основі заліза, який має густину приблизно 7-8г/см 3. Більш того, на практиці тверді мастильні матеріали повинні використовуватися у кількості, принаймні, 0,6% ваг. композиції порошку. У результаті включення цих менш щільних мастильних матеріалів до композиції знижує густину неспеченого матеріалу ущільненої деталі. У сучасній технології порошкової металургії мастило з тільки рідкими мастильними матеріалами не є вдалим у зв'язку з низькими властивостями порошку та обробки. Однак було запропоновано використовувати рідкі мастильні матеріали у комбінації з твердими мастильними матеріалами. Таким чином, у [патенті США 6537389] розкритий спосіб отримання магнітом'якого композиційного матеріалу. У цьому способі мастило для штампування або складний метиловий ефір рапсової олії згадані як приклади відповідних мастильних домішок у порошковій композиції, що пресується. Ці композиції пропонують використовувати у комбінації з твердим мастильним матеріалом амід стеаринової кислоти, але нічого не відомо про фізичну природу масла для штампування або складного метилового ефіру рапсової олії і немає конкретних прикладів, що демонструють використання цих композицій. Використання рідких мастильних матеріалів також відоме з [патенту США 3728110], з якого відомо, що рідкий мастильний матеріал повинен використовуватися в комбінації з пористим силікатним гелем. Також у цьому випадку рідкий мастильний матеріал повинен бути у комбінації з твердим мастильним матеріалом. У даний час було несподівано виявлено, що коли магнітом'яке залізо або порошки на основі заліза одного типу з'єднують з певним типом рідких органічних речовин як мастильні матеріали, можливо отримати пресовані деталі, що мають не тільки високу щільність, але також було виявлено, що ці пресовані деталі можуть бути витягн уті з матриць з порівняно низькими зусиллями виштовхування. Більш того, виявилося, що ці мастильні матеріали ефективні у запобіганні руйнуванню стінок матриці і забезпечують пресованим деталям чудову якість поверхні. Також для змащування не потрібен силікагель. Даний винахід стосується композиції порошку, що включає магнітом'яке залізо або порошок на основі заліза, в якій частинки оточені неорганічним ізолюючим шаром і рідким органічним мастильним матеріалом. Винахід також стосується способу отримання пресованих і термічно оброблених деталей з використанням рідкого мастильного матеріалу. Типи порошків Відповідні металеві порошки, які можуть використовува тися як вихідні матеріали для нанесення покриття, можуть бути порошками, приготованими з феромагнітних металів, таких як залізо. Легуючі елементи, такі як нікель, кобальт, фосфор, кремній, алюміній, хром, бор тощо, можуть бути додані як частинки або заздалегідь леговані для того, щоб змінити властивості виробу на основі заліза. Порошки на основі заліза можуть бути вибрані з груп, що складаються з, головним чином, порошків чистого заліза, заздалегідь легованих порошків на основі заліза, і, головним чином, чистого заліза або частинок на основі заліза та легуючи х елементів. Що стосується форми частинок, переважно, щоб частинки мали неправильну форму, як отримані розпиленням водою або губчасте залізо. Також можуть бути використані розпилені газом порошки та пластинки. 5 82299 Розмір частинок на основі заліза, що зазвичай використовуються в порошковій металургії, розподіляють згідно з кривою розподілу Гауса із середнім діаметром частинок у діапазоні 30100мкм, і приблизно 10-30% частинок складають менше 45мкм. Таким чином, порошки, що використовуються згідно з даним винаходом, мають гранулометричний склад, який відрізняється від того, що зазвичай використовується. Ці порошки можуть бути отримані шляхом видалення дрібних фракцій порошку або шля хом отримання порошку, що має необхідний гранулометричний склад. Згідно з переважним варіантом здійснення винаходу порошки повинні мати великі частинки, тобто порошки, по суті, без дрібних частинок. Під виразом "по суті без дрібних частинок" розуміють, що менше ніж приблизно 10%, переважно, менше 5% частинок порошку мають розмір менше 45мкм, що виміряно способом, описаним у SS-EN 24497. Середній діаметр частинок зазвичай знаходиться у діапазоні 106-425мкм. Кількість частинок більше 212мкм зазвичай більше 20%. Максимальний розмір частинок може бути приблизно 2мм. Що стосується SMC деталей, які застосовуються з високими вимогами, особливо чудові результати були отримані з розпиленими водою порошками заліза, в яких частинки оточені неорганічним шаром. Прикладами порошків у межах даного винаходу є порошки, що мають гранулометричний склад і хімічний склад, що відповідає Somaloy®550 і Somaloy®700, Hoganas AB, Швеція. Мастильний матеріал Мастильний матеріал згідно з даним винаходом відрізняється тим, що є рідиною при температурі оточуючого середовища, тобто кристалічна температура плавлення повинна бути нижчою 25°С. Іншою особливістю мастильного матеріалу є те, що він є невисихаючим маслом або рідиною. Більш того, в'язкість (η) при 40°С повинна бути більше 15мПах і залежить від температури, згідно з наступним рівнянням: ln(η) = k/T + С, де k - коефіцієнт переважно вище 800 (Т виражена у Кельвінах, а С є сталою). Видами речовин, що виконують вищезазначені критерії, є невисихаючі масла або рідини, наприклад, різні мінеральні масла, жирні кислоти на основі рослинних або тваринних жирів, а також сполуки, такі як поліетиленгліколь, поліпропіленгліколь, гліцерин і їх етерифіковані похідні. Ці мастильні масла можуть використовува тися у поєднанні з деякими домішками, які можуть бути згадані, як "реологічні модифікатори", "протизадирні домішки", "домішки проти холодного зварювання", "протиокислювальні інгібітори" та "інгібітори корозії". Мастильний матеріал згідно з винаходом може складати до 0,4%ваг. композиції металевого порошку. Переважно до 0,3%ваг. і найбільш переважно до 0,20%ваг. мастильного матеріалу включені до композиції порошку. Можливість використання мастильного матеріалу, згідно з 6 даним винаходом, у дуже малих кількостях особливо вигіднау зв'язку з тим, що це дозволяє пресуванням і термічно обробленим виробам досягати високої щільності, тим більше що ці мастильні матеріали необов'язково повинні бути у комбінації з твердим мастильним матеріалом. Однак даний винахід не виключає додавання невеликих кількостей твердого(их) (у вигляді частинок) мастильного(их) матеріалу(ів). Потрібно зазначити, що геометрія деталі, а також матеріалу та якість обладнання мають великий вплив на якість поверхні деталей SMC після витягання. Тому в деяких випадках оптимальний вміст мастильного матеріалу може бути менший 0,20% ваг. Більш того, і на відміну від розкритого у [патенті США 6537389], частинки залізного порошку не покриті термопластичною сполукою. Пресування Звичайне пресування при високому тиску, тобто тиску приблизно більше 600МПа, з порошками, що зазвичай використовуються, які містять дрібні частинки у суміші з невеликими кількостями мастильного матеріалу (менше 0,6%ваг.), яке зазвичай застосовується, є невідповідним в зв'язку з тим, що потрібні великі зусилля для того, щоб витягнути пресування з матриці, а також супроводжується швидким зносом матриці, і результатом є те, що поверхні виробів мають схильність бути менш блискучими або зруйнованими. При використанні порошків і рідких мастильних матеріалів, згідно з даним винаходом, було несподівано виявлено, що зусилля виштовхування знижується при високому тиску, приблизно більше 600МПа, і що вироби, які мають прийнятні або навіть ідеальні поверхні, можуть бути отримані також, коли не використовується змащування стінки матриці. Пресування може бути виконане на звичайному обладнанні, це означає, що новий спосіб може бути виконаний без великих витрат. Пресування виконують в одному напрямі, в один етап при температурах оточуючого середовища або підвищених. Для того щоб досягнути переваг даного винаходу, пресування повинно бути виконане переважно до щільності більше 7,50г/см 3. Далі винахід пояснюється наступними необмежувальними прикладами. Як рідкі мастильні матеріали були використані речовини, наведені нижче у таблиці 1. (Мастильні матеріали В та Ε знаходяться за межами винаходу). Наступна таблиця 2 показує в'язкість при різних температурах рідких мастильних матеріалів, що використовуються. 7 82299 8 Наступна таблиця 3 показує сталі у рівнянні ln(η) = k/T + С (Τ у Κ), що задає температурну залежність в'язкості рідких мастил. Невисихаючі мастильні масла або рідини згідно з винаходом повинні мати в'язкість, обчислену згідно з наведеним рівнянням, в якому задоволені наступні вимоги: к>800, і де в'язкість при 40°С>15 мПа-с. Отже, мастильні матеріали В і Е, які знаходяться за межами винаходу, ясно показують вплив рідких мастильних матеріалів, які не задовольняють вимоги представленої формули. Приклад 1 Були приготовані різні композиції порошків на основі заліза, всього 2 кг. Порошок на основі заліза, що використовується, був магнітом'яким порошком, частинки якого мають ізолююче необмежене покриття. Гранулометричний склад розкритий нижче, у таблиці 4 у колонці "великий порошок": 400г порошку на основі заліза було інтенсивно змішано з 4,0г рідкого мастильного матеріалу в окремому міксері, і потім була отримана так звана вихідна суміш. Ви хідна суміш потім була додана до кількості магнітом'якого порошку на основі заліза, що залишилася, і готова суміш була перемішана ще протягом 3хв. Отримані суміші були поміщені у матрицю і спресовані у циліндричні зразки для випробувань (50г) з діаметром 25мм, при русі преса по одній осі та тиску пресування 1100МПа. Ма теріал матриці, що використовувався, був звичайною інструментальною сталлю. Під час витягання спресованих зразків були виміряні статичні і динамічні зусилля виштовхування, і була обчислена повна енергія виштовхування, необхідна для того, щоб витягнути зразки з матриці. Наступна таблиця 5 показує зусилля виштовхування, енергію виштовхування, щільність неспеченого матеріалу, зовнішній вигляд і загальні робочі характеристики для різних зразків. Приклад 2 Згідно з прикладом 1 була приготована суміш порошку, що містить мастильний матеріал С, а також згідно з прикладом 1 циліндричні зразки для випробувань були спресовані при п'яти різних температурах матриці. Наступна таблиця 6 показує зусилля виштовхування та енергію виштовхування, необхідну для того, щоб витягнути зразки для випробувань з матриці, зовнішній вигляд витягнутих зразків і щільність неспеченого матеріалу зразків. З таблиці, наведеної вище, можна зробити висновок, що чудові властивості витягання можуть бути отримані при температурі матриці нижче 80°С. Приклад 3 Цей приклад показує вплив доданої кількості мастильного матеріалу С на зусилля виштовхування та енергію виштовхування, необхідну для того, щоб витягнути спресований зразок з матриці, а також зовнішній вигляд витягнутих зразків. Згідно з прикладом 1, були приготовані суміші за винятком того, що були додані мастильні матеріали у кількості 0,05%, 0,10% і 0,40%. Згідно з прикладом 1 зразки були спресовані при кімнатній температурі (RT). Наступна таблиця 7 показує енергію, необхідну для того, щоб витягн ути зразки з матриці, а також зовнішній вигляд витягнутих зразків. З таблиці 7 видно, що вміст, принаймні, 0,10% мастильного матеріалу С необхідний для такого тиску пресування, щоб отримати прийнятне протікання процесу витягання з матриці. Більш того, передбачають, що тип геометрії виробу і матеріал обладнання також будуть впливати на витягання. 9 82299 Приклад 4 Цей приклад показує вплив гранулометричного складу на зусилля виштовхування та енергію виштовхування, необхідну для того, щоб витягнути зразки з матриці, і вплив гранулометричного складу на зовнішній вигляд витягнутого зразка при використанні рідких мастильних матеріалів згідно з винаходом. Приклад 1 був повторений за винятком того, що на відміну від великого порошку (таблиця 4) використовувався "дрібний порошок". Наступна таблиця 8 показує зусилля виштовхування та енергію, необхідну для того, щоб витягн ути зразки з матриці, а також зовнішній вигляд витягнутих зразків. З таблиці, наведеної вище, може бути помічено, що композиції, які включають тип рідких мастильних матеріалів, описаних вище, можуть бути використані і з дрібними, і з великими магнітом'якими порошками. Однак, коли використовується великий порошок, поліпшуються і якість поверхні, і щільність неспеченого матеріалу спресованої деталі. Більш того, властивості порошку, такі як насипна щільність і текучість дрібних порошків зазвичай погіршуються при використанні рідких мастильних матеріалів згідно з винаходом. Однак, при використанні порошків без високих вимог до цих властивостей дрібні порошки можуть забезпечити виробам прийнятну якість, використовуючи рідкі мастильні матеріали згідно з винаходом. Приклад 5 Цей приклад показує чудові магнітні властивості, отримані при використанні низьких вмістів рідких мастильних матеріалів згідно з винаходом. Взагалі, малі мастильні властивості призведуть до зменшення питомого електричного опору і збільшення втрат у магнітній системі. Однак цей приклад показує, що навіть коли мастильні характеристики є неприйнятними, магнітні властивості, такі як максимальна магнітна проникність, можуть бути прийнятними (зразок В). Такі мастильні матеріали, які показують неприйнятні мастильні характеристики, не можуть бути використані у порошках для серійного виробництва у зв'язку з поганою якістю поверхні та надмірним зносом обладнання. Звичайні порошкові системи змащування, такі як Kenolube®, в основному, вимагають великих кількостей мастила (>0,5% ваг.) для того, щоб досягнути подібних мастильних характеристик. При таких великих кількостях доданого мастильного матеріалу тиск пресування більше 800 МПа не призводить до поліпшення магнітних властивостей, оскільки не можуть бути отримані 10 подальші поліпшення у рівнях щільності (еталонний зразок G). Згідно з прикладом 1, були приготовані шість сумішей. Отримані суміші були вміщені до матриці і спресовані у тороїди 55/45 мм з висотою 5 мм при русі преса по одній осі та тиску пресування 1100МПа. Зразки були піддані термічній обробці на повітрі при 530°С протягом 30хв. З використанням гістерезисографа Brockhaus були виміряні магнітні властивості тороїдних зразків, обмотаних 100 сигнальними і 100 збуджувальними витками. Наступна таблиця 9 показує питомий електричний опір, виміряний чотириточковим способом, максимальну магнітну проникність, рівень індукції при 10кА/м, а також втрати у магнітній системі при IT (Тесла) 400Гц і 1кГц, відповідно.
ДивитисяДодаткова інформація
Назва патенту англійськоюPowder composition for pressing on basis of iron and method for producing soft magnetic components
Автори англійськоюVidarsson Hilmar, Skoglund Paul, Skarman Bjorn
Назва патенту російськоюКомпозиция порошков для прессования на основе железа и способ получения магнитомягких деталей
Автори російськоюВидарссон Хильмар, Скоглунд Пауль, Скорманд Бйорн
МПК / Мітки
МПК: B22F 1/00, C22C 33/02, H01F 1/12
Мітки: магнітом'яких, деталей, порошків, одержання, спосіб, пресування, композиція, заліза, основі
Код посилання
<a href="https://ua.patents.su/5-82299-kompoziciya-poroshkiv-dlya-presuvannya-na-osnovi-zaliza-i-sposib-oderzhannya-magnitomyakikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Композиція порошків для пресування на основі заліза і спосіб одержання магнітом’яких деталей</a>
Спосіб одержання порошків сплавів рідкоземельних металів на основі заліза та кобальту
Номер патенту: 19227
Опубліковано: 25.12.1997
Автори: Булик Ігор Іванович, Штогрин Андрій Іванович, Яртись Володимир Анатолієвич, Грицишин Петро Михайлович
МПК: B22F 9/02
Мітки: металів, сплавів, кобальту, порошків, одержання, основі, заліза, спосіб, рідкоземельних
Формула / Реферат:
Изобретение относится к порошковой металлургии, в частности к получению порошков ферромагнитных сплавов на основе железа и кобальта, содержащих один или несколько редкоземельных металлов.Известен способ диспергирования сплавов Sm2(Fe, Co, Cu, Zr)17 при поглощении водорода под давлением 200 атм и температуре 200°С [1, 2J.Недостатком данного способа является высокое давление водорода и повышенная температура в рабочей камере, что...
Металургійна композиція порошку на основі заліза, яка включає сполуку зв’язуючого-мастила, та спосіб приготування композиції порошку
Номер патенту: 79412
Опубліковано: 11.06.2007
Автори: Відарссон Хільмар, Ларссон Матс, Рамстедт Марія, Алін Оса
МПК: C08L 91/00, C22C 1/05, B22F 1/02, B22F 1/00
Мітки: порошку, композиція, основі, приготування, спосіб, яка, сполуку, заліза, металургійна, включає, зв'язуючого-мастила, композиції
Формула / Реферат:
1. Поліпшена стійка до сегрегації та до пилоутворення металургійна композиція для виготовлення пресованих деталей, яка включає:(а) щонайменше приблизно 80 масових відсотків порошку заліза або порошку на основі заліза,(b) щонайменше один порошок легуючого елемента і(c) приблизно від 0,05 до приблизно 2 масових відсотків сполуки зв'язуючого - мастила з поліетиленового воску та етилен біс-стеараміду, причому поліетиленовий...
Фармацевтична композиція, що призначена для одержання порошків або шипучих таблеток, яка містить ефективну кількість ібупрофену, фармацевтичний препарат на її основі та спосіб його одержання
Номер патенту: 27058
Опубліковано: 28.02.2000
Автори: Товєн Жерар, Друєн Жан Ів, Брю-Ман'єз Ніколь, Кордоліані Жан-Франсуа
МПК: A61K 9/46, A61K 31/19
Мітки: одержання, основі, таблеток, ефективну, препарат, фармацевтичний, порошків, яка, фармацевтична, спосіб, шипучих, кількість, ібупрофену, композиція, містить, призначена
Формула / Реферат:
1. Фармацевтическая композиция, предназначенная для получения порошков или шипучих таблеток, содержащая эффективное количество ибупрофена или одной из его фармацевтически приемлемых солей в качестве активного ингредиента, фармацевтически приемлемую систему газирования, содержащую, по крайней мере, один щелочной карбонат и, по крайней мере, одну органическую кислоту, отличающаяся тем, что она дополнительно содержит, по крайней мере, один...
Пристрій для пресування дисперсних порошків
Номер патенту: 54977
Опубліковано: 17.03.2003
Автори: Шевелєв Олександр Іванович, Синков Вадим Григорович, Синков Сергій Григорович, Алімов Валерій Іванович
МПК: B21C 25/00
Мітки: пристрій, дисперсних, пресування, порошків
Формула / Реферат:
Пристрій для пресування дисперсних порошків, що містить нерухому плиту, установлену на ній матрицю і пуансон з можливістю його переміщення в отворі матриці, який відрізняється тим, що пристрій додатково оснащений ковзним металевим ущільненням, що контактує із пуансоном з алюмінієвого сплаву, із зазором між ним і матрицею не більше 0,1 мм.
Спосіб одержання високодисперсних порошків заліза та його сплавів

Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Ремез Сергій Васильович, Багрій Василь Андрійович, Рашевська Галина Казимирівна, Желібо Євгеній Петрович
Мітки: високодисперсних, одержання, спосіб, заліза, сплавів, порошків
Формула / Реферат:
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают...
Попередній патент: Колінний шарнір для ортопедичних апаратів
Наступний патент: Спосіб очищення води від важких металів
Випадковий патент: Спосіб збереження та введення гонадотропних гормонів тваринам