Спосіб одержання високодисперсних порошків заліза та його сплавів
Номер патенту: 419
Опубліковано: 30.04.1993
Автори: Ремез Сергій Васильович, Багрій Василь Андрійович, Рашевська Галина Казимирівна, Желібо Євгеній Петрович


Формула / Реферат
Способ получения высокодисперсных порошков железа и его сплавов, включающий электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем -водные растворы солей осаждаемых металлов, отделение, промывку полярные растворителем и последующую термообработку порошков, отличающийся тем что перед промывкой полярным растворителем порошок обрабатывают 0,1-0,5% водным раствором гидрооксида щелочного металла.
Текст
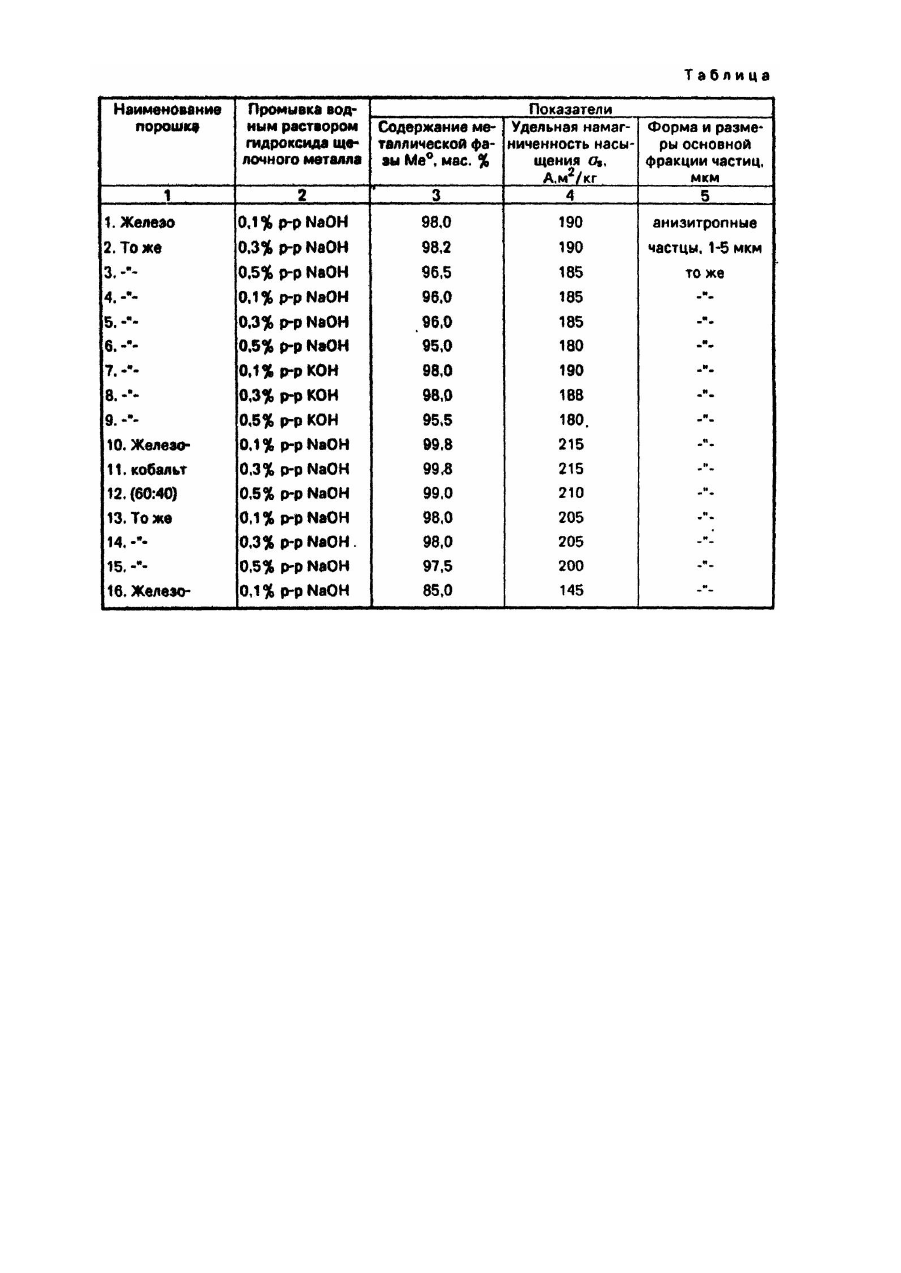
Изобретение относится к области порошковой металлургии, в частности, к способам получения высокодисперсных порошков металлов и сплавов и может быть использовано при изготовлении композиционных материалов для радиоэлектроники, высокочастотной, импульсной техники и др. Известен способ получения высокодисперсных порошков, включающий электроосаждение магнитных частиц в двухслойной электролитической ванне, содержащей в верхнем углеводородном (толуол) слое ВЖК олеиновую кислоту, а в нижнем - водный раствор соли железа, отделение, промыва проученного органозоля этиловым спиртом и термообработку в вакууме при 95-100°С [1]. По способу [1] при получении высокодисперсных порошков железа используют концентрированные водные растворы соли железа [FeCl2 . 4Н2O). С электролита - 100-300 г/л, и ведут электроосаждение при повышенной плотности тока (Ik = 20-30 А/дм 2), что позволяет увеличить выход по току и понизить энергоемкость процесса. Нами установлено, что при этом получены анизотропные порошки с размером основной фракции частиц 1-3 мкм. Удельная поверхность порошков по методу ртутной порометрии составляла 10 м 2/г, удельная намагниченность насыщения порошков (s s ) - 125 А . м 2/кг, содержание металлической фазы (Fе°) - до 60% масс. Существенным недостатком способа [1] являются низкие значения и содержания металлической фазы вследствие наличия органических примесей и оксидов. Химическим и рентгенографическим анализом было показано, что окисление происходит на стадиях промывки и термообработки порошков. Наиболее близким по технической сущности и достигаемому эффекту и предлагаемому является способ получения высокодисперсных микронных порошков железа и сплава железо-кобальт [2], заключающийся в том, что электроосаждение магнитных частиц проводят в двухслойной ванне, содержащей в верхнем углеводородном слое раствор ВЖК - олеиновой кислоты в толуоле, а в нижнем - водный раствор соли железа (FeCl2 . 4Н2О) в случае получения порошка железа или смеси солей железа и кобальта (FeCl 2 . 4H2O + CoCl2 . 6Р2O) в случае получения сплава железо-кобальт. Концентрация электролита С - 200 г/л. Термообработку порошка производят в среде водорода при 770-870 К. При изложении способа не указаны отделение порошка и его промывка полярным растворителем. Эти операции являются неотъемлемыми при получении высокодисперсных порошков электролитическим методом. По известному способу получены анизотропные порошки железа и сплава железо-кобальт с размерами частиц основной фракции 1-5 мкм, s s составляет 165 А.м 2.кг, для порошков железа и 180 А.м 2/кг - для порошков сплава железо-кобальт. По данным химического анализа содержание металлической фазы в порошке железа (Feo) составляет до 90 мас.%; содержание компонентов сплава железо-кобальт составляет Fеобщ. = 54,7% масс., Сообщ. = 43,6% масс. Нами установлено, что для порошков сплава железо-кобальт, полученных по известному способу, суммарное содержание металлической фазы (Fe° + Со°) составляет 92% масс., удельная поверхность порошков по методу ртутной порометрии равна 5 м 2/г. Таким образом, недостатком известного способа являются невысокие значения содержания металлической фазы в порошках железа и сплава железо-кобальт и связанное с этим ограничение величины удельной намагниченности насыщения (%) при оптимальных, с точки зрения структуры, дисперсности, формы частиц, температурах термообработки 770-870К). Задачей настоящего изобретения является разработка способа получения высокодисперсных порошков железа и его сплавов электроосаждением в двухслойной электролитической ванне, направленного на повышение содержания металлической фазы и удельной намагниченности насыщения порошков путем воднощелочной обработки порошка перед его промывкой органическим растворителем. Поставленная задача решается описываемым способом получения высокодисперсных порошков железа и его сплавов, включающим электроосаждение частиц в двухслойной электролитической ванне, содержащей в верхнем слое раствор олеиновой кислоты в углеводородном растворителе, а в нижнем - водные растворы солей осаждаемых металлов, отделение, промывку полярным растворителем и последующую термообработку порошков, в котором, согласно изобретению, перед промывкой полярным растворителем порошок обрабатывают 0,1-0,5% водным раствором гидроксида щелочного металла. В результате предварительной обработки 0,1-0,5% водным раствором гидроксида щелочного металла обеспечивается защита порошка от коррозии на последующей стадии промывки полярным растворителем за счет изменения состава и структуры адсорбированного слоя при омылении содержащейся на поверхности порошков свободной олеиновой кислоты. Это приводит к достижению обеспечиваемого изобретением технического результата, который выражается в повышении содержания металлической фазы в железных порошках на 6-8%, а в порошках сплава железо-кобальт на 6-9%; значения удельной намагниченности насыщения порошков железа на 10-15%, порошков сплава железо-кобальт - на 11-19% при сохранении размеров анизотропных частиц на уровне известного способа. Способ реализуется следующим образом. В электролизер закрытого типа, оборудованный вращающимся катодом и неподвижным анодом на "Армко" железа - в случае получения порошка железа, и дополнительно анодом из кобальта К-1 в случае получения сплава железо-кобальт, или дополнительно анодом из электролитического никеля - в случае получения порошка сплава железа-никель, заливают водный раствор соли осаждаемого металла, например, раствор хлористого железа (FeCl2 . 4Н2О) при получении порошка железа и смеси солей (FeCl2 . 4Н2О + СоСl2 . 6Н2O) или (FeCl2 . 4Н2 + NiСl2 . 6Н2О) при получении порошков сплавов железо-кобальт или железо-никель соответственно. Затем наслаивают раствор олеиновой кислоты в углеводородном растворителе, не смешивающемся с водой : толуоле или фракции перегонки нефти с температурным интервалом выкипания 150-200°С (бензин-растворитель для лакокрасочной промышленности - уайт-спирит) или фракции перегонки нефти с температурным интервалом выкипания 200-280°С (керосин осветительный КО-22, КО-30). Температура в электролизере поддерживают с помощью термостата. При наложении электрического поля и вращения катода происходит электроосаждение и флотация магнитных частиц из нижнего слоя ванны в верхний. Режим электроосаждения магнитного порошка для примеров конкретного выполнения (1-22) составляет: верхний слой 0,5-1% масс, олеиновой кислоты, остальное - углеводородный растворитель, в качестве которого использовали фракцию перегонки нефти с температурным интервалом выкипания 150-200°С (уайт-спирит); нижний слой - водный раствор FеСl2 . 4Н2O (С электролита = 100-300 г/л) при получении порошка железа; FeCl2 . 4Н2O + CoCl2 + 6Н2О (100-300 г/л) при получении порошка сплава железо-кобальт и FeCL2 . 4Н2O + NiСl2 . 6Н2О (100-300 г/л) при получении порошка сплава железо-никель. Значение рН электролита 3,0-3,5; температура 6070°С; катодная плотность тока 20 А/дм; скорость вращения катода 60 об/мин; продолжительность электролиза 23 часа. Во время электроосаждения проводят магнитную выборку порошка. После окончания электролиза верхний слой отделяют от нижнего, извлекают остатки порошка и отжимают от избытка растворителя. Полученный черный порошок, представляющий собой пастообразную смесь с остаточным углеводородным растворителем, промывают на горизонтальном вакуумном фильтре предварительно 0,1-0,5% водным раствором гидроксида натрия (NaOH) или калия (КОН) из расчета 10-20 мл раствора на 1 г сухого порошка, а затем полярным растворителем, в качестве которого использовали дистиллированную воду, или этиловый спирт, или водно-спиртовую смесь (1:1) Термообработку высокодисперсных порошков железа и его сплавов проводили по варианту I или варианту II. Вариант I. Порошок загружали в муфель, который помещали в шахтную печь с автоматической регулировкой температуры при избыточном давлении газа 150-200 Па. Скорость подъема температуры - 5-7 град/мин. Обработку порошка проводили в течение 4 ч в среде остроосушенного водорода (точка росы 223К). Температура термообработки 770-870К. После окончания термообработки порошок остывает до 18-20°С. Вариант II. Порошок загружали в термостойкий кварцевый реактор, соединенный с приводным двигателем и снабженный приспособлением для создания вакуума и подачи водорода. Рабочую зону реактора помещали в муфельную печь, имеющую скорость нагрева 5-7 град. /мин. Последовательно включали приводной двигатель, вакуумный насос и муфельную печь. Испарившийся в процессе вакуумной термообработки растворитель проходит через обратный холодильник с водяным охлаждением и конденсируясь, собирается в приемнике. По прекращении отгонки растворителя (через 20-30 мин), вакуум отключали и последующую обработку порошка вели в среде остроосушенного водорода (точка росы 223К) при 770-870К с выдержкой порошка а течение 4 ч. После окончания термообработки нагрев отключали, порошок остывает до 18-20°С. Пример конкретного выполнения. В электролизер закрытого типа, оборудованный вращающимся катодом и неподвижным анодом из "Армко" железа заливают 17л водного раствора хлористого железа FeCl2 . 4Н2O. Концентрация электролита 200 г/л. Затем наслаивают несмешивающийся с водой раствор олеиновой кислоты (1% мас.) в уайт-спирите. Устанавливают температуру электролита 60°С с помощью термостата UT-15. Напряжение на клеммах ванны 15 В. Токовая нагрузка на электролизере 50 А, плотность тока на катоде 20 А/дм 2. Скорость вращения катода 60 об/мин. Значение рН электролита 3,0. Продолжительность электролиза 2 часа. В течение электролиза проводят магнитную выборку порошка. Полученную пасту порошка отжимают от избытка уайт-спирита на воронке Бюхнера и там же промывают последовательно 1 л 0,1% водного раствора NaOH, а затем - 1 л дистиллированной воды. Полученную пасту порошка в количестве 150 г загружают в термостойкий кварцевый реактор ротационного испарителя ИР-1М2, соединенный конструктивно с приводным двигателем и снабженный приспособлением для создания вакуума и подачи водорода. Реактор помещают в муфельную печь. Скорость вращения реактора 30 об/мин, скорость подъема температуры в печи 7 град/мин. Испаряющийся в процессе полярный растворитель (вода) конденсируется и собирается в приемнике в количестве 50 мл. После отгонки растворителя (через 20 мин) вакуум отключают (при 430К), и дальнейший нагрев осуществляют в среде остроосушенного водорода. Термообработку порошков проводят при 790К в течение 4 ч. После окончания термообработки нагрев отключают, реактор выдвигают из зоны нагрева и он, вращаясь, остывает до 18-20°С. Получено 100 г порошка с размером частиц основной фракции 1-5 мкм. Удельная намагниченность насыщения полученных порошков 190 а.м2/кг, содержание металлической фазы - 98%. Нами установлено, что заявляемый предел концентраций водного раствора гидроксида щелочного металла обеспечивает омыление адсорбированной в процессе электроосаждения олеиновой кислоты и значительно уменьшает окисление порошков (таблица, примеры 1-15, 23-28). Верхний, так же как и нижний предел концентраций водного раствора гидроксида щелочного металла ограничен тем, что при запредельных значениях величины удельной намагниченности насыщения и содержания металлической фазы снижаются до уровня прототипа (таблица, примеры 19-22). Как видно из приведенных данных, предлагаемый способ позволяет повысить содержание металлической фазы в железных порошках на 6-8% (с 90 до 96-98%), а в порошках сплава железо-кобальт - на 6-9% (с 92 до 9899,8%), значения удельной намагниченности насыщения порошков железа - на 10-15% (с 165 до 180-190 А.м 2/кг), порошков сплава железо-кобальт - на 11-19% (с 180 до 200-215 А.м 2/кг) при сохранении размеров анизотропных частиц на уровне известного способа. Достоинством предлагаемого способа получения высокодисперсных порошков железа и его сплавов является также расширение функциональных возможностей в части получения порошков сплавов железа с никелем. Нами, согласно предлагаемому способу, получены порошки сплава железо-никель (50:50) с размером основной фракции частиц 1-5 мкм, удельной намагниченностью насыщения 140-145 А-м 2/кг и содержанием металлической фазы 83-85% мас. (таблица, примеры 16-18, 27, 28). При получении порошков по способу, аналогичному известному, содержание металлической фазы (Fe° + Ni°) в порошках сплава железо-никель не превышало 50%. удельная намагниченность насыщения составляла 100-110 А.м 2/кг.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for obtaining high-dispersed powders of iron and its alloys
Автори англійськоюZhelibo Yevhenii Petrovych, Remez Serhii Vasyliovych, Rashevska Halyna Kazymyrivna, Bahrii Vasyl Andriiovych
Назва патенту російськоюСпособ получения высокодисперсных порошков железа и его сплавов
Автори російськоюЖелибо Евгений Петрович, Ремез Сергей Васильевич, Рашевская Галина Каземировна, Багрий Василий Андреевич
МПК / Мітки
Мітки: порошків, сплавів, спосіб, високодисперсних, одержання, заліза
Код посилання
<a href="https://ua.patents.su/4-419-sposib-oderzhannya-visokodispersnikh-poroshkiv-zaliza-ta-jjogo-splaviv.html" target="_blank" rel="follow" title="База патентів України">Спосіб одержання високодисперсних порошків заліза та його сплавів</a>
Спосіб одержання порошків лікувальних засобів
Номер патенту: 505
Опубліковано: 30.04.1993
Автори: Огенко Володимир Михайлович, Волох Дмитро Степанович, Пікалов Володимир Карпович, Чуйко Олексій Олексійович, Ганюк Леонід Миколайович, Самарський Василь Арсентійович, Самарська Тетяна Георгіївна
МПК: A61K 47/16, A61K 45/00, A61J 3/00
Мітки: спосіб, порошків, засобів, лікувальних, одержання
Формула / Реферат:
Формула изобретенияСпособ получения порошков лекарственных средств путем растирания активных веществ с аэросилом, отличающийся тем, что, с целью повышения стабильности при хранении, растирания осуществляют в атмосфере азота или инертного газа, при этом на 100 частей лекарственного вещества, выбранного из группы теофиллин, строфантин, дигоксин, атропина сульфат, берут 3-7 частей аэросила.
Хімічне джерело струму з анодом із літію або його сплавів
Номер патенту: 418
Опубліковано: 30.04.1993
Автори: Петрушина Ірина Михайлівна, Чорний Дмитро Борисович, Воронін Борис Максимович, Приходько Генадій Прохорович, Старча Олександр Віталійович
МПК: H01M 10/36, H01M 6/14
Мітки: струму, сплавів, джерело, хімічне, літію, анодом
Формула / Реферат:
Химический источник тока с анодом из лития или его сплавов, расплавленным солевым электролитом и катодом из фосфортрисульфида металла подгруппы железа, отличающийся тем, что в качестве расплавленной соли он содержит роданид лития
Сплав на основі заліза
Номер патенту: 285
Опубліковано: 30.04.1993
Автори: Шекула Григорій Вікторович, Дружинін Юрій Васильович, Крендельова Аліса Іванівна, Зісман Євген Йосипович, Ларін Олександр Семенович, Поживанов Михайло Олександрович, Юрчишин Олександр Віталійович, Пікман Борис Абрамович, Масленников Віталій Олександрович, Барвінко Андрій Андрійович, Єгорова Світлана Василівна, Сахно Валерій Олександрович
МПК: C22C 38/46
Формула / Реферат:
Сплав на основе железа, преимущественно свариваемый процессами с высокими погонными энергиями, содержащий углерод, кремний, марганец, хром, никель, молибден, ванадий, алюминий, азот, серу, фосфор и железо, отличающийся тем, что он дополнительно содержит церий при следующем соотношении компонентов, масс. %: углерод 0,14-0,18 кремний 0,20-0,40 марганец ...
Спосіб одержання контактної маси для синтезу хлор- і органохлорсиланів
Номер патенту: 481
Опубліковано: 30.04.1993
Автори: Белік Іван Григорович, Безлюдний Анатолій Іванович, Маринова Наталія Володимирівна, Козлова Галина Миколаївна, Мазаєв Віктор Михайлович, Туманов Володимир Юрієвич, Андреєв Володимир Іванович
МПК: C07F 7/16
Мітки: контактної, хлор, одержання, органохлорсиланів, спосіб, маси, синтезу
Формула / Реферат:
(57) 1. СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНОЙ МАССЫ ДЛЯ СИНТЕЗА ХЛОР- ИЛИ ОРГАНОХЛОРСИЛАНОВ с использованием отработанной контактной массы и активаторов, отличающийся тем, что, с целью повышения активности контактной массы, отработанную контактную массу растворяют в 20-30%-ной соляной кислоте при 70-100 С в присутствии перманганата калия с последующим восстановлением меди железом или алюминием и полученные порошки кремния и/или меди смешивают с...
Установка для прямого відновлення заліза з руди
Номер патенту: 109
Опубліковано: 30.04.1993
Автор: Левченко Федір Юхимович
МПК: B21B 13/02, B22F 9/16
Мітки: заліза, відновлення, руди, установка, прямого
Формула / Реферат:
Установка для прямого восстановления железа из руды, содержащая корпус с футеровкой, загрузочное устройство, первичную и вторичную камеры сгорания, канал подачи исходного материала, каналы подвода и отвода первичного и вторичного газов и воздуха, отличающаяся тем, что, с целью повышения полноты восстановления, увеличения производительности и снижения расходов энергии, она снабжена виброситом, установленным над каналом подачи исходного...
Попередній патент: Композиція інгредієнтів для безалкогольного бальзаму литовченка (“київ”)
Наступний патент: Тонкошаровий відстійник
Випадковий патент: Спосіб виробництва молочно-вівсяного морозива