Металургійна композиція порошку на основі заліза, яка включає сполуку зв’язуючого-мастила, та спосіб приготування композиції порошку
Номер патенту: 79412
Опубліковано: 11.06.2007
Автори: Відарссон Хільмар, Ларссон Матс, Рамстедт Марія, Алін Оса
Формула / Реферат
1. Поліпшена стійка до сегрегації та до пилоутворення металургійна композиція для виготовлення пресованих деталей, яка включає:
(а) щонайменше приблизно 80 масових відсотків порошку заліза або порошку на основі заліза,
(b) щонайменше один порошок легуючого елемента і
(c) приблизно від 0,05 до приблизно 2 масових відсотків сполуки зв'язуючого - мастила з поліетиленового воску та етилен біс-стеараміду, причому поліетиленовий віск має середню молекулярну масу, меншу приблизно 1000, і температуру плавлення, меншу ніж у етилен біс-стеараміду, і міститься в кількості від 10 до 90 масових відсотків в сполуці зв'язуючого - мастила.
2. Композиція за п. 1, в якій частинки порошку заліза або порошку на основі заліза покриті шаром поліетиленового воску для зв'язування частинок порошку легуючого елемента(ів) і частинок етилен біс-стеараміду.
3. Композиція за пп. 1 або 2, в якій поліетиленовий віск має середню молекулярну масу від 400 до 800.
4. Композиція за будь-яким з пп. 1-3, в якій сполука зв'язуючого - мастила складається з 20-70 масових відсотків поліетиленового воску та 80-30 масових відсотків етилен біс-стеараміду.
5. Композиція за будь-яким з пп. 1-4, в якій сполука зв'язуючого - мастила міститься в кількості 0,5-1,5 масових відсотків від загальної маси композиції.
6. Композиція за будь-яким з пп. 1-5, яка додатково включає жирну кислоту в кількості 0,005-0,15, переважно 0,010-0,08 і найбільш переважно 0,015-0,07 масових відсотків маси композиції.
7. Композиція за п. 6, в якій жирною кислотою є стеаринова кислота.
8. Композиція за будь-яким з пп. 1-7, яка додатково включає домішку для поліпшення текучості в кількості 0,01-1,0 масових відсотків, переважно 0,025-0,5 масових відсотків від загальної маси композиції.
9. Композиція за будь-яким з пп. 1-8, в якій домішка для поліпшення текучості є діоксидом кремнію.
10. Спосіб приготування поліпшеної стійкої до сегрегації і до пилоутворення металургійної композиції, яка містить порошок легуючого елемента, зв'язаний з порошком на основі заліза, який містить стадії:
- змішування та нагрівання порошку заліза або порошку на основі заліза, порошку легуючого елемента, етилен біс-стеараміду та порошкоподібного поліетиленового воску і, при необхідності, жирної кислоти до температури вище температури плавлення поліетиленового воску і нижче температури плавлення етилен біс-стеараміду,
- охолоджування одержаної суміші до температури нижче температури плавлення поліетиленового воску протягом часу, достатнього для затвердіння поліетиленового воску і зв'язування порошку легуючого елемента з залізовмісними частинками для того, щоб утворити з'єднання частинок, і при необхідності
- змішування порошкоподібної домішки для поліпшення текучості, яка має розмір частинок менше 200 нанометрів, переважно нижче 40 нанометрів, з одержаною сумішшю в кількості від 0,005 до приблизно 2 масових відсотків маси одержаної композиції.
11. Спосіб за п. 10, в якому суміш нагрівають до температури в інтервалі від 70 до 150°С протягом від 1 до 60 хвилин.
Текст
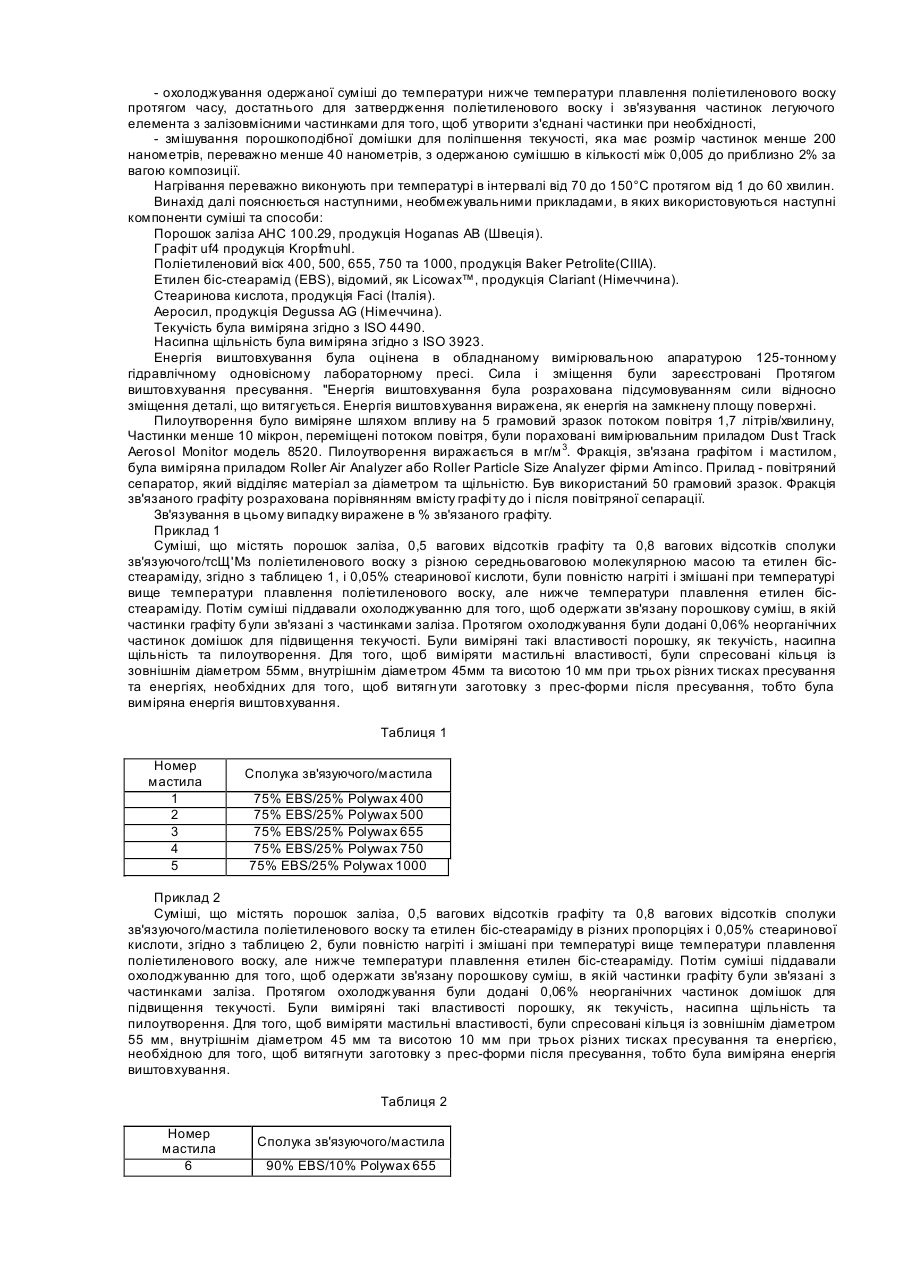
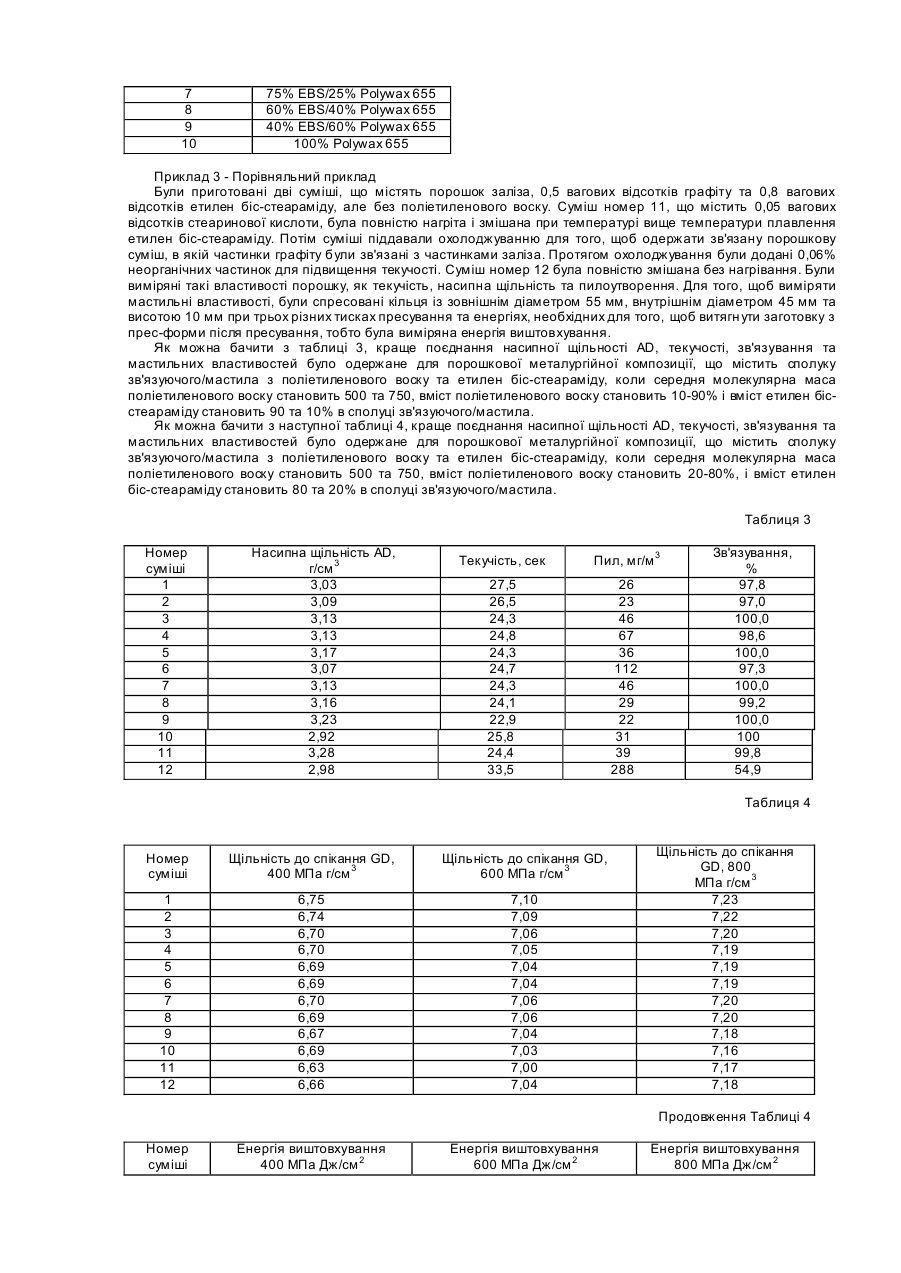
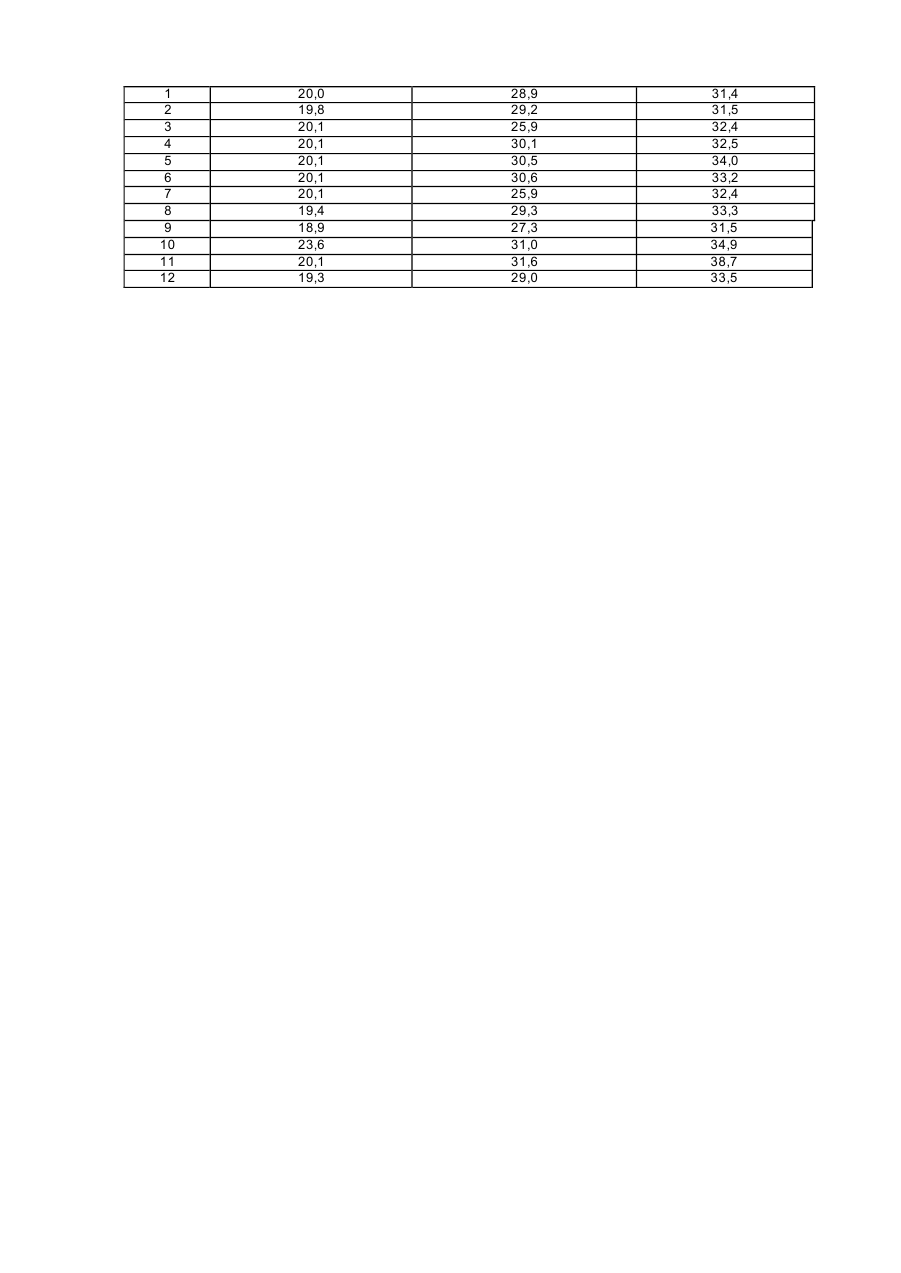
Даний винахід відноситься до нових композицій металевих порошків для порошкової металургії. Зокрема, винахід відноситься до композицій порошків на основі заліза, які містять композицію зв'язуючого, яка також забезпечує змащування протягом процесу пресування, який використовується для формування деталі. Все більш і більш поширеним в промисловості стає використання металевих виробів, виготовлених пресуванням та спіканням композицій порошків на основі заліза. Вимоги до якості цих металевих виробів постійно зростають, і, як наслідок, були розроблені нові композиції порошків з поліпшеними властивостями. Одна з найважливіших властивостей готових спечених виробів - щільність і допуск за розмірами, які, передусім, повинні бути уніфікованими. Проблеми із змінами розміру в готовому продукті часто виникають від негомогенності порошкової суміші, яка піддається пресуванню. Ці проблеми особливо виявляються у порошкових сумішей, що включають порошкоподібні компоненти, які відрізняються за розміром, щільністю та формою, що призводить до виникнення сегрегації протягом транспортування, зберігання та обробки композиції порошку. Ця сегрегація має на увазі, що композиція буде нерівномірно складена, і, в свою чергу, призведе до того, що деталі, виготовлені з композиції порошку, складені нерівномірно і, отже, мають різні властивості. Подальша проблема полягає в тому, що дрібнодисперсні частинки, особливо з низькою щільністю такі, як графіт, викликають пилоутворення при обробці порошкової суміші. Малий розмір частинок різних домішок також викликає проблеми з властивостями протікання порошку, тобто здатністю порошку до вільного протікання. Ослаблений потік призведе до збільшення часу наповнення матриці порошком, що означає більш низьку продуктивність і збільшений ризик змін в щільності у спресованому виробі, а також може призвести до небажаних деформацій після спікання. Були зроблені спроби з вирішення проблем, описаних вище, шля хом додавання різних зв'язуючих речовин і мастил до композиції порошків. Мета зв'язуючого - зв'язати міцно та ефективно частинки різних домішок, які мають малий розмір, такі, як легуючі компоненти, з поверхнею основного металу і, отже, зменшити проблеми сегрегації та пилоутворення. Мета мастила - знизити внутрішнє та зовнішнє тертя протягом пресування композиції порошку і також знизити зусилля виштовхування, тобто силу, необхідну для витягання спресованого виробу з матриці. Різні органічні зв'язуючі речовини розкриті, наприклад, в [патенті США 4 483 905 (Engstrom)], в якому описане використання зв'язуючої речовини, яка охарактеризована властивими їй «липкими або жирними властивостями». У [патенті США 4 676 831 (Engstrom)] описане використання деяких талових масел, як зв'язуючих речовин. Більш того, в [патенті США 4 834 800 (Semel)] описане використання як зв'язуючих речовин деяких плівкотвірних полімерних смол, які є нерозчинними або в основному нерозчинними у воді. Інші типи зв'язуючи х речовин, описані в патентній літературі - оксиди поліалкілену, що мають молекулярну масу, принаймні, приблизно 7000, які описані в [патенті США 5 298 055 (Semel)]. Комбінації двовісної органічної кислоти та одного або більше додаткового компонента такого, як тверді поліефіри, рідкі поліефіри та акрилові смоли, як зв'язуючі речовини, розкриті в [патенті США 5 290 336]. Зв'язуючі речовини, які можуть бути використані з високотемпературними мастилами при пресуванні, розкриті в [патенті США 5 368 630 (Luk)]. Більше того, в [патенті США 5 480 469 (Storstrom)] представлений короткий огляд використання зв'язуючих речовин в порошковій металургії. У патенті згадано, що важливо мати не тільки композицію порошку, яка містить легуючий порошок, зчеплений з порошком на основі заліза за допомогою зв'язуючої речовини, але також мати мастило, яке міститься в композиції порошку для одержання її достатньої пресованості в матриці і зменшення сили, необхідної для витягання деталі з матриці. Зокрема, в [патенті США 5 480 469] описаний спосіб для зв'язування домішок в порошковій металургійній суміші на основі заліза з порошком заліза або з частинками порошку на основі заліза за допомогою зв'язуючого компонента діаміду воску. Для досягнення ефективного зв'язування між частинками заліза або частинками на основі заліза та частинками домішок порошкову металургійну суміш, яка включає зв'язуюче, змішують і нагрівають до приблизно 90-160°С протягом змішування і плавлення зв'язуючого і згодом охолоджують суміш при змішуванні доти, доки зв'язуюче не затвердіє. При цьому способі текучість і насипна щільність в основному поліпшуються, а проблема пилоутворення може бути знижена або усунена. Властивість порошкової суміші, яка, зокрема, не згадана в [патенті США 5 480 469] - це мастильна властивість. Ця властивість має особливе значення, коли потрібні вироби, які мають високу щільність і/або складну форму. При виробництві таких виробів важливо, щоб мастильні властивості порошкової металургійної суміші, що використовується, були хорошими, це в свою чергу означає, що енергія, необхідна для того, щоб витягнути виріб з матриці, тобто енергія для витягання, повинна бути низькою, що є передумовою для хорошої кінцевої поверхні виробу, що витягується, тобто кінцевої поверхні без подряпин або інших дефектів. Авторами розроблена нова композиція заліза або композиція на основі заліза, яку відрізняє низька сегрегація та низьке пилоутворення, хороша текучість і висока насипна щільність, і яку також відрізняють хороші мастильні властивості, тобто властивості, які є важливими для пресованих і спечених порошків для виготовлення високоякісних виробів. Коротко, композиція заліза або композиція на основі заліза, згідно з даним винаходом, включає, принаймні, приблизно 80 вагових відсотків порошку заліза або порошку на основі заліза; принаймні, один легуючий порошок в кількості до 20 вагових відсотків і приблизно від 0,05 до приблизно 2 вагових відсотків сполуки поліетиленового воску та етилен біс-стеараміду. Поліетиленовий віск повинен мати середню молекулярну масу нижче приблизно 1000 і температуру плавлення нижчу, ніж у етилен біс-стеараміду. Більше того, кількість поліетиленового воску повинна варіюватися між 10 та 90% за вагою від загальної ваги сполуки зв'язуючого/мастила поліетиленового воску та етилен біс-стеараміду. У композиції порошку, що використовується для пресування, поліетиленовий віск міститься як шар або покриття на частинках заліза або частинках на основі заліза і зв'язує частинки легуючого елемента та частинки етилен біс-стеараміду з частинками v заліза або частинками на основі заліза. Переважно, щоб композиція також включала жирну кислоту j домішку для поліпшення текучості. Винахід також стосується способу приготування композиції порошку, яка згодом буде спресована. Як згадано в описі і в прикладеній формулі винаходу, вираз «порошок заліза або порошок на основі заліза» стосується порошків, одержаних розпиленням, переважно розпиленням водою. Як альтернатива, порошок може бути на основі губчастого заліза. Порошки можуть бути по суті чистими порошками заліза, переважно такими порошками, які мають високу пресованість. Як правило, такі порошки мають низький вміст вуглецю, такий як нижче 0,04% за масою. Інші приклади порошку - порошки заліза, які були заздалегідь леговані або частково леговані іншими речовинами, поліпшуючими властивості міцності і твердості, електромагнітні властивості або інші бажані властивості готових виробів. Приклади порошків, наприклад, Distaloy AE, Astaloy Mo та ASC 100.29, всі з яких доступні для придбання в Hoganas AB, Швеція. Максимальна масова частка частинок заліза або частинок на основі заліза звичайно лежить в діапазоні середнього розміру частинок до приблизно 500 мікрон; більш переважно в межах приблизно 25-150 мікрон, і найбільш переважно -40-100 мікрон. Прикладами легуючих елементів є мідь, молібден, хром, нікель, марганець, фосфор, вуглець в формі графіту і вольфрам, які використовуються кожний нарізно або разом. Ці домішки, в основному порошки, які мають розмір частинок менший, ніж у основного залізного порошку, і більшість домішок має розмір частинок менший, ніж приблизно 20мкм. Молекулярна маса поліетиленового воску впливає на властивості порошку, і було виявлено, що поєднання хорошої текучості, високої насипної щільності та низької енергії виштовхування може бути одержане з низькомолекулярним поліетиленом, який згідно з даним винаходом означає лінійний поліетилен, що має середню молекулярну масу нижче 1000, зокрема нижче 800 і вище 300, зокрема вище 400. Крім молекулярної маси поліетиленового воску також співвідношення між етилен біс-стеарамідом і поліетиленовим воском впливає на ці властивості. Етилен біс-стеарамід доступний як, наприклад, Acrawax® або Licowax®. Поліетиленовий віск постачається з Allied Signal та Baker Petrolite. Згідно з даним винаходом, і як пояснюється прикладами, є істотними відносні вмісти поліетиленового воску та етилен біс-стеараміду. У сполуці зв'язуючого/мастила з поліетиленового воску та етилен бісстеараміду було виявлено, що поліетиленового воску повинно бути 10-90% за вагою. Згідно з найбільш переважним варіантом, кількість поліетиленового воску повинна міститися 20-70% за вагою сполуки зв'язуючого/мастила. Якщо використовується більше ніж 90% за вагою поліетиленового воску, змащування буде в більшості випадків недостатнім, і якщо використовується більше ніж 90% за вагою етилен бісстеараміду, зв'язування буде недостатнім. Загальна кількість сполуки зв'язуючого/мастила в композиції переважно складає від 0,5 до 1% за вагою. Поліпшена по стійкості до сегрегації і стійкості до пилоутворення металургійна композиція, згідно з винаходом, може бути описана, як композиція, що містить щонайменше приблизно 80 вагових відсотків порошку на основі заліза; щонайменше один легуючий порошок і приблизно від 0,05 до приблизно 2 вагових відсотків частково розплавленої і згодом затверділої сполуки зв'язуючого/мастила, що з'єднує частинки легуючого порошку з частинками порошку заліза або частинками порошку на основі заліза. Низькомолекулярні поліетиленові воски згадані в зв'язку із застосуванням металевих порошків на основі заліза в порошковій металургії, наприклад, в [патенті США 6 605 251 (Vidarsson)], в якому розкрито, що поліетиленові воски можуть бути використані як мастило при гарячому або холодному пресуванні порошків заліза або порошків на основі заліза. Коли використовують при гарячому пресуванні суміш, що включає поліетиленовий віск, то її нагрівають до температури нижче температури плавлення поліетиленового воску перед пресуванням. У [патенті США 6 602 315 (Hendrickson)] і пов'язаному з ним [патенті США 6 280 683 (Hendrickson)] розкрите використання низькомолекулярного поліетиленового воску в зв'язаних сумішах. Зв'язуючий ефект досягається воском при підвищеній температурі, яка нижче температури плавлення воску. Пояснюючі приклади, які відносяться до порошків заліза або порошків на основі заліза, показують, що жоден із зразків не виявляє текучості. Більше того, [патенти США 6 533 836 (Uenosono) та 6 464 751 (Uenosono)] розкривають нейтральне мастило з низькомолекулярного поліетиленового воску та етилен біс-стеараміду в поєднанні із зв'язуючим, яке включає щонайменше один елемент, вибраний з групи, яка складається з стеаринової кислоти, олеаміду, стеараміду, розплавленої суміші стеараміду і етилен біс(стеарамід). Зв'язуюче може також включати стеарат цинку і щонайменше один елемент, вибраний з групи, яка складається з олеїнової кислоти, веретенного масла та турбінного масла. Згідно з даним винаходом, також переважно, щоб, крім того, початкова суміш порошку заліза або порошку на основі заліза, легуючого порошку і поліетиленового воску та етилен біс-стеараміду також містила жирну кислоту, переважно, щоб жирна кислота містила 10-22 С атомів. Приклади таких кислот -олеїнова кислота, стеаринова кислота та пальмітинова кислота. Кількість жирної кислоти звичайно становить 0,005-0,15, переважно 0,010-0,08 і найбільш переважно 0,015-0,07%, розрахована від загальної ваги композиції порошку. Вміст жирної кислоти нижче 0,005 утруднює досягнення рівномірного розподілу жирної кислоти. Якщо вміст вище 0,15, то присутній значний ризик того, що текучість погіршиться. Більше того, переважно, щоб домішка для підвищення текучості, описана в [патенті США 5 782 954 (Luk)], містилася в композиції після завершення її зв'язування. Переважно, щоб домішкою для підвищення текучості був оксид кремнію, найбільш переважно - діоксид кремнію, який має середній розмір частинок менше приблизно 40, переважно приблизно від 1 до 35 нанометрів, і який додається в кількості від приблизно 0,005 до приблизно 2, переважно 0,01-1 вагових відсотків, найбільш переважно від 0,025 до 0,5 вагових відсотків від загальної композиції. Інші метали, які можуть бути використані як домішки для підвищення текучості в металевій або в оксидній формі, включають алюміній, мідь, залізо, нікель, титан, золото, срібло, платину, паладій, вісмут, кобальт, марганець, свинець, олово, ванадій, ітрій, ніобій, вольфрам і цирконій з розміром частинок менше ніж 200 нанометрів. Спосіб для приготування нової композиції порошку включає етапи - змішування та нагрівання суміші порошку заліза або порошку на основі заліза, порошку легуючого елемента, етилен біс-стеараміду та порошкоподібного поліетиленового воску і при необхідності жирної кислоти до температури вище температури плавлення поліетиленового воску і нижче температури плавлення етилен біс-стеараміду (EBS), - охолоджування одержаної суміші до температури нижче температури плавлення поліетиленового воску протягом часу, достатнього для затвердження поліетиленового воску і зв'язування частинок легуючого елемента з залізовмісними частинками для того, щоб утворити з'єднані частинки при необхідності, - змішування порошкоподібної домішки для поліпшення текучості, яка має розмір частинок менше 200 нанометрів, переважно менше 40 нанометрів, з одержаною сумішшю в кількості між 0,005 до приблизно 2% за вагою композиції. Нагрівання переважно виконують при температурі в інтервалі від 70 до 150°С протягом від 1 до 60 хвилин. Винахід далі пояснюється наступними, необмежувальними прикладами, в яких використовуються наступні компоненти суміші та способи: Порошок заліза АНС 100.29, продукція Hoganas AB (Швеція). Графіт uf4 продукція Kropfmuhl. Поліетиленовий віск 400, 500, 655, 750 та 1000, продукція Baker Petrolite(CIIIA). Етилен біс-стеарамід (EBS), відомий, як Licowax™, продукція Clariant (Німеччина). Стеаринова кислота, продукція Faci (Італія). Аеросил, продукція Degussa AG (Німеччина). Текучість була виміряна згідно з ISO 4490. Насипна щільність була виміряна згідно з ISO 3923. Енергія виштовхування була оцінена в обладнаному вимірювальною апаратурою 125-тонному гідравлічному одновісному лабораторному пресі. Сила і зміщення були зареєстровані Протягом виштовхування пресування. "Енергія виштовхування була розрахована підсумовуванням сили відносно зміщення деталі, що витягується. Енергія виштовхування виражена, як енергія на замкнену площу поверхні. Пилоутворення було виміряне шляхом впливу на 5 грамовий зразок потоком повітря 1,7 літрів/хвилину, Частинки менше 10 мікрон, переміщені потоком повітря, були пораховані вимірювальним приладом Dust Track Aerosol Monitor модель 8520. Пилоутворення виражається в мг/м 3. Фракція, зв'язана графітом і мастилом, була виміряна приладом Roller Air Analyzer або Roller Particle Size Analyzer фірми Aminco. Прилад - повітряний сепаратор, який відділяє матеріал за діаметром та щільністю. Був використаний 50 грамовий зразок. Фракція зв'язаного графіту розрахована порівнянням вмісту графі ту до і після повітряної сепарації. Зв'язування в цьому випадку виражене в % зв'язаного графіту. Приклад 1 Суміші, що містять порошок заліза, 0,5 вагових відсотків графіту та 0,8 вагових відсотків сполуки зв'язуючого/тсЩ'Мз поліетиленового воску з різною середньоваговою молекулярною масою та етилен бісстеараміду, згідно з таблицею 1, і 0,05% стеаринової кислоти, були повністю нагріті і змішані при температурі вище температури плавлення поліетиленового воску, але нижче температури плавлення етилен бісстеараміду. Потім суміші піддавали охолоджуванню для того, щоб одержати зв'язану порошкову суміш, в якій частинки графіту були зв'язані з частинками заліза. Протягом охолоджування були додані 0,06% неорганічних частинок домішок для підвищення текучості. Були виміряні такі властивості порошку, як текучість, насипна щільність та пилоутворення. Для того, щоб виміряти мастильні властивості, були спресовані кільця із зовнішнім діаметром 55мм, внутрішнім діаметром 45мм та висотою 10 мм при трьох різних тисках пресування та енергіях, необхідних для того, щоб витягн ути заготовку з прес-форми після пресування, тобто була виміряна енергія виштовхування. Таблиця 1 Номер мастила 1 2 3 4 5 Сполука зв'язуючого/мастила 75% EBS/25% Polywax 400 75% EBS/25% Polywax 500 75% EBS/25% Polywax 655 75% EBS/25% Polywax 750 75% EBS/25% Polywax 1000 Приклад 2 Суміші, що містять порошок заліза, 0,5 вагових відсотків графіту та 0,8 вагових відсотків сполуки зв'язуючого/мастила поліетиленового воску та етилен біс-стеараміду в різних пропорціях і 0,05% стеаринової кислоти, згідно з таблицею 2, були повністю нагріті і змішані при температурі вище температури плавлення поліетиленового воску, але нижче температури плавлення етилен біс-стеараміду. Потім суміші піддавали охолоджуванню для того, щоб одержати зв'язану порошкову суміш, в якій частинки графіту були зв'язані з частинками заліза. Протягом охолоджування були додані 0,06% неорганічних частинок домішок для підвищення текучості. Були виміряні такі властивості порошку, як текучість, насипна щільність та пилоутворення. Для того, щоб виміряти мастильні властивості, були спресовані кільця із зовнішнім діаметром 55 мм, внутрішнім діаметром 45 мм та висотою 10 мм при трьох різних тисках пресування та енергією, необхідною для того, щоб витягнути заготовку з прес-форми після пресування, тобто була виміряна енергія виштовхування. Таблиця 2 Номер мастила 6 Сполука зв'язуючого/мастила 90% EBS/10% Polywax 655 7 8 9 10 75% EBS/25% Polywax 655 60% EBS/40% Polywax 655 40% EBS/60% Polywax 655 100% Polywax 655 Приклад 3 - Порівняльний приклад Були приготовані дві суміші, що містять порошок заліза, 0,5 вагових відсотків графіту та 0,8 вагових відсотків етилен біс-стеараміду, але без поліетиленового воску. Суміш номер 11, що містить 0,05 вагових відсотків стеаринової кислоти, була повністю нагріта і змішана при температурі вище температури плавлення етилен біс-стеараміду. Потім суміші піддавали охолоджуванню для того, щоб одержати зв'язану порошкову суміш, в якій частинки графіту були зв'язані з частинками заліза. Протягом охолоджування були додані 0,06% неорганічних частинок для підвищення текучості. Суміш номер 12 була повністю змішана без нагрівання. Були виміряні такі властивості порошку, як текучість, насипна щільність та пилоутворення. Для того, щоб виміряти мастильні властивості, були спресовані кільця із зовнішнім діаметром 55 мм, внутрішнім діаметром 45 мм та висотою 10 мм при трьох різних тисках пресування та енергіях, необхідних для того, щоб витягн ути заготовку з прес-форми після пресування, тобто була виміряна енергія виштовхування. Як можна бачити з таблиці 3, краще поєднання насипної щільності AD, текучості, зв'язування та мастильних властивостей було одержане для порошкової металургійної композиції, що містить сполуку зв'язуючого/мастила з поліетиленового воску та етилен біс-стеараміду, коли середня молекулярна маса поліетиленового воску становить 500 та 750, вміст поліетиленового воску становить 10-90% і вміст етилен бісстеараміду становить 90 та 10% в сполуці зв'язуючого/мастила. Як можна бачити з наступної таблиці 4, краще поєднання насипної щільності AD, текучості, зв'язування та мастильних властивостей було одержане для порошкової металургійної композиції, що містить сполуку зв'язуючого/мастила з поліетиленового воску та етилен біс-стеараміду, коли середня молекулярна маса поліетиленового воску становить 500 та 750, вміст поліетиленового воску становить 20-80%, і вміст етилен біс-стеараміду становить 80 та 20% в сполуці зв'язуючого/мастила. Таблиця 3 Номер суміші 1 2 3 4 5 6 7 8 9 10 11 12 Насипна щільність AD, г/см 3 3,03 3,09 3,13 3,13 3,17 3,07 3,13 3,16 3,23 2,92 3,28 2,98 Текучість, сек Пил, мг/м 3 27,5 26,5 24,3 24,8 24,3 24,7 24,3 24,1 22,9 25,8 24,4 33,5 26 23 46 67 36 112 46 29 22 31 39 288 Зв'язування, % 97,8 97,0 100,0 98,6 100,0 97,3 100,0 99,2 100,0 100 99,8 54,9 Таблиця 4 Номер суміші Щільність до спікання GD, 400 МПа г/см 3 Щільність до спікання GD, 600 МПа г/см 3 1 2 3 4 5 6 7 8 9 10 11 12 6,75 6,74 6,70 6,70 6,69 6,69 6,70 6,69 6,67 6,69 6,63 6,66 7,10 7,09 7,06 7,05 7,04 7,04 7,06 7,06 7,04 7,03 7,00 7,04 Щільність до спікання GD, 800 МПа г/см 3 7,23 7,22 7,20 7,19 7,19 7,19 7,20 7,20 7,18 7,16 7,17 7,18 Продовження Таблиці 4 Номер суміші Енергія виштовхування 400 МПа Дж/см 2 Енергія виштовхування 600 МПа Дж/см 2 Енергія виштовхування 800 МПа Дж/см 2 1 2 3 4 5 6 7 8 9 10 11 12 20,0 19,8 20,1 20,1 20,1 20,1 20,1 19,4 18,9 23,6 20,1 19,3 28,9 29,2 25,9 30,1 30,5 30,6 25,9 29,3 27,3 31,0 31,6 29,0 31,4 31,5 32,4 32,5 34,0 33,2 32,4 33,3 31,5 34,9 38,7 33,5
ДивитисяДодаткова інформація
Назва патенту англійськоюMetallurgical composition of powder on basis of iron comprising binding/lubricating combination and method for preparation of powder composition
Автори англійськоюMATS LARSSON, Ahlin Aasa, Vidarsson Hilmar
Назва патенту російськоюМеталлургическая композиция порошка на основе железа, содержащая соединение связующего-смазки, и способ приготовления композиции порошка
Автори російськоюЛарссон Матс, Алин Оса, Видарссон Хильмар
МПК / Мітки
МПК: B22F 1/00, B22F 1/02, C08L 91/00, C22C 1/05
Мітки: порошку, металургійна, сполуку, композиція, спосіб, включає, яка, основі, композиції, приготування, зв'язуючого-мастила, заліза
Код посилання
<a href="https://ua.patents.su/5-79412-metalurgijjna-kompoziciya-poroshku-na-osnovi-zaliza-yaka-vklyuchaeh-spoluku-zvyazuyuchogo-mastila-ta-sposib-prigotuvannya-kompozici-poroshku.html" target="_blank" rel="follow" title="База патентів України">Металургійна композиція порошку на основі заліза, яка включає сполуку зв’язуючого-мастила, та спосіб приготування композиції порошку</a>
Фармацевтична композиція, яка включає проліпосомний порошок, спосіб виробництва вказаної композиції, спосіб виробництва проліпосомного порошку, спосіб лікування пацієнтів, які потребують терапії, та порошковий
Номер патенту: 43886
Опубліковано: 15.01.2002
Автори: Біострем Катаріна, Нільссон Пер-Гуннар
МПК: A61K 9/14, A61K 9/72, A61K 47/44
Мітки: композиції, виробництва, спосіб, вказаної, проліпосомний, пацієнтів, композиція, фармацевтична, порошку, порошковий, лікування, проліпосомного, терапії, потребують, порошок, яка, включає
Формула / Реферат:
1. Фармацевтична композиція, що включає проліпосомний порошок, якій містить дискретні частки біологічно активного компонента і ліпіду або суміші ліпідів, що перебувають у складі одній фази, які мають температуру фазового переходу нижчу за 37° С, а також кристалічний і гідрофільний фармакологічно прийнятний носій.2. Фармацевтична композиція за п. 1, яка відрізняється тим, що зазначений порошок включає один чи більше ліпідів, які вибрано...
Спосіб виготовлення термомагнітного матеріалу на основі порошку заліза
Номер патенту: 47705
Опубліковано: 15.07.2002
Автори: Воропаєв Віталій Семенович, Мелешко Ігор Володимирович
МПК: H01F 1/12
Мітки: спосіб, виготовлення, матеріалу, термомагнітного, порошку, заліза, основі
Формула / Реферат:
Спосіб виготовлення термомагнітного матеріалу на основі порошку заліза шляхом пресування та спікання, який відрізняється тим, що спечений матеріал прокатують з проміжними відпалами з сумарною висотною деформацією 85 - 95 %, причому використовують вихідний залізний порошок дисперсністю 160-200 мкм.
Модифікована композиція на основі порошку системи fe-c-cr-al-b для газополум’яного напилення
Номер патенту: 4934
Опубліковано: 15.02.2005
Автори: Щепетов Віталій Володимирович, Мусієнко Микола Миколайович, Марчук Володимир Єфремович, Щепотьєв Олександр Іванович
МПК: C23C 14/14, B22F 9/00
Мітки: напилення, системі, композиція, модифікована, fe-c-cr-al-b, порошку, газополум'яного, основі
Формула / Реферат:
Модифікована композиція на основі порошку системи Fe-C-Cr-Al-B для газополум'яного напилення, що містить вуглець - 0,98-1,03%, хром - 1,5-1,7%, алюміній - 9,8-10,2%, бор - 5,9-6,3%, залізо - решта, яка відрізняється тим, що додатково містить 28-32 масових відсотків порошку тетраборнокислого натрію.
Фармацевтична композиція, що містить золмітриптан, спосіб її приготування, пристрій для інтраназального введення та застосування золмітриптану для приготування композиції
Номер патенту: 75059
Опубліковано: 15.03.2006
Автори: Саммерз Саймон Джон, Уільямсон Сара Луіз, Кумбер Тревор Джон, Дерн Алан Рой
МПК: A61P 25/06, A61K 31/4045, A61K 9/08
Мітки: введення, композиція, застосування, спосіб, композиції, пристрій, приготування, містить, золмітриптан, інтраназального, золмітриптану, фармацевтична
Формула / Реферат:
1. Фармацевтична композиція, придатна для інтраназального введення, яка містить золмітриптан і фармацевтично прийнятний носій, причому pH цієї композиції менше 6,0.2. Фармацевтична композиція за п. 1, де pH композиції знаходиться в діапазоні 4,5-5,5.3. Фармацевтична композиція за п. 1 або п. 2, де дана композиція є буферизованою.4. Фармацевтична композиція за п. 3, де буфер є сумішшю лимонної кислоти і...
Порошкова суміш окислів алюмінію і кремнію, мулітний порошок на основі цієї суміші, спосіб приготування порошкової суміші і спосіб приготування мулітного порошку

Номер патенту: 26653
Опубліковано: 12.11.1999
Автори: Рудольф Томас, КЕРНЕР Дітер, КЛЕЙНШМІТ Петер, Мангольд Хельмут, ХАРТМАН Вернер
МПК: C04B 35/185, C01B 33/26, C01F 7/30, C04B 35/626, C04B 35/18
Мітки: приготування, порошку, основі, мулітного, спосіб, мулітний, суміші, суміш, окислів, кремнію, алюмінію, цієї, порошкової, порошкова, порошок
Формула / Реферат:
1. Порошковая смесь окисей алюминия и кремния, содержащая 65 - 72,1 весовых процентов окиси алюминия и 27,9 - 35 весовых процентов окиси кремния, отличающаяся тем, что каждая первичная частица содержит как составляющую окиси алюминия, так и составляющую окиси кремния, размеры первичных частиц составляют 7 - 80нм, а удельная площадь поверхности порошка составляет 20 - 200м/г, причем смесь имеет аморфную структуру.2. Муллитный порошок из...
Попередній патент: Струмопровідні підлогові покриття
Наступний патент: Магнієвий сплав, стійкий до повзучості
Випадковий патент: Аудіодекодер і спосіб декодування з використанням ефективного знижувального мікшування