Пристрій для водоструминної обробки поверхонь матеріалів
Номер патенту: 83064
Опубліковано: 10.06.2008
Автори: Ієвлєв Микола Георгієвич, Корбут Віктор Борисович, Грабовський Георгій Геннадійович

Формула / Реферат
1. Пристрій для гідроструминної очистки від окалини заготовок прокатного стана, що містить сопла, які змонтовані на колекторах і встановлені виходами до поверхні заготовки, яку очищують, а входами з'єднані з виходом насосної станції, яка містить два або декілька з'єднаних паралельно насосів і регулятор тиску, виконаний у вигляді керованих байпасних клапанів з запірними елементами за кількістю насосів, пристрій керування, що містить блок вводу інформації, входом з'єднаний з датчиком наявності заготовки, і блок формування тиску, входом з'єднаний з блоком вводу інформації, а виходами - з відповідними входами керування байпасних клапанів з запірними елементами, причому входи запірних елементів об'єднані з входами байпасних клапанів, а виходи підключені до виходу насосної станції, який відрізняється тим, що щонайменше один з колекторів виконаний з можливістю переміщення у вертикальній площині за допомогою слідкуючого приводу, пристрій обладнаний задатчиком властивості поверхні, що очищується, вимірювачем товщини матеріалу, що обробляється, виходи яких підключені до відповідних додаткових входів пристрою керування, додатковий вихід якого з'єднаний зі слідкуючим приводом рухомого колектора, та блоком керування швидкістю транспортера оброблюваної заготовки, вхід якого з'єднаний з відповідним виходом пристрою керування, а вихід з першим входом приводу транспортера.
2. Пристрій за п. 1, який відрізняється тим, що додатково містить встановлений за віссю сопел датчик наявності заготовки, що обробляється, вихід якого підключений до додаткового входу пристрою керування.
Текст
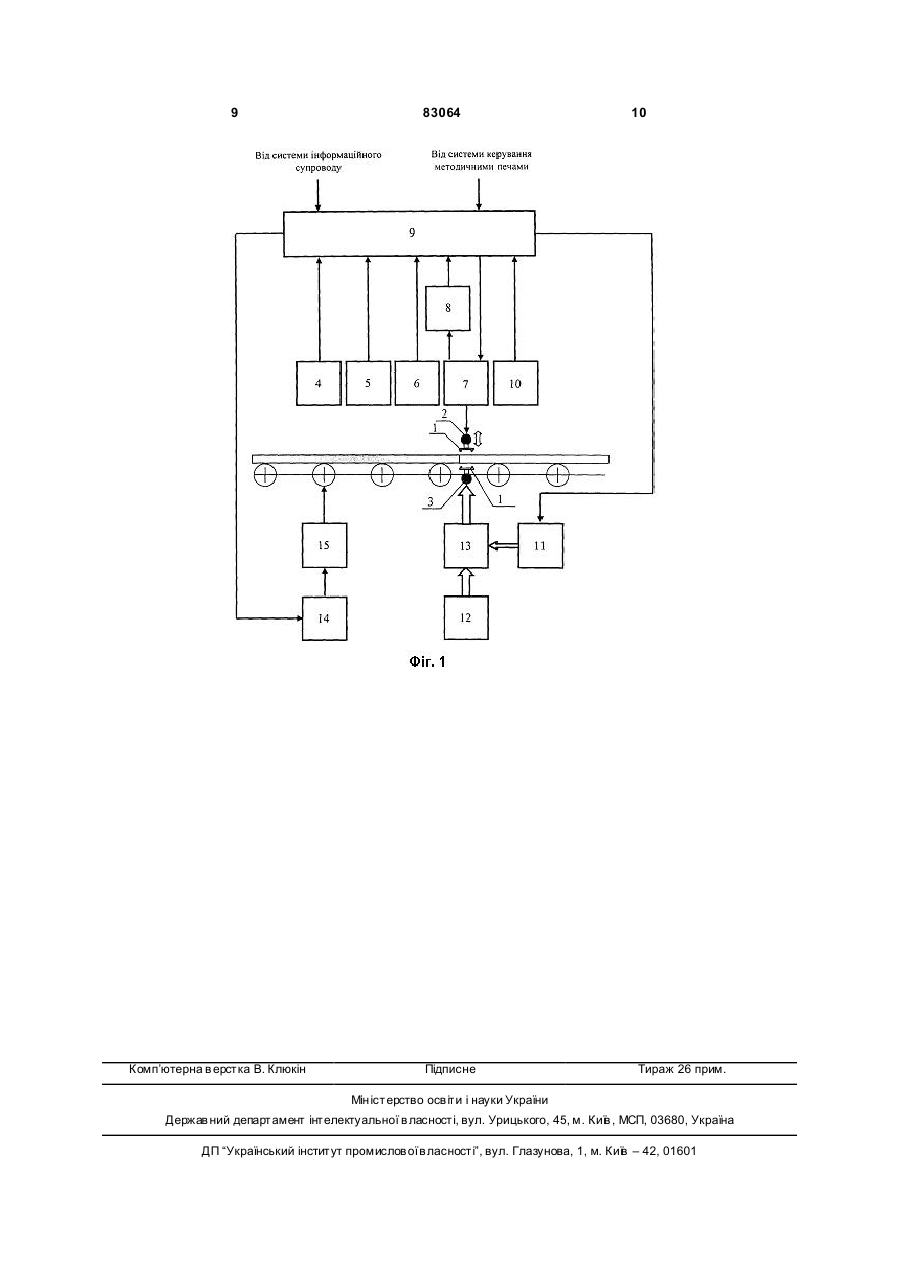
1. Пристрій для гідроструминної очистки від окалини заготовок прокатного стана, що містить сопла, які змонтовані на колекторах і встановлені виходами до поверхні заготовки, яку очищують, а входами з'єднані з виходом насосної станції, яка містить два або декілька з'єднаних паралельно насосів і регулятор тиску, виконаний у вигляді керованих байпасних клапанів з запірними елемен C2 2 83064 1 3 83064 опозитно розташованих колекторах. Цей пристрій має ті ж недоліки - велике споживання електроенергії та води і залежність якості очистки від товщини заготовки, що обробляється. Найбільш близьким по технічній суті до заявленого є пристрій для гідроструминної очистки від окалини заготовок прокатного стана [„Пристрій для гідроструминної очистки від окалини заготовок прокатного стана”, Опис до деклараційного патенту на винахід, UA 55901 А, Бюл. №4, 2003р.], що містить сопла, встановлені виходами до поверхні заготовки, яку очищують, а входами з'єднані з виходом насосної станції, яка містить два або декілька з'єднаних паралельно насосів і регулятор тиску, а також пристрій керування, що містить блок вводу інформації, входом з'єднаний з датчиком наявності заготовки, який відрізняється тим, що регулятор тиску виконаний у вигляді керованих байпасних клапанів з запірними елементами за кількістю насосів, а до пристрою керування додатково введений блок формування тиску, входом з'єднаний з блоком вводу інформації, а виходами з відповідними входами керування байпасних клапанів з запірними елементами, причому входи запірних елементів об'єднані з входами байпасних клапанів, а виходи підключені до виходу насосної станції. За рахунок цих факторів вказаний пристрій більш економічний, ніж попередні. Однак, він має і ряд недоліків: - сопла розміщені стаціонарно, що не дозволяє підтримувати постійною відстань від площини їх виходів до площини заготовки, що очищується, тобто для тонких заготовок ця відстань може бути завеликою для надійної зачистки окалини, оскільки сила удару струї зменшується обернено пропорційно квадрату відстані на якій вона діє; - відсутнє керування швидкістю транспортера (рольганга), що переміщує заготовки; для очищення деяких видів „липкої” окалини максимальний робочий тиск системи може виявитись недостатнім і очистити її можна тільки за рахунок зменшення швидкості транспортування заготовки; - використовується лише один датчик наявності заготовки, що призводить до пізнього включення та відключення тиску, якщо датчик розташований за віссю сопел, або навпаки, якщо датчик розташований перед віссю сопел, оскільки розташувати його на осі сопел неможливо, тому що він буде неминуче зруйнований шматками окалини, що розлітаються; цей фактор призводить, з одного боку, до того, що очищується не вся поверхня заготовки, а з другого боку, до підвищення витрат електроенергії та води. Заявлений винахід вирішує завдання удосконалення пристрою для гідроструминної очистки від окалини заготовок прокатного стану тим, що сопла можуть переміщуватись у вертикальній площині, а також введенням додаткових елементів і зв'язків між ними. Поставлене завдання вирішується тим, що в пристрої для гідроструминної очистки від окалини заготовок прокатного стана, що містить сопла, встановлені виходами до поверхні заготовки, яку очищують, а входами з'єднані з виходом насосної 4 станції, яка містить два або декілька з'єднаних паралельно насосів і регулятор тиску виконаний у вигляді керованих байпасних клапанів з запірними елементами за кількістю насосів, пристрій керування, що містить блок вводу інформації, входом з'єднаний з датчиком наявності заготовки, і блок формування тиску, входом з'єднаний з блоком вводу інформації, а виходами - з відповідними входами керування байпасних клапанів з запірними елементами, причому входи запірних елементів об'єднані з входами байпасних клапанів, а виходи підключені до виходу насосної станції, відповідно винаходу, хоча б один з колекторів, на яких змонтовані сопла, виконаний з можливістю переміщення у вертикальній площині за допомогою слідкуючого привода, до пристрою керування введені додаткові входи та виходи, а сам пристрій для гідроструминної очистки додатково містить задатчик властивості поверхні, що очищується, вимірювачем товщини матеріалу, що обробляється, виходи яких підключені до відповідних додаткових входів пристрою керування, додатковий вихід якого з'єднаний зі слідкуючим приводом рухомого колектора, та блок керування швидкістю транспортера оброблюваної заготовки, вхід якого з'єднаний з відповідним виходом пристрою керування, а вихід з першим входом приводу транспортера, другий вхід якого підключений до відповідного виходу пристрою керування, а додатково встановлений за віссю сопел датчик наявності заготовки своїм виходом підключений до додаткового входу пристрою керування . Суть винаходу полягає в наступному. Для одержання прокату високої якості необхідне повне очищення поверхонь заготовки від пічної окалини. Так, наприклад, неповне вилучення окалини перед прокаткою призводить до її втискання вальцями в тіло заготовки і, відповідно, до браку прокату внаслідок так званої вкатаної окалини. В такому випадку бракований лист іде на переплавку або, в кращому випадку, підлягає ручній зачистці дефектних місць, що потребує додаткових енергозатрат. Фізико-механічні параметри, міцність та товщина шару окалини на заготовках на станах гарячої прокатки суттєво різні і для їх вилучення струменями води потрібні різні тиски на вході сопел, оскільки від величини цього тиску залежить гідромеханічна сила дії струменя води на поверхню заготовки. Крім того, величина цієї сили обернено пропорційна квадрату відстані від площини виходів сопел до поверхні заготовки. Оскільки товщина заготовок може змінюватись від 120мм до 350400мм, то, якщо колектор з соплами виконаний нерухомим, гідромеханічна сила дії струменя води на поверхню заготовки змінюється майже у 9 разів. Вона буде максимальна для товстих заготовок і мінімальна для заготовок заввишки 120мм. Тобто, для того, щоб видалити окалину з тонкого сляба потрібен тиск значно більший, ніж для видалення такої ж окалини з товстого сляба. Як відомо [див. Т.М. Башта „Объемные насосы и гидравлические двигатели гидросистем”, М., « Машиностроение», 1974, С. 17-19] енергоспоживання насоса прямо пропорційне тиску на його виході, а витрата води через сопла також залежить від цього тиску. 5 83064 Таким чином, у випадку очистки тонких заготовок має місце надлишкове споживання енергії та води. Економія споживання електроенергії та води при постійно високій якості очистки поверхні заготовок досягаються за рахунок того, що хоча б один колектор, на якому змонтовані сопла, може переміщуватись у вертикальній площині, займаючи положення залежне від товщини заготовки. Нижній колектор з соплами встановлений між роликами рольгангу нерухомо, оскільки відстань від площини виходів сопел до нижньої поверхні заготовки постійна. Товщина вимірюється для кожної заготовки, що приходить на дільницю гідрозбиву, і кожен раз колектор з соплами встановлюється на потрібну висоту. В цьому випадку не потрібно підвищувати тиск для очистки тонких заготовок, оскільки для останніх відстань від площини виходів сопел до їх поверхні буде така ж, як і для товстих заготовок. Додатковий датчик наявності заготовки, що встановлений зразу на виході камери гідрозбиву, дозволить більш точно видавати команду на зняття тиску, ніж у випадку, коли використовується тільки один датчик наявності металу. Річ у тому, що на всіх діючих станах гарячої прокатки сопла розміщуються у спеціальних камерах, які захищають обслуговуючий персонал та обладнання стана від шматків окалини, які з великою швидкістю розлітаються на всі боки під час роботи гідрозбиву. Розмістити датчики у камері гідрозбиву неможливо тому що вони неминуче будуть незворотньо пошкоджені. З цих причин один датчик розміщують перед камерою гідрозбиву, а др угий - зразу за нею. Річ у тому, що насоси не можуть розвинути робочий тиск миттєво і команду на включення тиску треба подавати з деяким упередженням відносно тієї миті, коли передній кінець заготовки підійде до площини сопел. З іншого боку, тиск не можна знімати як тільки задній кінець заготовки вийде з поля зору переднього датчика, оскільки частина заготовки, яка дорівнює відстані від вертикальної площини, в якій розміщені сопла, до осі датчика, залишиться неочищеною. Наявність додаткового датчика, що встановлений на виході камери гідрозбиву, повністю вирішує проблему своєчасного відключення тиску. Додатковий ручний задатчик властивості поверхні, що очи щується, дозволяє пристрою працювати автономно в умовах, коли відсутня система автоматичного керування печами. При цьому інформація про тип окалини вводиться вручну. Сутність винаходу пояснюється кресленням наведеним на Фіг. 1. Пристрій містить сопла 1, що встановлені на рухомому колекторі 2 та нерухомому колекторі 3 виходами до поверхні заготовки, а входами підключені до виходів регуляторів тиску 13. Колектор 2 може переміщуватись у вертикальній площині слідкуючим приводом 7, вхід якого з'єднаний з першим виходом пристрою керування 9, а вихід датчика 8 зворотного з'вязку з'єднаний з четвертим входом того ж пристрою, до першого входу якого підключений вихід задатчика 4 властивості поверхні, що очищується, а до третього входу підключений вихід вимірювача 6 товщини заготовки, що обробляється. Пристрій має також датчики 5 і 10 наявності заготовки на вході та на ви ході. Виходи ци х да тчиків з'єднані з другим 6 та п'ятим входами пристрою керування 9 відповідно, а другий вихід останнього з'єднаний із входом блоку 14 керування швидкістю транспортера вихід якого підключений до входу приводу 15 транспортера. Третій вихід пристрою керування 9 підключений до блоку 11 формування тиску ви хід якого з'єднаний із входами регуляторів тиску 13 до других входів яких підключені виходи насосів 12. На два останні входи пристрою керування 9 підключені виходи системи інформаційного супроводу металу та системи керування методичними печами, якщо такі діють на вибраному об'єкті. Задатчик властивості поверхні, що очищується, може бути виконаний у вигляді перемикача на декілька положень, кожне з яких відповідає групі марок сталей з однаковим утворенням окалини. Вихідним сигналом задатчика може бути або струм, або напруга, або код. Вимірювач товщини заготовки може бути виконаний у вигляді ряду світлочутливи х елементів з дуже вузьким кутом зору, встановлених один над одним на мінімально можливій відстані. Відстань між двома сусідніми елементами визначає похибку установлення колектору з соплами на оптимальну відстань від поверхні заготовки. Максимум чутливості світлочутливих елементів може знаходитись у інфрачервоній ділянці світлового діапазону, тобто вони будуть працювати від випромінення гарячої заготовки, але в цьому випадку на роботу вимірювача товщини будуть впливати перешкоди від інших гарячих об'єктів, яких багато у прокатних цеха х. Найкраще на протилежній стороні рольганга встановити освітлювачі з модульованим світлом по одному на кожний світлочутли вий елемент. Датчики наявності металу - звичайні фотореле, що реагують на інфрачервоне випромінення заготовки. Слідкуючий привод колектора може бути електромеханічним, електрогідравлічним, або навіть електропневматичним, оскільки швидкість переміщення колектора незначна. Датчик зворотного зв'язку може бути виконаний у вигляді перетворювача кут повороту валу - код, або, що краще, лінійне переміщення - код. На діючих прокатних станах ролики рольгангів приводяться у рух електродвигунами постійного або змінного струму. У першому випадку для керування швидкістю використовуються тиристорні перетворювачі, а у другому - перетворювачі частоти відповідної потужності. В обох випадках пристрій керування формує на своєму ви ході аналоговий сигнал пропорційний швидкості, яку треба встановити. Для перетворювача частоти вхідним сигналом може бути також код пропорційний швидкості. Пристрій керування найкраще виконати на промисловому контролері. Він має бути оснащений модулями вводу та виводу дискретних та аналогових сигналів. Модулі вводу дискретних сигналів використовуються для вводу сигналів від задатчика властивості поверхні, що очищується, вимірювача товщини заготовки, датчиків наявності заготовки та датчика зворотного зв'язку слідкуючого приводу. Вихідні аналогові сигнали ідуть на слідкуючий привод, блок керування швидкістю 7 83064 транспортера та блок формування тиску. Логіка керування слідкуючим приводом та транспортером достатньо проста і викладена нижче. Задача формування тиску для кожної групи марок сталі значно складніша і вирішується наступним чином. Для кожної групи марок сталі, що мають однакове утворення окалини, проводять дослідне очищення при різних рівнях робочого тиску та швидкості транспортування заготовки під гідрозбивом. Всі отримані дані аналізуються і для кожної групи вибирається мінімальний тиск та максимальна швидкість транспортування при яких видалення окалини найкраще. Далі розробляється таблиця відповідності у координатах: група марок сталі тиск гідрозбиву - швидкість транспортування. Ця таблиця заноситься у пам'ять контролера. Тепер у автоматичному режимі роботи для кожної групи марок сталі останній вибирає відповідні тиск і швидкість транспортування та формує на своїх виходах сигнали пропорційні їх величинам. Пристрій працює наступним чином. У похідному стані колектор 2 знаходиться у верхньому положенні, з виходу блоку 11 на всі регулятори тиску 13 надходять рівні сигнали, що відповідають мінімальному тиску і всі насоси 12 працюють на холостому ході, а транспортер заготовок зупинений. Ручний задатчик 4 властивості поверхні, що очищується, встановлений у відповідне положення. Ці положення задатчика 4 відповідають, наприклад, групам марок сталей з однаковим типом окалини, що з'являється під час нагрівання. Задатчик 4 може не використовуватись, якщо методичні печі обладнані системою керування нагріванням. Як тільки заготовка з'явиться у полі зору датчика 5, який встановлений на початку дільниці гідрозбиву, на ви ході останнього виникає сигнал і пристрій керування 9 переводить усю схему у робочий стан та видає у блок 14 команду на включення транспортера на максимальну швидкість. Заготовка рухається в напрямку сопел і, як тільки попадає в поле зору вимірювача товщини 6 останній формує сигнал, пропорційний товщині заготовки та передає його на відповідний вхід пристрою керування 9, який на своєму першому ви ході формує сигнал, пропорційний потрібному для даної заготовки переміщенню колектора з соплами. Слідкуючий привод 7 включається, починаючі рухати колектор. Одночасно на виході датчика зворотного зв’язку 8 з'являється сигнал, пропорційний шляху, що проходить колектор. Як тільки сигнали з виходу датчика зворотного зв’язку 8 та першого 8 виходу пристрою керування 9 зрівняються, останній вимикає слідкуючий привод і той зупиняється, встановивши колектор у задане положення. У цей же час заготовка продовжує рухатись по транспортеру і, нарешті, виходить з поля зору вимірювача товщини 6. Сигнал на виході останнього зникає і пристрій керування 9 зменшує свій сигнал на другому виході даючи блоку 14 команду на зменшення швидкості привода транспортера 15 до швидкості гідрозбиву. Одночасно зі свого третього виходу пристрій керування 9 видає у блок 11 формування тиску команду на включення робочого, встановленого для даної заготовки, тиску регуляторам тиску 13. Насоси 12 виходять на робочий тиск, заготовка в'їжджає в зону дії сопел, встановлених на колекторах 2 та 3, і починається процес очистки. Через деякий час передній кінець заготовки з'я вляється з камери гідрозбиву і це фіксує датчик 10, подаючи на вхід пристрою керування 9 відповідний сигнал, але останній на це не реагує. Лише коли задній кінець очищеної заготовки виходить з поля зору датчика 10 і сигнал на його виході зникає пристрій керування 9 починає переводити всю схему в похідний стан. Зникає сигнал на третьому виході пристрою керування 9, блок 11 формування тиску видає на всі регулятори тиску 13 рівні сигнали, що відповідають мінімальному тиску і насоси 12 переключаються на холостий хід. Одночасно на першому виході пристрою керування 9 з'являється сигнал по якому слідкуючий привод 4 встановлює колектор 2 з соплами у верхнє (по хідне) положення. Коли заготовка виходить з поля зору датчика 10 зникає сигнал на другому ви ході пристрою керування 9 і привод транспортеру зупиняється. Пристрій готовий до прийому наступної заготовки. Запропонований пристрій забезпечує мінімально можливе споживання електроенергії при гідроструминній очистці заготовок від окалини на станах гарячої прокатки за рахунок того, що час роботи насосів при високому тиску, коли споживання електроенергії максимальне, не перевищує 20% від загального часу роботи, а насоси, що працюють на холостому ходу, споживають лише 7% встановленої потужності. За рахунок такого режиму роботи пристрою забезпечується і значна економія води, оскільки максимальна її кількість споживається лише при максимальному тиску. Крім того, надлишок води, за рахунок керування тиском, завжди повертається у вхідн у магістраль і використовується повторно. 9 Комп’ютерна в ерстка В. Клюкін 83064 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for hydro-jet treatment of surfaces of materials
Автори англійськоюHrabovskyi Heorhii Hennadiiovych, Iievliev Mykola Heorhiievych, Korbut Viktor Borysovych
Назва патенту російськоюУстройство для гидроструйной обработки поверхностей материалов
Автори російськоюГрабовский Георгий Геннадьевич, Иевлев Николай Георгиевич, Корбут Виктор Борисович
МПК / Мітки
МПК: B21B 45/04
Мітки: матеріалів, водоструминної, поверхонь, обробки, пристрій
Код посилання
<a href="https://ua.patents.su/5-83064-pristrijj-dlya-vodostruminno-obrobki-poverkhon-materialiv.html" target="_blank" rel="follow" title="База патентів України">Пристрій для водоструминної обробки поверхонь матеріалів</a>
Пристрій для водоструминної обробки матеріалів

Номер патенту: 3416
Опубліковано: 27.12.1994
Автор: Байкалов Володимир Анатолійович
Мітки: матеріалів, обробки, пристрій, водоструминної
Формула / Реферат:
1. Устройство для водоструйной обработки материалов, содержащее водоструйный инструмент, связанный с выходом регулятора давления, подключенным входом к источнику давления воды, а вторым выходом - к сливной магистрали, а также спусковой механизм со спусковым элементом, отличающееся тем, что оно снабжено связанным со спусковым элементом управляющим пневмо (гидро) распределителем, подкл вдченным входом к введенному в устройство источнику...
Пристрій для плазмово-детонаційної обробки поверхонь матеріалів
Номер патенту: 33258
Опубліковано: 15.02.2001
Автори: Харламов Юрій Олександрович, Холод Костянтин Іванович, Папетов Евгеній Генад'євич
МПК: H05H 1/00
Мітки: обробки, поверхонь, матеріалів, плазмово-детонаційної, пристрій
Текст:
...цих поверхонь, або тільки на частці у вигляді кільцевих ділянок, що прилягають до виходу із детонаційної камери горіння в реакційну камеру на довжині, не меньш ніж розмір радіального зазору між стінками напівзамкненої порожнини. Наявність електроізоляційних покриттів сприяє зростанню пробивної напруги, чим підвищує технологічну надійність роботи пристрою. Вибір довжини кільцевих ділянок з електроізоляційним покриттям не меньш і ніж...
Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру
Номер патенту: 874
Опубліковано: 16.07.2001
Автори: Рябець Микола Пантелеймонович, Распутько Олексій Степанович, Галенко Василь Петрович, Пирогов Олександр Дмитрович, Шевченко Микола Григорович
МПК: B23B 5/00
Мітки: сферичних, великого, зовнішніх, діаметру, пристрій, поверхонь, обробки
Формула / Реферат:
1. Пристрій для обробки зовнішніх сферичних поверхонь великого діаметру, що має станину з горизонтально розташованим столом, тримач різального інструменту з можливістю обертання, встановлений на стійці і механізм фіксації заготовки, який відрізняється тим, що механізм має самостійний привід і його встановлено на столі, а вісь обертання різального інструменту перпендикулярна осі обертання заготовки і вони розташовані в одній площині.2....
Пристрій для комбінованої обробки плоских поверхонь деталей
Номер патенту: 18495
Опубліковано: 15.11.2006
Автори: Хмілярчук Ольга Іларіонівна, Олійник Володимир Григорович, Киричок Петро Олексійович
МПК: B24B 39/00
Мітки: плоских, деталей, комбінованої, пристрій, поверхонь, обробки
Формула / Реферат:
Пристрій для виконання комбінованої обробки плоских поверхонь деталей, що має деформуючі і різальні інструменти, закріплені в циліндричному корпусі, який відрізняється тим, що алмазний деформуючий елемент і чашковий алмазно-абразивний інструмент закріплені у відповідних державках, встановлених в двох шпиндельних вузлах, розташованих паралельно один одному і кінематично зв'язаних між собою з можливістю регулювання їх швидкостей обертання в...
Спосіб обробки зовнішніх полігональних поверхонь та пристрій для його реалізації
Номер патенту: 40164
Опубліковано: 16.07.2001
Автори: Самойленко Олексій Васильович, Вачев Ангел Атанасов, Кузнєцов Юрій Миколайович
МПК: B23B 41/00
Мітки: зовнішніх, реалізації, поверхонь, обробки, пристрій, спосіб, полігональних
Формула / Реферат:
1. Спосіб обробки зовнішніх полігональних поверхонь, що полягає в поєднанні узгоджених обертальних рухів заготовки навколо осі оброблюваної полігональної поверхні та різцевої головки навколо своєї осі, а також руху подачі, причому осі різцевої головки і оброблюваної полігональної поверхні паралельні між собою, а також руху подачі, який відрізняється тим, що різцева головка здійснює додатковий обертальний рух навколо осі оброблюваної...
Попередній патент: Сироп для дітей або підлітків, який містить полівітаміни
Наступний патент: Спосіб лікування мезотеліоми з використанням інгібітора hdac – субероїланілідгідроксамінової кислоти (saha)
Випадковий патент: Кероване джерело струму для заземленого навантаження