Спосіб відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів
Номер патенту: 83221
Опубліковано: 27.08.2013
Автори: Мажейка Олександр Йосипович, Маркович Сергій Іванович, Черновол Михайло Іванович

Формула / Реферат
Спосіб відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів, який полягає в тому, що на внутрішню поверхню корпусу наноситься шар покриття шляхом поступального руху електродугового розпилювача, який відрізняється тим, що корпусу додатково надається обертальний рух і покриття формується шляхом часткового перекриття спіральних смуг напилення з порошкових дротів наступного хімічного складу: Сr - 4,2; С - 0,48; Аl - 2; Mo - 1; Si - 2; Mn - 1,5; інше - F, після чого проводиться лезова обробка покриття з подальшим хонінгуванням абразивними брусками та латунюванням в середовищі технологічної рідини на основі гліцерину.
Текст
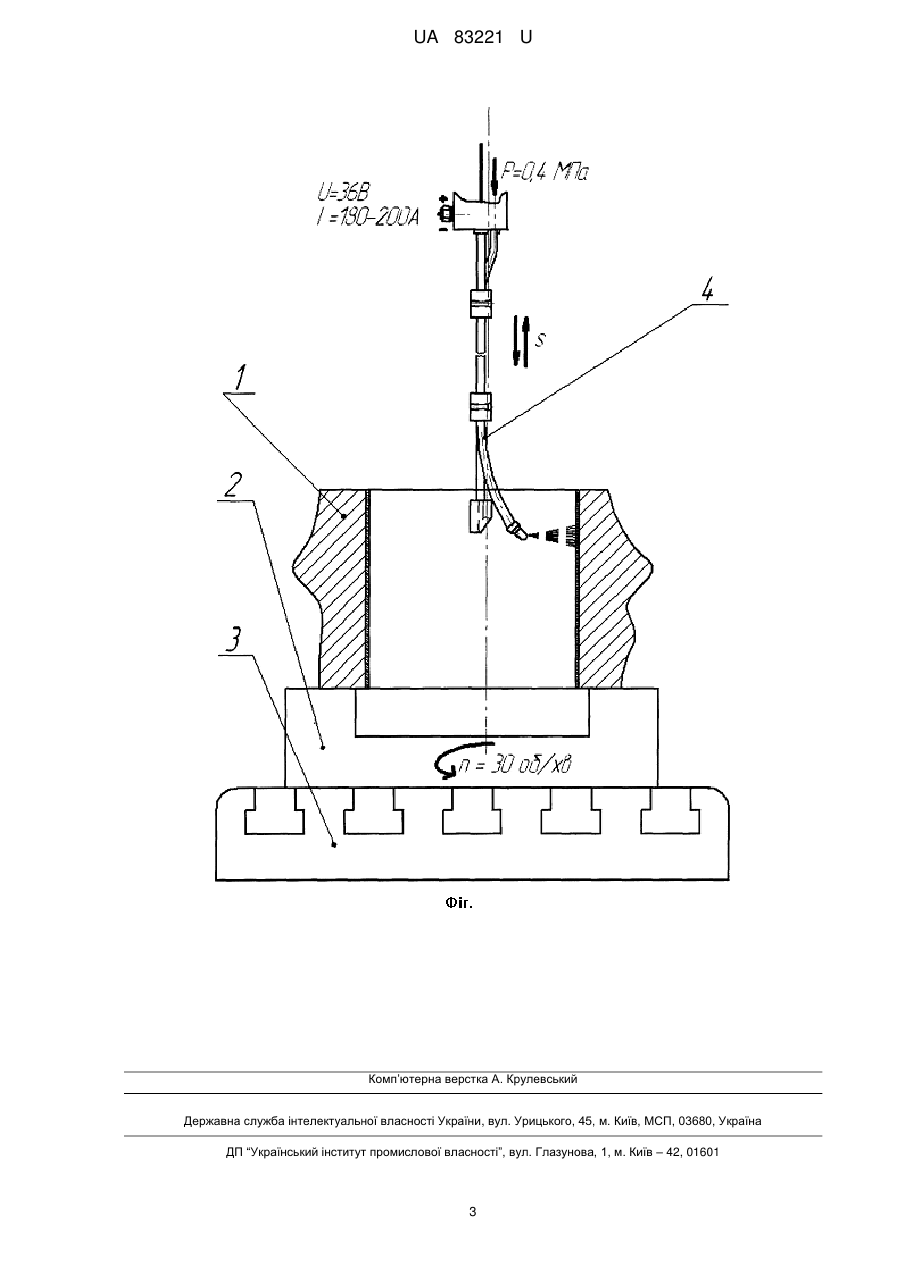
Реферат: Спосіб відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів включає нанесення на внутрішню поверхню корпусу шару покриття шляхом поступального руху електродугового розпилювача. Корпусу додатково надається обертальний рух. Покриття формується шляхом часткового перекриття спіральних смуг напилення з порошкових дротів. Після цього проводиться лезова обробка покриття з подальшим хонінгуванням абразивними брусками та латунюванням в середовищі технологічної рідини на основі гліцерину. UA 83221 U (54) СПОСІБ ВІДНОВЛЕННЯ ВНУТРІШНЬОЇ ПОВЕРХНІ КОРПУСІВ ПЛАСТИНЧАСТО-РОТОРНИХ НАСОСІВ UA 83221 U UA 83221 U 5 10 15 20 25 30 35 40 45 Корисна модель належить до галузі нанесення захисних та зносостійких покриттів способом електродугового напилення і може бути використана для зміцнення та відновлення внутрішніх поверхонь корпусів пластинчасто-роторних насосів. Уже відомий спосіб нанесення внутрішнього покриття в трубах і ємностях малого діаметра [1]. При застосуванні цього способу в трубу вводиться плазмотрон і після його включення обертають трубу з одночасним аксіальним переміщенням. Однак при застосуванні цього способу має місце значний термічний вплив на деталь, що зменшує адгезію покриття, ускладнюється конструкція механізму подачі та обертання деталі, матеріал покриття погано піддається обробці різанням. Найбільш близьким по технічній суті до способу, що заявляється, є спосіб нанесення алюмінієвого газотермічного покриття [2]. Відповідно до цього способу, на внутрішню поверхню труби наносять алюмінієве покриття електродуговим розпилювачем, що рухається вздовж труби, зафіксованої від обертання, наносячи поздовжні смуги покриття. Після закінчення напилення першої смуги електродуговий розпилювач зміщують в перпендикулярному напрямку на певну величину і повторним переміщенням вздовж труби наносять наступну смугу, частково перекриваючи попередню. Таким чином процес продовжується до отримання суцільного покриття потрібної товщини. Відомий спосіб нанесення покриття з алюмінієвих дротів не забезпечує належну зносостійкість чавунних корпусів пластинчасто-роторних насосів. Крім цього значна пористість газотермічних покриттів сприяє спрацюванню текстолітових (ПТ-7) і азботекстолітових пластин (марки А). Застосування багаторазового руху розпилювача вздовж осі деталі значно збільшує тривалість процесу нанесення покриття значної товщини. Технічною задачею при створенні корисної моделі є розробка способу відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів шляхом нанесення електродугового покриття, яке має високу зносостійкість, добре обробляється лезовим інструментом та забезпечує належні трибологічні характеристики при контакті з пластинами. Поставлена задача вирішується тим, що корпусу пластинчасто-роторного насоса додатково надається обертальний рух і покриття формується шляхом часткового перекриття спіральних смуг напилення з порошкових дротів наступного хімічного складу: Сr - 4,2; С - 0,48; Аl - 2; Mo - 1; Si - 2; Mn - 1,5; інше - F, після чого проводиться лезова обробка покриття з подальшим хонінгуванням абразивними брусками та латунюванням в середовищі технологічної рідини на основі гліцерину. На схемі зображено пристрій для здійснення способу, що заявляється. Пристрій для здійснення способу, що заявляється, складається з корпусу 1, що піддається відновленню, обертального пристрою 2, розташованого на столі 3 та головки електродугового розпилювача 4. Спосіб, що заявляється, здійснюється наступним чином. На внутрішню поверхню корпусу 1 наноситься шар покриття шляхом поступального руху головки електродугового розпилювача 4, при цьому корпусу додатково надається обертальний рух і покриття формується шляхом часткового перекриття спіральних смуг напилення з порошкових дротів слідуючого хімічного складу: Сr - 4,2; С - 0,48; Аl - 2; Mo - 1; Si - 2; Mn - 1,5; інше - F, після чого проводиться лезова обробка покриття з подальшим хонінгуванням абразивними брусками та латунюванням в середовищі технологічної рідини на основі гліцерину. Приклад здійснення способу: 1. Проводять нарізання різьби трикутного профілю висотою 0,3-0,4 мм кроком 1 мм. 2. Для електродугового напилення застосовують порошкові дроти, склад яких відображено в таблиці. Таблиця Хімічний склад порошкового дроту та механічні характеристики покриття Сr 4,2 50 Розрахунковий склад ПД, % мас. С Аl Mo Si 0,48 2 1 2 Mn 1,5 окр.мах, МПа 10 HV300 зч. МПа 360 40 3. Покриття наносять на наступних режимах: тиск транспортуючого газу - 0,4 МПа, частота -1 обертання корпусу - 30 с , напруга - 36 В, сила струму - 180-200 А, дистанція напилення - 60 мм. 4. Механічна обробка проводиться різцем з твердосплавною пластиною Т15К6. 1 UA 83221 U 5 10 15 5. Фрикційне латунювання проводиться з зусиллям притискання інструмента до оброблюваної поверхні 1,1 кН (5,67 МПа) та швидкістю обробки 1,1 м/с в середовищі технологічної рідини на основі гліцерину. Технічним результатом при застосуванні корисної моделі є можливість відновлення та зміцнення корпусів пластинчасто-роторних насосів. Інші переваги пропонованого пристрою в порівнянні з найближчим аналогом: 1. Покриття має низький рівень залишкових напружень, високу адгезію із чавунною основою та достатню мікротвердість; 2. Інтенсивність спрацювання внутрішніх поверхонь корпусів пластинчасто-роторних насосів зменшується на 37 %. 3. Параметр шорсткості зменшується на 40-45 %. 4. Спрацювання текстолітових (ПТ-7) і азботекстолітових пластин (марки А) зменшується на 25 %. Джерела інформації: 4 1. Патент ФРН № 3642375, МКИ Н05Н 1/42, Н05Н 1/28, 23.06.88. 2. Авторське свідоцтво СРСР № 1791464, МПК С23С 4/18, 1990. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 20 25 Спосіб відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів, який полягає в тому, що на внутрішню поверхню корпусу наноситься шар покриття шляхом поступального руху електродугового розпилювача, який відрізняється тим, що корпусу додатково надається обертальний рух і покриття формується шляхом часткового перекриття спіральних смуг напилення з порошкових дротів наступного хімічного складу: Сr - 4,2; С - 0,48; Аl - 2; Mo - 1; Si 2; Mn - 1,5; інше - F, після чого проводиться лезова обробка покриття з подальшим хонінгуванням абразивними брусками та латунюванням в середовищі технологічної рідини на основі гліцерину. 2 UA 83221 U Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for the recovery of internal surfaces of the bodies of sliding vane rotary pumps
Автори англійськоюChernovol Mykhailo Ivanovych, Mazheika Oleksandr Yosypovych, Markovych Serhii Ivanovych
Назва патенту російськоюСпособ восстановления внутренней поверхности корпусов пластинчато-роторных насосов
Автори російськоюЧерновол Михаил Иванович, Мажейка Александр Иосипович, Маркович Сергей Иванович
МПК / Мітки
МПК: C23C 4/18
Мітки: внутрішньої, насосів, пластинчасто-роторних, корпусів, спосіб, поверхні, відновлення
Код посилання
<a href="https://ua.patents.su/5-83221-sposib-vidnovlennya-vnutrishno-poverkhni-korpusiv-plastinchasto-rotornikh-nasosiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб відновлення внутрішньої поверхні корпусів пластинчасто-роторних насосів</a>
Спосіб відновлення плунжерних пар паливних насосів високого тиску дизелів
Номер патенту: 31868
Опубліковано: 15.12.2000
Автори: Гунько Дмитро Володимирович, Любушкін Валерій Іванович, Загородній Олексій Борисович, Журавель Володимир Іванович, Большаков Володимир Іванович
МПК: C23C 14/00, B23P 6/00
Мітки: паливних, дизелів, пар, насосів, тиску, спосіб, плунжерних, відновлення, високого
Текст:
...параметрів поверхонь плунжерів досягається шляхом регулювання товщини напилюваного шару, а слідом кінцевою обробкою абразивно-доводочними пастами. Як приклад, приведемо спосіб відновлення плунжерних пар паливного насосу дизеля трактора ПМЗ. Плунжерна пара тракторного дизеля ПМЗ для усунення еліпсності, овальності та нерівномірності зносу оброблюється на круглошліфувальному верстаті. В залежності від зносу, плунжер зшліфовують до...
Спосіб відновлення втулок бурильних насосів

Номер патенту: 52188
Опубліковано: 16.12.2002
Автори: Чмихов Анатолій Вікторович, Андрухів Ярослав Йосипович
МПК: B23P 6/00
Мітки: насосів, бурильних, спосіб, відновлення, втулок
Формула / Реферат:
Спосіб відновлення втулок бурильних насосів, що передбачає наплавлення на поверхню виробу матеріалу у вигляді суцільного кільцевого шва, який компенсує зменшення розмірів виробу, з наступною обробкою відновленої поверхні, який відрізняється тим, що перед наплавленням матеріалу проводять виправлення виробу шляхом нагрівання та розточки виробу по внутрішньому і зовнішньому діаметрах, а потім відновлювання при температурі 600-700°С, при цьому...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей
Номер патенту: 16058
Опубліковано: 17.07.2006
Автори: Калита Микола Миколайович, Капелюшний Федір Михайлович, Аулін Віктор Васильєвич
МПК: B23P 6/02
Мітки: поверхні, спрацьованої, циліндричної, сталевих, відновлення, деталей, внутрішньої, чавунних, спосіб, переважно
Формула / Реферат:
1. Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні, переважно чавунних та сталевих деталей, типу гільз циліндрів двигунів внутрішнього згоряння, що включає створення градієнта температур в стінці деталі за рахунок впливу на деталь джерел нагрівання і охолодження, який відрізняється тим, що градієнт температур створюють у стінці деталі рівномірно та в один момент часу за допомогою, наприклад, електроконтактного нагрівання з...
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей
Номер патенту: 24912
Опубліковано: 25.07.2007
Автори: Капелюшний Федір Михайлович, Калита Микола Миколайович, Аулін Віктор Васильович, Жулай Олександр Юрійович
МПК: B23P 6/02
Мітки: чавунних, зносом, спрацьованої, циліндричної, висоті, відновлення, деталей, спосіб, поверхні, переважно, сталевих, внутрішньої, нерівномірним
Формула / Реферат:
Спосіб відновлення спрацьованої внутрішньої циліндричної поверхні з нерівномірним зносом по висоті, переважно чавунних та сталевих деталей типу гільз циліндрів двигунів внутрішнього згоряння, шляхом створення різного по величині градієнта температур у відповідності з величиною зносу в даному перерізі деталі під впливом джерела нагрівання та охолодження, який відрізняється тим, що різний по величині градієнт температур по твірній внутрішньої...
Пристрій для відновлення внутрішньої поверхні напірних і безнапірних трубопроводів
Номер патенту: 55039
Опубліковано: 10.12.2010
Автор: Сльоз Леонід Гідалійович
МПК: B08B 9/04
Мітки: трубопроводів, напірних, відновлення, внутрішньої, безнапірних, поверхні, пристрій
Формула / Реферат:
Пристрій для відновлення внутрішньої поверхні напірних і безнапірних трубопроводів, який має корпус з випускними отворами, підпружинений золотник і повітропровід, які утворюють робочу і зарядну камери, який відрізняється тим, що корпус з боку зарядної камери виконаний з кільцевою проточкою і каналами зі зворотними клапанами, які з'єднують зарядну камеру з навколишнім середовищем, повітропровід виконаний з уширенням на розташованому у...
Попередній патент: Пристрій для нанесення електродугових покриттів на внутрішні поверхні корпусних деталей
Наступний патент: Сушильна камера барабанного типу з нагрівними інфрачервоними елементами “індіго”
Випадковий патент: Родентицидний засіб