Панель для виробництва плавального басейну
Номер патенту: 83494
Опубліковано: 25.07.2008
Автори: Десжуайо П'єр-Луї, Жандро Катрін, Десжуайо Жан-Луї
Формула / Реферат
1. Панель для виробництва плавального басейну, яка має збірну конструкцію, що має чотирикутну загальну форму з периферійним розбитим на квадрати каркасом, що розмежовує вертикальні складальні фланці (1b) і (1с) і верхній (1d) і нижній (1е) горизонтальні фланці, яка відрізняється тим, що:
- вказана панель виготовлена способом інжекційного пресування повторно використовуваної пластмаси для досягнення довжини приблизно від 1000 до 2000 мм, товщини приблизно від 7 до 8 мм з множиною ребер (1а) жорсткості, виступаючих над зовнішньою поверхнею панелі, причому основа ребер складає приблизно від 6 до 7 мм, а
- верхній горизонтальний фланець (1d) має в своїй товщині профільовану канавку (1d1) для зачеплення і затискання захисного листа (2), який покриває внутрішню поверхню панелі, відомого як облицювання.
2. Панель за п. 1, яка відрізняється тим, що на стороні з ребристою поверхнею вона має периферійний розбитий на квадрати каркас, вертикальні фланці (1b) і (1с) якого мають сполучні пристосування для зчеплення з прилеглими панелями і створення замкненої конструкції басейну.
3. Панель за п. 1, яка відрізняється тим, що нижній горизонтальний фланець (1е) має пристосування для зачеплення з елементами для анкерування в землі.
4. Панель за п. 1, яка відрізняється тим, що ребра (1а) виконані вертикально і/або горизонтально на зовнішній поверхні панелі.
5. Панель за п. 1, яка відрізняється тим, що горизонтальна верхня кромка зовнішньої поверхні панелі обмежує смугу, утворену з множини ребер (1f), розташованих в шаховому порядку, зокрема в формі стільників.
6. Панель за п. 1, яка відрізняється тим, що вона має в своїй товщині розташовані з регулярними або нерегулярними інтервалами і паралельні її вертикальним кромкам зменшення товщини, які діють як шарніри для модифікування подовжнього профілю панелі.
7. Панель за п. 1, яка відрізняється тим, що її зовнішня поверхня має в своїй верхній частині пристосування (1g) для зачеплення і позиціонування, виконані з можливістю взаємодії з сполучними пристосуваннями (3а) приєднаних незалежних елементів (3), що модифікуються, які діють як жолоби для заливання бетону, для утворення після зчеплення різних панелей периферійної верхньої анкерної опори.
8. Панель за п. 1 або 7, яка відрізняється тим, що її зовнішня поверхня має, по всій своїй довжині або її частині, пристосування для зчеплення і позиціонування, виконані з можливістю взаємодії з сполучними пристосуваннями щонайменше одного приєднаного незалежного елемента (4), який діє як вертикальний стовп, у сполученні з анкерними елементами, для заливання бетону.
Текст
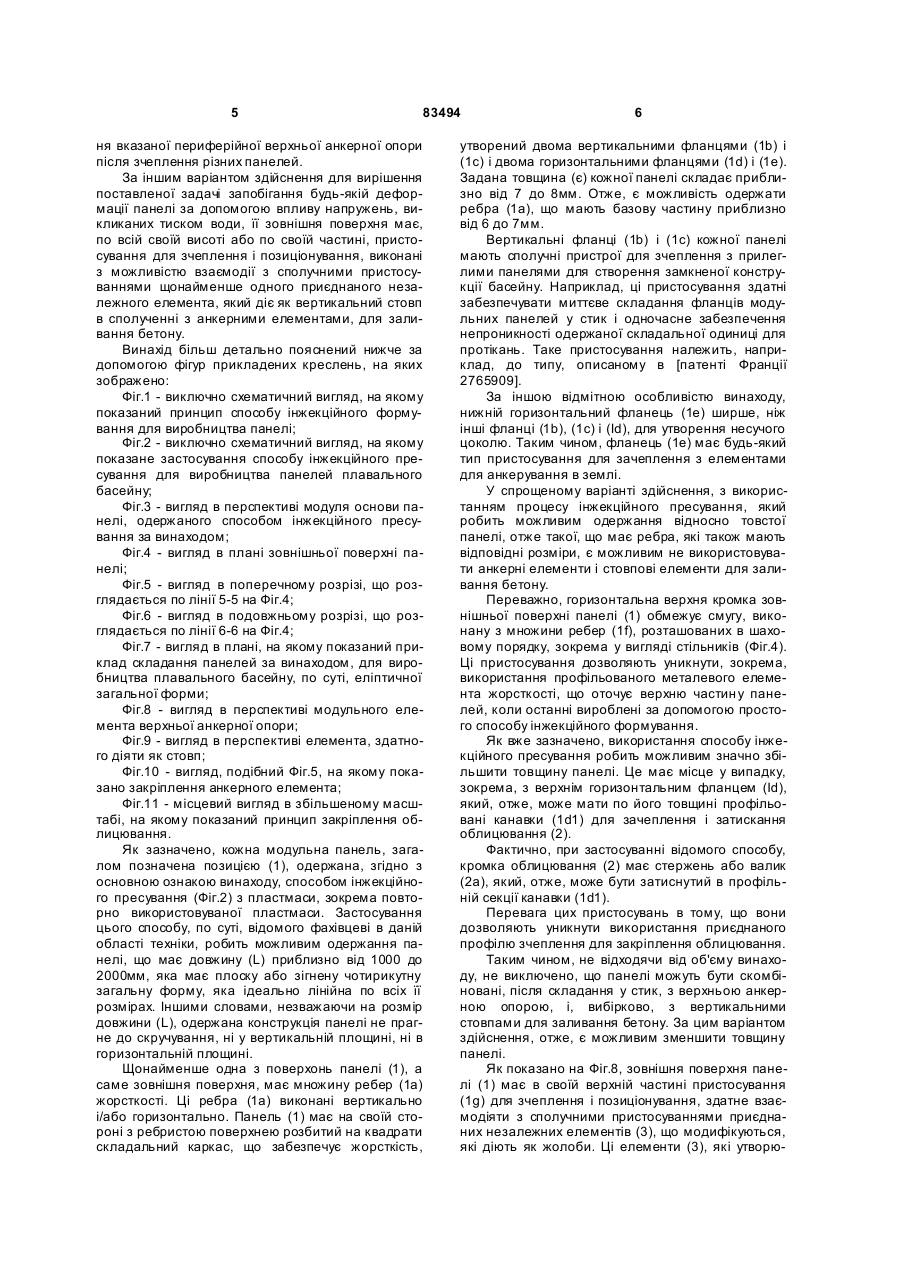
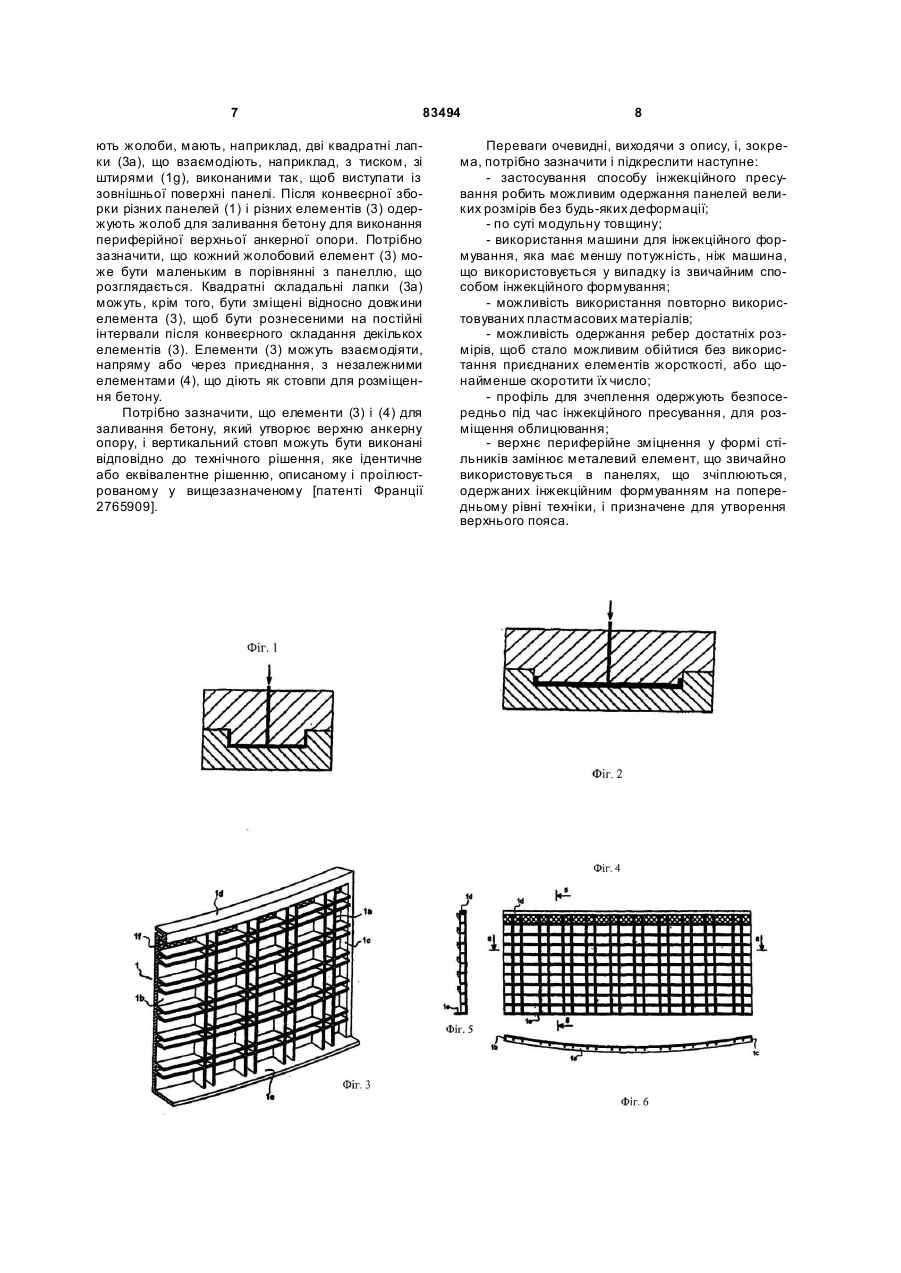
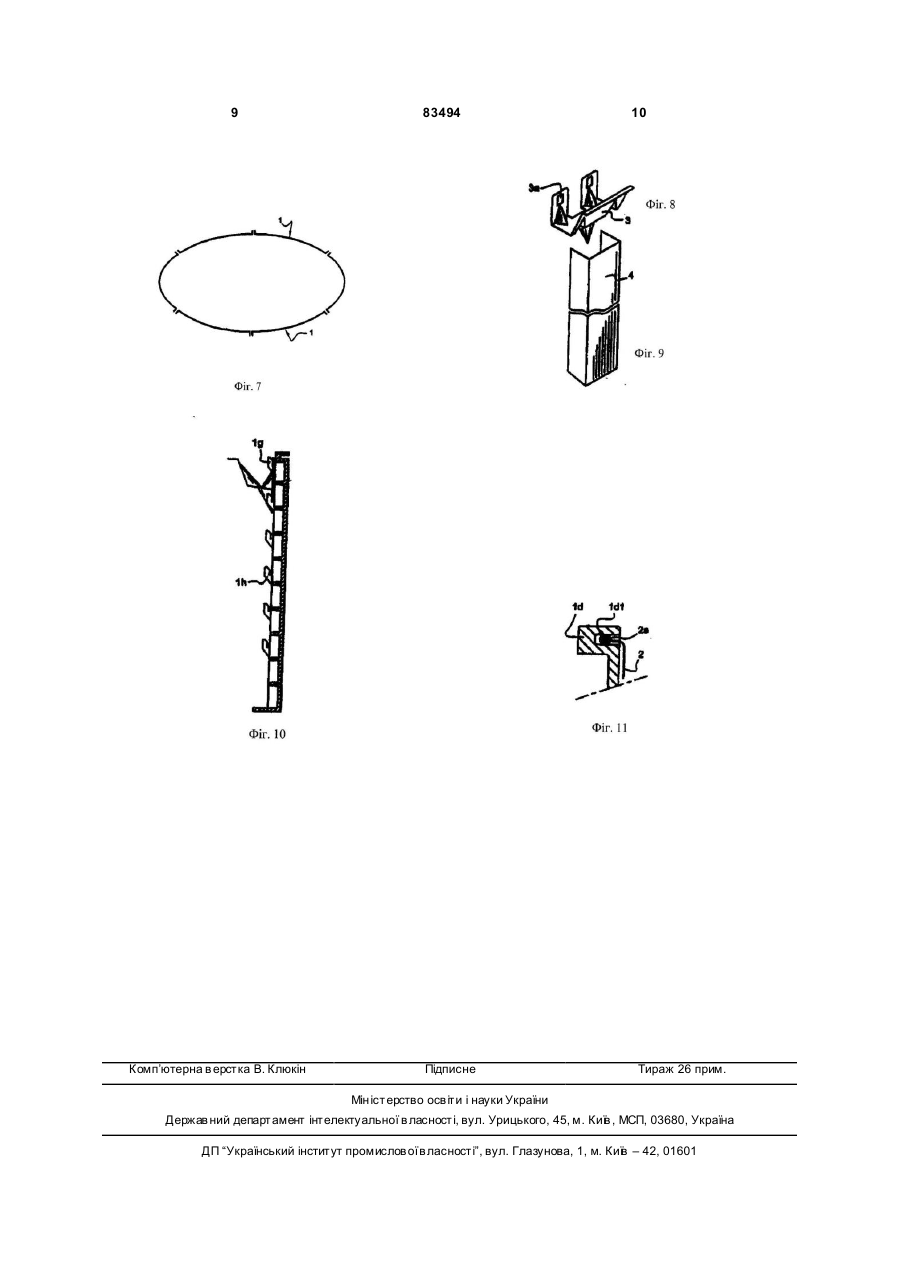
1. Панель для виробництва плавального басейну, яка має збірну конструкцію, що має чотирикутну загальну форму з периферійним розбитим на квадрати каркасом, що розмежовує вертикальні складальні фланці (1b) і (1с) і верхній (1d) і нижній (1е) горизонтальні фланці, яка відрізняється тим, що: - вказана панель виготовлена способом інжекційного пресування повторно використовуваної пластмаси для досягнення довжини приблизно від 1000 до 2000мм, товщини приблизно від 7 до 8мм з множиною ребер (1а) жорсткості, виступаючих над зовнішньою поверхнею панелі, причому основа ребер складає приблизно від 6 до 7мм, а - верхній горизонтальний фланець (1d) має в своїй товщині профільовану канавку (1d1) для зачеплення і затискання захисного листа (2), який покриває внутрішню поверхню панелі, відомого як облицювання. 2. Панель за п. 1, яка відрізняється тим, що на стороні з ребристою поверхнею вона має периферійний розбитий на квадрати каркас, вертикальні фланці (1b) і (1с) якого мають сполучні пристосу C2 2 UA 1 3 83494 кальні фланці для складання з прилеглими модульними панелями. Кожна панель має ширину, яка менше її висоти. Як приклад, висота панелей приблизно в чотири рази більше їх ширини. Наприклад, ця висота становить приблизно 1,20м, тоді як ширина становить приблизно 25см. Більш узагальнено, ці модульні панелі одержують за допомогою звичайного способу інжекційного формування пластмаси. Кожна панель може бути виконана за допомогою збірної конструкції, яка включає арматурний елемент, що має форму секції для розміщення по всій його висоті бетону, який знаходиться в сполученні з анкерною опорою. Це технічне рішення має багато переваг перед більш ранніми технологіями в даній області техніки. Крім того, виробництво панелей з використанням способу інжекційного формування пластмаси забезпечує особливо конкурентноздатну собівартість. Однак внаслідок свого принципу спосіб інжекційного формування обмежує розмірні характеристики панелей, а також вимагає використання дуже потужних машин для інжекційного формування. У зв'язку з цим необхідно обмежити ширину панелей для одержання прийнятного ступеня прямолінійності. У іншому випадку панелі будуть прагнути до скручування. Як зазначено раніше, ширина в 25см прийнятна в способі інжекційного формування. Однак використання модулів з 25сантиметровою основою вимагає численних стиків, які можуть погіршити естетику зовнішнього вигляду, вимагаючи непроникного для витоків складання між всіма модулями. Також очевидно, що звичайний спосіб інжекційного формування обмежує товщин у панелей і висоту будь-яких ребер жорсткості, які може мати одна з поверхонь цих панелей. Таким чином, ширина ребер жорсткості, що розглядається в їх основі, повинна бути рівна, по суті, не більш ніж одній третині товщини панелі, інакше будуть створені осілі області, пов'язані з усадкою матеріалу. На Фіг.1 дуже схематично представлений відомий принцип звичайного способу інжекційного формування пластмаси для одержання панелей. Приймаючи, що лінія розділення між пуансоном і матрицею знаходиться в горизонтальній площині, напруження дуже великі і важко регулювати товщину. Засновуючись на попередньому рівні техніки, проблема, яку запропоновано вирішити винаходом, полягає в одержанні модульних панелей набагато більших розмірів, порядку 1-2м або більше, в залежності від потужності машини для інжекційного формування, що робить можливим скоротити число стиків по відповідній довжині плавального басейну для виробництва панелей більшої товщини і, отже, з ребрами жорсткості, які також більше. Щоб вирішити поставлену проблему, а саме проблему збільшення розмірів модульної панелі, зокрема її ширини і її товщини, також необхідно вирішити проблему запобігання деформації її структури, іншими словами - запобігання скручуванню. Для розв'язання вищезгаданих проблем особливо підходить технічне рішення, що стосується 4 використання способу інжекційного пресування для виробництва панелей плавального басейну, виготовлених з пластмаси, зокрема з повторно використовуваної пластмаси. Для цього, згідно з основною ознакою винаходу, панель має збірну конструкцію, що має чотирикутну загальну форму з периферійним розбитим на квадрати каркасом, що розмежовує вертикальні складальні фланці і верхній і нижній горизонтальні фланці. Панель виробляють процесом інжекційного пресування повторно використовуваної пластмаси для досягнення довжини приблизно від 1000мм до 2000мм, товщини приблизно від 7 до 8мм з множиною ребер жорсткості, навислих над зовнішньою поверхнею вказаної панелі, причому основа вказаних ребер складає приблизно від 6 до 7мм. Верхній горизонтальний фланець має в своїй товщині профільовану канавку для зачеплення і затискання захисного листа, який закриває внутрішню поверхню вказаної панелі і відомий як облицювання. При застосуванні цього способу інжекційного пресування одержана панель має плоску або зігнену чотирикутну загальну форму, яка ідеально лінійна по всіх її розмірах. Щоб вирішити, зокрема, поставлену задачу складання панелей разом, кожна панель має на стороні з ребристою поверхнею периферійний розбитий на квадрати каркас, вертикальні фланці якого мають сполучні пристосування для зчеплення з прилеглими панелями для створення замкненої конструкції басейну. Для вирішення поставленої задачі утримування панелей у вертикальному положенні, нижній горизонтальний фланець має пристосування для зачеплення з елементами для анкерування в землі. Для вирішення поставленої задачі одержання достатньої жорсткості конструкції панелі, в той же час запобігаючи будь-якій можливій деформації, особливо через вплив прикладеного тиску води, ребра виконують вертикально і/або горизонтально на зовнішній поверхні вказаної панелі. За одним з варіантів здійснення, щоб уникнути, зокрема, використання верхнього металевого елемента жорсткості, горизонтальна верхня кромка зовнішньої поверхні панелі обмежує смугу, виконану з множини ребер, розташованих в ша ховому порядку, зокрема в формі стільників. Для вирішення поставленої задачі можливості адаптування профілю панелі, остання має в своїй товщині розташовані з регулярними або нерегулярними інтервалами і паралельні її вертикальним кромкам зменшення товщини, здатні працювати як шарніри, щоб модифікувати подовжній профіль вказаної панелі за бажанням. За одним з варіантів здійснення, і для здійснення можливості після складання панелей створення анкерної опори, її зовнішня поверхня має в своїй верхній частині пристосування для зчеплення і позиціонування, виконані з можливістю взаємодії з сполучними пристосуваннями приєднаних незалежних елементів, що модифікуються, які діють як жолоби для заливання бетону для утворен 5 83494 ня вказаної периферійної верхньої анкерної опори після зчеплення різних панелей. За іншим варіантом здійснення для вирішення поставленої задачі запобігання будь-якій деформації панелі за допомогою впливу напружень, викликаних тиском води, її зовнішня поверхня має, по всій своїй висоті або по своїй частині, пристосування для зчеплення і позиціонування, виконані з можливістю взаємодії з сполучними пристосуваннями щонайменше одного приєднаного незалежного елемента, який діє як вертикальний стовп в сполученні з анкерними елементами, для заливання бетону. Винахід більш детально пояснений нижче за допомогою фігур прикладених креслень, на яких зображено: Фіг.1 - виключно схематичний вигляд, на якому показаний принцип способу інжекційного формування для виробництва панелі; Фіг.2 - виключно схематичний вигляд, на якому показане застосування способу інжекційного пресування для виробництва панелей плавального басейну; Фіг.3 - вигляд в перспективі модуля основи панелі, одержаного способом інжекційного пресування за винаходом; Фіг.4 - вигляд в плані зовнішньої поверхні панелі; Фіг.5 - вигляд в поперечному розрізі, що розглядається по лінії 5-5 на Фіг.4; Фіг.6 - вигляд в подовжньому розрізі, що розглядається по лінії 6-6 на Фіг.4; Фіг.7 - вигляд в плані, на якому показаний приклад складання панелей за винаходом, для виробництва плавального басейну, по суті, еліптичної загальної форми; Фіг.8 - вигляд в перспективі модульного елемента верхньої анкерної опори; Фіг.9 - вигляд в перспективі елемента, здатного діяти як стовп; Фіг.10 - вигляд, подібний Фіг.5, на якому показано закріплення анкерного елемента; Фіг.11 - місцевий вигляд в збільшеному масштабі, на якому показаний принцип закріплення облицювання. Як зазначено, кожна модульна панель, загалом позначена позицією (1), одержана, згідно з основною ознакою винаходу, способом інжекційного пресування (Фіг.2) з пластмаси, зокрема повторно використовуваної пластмаси. Застосування цього способу, по суті, відомого фахівцеві в даній області техніки, робить можливим одержання панелі, що має довжину (L) приблизно від 1000 до 2000мм, яка має плоску або зігнену чотирикутну загальну форму, яка ідеально лінійна по всіх її розмірах. Іншими словами, незважаючи на розмір довжини (L), одержана конструкція панелі не прагне до скручування, ні у вертикальній площині, ні в горизонтальній площині. Щонайменше одна з поверхонь панелі (1), а саме зовнішня поверхня, має множину ребер (1а) жорсткості. Ці ребра (1а) виконані вертикально і/або горизонтально. Панель (1) має на своїй стороні з ребристою поверхнею розбитий на квадрати складальний каркас, що забезпечує жорсткість, 6 утворений двома вертикальними фланцями (1b) і (1с) і двома горизонтальними фланцями (1d) і (1е). Задана товщина (є) кожної панелі складає приблизно від 7 до 8мм. Отже, є можливість одержати ребра (1а), що мають базову частину приблизно від 6 до 7мм. Вертикальні фланці (1b) і (1с) кожної панелі мають сполучні пристрої для зчеплення з прилеглими панелями для створення замкненої конструкції басейну. Наприклад, ці пристосування здатні забезпечувати миттєве складання фланців модульних панелей у стик і одночасне забезпечення непроникності одержаної складальної одиниці для протікань. Таке пристосування належить, наприклад, до типу, описаному в [патенті Франції 2765909]. За іншою відмітною особливістю винаходу, нижній горизонтальний фланець (1е) ширше, ніж інші фланці (1b), (1с) і (Id), для утворення несучого цоколю. Таким чином, фланець (1е) має будь-який тип пристосування для зачеплення з елементами для анкерування в землі. У спрощеному варіанті здійснення, з використанням процесу інжекційного пресування, який робить можливим одержання відносно товстої панелі, отже такої, що має ребра, які також мають відповідні розміри, є можливим не використовувати анкерні елементи і стовпові елементи для заливання бетону. Переважно, горизонтальна верхня кромка зовнішньої поверхні панелі (1) обмежує смугу, виконану з множини ребер (1f), розташованих в шаховому порядку, зокрема у вигляді стільників (Фіг.4). Ці пристосування дозволяють уникнути, зокрема, використання профільованого металевого елемента жорсткості, що оточує верхню частин у панелей, коли останні вироблені за допомогою простого способу інжекційного формування. Як вже зазначено, використання способу інжекційного пресування робить можливим значно збільшити товщину панелі. Це має місце у випадку, зокрема, з верхнім горизонтальним фланцем (Id), який, отже, може мати по його товщині профільовані канавки (1d1) для зачеплення і затискання облицювання (2). Фактично, при застосуванні відомого способу, кромка облицювання (2) має стержень або валик (2а), який, отже, може бути затиснутий в профільній секції канавки (1d1). Перевага цих пристосувань в тому, що вони дозволяють уникнути використання приєднаного профілю зчеплення для закріплення облицювання. Таким чином, не відходячи від об'єму винаходу, не виключено, що панелі можуть бути скомбіновані, після складання у стик, з верхньою анкерною опорою, і, вибірково, з вертикальними стовпами для заливання бетону. За цим варіантом здійснення, отже, є можливим зменшити товщину панелі. Як показано на Фіг.8, зовнішня поверхня панелі (1) має в своїй верхній частині пристосування (1g) для зчеплення і позиціонування, здатне взаємодіяти з сполучними пристосуваннями приєднаних незалежних елементів (3), що модифікуються, які діють як жолоби. Ці елементи (3), які утворю 7 83494 ють жолоби, мають, наприклад, дві квадратні лапки (3а), що взаємодіють, наприклад, з тиском, зі штирями (1g), виконаними так, щоб виступати із зовнішньої поверхні панелі. Після конвеєрної зборки різних панелей (1) і різних елементів (3) одержують жолоб для заливання бетону для виконання периферійної верхньої анкерної опори. Потрібно зазначити, що кожний жолобовий елемент (3) може бути маленьким в порівнянні з панеллю, що розглядається. Квадратні складальні лапки (3а) можуть, крім того, бути зміщені відносно довжини елемента (3), щоб бути рознесеними на постійні інтервали після конвеєрного складання декількох елементів (3). Елементи (3) можуть взаємодіяти, напряму або через приєднання, з незалежними елементами (4), що діють як стовпи для розміщення бетону. Потрібно зазначити, що елементи (3) і (4) для заливання бетону, який утворює верхню анкерну опору, і вертикальний стовп можуть бути виконані відповідно до технічного рішення, яке ідентичне або еквівалентне рішенню, описаному і проілюстрованому у вищезазначеному [патенті Франції 2765909]. 8 Переваги очевидні, виходячи з опису, і, зокрема, потрібно зазначити і підкреслити наступне: - застосування способу інжекційного пресування робить можливим одержання панелей великих розмірів без будь-яких деформації; - по суті модульну товщину; - використання машини для інжекційного формування, яка має меншу потужність, ніж машина, що використовується у випадку із звичайним способом інжекційного формування; - можливість використання повторно використовуваних пластмасових матеріалів; - можливість одержання ребер достатніх розмірів, щоб стало можливим обійтися без використання приєднаних елементів жорсткості, або щонайменше скоротити їх число; - профіль для зчеплення одержують безпосередньо під час інжекційного пресування, для розміщення облицювання; - верхнє периферійне зміцнення у формі стільників замінює металевий елемент, що звичайно використовується в панелях, що зчіплюються, одержаних інжекційним формуванням на попередньому рівні техніки, і призначене для утворення верхнього пояса. 9 Комп’ютерна в ерстка В. Клюкін 83494 Підписне 10 Тираж 26 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюPanel for producing swimming pool
Автори англійськоюDesjoyaux Jean-Louis, Desjoyaux Pierre-Louis, ZHANDRO Kathryn
Назва патенту російськоюПанель для производства плавательного бассейна
Автори російськоюДесжуайо Жан-Луи, Десжуайо Пьер-Луи, ЖАНДРО Катрин
МПК / Мітки
МПК: B29C 45/56, E04H 4/00
Мітки: виробництва, панель, плавального, басейну
Код посилання
<a href="https://ua.patents.su/5-83494-panel-dlya-virobnictva-plavalnogo-basejjnu.html" target="_blank" rel="follow" title="База патентів України">Панель для виробництва плавального басейну</a>
Модульна панель для виготовлення плавального басейну
Номер патенту: 76502
Опубліковано: 15.08.2006
Автори: Жандро Катрін, Десжуайо П'єр-Луї, Десжуайо Жан-Луї
МПК: E04H 4/00
Мітки: плавального, панель, виготовлення, модульна, басейну
Формула / Реферат:
1. Панель для виготовлення плавального басейну, що має плоску конструкцію (1) заводського виготовлення загальної прямокутної форми, обмежену периферичною кромкою, утвореною з вертикальних фланців (1b) і (1с) і горизонтальних фланців (1d) і (1е), причому один з вертикальних фланців (1с) має розподілені відповідним чином по своїй висоті фіксуючі пристосування (1f), виконані з можливістю взаємодії з додатковими пристосуваннями (1g) на іншому...
Фільтруюча панель для плавального басейну
Номер патенту: 42794
Опубліковано: 15.11.2001
Автори: Жандро Катрін, Десжуайо П'єр Луі, ДЕСЖУАЙО Жан Луі
МПК: E04H 4/00, B01D 35/26
Мітки: басейну, панель, фільтруюча, плавального
Формула / Реферат:
Фильтрующая панель для плавательного бассейна, содержащая компактный блок, имеющий два внутренних изолированных отделения (1а)(1b), отличающаяся тем, что блок изготовлен посредством центробежного формирования, оба отделения выполнены с различной высотой и расположены друг за другом, отделение (1а) с большой высотой выполнено таким образом, чтобы оно могло быть заполнено водой, и имеет средства для фильтрации (4-5) воды, отделение (1а)...
Компактний блок для фільтрації води плавального басейну
Номер патенту: 79616
Опубліковано: 10.07.2007
Автори: Десжуайо Жан-Луї, Десжуайо П'єр-Луї, Жандро Катрін
МПК: E04H 4/00, B01D 35/027, B01D 29/13
Мітки: блок, фільтрації, басейну, компактний, води, плавального
Формула / Реферат:
1. Компактний блок для фільтрації води плавального басейну, який містить камеру (1) фільтрації, в яку входить щонайменше один елемент фільтрації (7), і насосну камеру (2), розташовану ззовні вказаного басейну, в яку входить щонайменше один насос (10), причому камера (1) занурена у воду і має впускний пристрій, відомий як скімер (5), причому вода всмоктується насосом (10) через елемент фільтрації, а відфільтрована вода повертається у...
Спосіб знезараження води плавального басейну наночастинками благородних металів
Номер патенту: 33790
Опубліковано: 10.07.2008
Автори: Каплуненко Володимир Георгійович, Косінов Микола Васильович
МПК: C02F 1/50, C02F 9/00, C02F 1/32
Мітки: металів, води, знезараження, благородних, наночастинками, басейну, плавального, спосіб
Формула / Реферат:
1. Спосіб знезараження води плавального басейну наночастинками благородних металів, що включає введення у воду частинок бактерицидних металів, вибраних з групи, що складається з платини, золота, срібла і міді, який відрізняється тим, що метали вводять у воду у вигляді наночастинок у складі водного колоїдного розчину, при цьому колоїдний розчин містить наночастинки однорідних металів і агломерати наночастинок різнорідних металів при відношенні...
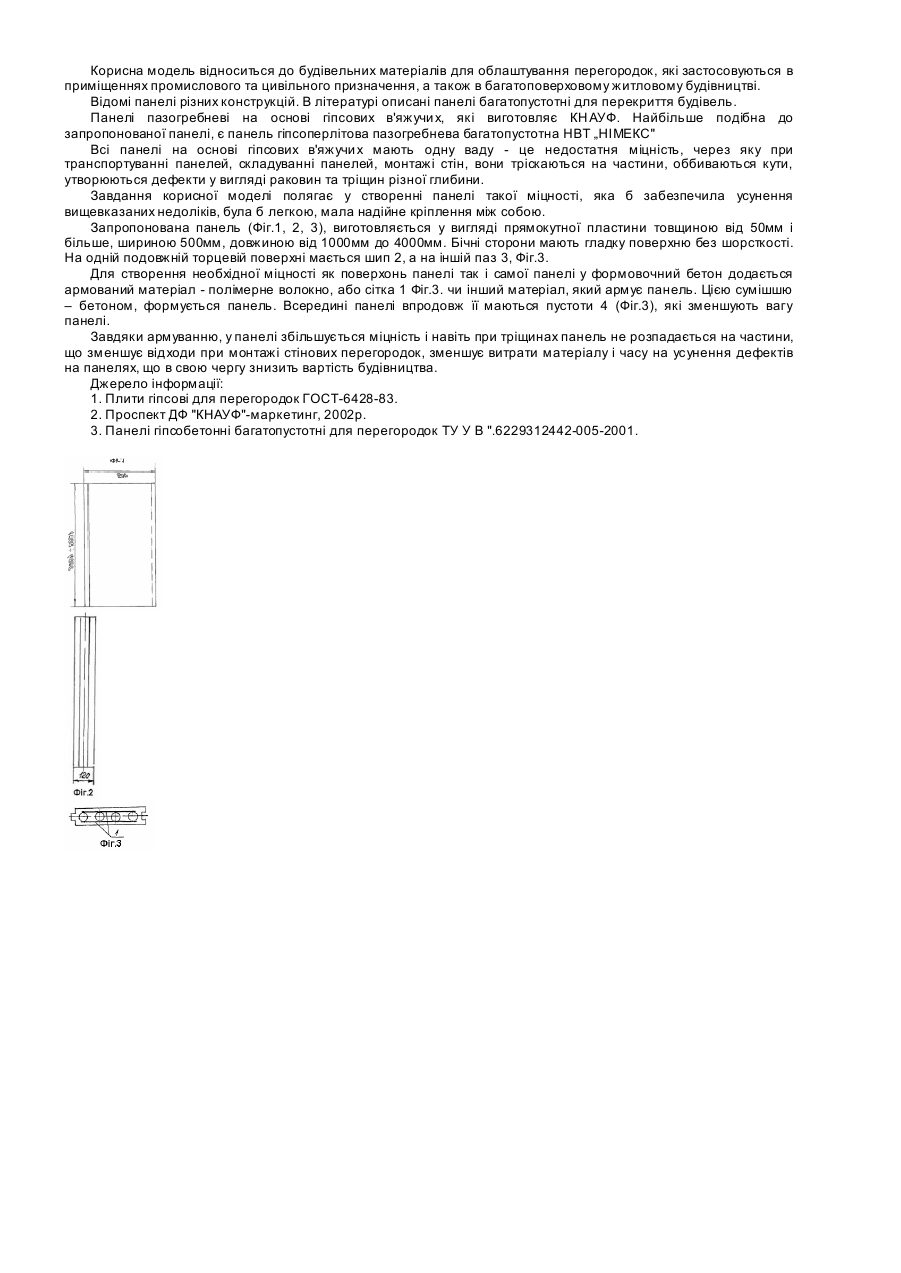
Панель армована пазогребенева для улаштування стінових перегородок
Номер патенту: 8672
Опубліковано: 15.08.2005
Автори: Бараненко Станіслав Григорович, Бараненко Михайло Станіславович
МПК: E04C 2/00
Мітки: стінових, перегородок, улаштування, пазогребенева, армована, панель
Формула / Реферат:
1. Панель армована пазогребенева для улаштування стінових перегородок в промислових цивільних та житлових приміщеннях, яка відрізняється тим, що панель містить армовані елементи у вигляді полімерного волокна, сітки або волокна з іншого матеріалу.2. Панель по п.1, яка відрізняється тим, що має наступні геометричні розміри: ширину 500 мм, товщину 120 мм із зменшеною вагою одного квадратного метра.
Попередній патент: Застосування ротиготину для лікування депресії
Наступний патент: Пристрій для розливання напоїв
Випадковий патент: Перетворювач іржі