Спосіб контролю технологічних процесів
Номер патенту: 83682
Опубліковано: 11.08.2008
Автори: Хаєцький Юрій Броніславович, Вечерік Роман Леонідович, Бантюков Євген Миколайович, Коток Валерій Борисович, Колодяжний Валерій Васильович, Волчков Іван Іванович, Виноградець Сергій Олександрович, Максімов Вячеслав Павлович, Косолапов Сергій Васильович, Ткач Олег Іванович
Формула / Реферат
Спосіб контролю технологічних процесів, що включає періодичний вимір значень параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення обмірюваним значенням параметра його граничних уставок, який виконують шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками, видачу відповідного сигналу, якщо обмірюване значення параметра порушило одну з граничних уставок, і перехід до виміру наступного параметра, який відрізняється тим, що в нього введені фіксування і запам'ятовування моменту часу виміру значення кожного параметра, періодичний контроль прогнозованого часу порушення параметром його граничних уставок, який виконують шляхом побудови функції, що апроксимує останні N значень параметра в часі, обчислення прогнозованого часу порушення параметром його граничних уставок, порівняння прогнозованого часу порушення параметром його граничних уставок з відповідним заданим значенням часу прогнозованого часу порушення параметром його граничних уставок і видачі сигналу при заданому значенні прогнозованого часу не менше обчисленого прогнозованого часу порушення параметром його граничних уставок, при цьому контроль прогнозованого часу порушення параметром його граничних уставок виконують після порівняння обмірюваного значення параметра з граничними уставками, якщо вони не порушені, якщо період контролю прогнозованого часу порушення параметром його граничних уставок закінчився, а якщо період контролю прогнозованого часу не закінчився, то переходять до виміру наступного параметра, після закінчення контролю прогнозованого часу порушення параметром його граничних уставок переходять до виміру наступного параметра і запускають відлік наступного періоду контролю прогнозованого часу порушення параметром його граничних уставок.
Текст
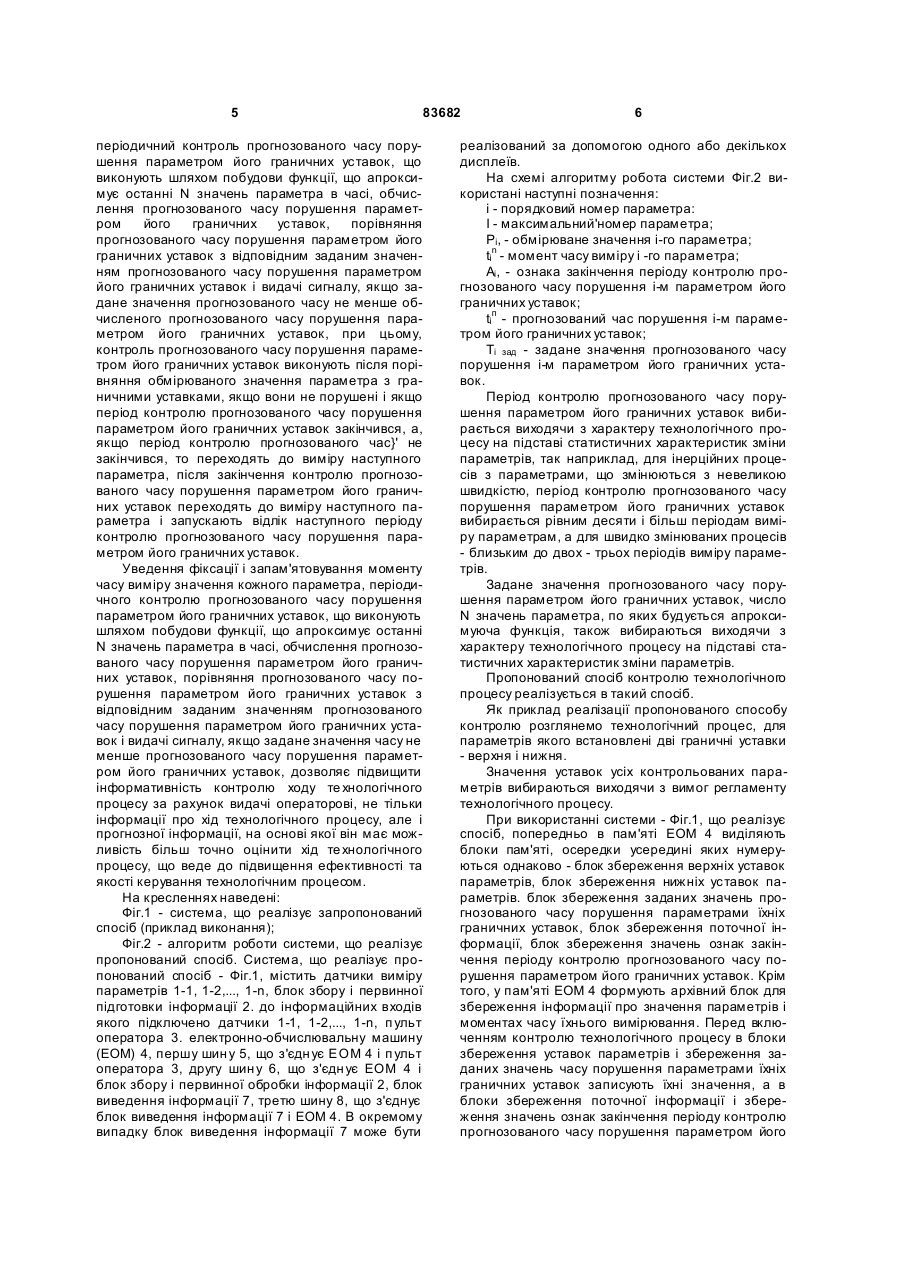
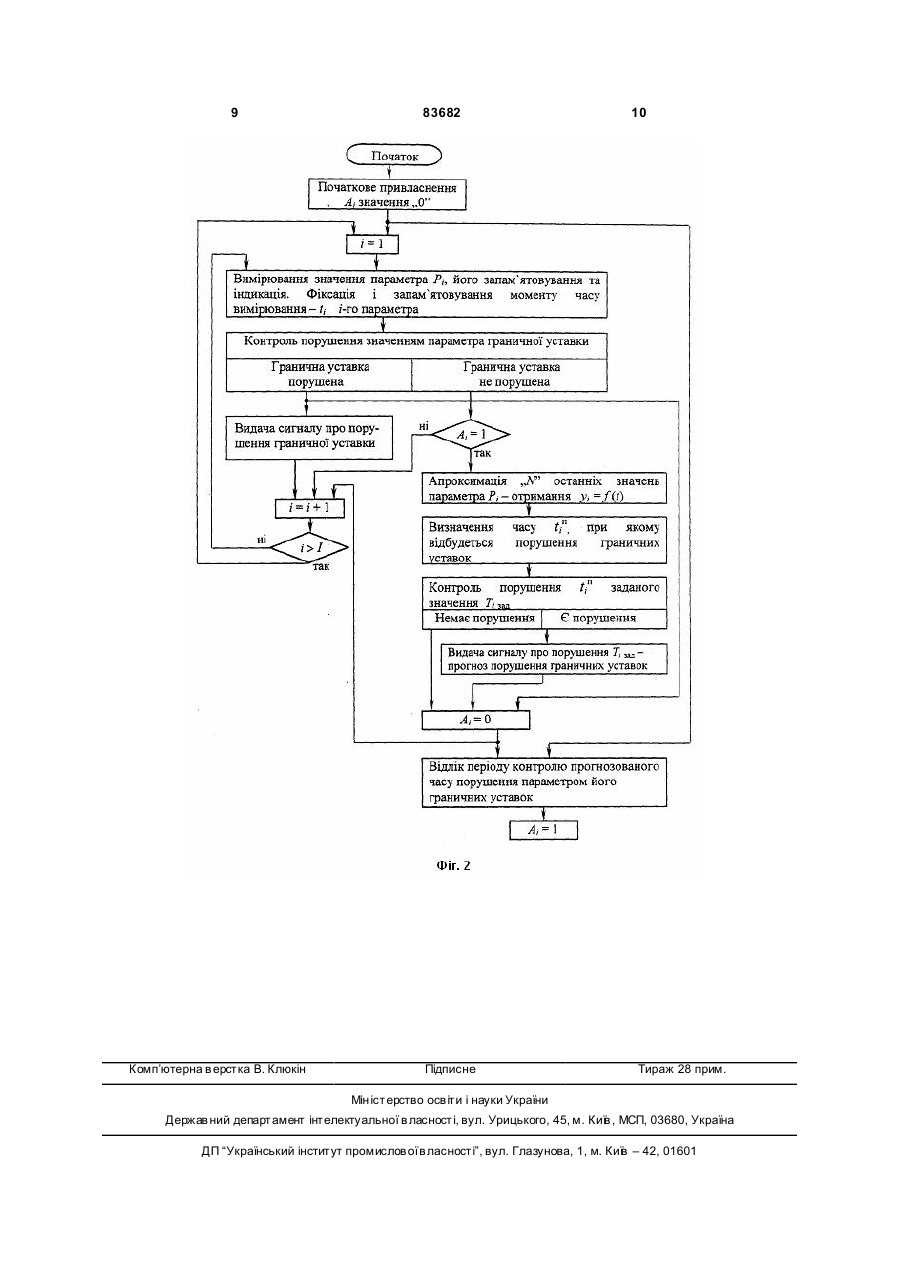
Спосіб контролю технологічних процесів, що включає періодичний вимір значень параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення обмірюваним значенням параметра його граничних уставок, який виконують шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками, видачу відповідного сигналу, якщо обмірюване значення параметра порушило одну з граничних уставок, і C2 2 83682 1 3 83682 Даний спосіб введення й обробки результатів вимірів так само, як і спосіб контролю технологічних процесів, що заявляється, включає циклічне (періодичне) вимірювання значень параметрів і запам'ятовування значення параметра. Однак відсутність індикації значень параметрів, контролю порушення обмірюваним значенням параметра його граничних уставок, фіксації і запам'ятовування моменту часу виміру значення кожного параметра, періодичного контролю прогнозованого часу порушення параметром його граничних уставок знижує інформативність і ефективність відомого способу, тому що оператор не одержує інформації про прогнозований вихід технологічного процесу на граничні режими. Відомий спосіб керування індикаторними елементами робочих місць [а.с. СРСР, №1539814, кл. G08B 23/00, БИ №4, 1990], що включає формування поточних значень контрольованих сигналів і їхні х граничних значень, порівняння поточних значень контрольованих сигналів з їхніми граничними значеннями, формування сигналів постійного рівня при перевищенні поточними значеннями контрольованих сигналів їхніх граничних значень і подачу їх на входи відповідних індикаторних елементів кожного робочого місця, визначення кількості сигналів постійного рівня, що надійшли на індикаторні елементи кожного робочого місця, порівняння кількості сигналів постійного рівня, що надійшли, на індикаторні елементи кожного робочого місця з заданим припустимим числом одночасно включених індикаторних елементів на цьому робочому місці і подачу сигналів постійного рівня на відповідні індикаторні елементи тих робочих місць, на яких кількість сигналів постійного рівня, що надійшли, менше заданого припустимого числа одночасно включених індикаторних елементів. Даний спосіб керування індикаторними елементами робочих місць також, як і спосіб контролю технологічних процесів, що заявляється, включає циклічний вимір значень параметрів (формування поточних значень контрольованих сигналів), їхню індикацію (видачу сигналу постійного рівня на індикаторні елементи робочого місця). порівняння поточних значень обмірюваних параметрів з їх граничними уставками (з їх граничними значеннями), видачу відповідного сигналу при порушенні однієї з уставок. Однак відсутність фіксації і запам'ятовування моменту часу виміру значення кожного параметра, періодичного контролю прогнозованого часу порушення параметром його граничних уставок різко знижує інформативність та ефективність відомого способу, тому що оператор не одержує інформації про прогнозований вихід технологічного процесу на граничні режими. Найбільш близьким по технічній сутності є спосіб контролю технологічних процесів [патент України №42160А, кл. G 08В 23/00, БВ №9, 2001], що включає циклічний вимір значень параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення значенням параметра його граничних уставок, який виконують шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками і видачу відповідного 4 сигналу, якщо обмірюване значення параметра порушило хоча б одну граничну уставку, контроль величини збільшення обмірюваного значення параметра, який виконується після закінчення контролю порушення значенням параметра його граничних уставок незалежно від результатів цього контролю шляхом визначення величини збільшення обмірюваного значення параметра стосовно базового значення і порівняння величини цього збільшення з заданою величиною збільшення, при цьому, якщо величина збільшення обмірюваного значення параметра менше заданого значення, то переходять до виміру значення наступного параметра, а при величині збільшення, рівній або більшій заданого значення, присвоюють ознаці зміни параметра значення "І", видають сигнал про зміну параметра, і переходять до виміру значення наступного параметра, сигнал про зміну параметра, після сприйняття оператором, квитирують, присвоюють ознаці зміни параметра значення "0", при цьому знімають сигнал про зміну параметра і останнє обмірюване значення параметра запам'я товують як базове значення, контроль величини збільшення обмірюваного значення параметра виконують у тому випадку, якщо значення ознаки зміни параметра дорівнює "0", при цьому сигнал про задану зміну параметра формують збільшенням яскравості індикації поточного значення параметра. Даний спосіб контролю технологічних процесів також, як і спосіб контролю технологічних процесів, що заявляється, включає періодичний вимір параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення значенням параметра його граничних уста вок, який виконується шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками, видачу відповідного сигналу7 при порушенні хоча б однієї з граничних уставок і перехід до виміру наступного параметра. Однак, відсутність фіксації і запам'ятовування моменту часу виміру параметрів і періодичного контролю прогнозованого часу порушення параметром його граничних уставок зменшує інформативність та ефективність контролю технологічного процесу. В основу передбачуваного винаходу поставлена задача удосконалення способу контролю технологічних процесів шляхом підвищення інформативності й ефективності контролю технологічного процесу. Поставлена задача вирішується тим, що у відомому способі контролю технологічних процесів, що включає періодичний вимір значень параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення обмірюваним значенням параметра його граничних уставок, який виконується шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками, видачу відповідного сигналу, якщо обмірюване значення параметра порушило одну з граничних уставок, і перехід до вимір} наступного параметра, згідно з винаходом уведені фіксація і запам'ятовування моменту часу виміру значення кожного параметра, 5 83682 періодичний контроль прогнозованого часу порушення параметром його граничних уставок, що виконують шляхом побудови функції, що апроксимує останні N значень параметра в часі, обчислення прогнозованого часу порушення параметром його граничних уставок, порівняння прогнозованого часу порушення параметром його граничних уставок з відповідним заданим значенням прогнозованого часу порушення параметром його граничних уставок і видачі сигналу, якщо задане значення прогнозованого часу не менше обчисленого прогнозованого часу порушення параметром його граничних уставок, при цьому, контроль прогнозованого часу порушення параметром його граничних уставок виконують після порівняння обмірюваного значення параметра з граничними уставками, якщо вони не порушені і якщо період контролю прогнозованого часу порушення параметром його граничних уставок закінчився, а, якщо період контролю прогнозованого час}' не закінчився, то переходять до виміру наступного параметра, після закінчення контролю прогнозованого часу порушення параметром його граничних уставок переходять до виміру наступного параметра і запускають відлік наступного періоду контролю прогнозованого часу порушення параметром його граничних уставок. Уведення фіксації і запам'ятовування моменту часу виміру значення кожного параметра, періодичного контролю прогнозованого часу порушення параметром його граничних уставок, що виконують шляхом побудови функції, що апроксимує останні N значень параметра в часі, обчислення прогнозованого часу порушення параметром його граничних уставок, порівняння прогнозованого часу порушення параметром його граничних уставок з відповідним заданим значенням прогнозованого часу порушення параметром його граничних уставок і видачі сигналу, якщо задане значення часу не менше прогнозованого часу порушення параметром його граничних уставок, дозволяє підвищити інформативність контролю ходу те хнологічного процесу за рахунок видачі операторові, не тільки інформації про хід технологічного процесу, але і прогнозної інформації, на основі якої він має можливість більш точно оцінити хід те хнологічного процесу, що веде до підвищення ефективності та якості керування технологічним процесом. На кресленнях наведені: Фіг.1 - система, що реалізує запропонований спосіб (приклад виконання); Фіг.2 - алгоритм роботи системи, що реалізує пропонований спосіб. Система, що реалізує пропонований спосіб - Фіг.1, містить датчики виміру параметрів 1-1, 1-2,..., 1-n, блок збору і первинної підготовки інформації 2. до інформаційних входів якого підключено датчики 1-1, 1-2,..., 1-n, п ульт оператора 3. електронно-обчислювальну машину (ЕОМ) 4, першу шин у 5, що з'єдн ує ЕОМ 4 і п ульт оператора 3, другу шин у 6, що з'єдн ує ЕОМ 4 і блок збору і первинної обробки інформації 2, блок виведення інформації 7, третю шину 8, що з'єднує блок виведення інформації 7 і ЕОМ 4. В окремому випадку блок виведення інформації 7 може бути 6 реалізований за допомогою одного або декількох дисплеїв. На схемі алгоритму робота системи Фіг.2 використані наступні позначення: i - порядковий номер параметра: I - максимальний'номер параметра; Рi, - обмірюване значення і-го параметра; tin - момент часу виміру і -го параметра; Аi, - ознака закінчення періоду контролю прогнозованого часу порушення і-м параметром його граничних уставок; tiп - прогнозований час порушення і-м параметром його граничних уставок; Тi зад - задане значення прогнозованого часу порушення і-м параметром його граничних уставок. Період контролю прогнозованого часу порушення параметром його граничних уставок вибирається виходячи з характеру технологічного процесу на підставі статистичних характеристик зміни параметрів, так наприклад, для інерційних процесів з параметрами, що змінюються з невеликою швидкістю, період контролю прогнозованого часу порушення параметром його граничних уставок вибирається рівним десяти і більш періодам виміру параметрам, а для швидко змінюваних процесів - близьким до двох - трьох періодів виміру параметрів. Задане значення прогнозованого часу порушення параметром його граничних уставок, число N значень параметра, по яких будується апроксимуюча функція, також вибираються виходячи з характеру технологічного процесу на підставі статистичних характеристик зміни параметрів. Пропонований спосіб контролю технологічного процесу реалізується в такий спосіб. Як приклад реалізації пропонованого способу контролю розглянемо технологічний процес, для параметрів якого встановлені дві граничні уставки - верхня і нижня. Значення уставок усіх контрольованих параметрів вибираються виходячи з вимог регламенту технологічного процесу. При використанні системи - Фіг.1, що реалізує спосіб, попередньо в пам'яті ЕОМ 4 виділяють блоки пам'яті, осередки усередині яких нумеруються однаково - блок збереження верхніх уставок параметрів, блок збереження нижніх уставок параметрів. блок збереження заданих значень прогнозованого часу порушення параметрами їхніх граничних уставок, блок збереження поточної інформації, блок збереження значень ознак закінчення періоду контролю прогнозованого часу порушення параметром його граничних уставок. Крім того, у пам'яті ЕОМ 4 формують архівний блок для збереження інформації про значення параметрів і моментах часу їхнього вимірювання. Перед включенням контролю технологічного процесу в блоки збереження уставок параметрів і збереження заданих значень часу порушення параметрами їхніх граничних уставок записують їхні значення, а в блоки збереження поточної інформації і збереження значень ознак закінчення періоду контролю прогнозованого часу порушення параметром його 7 83682 граничних уставок записують нульові значення, що при роботі будуть замінені на реальні значення. Запуск системи здійснюється з пульта 3. При запуску системи запускається відлік часу періоду контролю прогнозованого часу порушення параметром його граничних уставок. Відразу після запуску системи блок виведення інформації 7 індицирує нульові значення параметрів. Адресу (номер) кожного вимірюваного параметра виробляє ЕОМ 4 (відразу після запуску системи це адреса першого параметра), яка його запам'ятовує і видає в блок збору і первинної обробки інформації 2. Блок збору і первинної обробки інформації 2 одержує значення параметра, адреса якого задана, від відповідного датчика, одного з 1-1, 1-2,..., 1n, перетворює, при необхідності, це значення в код, який виставляє на відповідні вихідні шини і далі на входи ЕОМ 4, і видає сигнал про закінчення підготовки інформації. ЕОМ 4 по сигналу про закінчення підготовки інформації від блоку 2 фіксує час виміру параметра, зчитує його значення і перевіряє правильність виміру параметра. Якщо значення параметра неправильне, то вимір значення параметра, наприклад, повторюється. Якщо значення параметра правильне, то ЕОМ 4 переписує попереднє обмірюване значення параметра і час його виміру з блоку збереження поточної інформації в архівний блок, а поточний час виміру і значення параметра - поточну інформацію ЕОМ 4 записує в блок збереження поточної інформації, крім того, значення параметра записується ще в блок виведення інформації 7, що далі буде індиціювати обмірюване значення параметра. Далі здійснюється порівняння значення обмірюваного параметра з граничними уставками. Для цього за адресою параметра з блоку збереження поточної інформації зчитується поточне значення параметра, а потім послідовно з блоків збереження верхніх і нижніх уставок параметрів зчитуються значення верхньої і нижньої уставок даного параметра, кожне з яких порівнюється з поточним значенням параметра. При виявленні порушення якої 8 небудь уставки обмірюваним значенням параметра ЕОМ 4 видає відповідний сигнал у блок виведення інформації 7, що індицирує сигнал про подію, що відбулася, - "Порушення" із указівкою того, яка верхня або нижня уставка порушена. Якщо жодна з уставок не порушена, то перевіряють закінчився чи ні період контролю прогнозованого часу і якщо не закінчився, то переходять до виміру наступного параметра, а, якщо закінчився, те переходять до контролю прогнозованого часу. Контроль прогнозованого часу виконують у такий спосіб. По N останніх значеннях параметра і по моментах часу кожного виміру - ti, будують апроксимуючу функцію, яка описує зміну параметра в часі уi=f(t). Щоб визначити прогнозований час порушення параметром його граничної уставки - tin апроксимуючу функцію прирівнюють спочатку одній з граничних уставок і вирішують отримане рівняння f(t)=Ргр1, а потім другій граничній уставці і вирішують рівняння f(t)=Ргр2. У залежності від виду функції f(t) одержують одне або більше рішень - значень часу порушення параметром граничних уставок, з яких вибирається менше, яке вважається прогнозованим часом порушення параметром його граничних уставок - tin. Прогнозований час порушення параметром його граничних уставок порівнюють із заданим значенням прогнозованого часу порушення даним параметром його граничних уставок. Якщо задане значення часу не менше отриманого прогнозованого часу порушення, то видається сигнал про прогнозоване порушення режимної уставки і висвічується прогнозований час порушення і після цього або в тому випадку, якщо задане значення часу менше отриманого часу порушення, ознаці закінчення періоду контролю прогнозованого часу присвоюють нульове значення, запускають відлік наступного періоду контролю прогнозованого часу порушення і переходять до виміру наступного параметра. Після закінчення періоду контролю прогнозованого часу порушення параметром його граничних уставок його ознаці закінчення присвоюється значення "1". 9 Комп’ютерна в ерстка В. Клюкін 83682 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for control of technological processes
Автори англійськоюKolodiazhnyi Valerii Vasyliovych, Vecherik Roman Leonidovych, Khaietskyi Yurii Bronislavovych, Tkach Oleh Ivanovych, Vynohradets Serhii Oleksandrovych, Kotok Valerii Bronislavovych, Volchkov Ivan Ivanovych, Maksymov Viacheslav Pavlovych, Kosolapov Serhii Vasyliovych, Bantiukov Yevhen Mykolaiovych
Назва патенту російськоюСпособ контроля технологических процессов
Автори російськоюКолодяжный Валерий Васильевич, Вечерик Роман Леонидович, Хаецкий Юрий Брониславович, Ткач Олег Иванович, Виноградец Сергей Александрович, Коток Валерий Борисович, Волчков Иван Иванович, Максимов Вячеслав Павлович, Косолапов Сергей Васильевич, Бантюков Евгений Николаевич
МПК / Мітки
МПК: G08B 23/00
Мітки: контролю, спосіб, технологічних, процесів
Код посилання
<a href="https://ua.patents.su/5-83682-sposib-kontrolyu-tekhnologichnikh-procesiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб контролю технологічних процесів</a>
Спосіб контролю технологічних процесів
Номер патенту: 17822
Опубліковано: 16.10.2006
Автори: Косолапов Сергій Васильович, Максімов Вячеслав Павлович, Волчков Іван Іванович, Бантюков Євген Миколайович, Колодяжний Валерій Васильович, Ткач Олег Іванович, Вечерік Роман Леонідович, Виноградець Сергій Олександрович, Коток Валерій Борисович, Хаєцький Юрій Броніславович
МПК: G08B 23/00
Мітки: технологічних, контролю, процесів, спосіб
Формула / Реферат:
Спосіб контролю технологічних процесів, що включає періодичне вимірювання значень параметрів технологічного процесу, запам'ятовування й індикацію обмірюваного значення кожного параметра, контроль порушення обмірюваним значенням параметра його граничних уставок, який виконується шляхом порівняння обмірюваного значення кожного параметра з його граничними уставками, видачу відповідного сигналу, якщо обмірюване значення параметра порушило одну з...
Спосіб контролю технологічних процесів
Номер патенту: 42160
Опубліковано: 15.10.2001
Автори: Олексюк Андрій Володимирович, Сливканич Володимир Семенович, Бантюков Євген Миколайович, Шваченко Ігор Іванович, Рибчич Ілля Йосипович, Коток Валерій Борисович, Мурін Вадим Олександрович, Алексєєнко Сергій Порфирійович
МПК: G08B 23/00
Мітки: спосіб, технологічних, контролю, процесів
Формула / Реферат:
1. Спосіб контролю технологічних процесів, який включає циклічне вимірювання значень параметрів технологічного процесу, запам'ятовування і індикацію виміряного значення кожного параметра, контроль порушення значенням параметра його граничних уставок, що виконується шляхом порівняння виміряного значення кожного параметра з його граничними уставками і видачі відповідного сигналу, якщо виміряне значення параметра порушило хоча б одну граничну...
Спосіб контролю технологічних процесів
Номер патенту: 46675
Опубліковано: 15.05.2002
Автори: Хохлов Олег Васильович, Гавришенко Віктор Миколайович, Беккер Михайло Вікторович, Олійников Вадим Вікторович, Бантюков Євген Миколайович, Кучмій Євген Антонович, Гордієнко Ігор Анатолієвич, Пітірімов Олександр Вікторович, Волчков Іван Іванович, Ковалів Євстахій Осипович, Коток Валерій Борисович
МПК: G08B 23/00
Мітки: контролю, технологічних, спосіб, процесів
Формула / Реферат:
Склад фіточаю, що включає суміш сухих та подрібнених рослин або їх частин, квітки липи, квітки ромашки, який відрізняється тим, що додатково включає листя зніту, кореневище лепехи, листя кропиви дводомної, м'яти перцевої, подорожника, шавлії, плоди чорниць, малини, шипшини, траву звіробою, деревію, материнки, чебрецю, квітки підбілу при їх співвідношенні, мас.%: Кореневище лепехи 1,9 -2,10 Листя...
Спосіб контролю технологічних процесів
Номер патенту: 56471
Опубліковано: 15.05.2003
Автори: Хохлов Олег Васильович, Гордієнко Ігор Анатолієвич, Волчков Іван Іванович, Бантюков Євген Миколайович, Ковалів Євстахій Осипович, Олійников Вадим Вікторович, Беккер Михайло Вікторович, Коток Валерій Борисович, Кучмій Євген Антонович, Пітірімов Олександр Вікторович, Гавришенко Віктор Миколайович
МПК: G08B 23/00
Мітки: технологічних, процесів, контролю, спосіб
Формула / Реферат:
1. Спосіб контролю технологічних процесів, що включає циклічне вимірювання значень параметрів технологічного процесу і контроль кожного вимірюваного значення параметра, порівняння сформованого за результатами контролю значень параметра коду стану параметра з отриманим при попередньому вимірюванні кодом стану цього ж параметра і, якщо коди поточного і попереднього станів параметра рівні, - перехід до вимірювання наступного параметра, а якщо не...
Спосіб контролю технологічних процесів
Номер патенту: 46676
Опубліковано: 15.05.2002
Автори: Беккер Михайло Вікторович, Волчков Іван Іванович, Пітірімов Олександр Вікторович, Гавришенко Віктор Миколайович, Хохлов Олег Васильович, Ковалів Євстахій Осипович, Коток Валерій Борисович, Бантюков Євген Миколайович, Олійников Вадим Вікторович, Кучмій Євген Антонович, Гордієнко Ігор Анатолієвич
МПК: G08B 23/00
Мітки: процесів, технологічних, контролю, спосіб
Формула / Реферат:
Спосіб контролю технологічних процесів, що включає циклічне вимірювання значень параметрів технологічного процесу, запам'ятовування й індикацію вимірюваного значення кожного параметра, контроль порушення граничних уставок значенням параметра, який відрізняється тим, що введено контроль процесу вимірювання параметрів, контроль вірогідності значення параметра, формування коду стану параметра, порівняння сформованого коду стану параметра з...
Попередній патент: Застосування агомелатину в одержанні ліків, призначених для лікування біполярних розладів
Наступний патент: Спосіб одержання стабільного при зберіганні екстракту з листя плюща, екстракт, його застосування та лікарський засіб
Випадковий патент: Антифрикційний композиційний матеріал на основі нікелю