Безстанинна прокатна кліть
Номер патенту: 85411
Опубліковано: 26.01.2009
Автори: Токмаков Павло Вадимович, Алексєєнко Георгій Якович, Щур Віталій Андрійович, Алексєєнко Андрій Георгійович, Занудко Леонід Андрійович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Лєщенко Олександр Іванович, Кекух Анатолій Володимирович, Жучков Сергій Михайлович, Лохматов Олександр Павлович
Формула / Реферат
1. Безстанинна прокатна кліть консольного типу, що містить корпус із встановленими в ньому на підшипникових опорах вузлами робочих валків, кожен з яких виконаний у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, виконаний у вигляді бандажа, при цьому кліть містить засоби позиціонування вузлів робочих валків у корпусі, засіб радіального регулювання положення робочих валків та засоби фіксації їх на осі, яка відрізняється тим, що вона виконана непривідною, а в її корпусі виконані циліндричні розточення, при цьому засоби позиціонування вузлів робочих валків у корпусі виконані у вигляді порожнистих ексцентрикових втулок по одній на кожен вузол, на яких у циліндричних розточеннях встановлені осі вузлів робочих валків з підшипниковими опорами, причому внутрішня поверхня кожної порожнистої ексцентрикової втулки контактує з підшипниковою опорою відповідного вузла робочого валка, а зовнішня поверхня - з відповідним циліндричним розточенням.
2. Безстанинна прокатна кліть за п. 1, яка відрізняється тим, що засіб радіального регулювання виконаний у вигляді черв'ячно-зубчастого редуктора, черв'ячний вал якого встановлений на бічній поверхні корпусу кліті, при цьому на зовнішній поверхні кожної порожнистої ексцентрикової втулки виконані черв'ячні нарізки, а в корпусі кліті з боку черв'ячно-зубчастого редуктора виконані два вікна для взаємодії черв'ячного вала із черв'ячними нарізками.
Текст
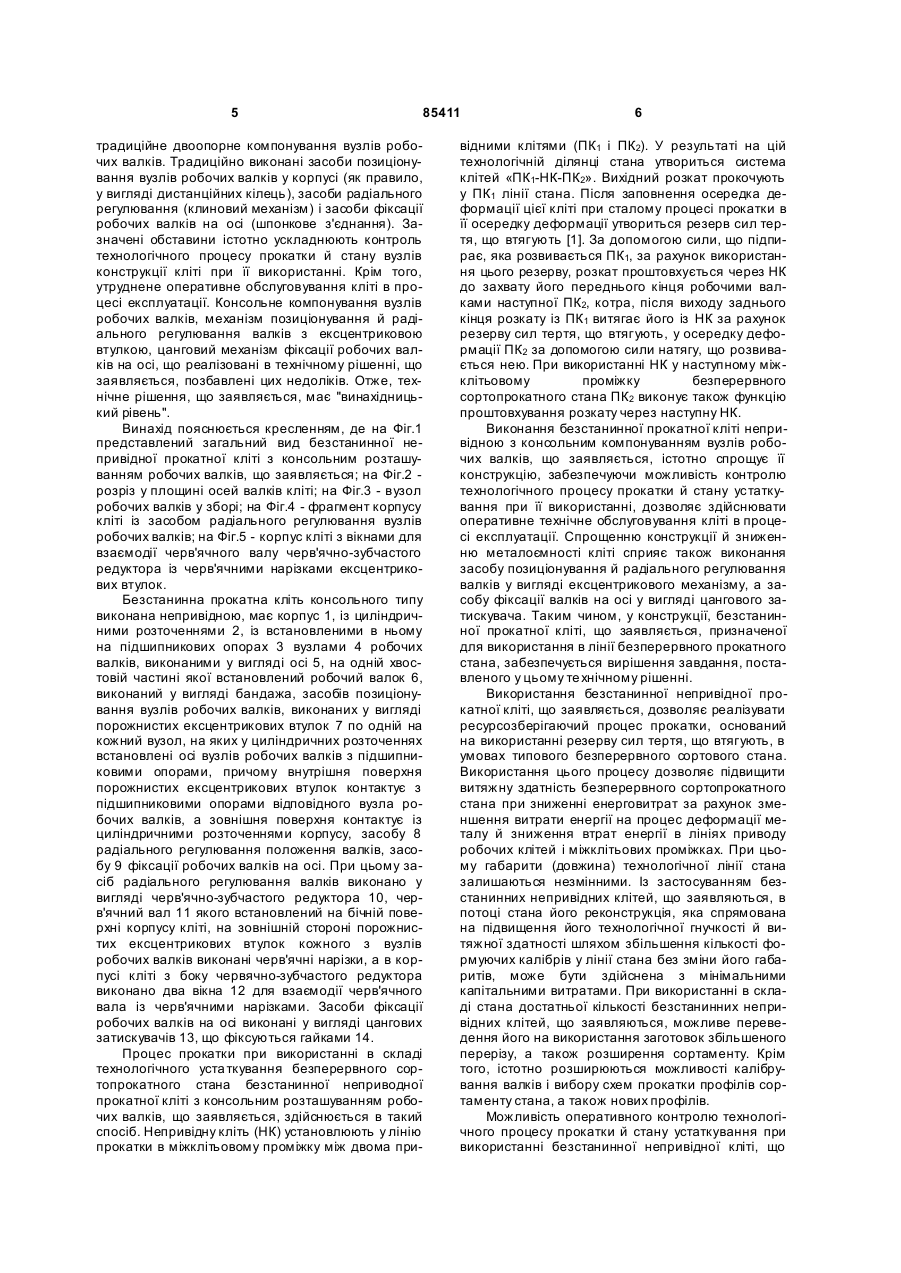
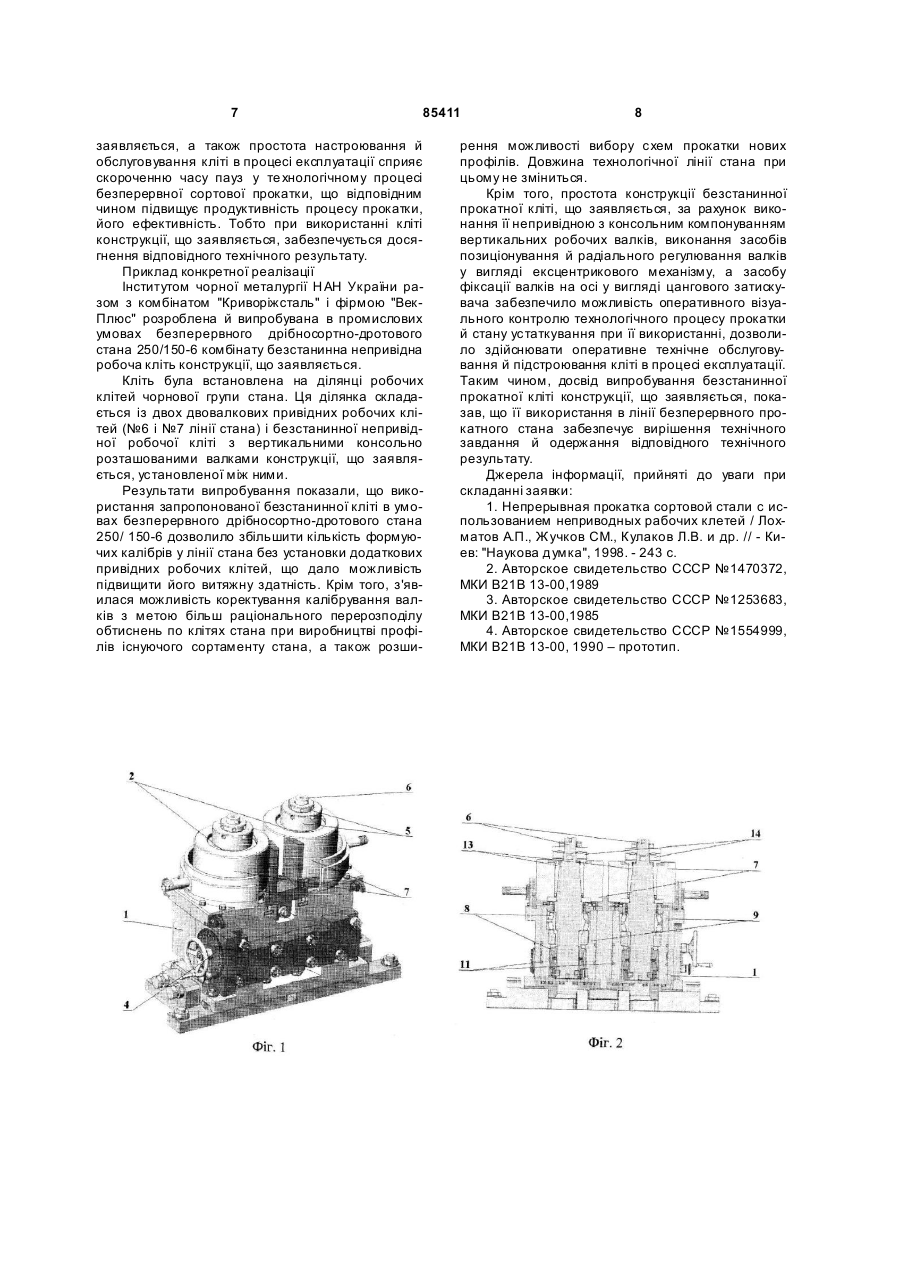
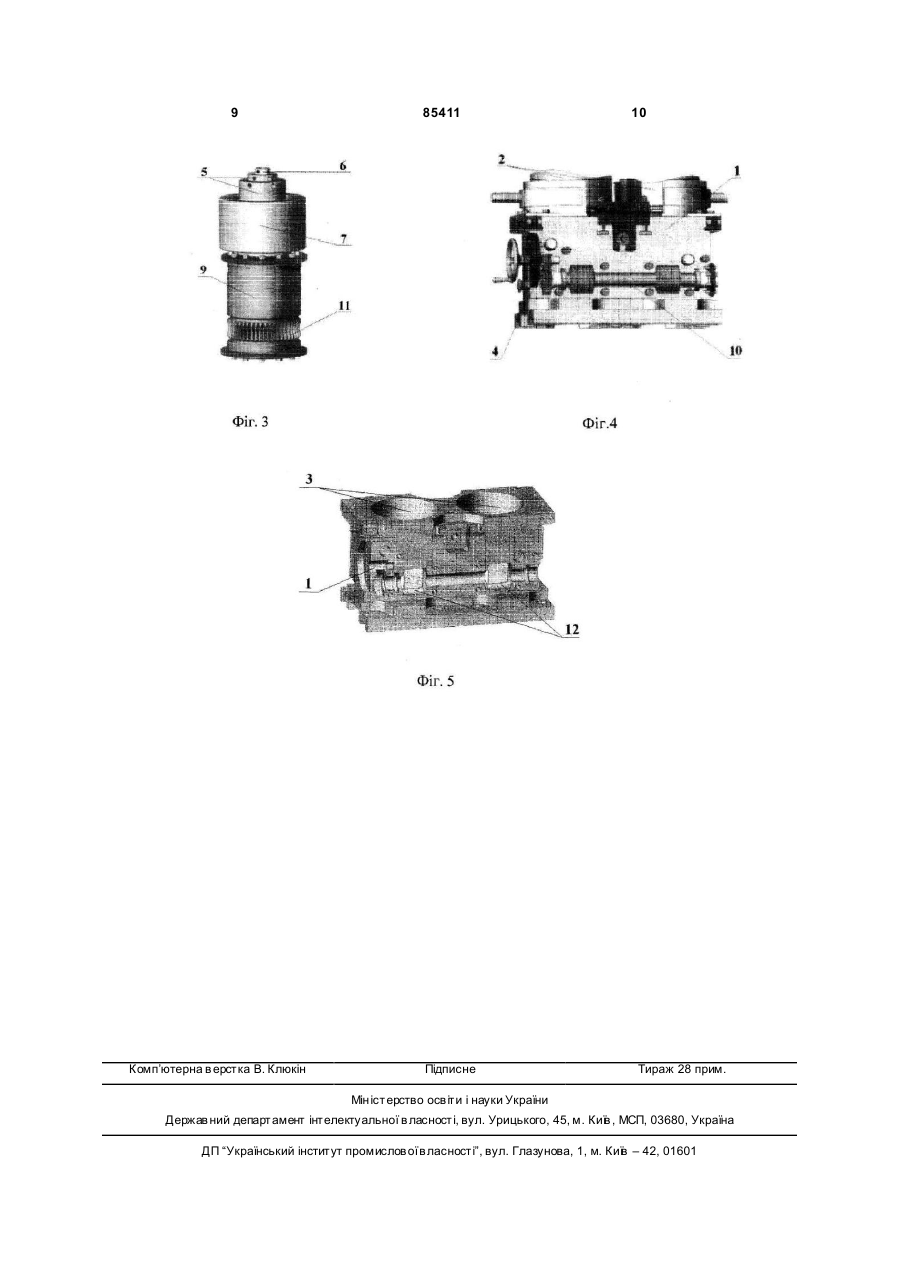
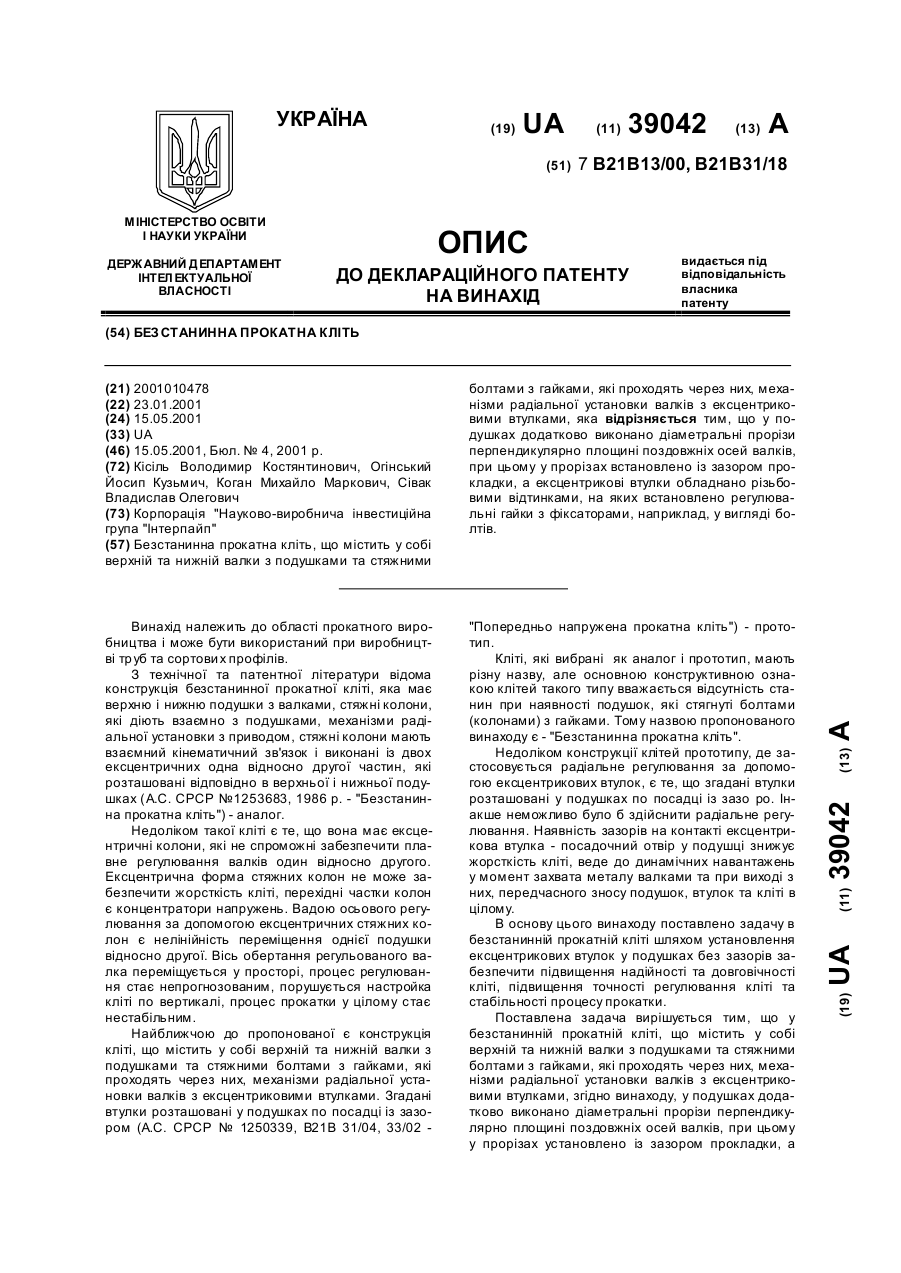
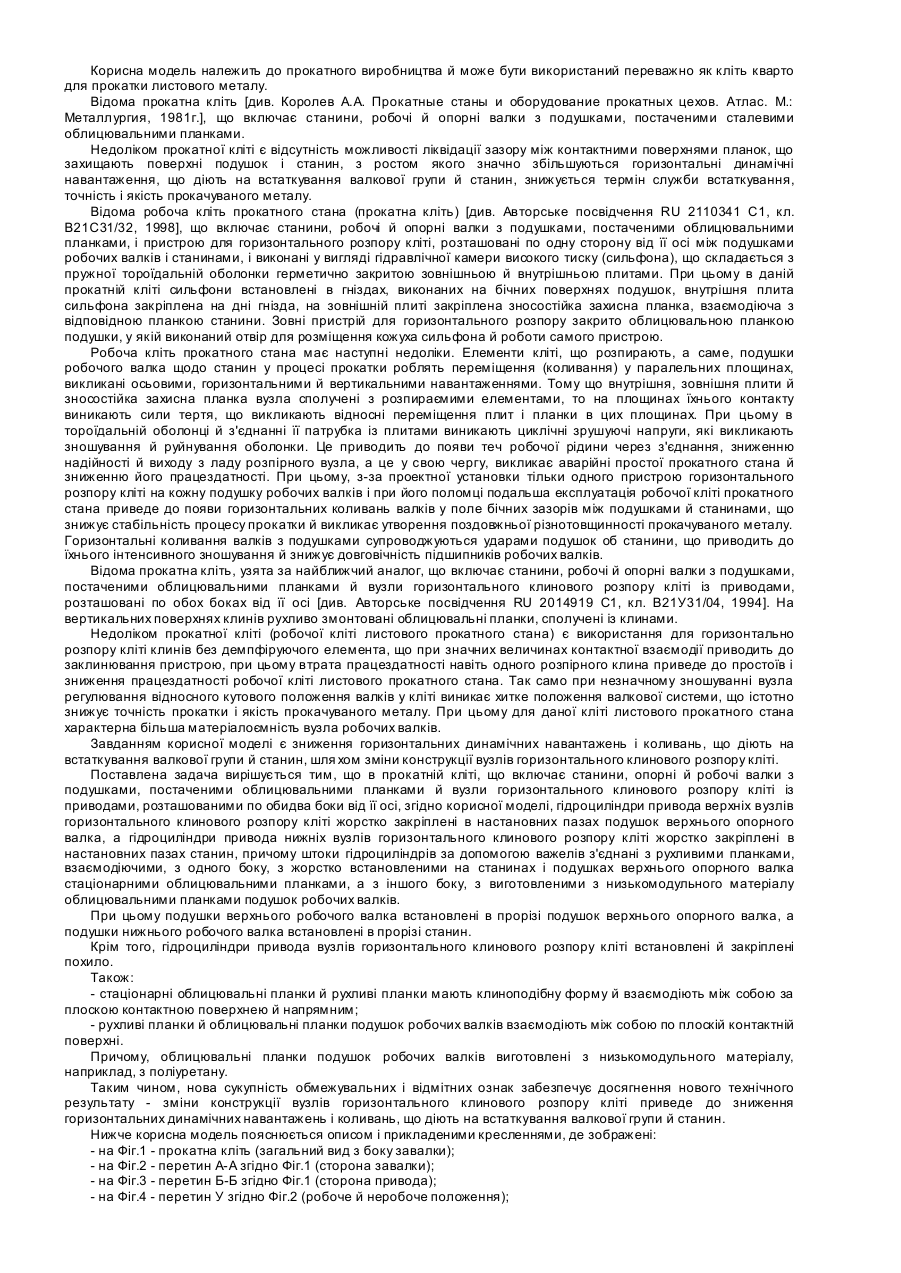
1. Безстанинна прокатна кліть консольного типу, що містить корпус із встановленими в ньому на підшипникових опорах вузлами робочих валків, кожен з яких виконаний у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, C2 2 (19) 1 3 85411 шити багато інших технічних завдань виробництва [1]. Відомі конструкції безстанинних прокатних клітей, що мають корпус із встановленими в ньому на підшипникових опорах вузлами робочих валків, виконаними у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, виконаний у вигляді бандажа, засоби позиціонування вузлів робочих валків у корпусі, засоби радіального регулювання й засоби фіксації робочих валків на осі [2,3]. Недоліком відомих конструкцій безстанинних прокатних клітей консольного типу, є підвищена металоємність конструкції, обумовлена необхідністю передачі потужності в осередок деформації від електропривода, що збільшує кількість вузлів і деталей робочої кліті, а також складністю засобів позиціонування вузлів робочих валків у корпусі й засобів їхнього радіального регулювання. В одному випадку це пов'язане з необхідністю застосування жорсткого кінематичного зв'язку в засобі позиціонування вузлів робочих валків у корпусі і їхньому радіальному регулюванні [2], а в іншому випадку - з необхідністю використання вбудованого редуктора [3]. Крім того, складність конструктивного виконання, утруднює їхнє обслуговування в процесі експлуатації. За прототип прийнята конструкція безстанинної прокатної кліті консольного типу, що має корпус, із встановленими в ньому на підшипникових опорах вузлами привідних робочих валків, виконаними у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, виконаний у вигляді бандажа, засоби позиціонування вузлів робочих валків у корпусі, засоби радіального регулювання й засоби фіксації робочих валків на осі [4]. Як недоліки прототипу необхідно відзначити наступне. Необхідність передачі потужності прокатки в осередок деформації від електропривода істотно ускладнює конструкцію кліті, збільшує кількість її вузлів і деталей і підвищує металоємність. Істотно конструктивно ускладнені засоби регулювання валків. Крім того, складність конструктивного виконання системи приводу робочих валків кліті, по суті, не дає можливості контролю й обслуговування кліті в процесі експлуатації. Завдання, розв'язуване винаходом, полягає в розробці спрощеної конструкції безстатинної прокатної кліті, призначеної для використання в лінії безперервного прокатного стана, що забезпечує можливість контролю технологічного процесу прокатки й стану устаткування при її використанні, обслуговування кліті в процесі експлуатації. Технічний результат, що досягається при реалізації запропонованого технічного рішення, полягає в скороченні часу пауз у технологічному процесі безперервної сортової прокатки й у відповідному підвищенні продуктивності процесу, за рахунок спрощення конструкції безстанинної кліті, можливості контролю технологічного процесу прокатки й стану уста ткування при її використанні, а також можливості обслуговування кліті в процесі експлуатації. Вирішення поставленого завдання забезпечується тим, що безстанинна прокатна кліть консо 4 льного типу, що має корпус, із встановленими в ньому на підшипникових опорах вузлами робочих валків, виконаними у вигляді осі, на одній хвостовій частині якої встановлений робочий валок, виконаний у вигляді бандажа, засоби позиціонування вузлів робочих валків у корпусі, засоби радіального регулювання й засоби фіксації робочих валків на осі, виконана непривідною, у її корпусі виконані циліндричні розточення, засоби позиціонування вузлів робочих валків в корпусі виконані у вигляді порожнистих ексцентрикових втулок по одній на кожний вузол, на яких у циліндричних розточеннях встановлені осі вузлів робочих валків з підшипниковими опорами, причому, внутрішня поверхня порожнистих ексцентрикових втулок контактує з підшипниковими опорами відповідного вузла робочих валків, а зовнішня поверхня контактує із циліндричними розточеннями, виконаними в корпусі, при цьому засіб радіального регулювання виконано у вигляді черв'ячно-зубчастого редуктора, черв'ячний вал якого встановлений на бічній поверхні корпусу кліті, на зовнішній стороні порожнистих ексцентрикових втулок кожного з вузлів робочих валків виконані черв'ячні нарізки, а в корпусі кліті з боку черв'ячно-зубчастого редуктора виконано два вікна для взаємодії черв'ячного вала із черв'ячними нарізками. Порівняння із прототипом, показує, що безстанинна прокатна кліть, що заявляється, відрізняється тим, що вона виконана непривідною, у її корпусі виконані циліндричні розточення, засоби позиціонування вузлів робочих валків у корпусі виконані у вигляді порожнистих ексцентрикових втулок по одній на кожний вузол, на яких у циліндричних розточеннях встановлені осі вузлів робочих валків з підшипниковими опорами, причому, внутрішня поверхня порожнистих ексцентрикових втулок контактує з підшипниковими опорами відповідного вузла робочих валків, а зовнішня поверхня контактує з циліндричними розточеннями, виконаними в корпусі, при цьому засіб радіального регулювання виконано у вигляді черв'ячно-зубчастого редуктора, черв'ячний вал якого встановлений на бічній поверхні корпусу кліті, на зовнішній стороні порожнистих ексцентрикових втулок кожного з вузлів робочих валків виконані черв'ячні нарізки, а в корпусі кліті з боку черв'ячно-зубчастого редуктора виконано два вікна для взаємодії черв'ячного валу із черв'ячними нарізками. Таким чином, конструкція безстанинної прокатної кліті, що заявляється, відповідає критерію винаходу "новизна". Порівняння рішення, що заявляється, з іншими технічними рішеннями в даній галузі техніки показало, що відомі технічні рішення по конструкціях непривідних робочих клітей, що мають корпус, із встановленими в ньому на підшипникових опорах вузлами робочих валків, виконаними у вигляді осі, на якій установлений робочий валок, виконаний у вигляді бандажа, засоби позиціонування вузлів робочих валків у корпусі, засоби радіального регулювання й засоби фіксації робочих валків на осі [1]. У цих конструкціях вузли робочих валків виконані на підшипникових опорах, розташованих на обох хвостови х частинах осі. Тобто, застосоване 5 85411 традиційне двоопорне компонування вузлів робочих валків. Традиційно виконані засоби позиціонування вузлів робочих валків у корпусі (як правило, у вигляді дистанційних кілець), засоби радіального регулювання (клиновий механізм) і засоби фіксації робочих валків на осі (шпонкове з'єднання). Зазначені обставини істотно ускладнюють контроль технологічного процесу прокатки й стану вузлів конструкції кліті при її використанні. Крім того, утруднене оперативне обслуговування кліті в процесі експлуатації. Консольне компонування вузлів робочих валків, механізм позиціонування й радіального регулювання валків з ексцентриковою втулкою, цанговий механізм фіксації робочих валків на осі, що реалізовані в технічному рішенні, що заявляється, позбавлені цих недоліків. Отже, технічне рішення, що заявляється, має "винахідницький рівень". Винахід пояснюється кресленням, де на Фіг.1 представлений загальний вид безстанинної непривідної прокатної кліті з консольним розташуванням робочих валків, що заявляється; на Фіг.2 розріз у площині осей валків кліті; на Фіг.3 - вузол робочих валків у зборі; на Фіг.4 - фрагмент корпусу кліті із засобом радіального регулювання вузлів робочих валків; на Фіг.5 - корпус кліті з вікнами для взаємодії черв'ячного валу черв'ячно-зубчастого редуктора із черв'ячними нарізками ексцентрикових втулок. Безстанинна прокатна кліть консольного типу виконана непривідною, має корпус 1, із циліндричними розточеннями 2, із встановленими в ньому на підшипникових опорах 3 вузлами 4 робочих валків, виконаними у вигляді осі 5, на одній хвостовій частині якої встановлений робочий валок 6, виконаний у вигляді бандажа, засобів позиціонування вузлів робочих валків, виконаних у вигляді порожнистих ексцентрикових втулок 7 по одній на кожний вузол, на яких у циліндричних розточеннях встановлені осі вузлів робочих валків з підшипниковими опорами, причому внутрішня поверхня порожнистих ексцентрикових втулок контактує з підшипниковими опорами відповідного вузла робочих валків, а зовнішня поверхня контактує із циліндричними розточеннями корпусу, засобу 8 радіального регулювання положення валків, засобу 9 фіксації робочих валків на осі. При цьому засіб радіального регулювання валків виконано у вигляді черв'ячно-зубчастого редуктора 10, черв'ячний вал 11 якого встановлений на бічній поверхні корпусу кліті, на зовнішній стороні порожнистих ексцентрикових втулок кожного з вузлів робочих валків виконані черв'ячні нарізки, а в корпусі кліті з боку червячно-зубчастого редуктора виконано два вікна 12 для взаємодії черв'ячного вала із черв'ячними нарізками. Засоби фіксації робочих валків на осі виконані у вигляді цангових затискувачів 13, що фіксуються гайками 14. Процес прокатки при використанні в складі технологічного уста ткування безперервного сортопрокатного стана безстанинної неприводної прокатної кліті з консольним розташуванням робочих валків, що заявляється, здійснюється в такий спосіб. Непривідну кліть (НК) установлюють у лінію прокатки в міжклітьовому проміжку між двома при 6 відними клітями (ПК1 і ПК2). У результаті на цій технологічній ділянці стана утвориться система клітей «ПК1-НК-ПК2». Вихідний розкат прокочують у ПК1 лінії стана. Після заповнення осередка деформації цієї кліті при сталому процесі прокатки в її осередку деформації утвориться резерв сил тертя, що втягують [1]. За допомогою сили, що підпирає, яка розвивається ПК1, за рахунок використання цього резерву, розкат проштовхується через НК до захвату його переднього кінця робочими валками наступної ПК2, котра, після виходу заднього кінця розкату із ПК1 витягає його із НК за рахунок резерву сил тертя, що втягують, у осередку деформації ПК2 за допомогою сили натягу, що розвивається нею. При використанні НК у наступному міжклітьовому проміжку безперервного сортопрокатного стана ПК2 виконує також функцію проштовхування розкату через наступну НК. Виконання безстанинної прокатної кліті непривідною з консольним компонуванням вузлів робочих валків, що заявляється, істотно спрощує її конструкцію, забезпечуючи можливість контролю технологічного процесу прокатки й стану устаткування при її використанні, дозволяє здійснювати оперативне технічне обслуговування кліті в процесі експлуатації. Спрощенню конструкції й зниженню металоємності кліті сприяє також виконання засобу позиціонування й радіального регулювання валків у вигляді ексцентрикового механізму, а засобу фіксації валків на осі у вигляді цангового затискувача. Таким чином, у конструкції, безстанинної прокатної кліті, що заявляється, призначеної для використання в лінії безперервного прокатного стана, забезпечується вирішення завдання, поставленого у цьому те хнічному рішенні. Використання безстанинної непривідної прокатної кліті, що заявляється, дозволяє реалізувати ресурсозберігаючий процес прокатки, оснований на використанні резерву сил тертя, що втягують, в умовах типового безперервного сортового стана. Використання цього процесу дозволяє підвищити витяжну здатність безперервного сортопрокатного стана при зниженні енерговитрат за рахунок зменшення витрати енергії на процес деформації металу й зниження втрат енергії в лініях приводу робочих клітей і міжклітьових проміжках. При цьому габарити (довжина) технологічної лінії стана залишаються незмінними. Із застосуванням безстанинних непривідних клітей, що заявляються, в потоці стана його реконструкція, яка спрямована на підвищення його технологічної гнучкості й витяжної здатності шляхом збільшення кількості формуючих калібрів у лінії стана без зміни його габаритів, може бути здійснена з мінімальними капітальними витратами. При використанні в складі стана достатньої кількості безстанинних непривідних клітей, що заявляються, можливе переведення його на використання заготовок збільшеного перерізу, а також розширення сортаменту. Крім того, істотно розширюються можливості калібрування валків і вибору схем прокатки профілів сортаменту стана, а також нових профілів. Можливість оперативного контролю технологічного процесу прокатки й стану устаткування при використанні безстанинної непривідної кліті, що 7 85411 заявляється, а також простота настроювання й обслуговування кліті в процесі експлуатації сприяє скороченню часу пауз у те хнологічному процесі безперервної сортової прокатки, що відповідним чином підвищує продуктивність процесу прокатки, його ефективність. Тобто при використанні кліті конструкції, що заявляється, забезпечується досягнення відповідного технічного результату. Приклад конкретної реалізації Інститутом чорної металургії Н АН України разом з комбінатом "Криворіжсталь" і фірмою "ВекПлюс" розроблена й випробувана в промислових умовах безперервного дрібносортно-дротового стана 250/150-6 комбінату безстанинна непривідна робоча кліть конструкції, що заявляється. Кліть була встановлена на ділянці робочих клітей чорнової групи стана. Ця ділянка складається із двох двовалкових привідних робочих клітей (№6 і №7 лінії стана) і безстанинної непривідної робочої кліті з вертикальними консольно розташованими валками конструкції, що заявляється, установленої між ними. Результати випробування показали, що використання запропонованої безстанинної кліті в умовах безперервного дрібносортно-дротового стана 250/ 150-6 дозволило збільшити кількість формуючих калібрів у лінії стана без установки додаткових привідних робочих клітей, що дало можливість підвищити його витяжну здатність. Крім того, з'явилася можливість коректування калібрування валків з метою більш раціонального перерозподілу обтиснень по клітях стана при виробництві профілів існуючого сортаменту стана, а також розши 8 рення можливості вибору схем прокатки нових профілів. Довжина технологічної лінії стана при цьому не зміниться. Крім того, простота конструкції безстанинної прокатної кліті, що заявляється, за рахунок виконання її непривідною з консольним компонуванням вертикальних робочих валків, виконання засобів позиціонування й радіального регулювання валків у вигляді ексцентрикового механізму, а засобу фіксації валків на осі у вигляді цангового затискувача забезпечило можливість оперативного візуального контролю технологічного процесу прокатки й стану устаткування при її використанні, дозволило здійснювати оперативне технічне обслуговування й підстроювання кліті в процесі експлуатації. Таким чином, досвід випробування безстанинної прокатної кліті конструкції, що заявляється, показав, що її використання в лінії безперервного прокатного стана забезпечує вирішення технічного завдання й одержання відповідного технічного результату. Джерела інформації, прийняті до уваги при складанні заявки: 1. Непрерывная прокатка сортовой стали с использованием неприводных рабочих клетей / Лохматов А.П., Жучков СМ., Кулаков Л.В. и др. // - Киев: "Наукова думка", 1998. - 243 с. 2. Авторское свидетельство СССР №1470372, МКИ В21В 13-00,1989 3. Авторское свидетельство СССР №1253683, МКИ В21В 13-00,1985 4. Авторское свидетельство СССР №1554999, МКИ В21В 13-00, 1990 – прототип. 9 Комп’ютерна в ерстка В. Клюкін 85411 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHousingless mill stand
Автори англійськоюZhuchkov Serhii Mykhailovych, Lokhmatov Oleksandr Pavlovych, Tokmakov Pavlo Vadymovych, Lieschenko Oleksandr Ivanovych, Sheremet Volodymyr Oleksandrovych, Kekukh Anatolii Volodymyrovych, Babenko Mykhailo Antonovych, Shchur Vitalii Andriiovych, Aleksieienko Andrii Heorhiiovych, Aleksieienko Heorhii Yakovych, Zanudko Leonid Andriiovych
Назва патенту російськоюБесстанинная прокатная клеть
Автори російськоюЖучков Сергей Михайлович, Лохматов Александр Павлович, Токмаков Павел Вадимович, Лещенко Александр Иванович, Шеремет Владимир Александрович, Кекух Анатолий Владимирович, Бабенко Михаил Антонович, Щур Виталий Андреевич, Алексеенко Андрей Георгиевич, Алексеенко Георгий Яковлевич, Занудко Леонид Андреевич
МПК / Мітки
МПК: B21B 31/00, B21B 13/00
Мітки: кліть, безстанинна, прокатна
Код посилання
<a href="https://ua.patents.su/5-85411-bezstaninna-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Безстанинна прокатна кліть</a>
Безстанинна прокатна кліть
Номер патенту: 39042
Опубліковано: 15.05.2001
Автори: Сівак Владислав Олегович, Кісіль Володимир Костянтинович, Огінський Йосип Кузьмич, Коган Михайло Маркович
МПК: B21B 31/16, B21B 13/00
Мітки: прокатна, безстанинна, кліть
Формула / Реферат:
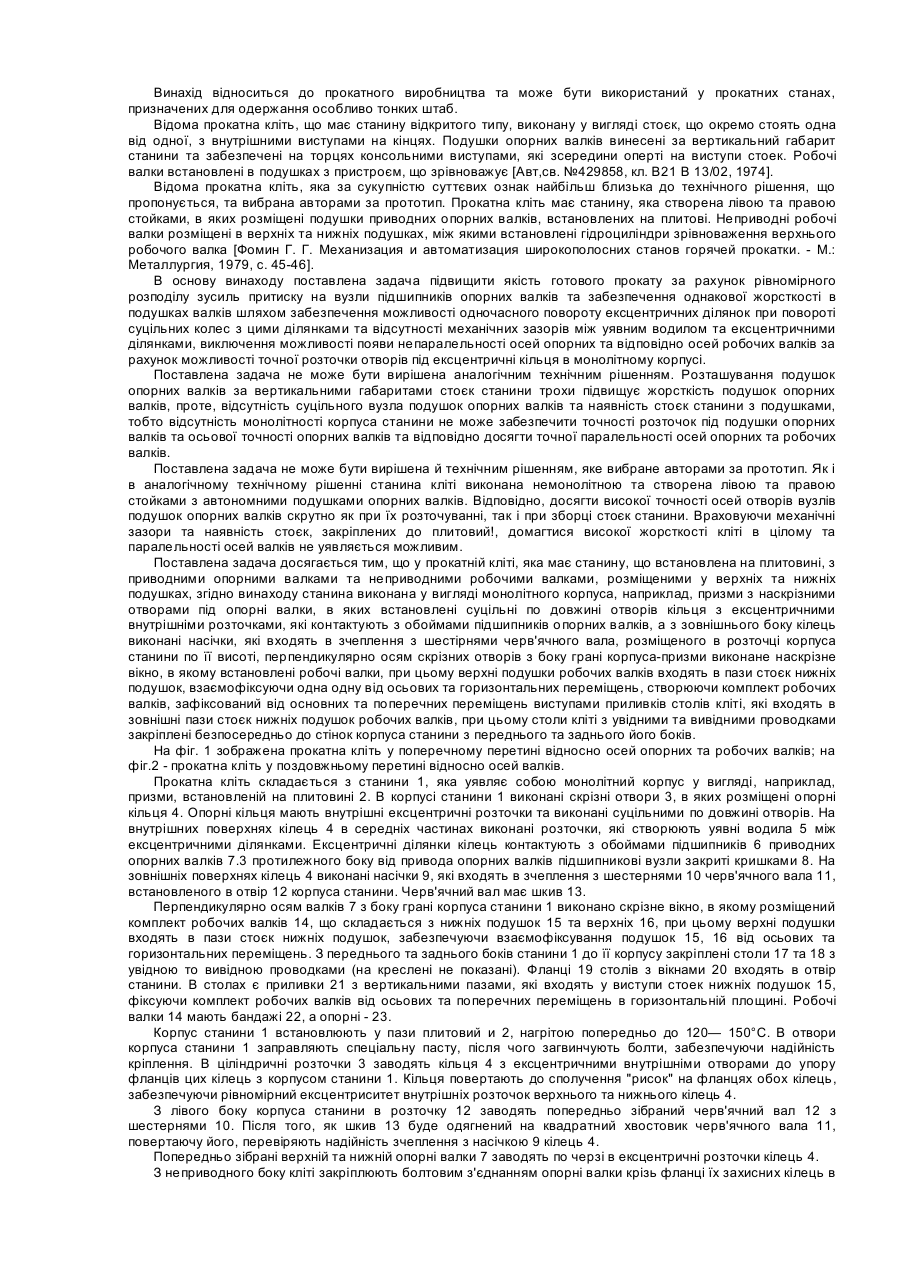
Безстанинна прокатна кліть, що містить у собі верхній та нижній валки з подушками та стяжними болтами з гайками, які проходять через них, механізми радіальної установки валків з ексцентриковими втулками, яка відрізняється тим, що у подушках додатково виконано діаметральні прорізи перпендикулярно площині поздовжніх осей валків, при цьому у прорізах встановлено із зазором прокладки, а ексцентрикові втулки обладнано різьбовими відтинками, на...
Прокатна кліть

Номер патенту: 30736
Опубліковано: 15.12.2000
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович, Усвицький Віталій Михайлович
МПК: B21B 31/00
Формула / Реферат:
Прокатна кліть, яка включає станину, вузли робочих валків з підшипниковими опорами, ексцентриковий механізм радіального регулювання валків, яка відрізняється тим, що станина виконана з циліндричними отворами, в яких розміщені втулки ексцентрикового механізму, які виконані із зуб'ями по зовнішньому контуру з можливістю повороту від приводу регулювального гвинта відносно станини, і всередині яких змонтовані опорні вузли валків.
Прокатна кліть
Номер патенту: 31848
Опубліковано: 25.04.2008
Автори: Мазур Владлен Олегович, Артюх Віктор Геннадійович, Артюх Геннадій Васильович
МПК: B21B 31/00
Формула / Реферат:
1. Прокатна кліть, що містить станини, опорні й робочі валки з подушками, оснащеними облицювальними планками, й вузли горизонтального клинового розпору кліті із приводами, розташованими по обидва боки від її осі, яка відрізняється тим, що гідроциліндри приводу верхніх вузлів горизонтального клинового розпору кліті жорстко закріплені в установних пазах подушок верхнього опорного валка, а гідроциліндри приводу нижніх вузлів горизонтального...
Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Алєксеєнко Георгій Якович, Алєксеєнко Андрій Георгійович, Крівощапов Владімір Васільєвіч
МПК: B21B 13/00, B21B 31/00
Формула / Реферат:
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних...
Прокатна кліть

Номер патенту: 24597
Опубліковано: 10.07.2007
Автори: Колесник Володимир Федорович, Цівковський Олександр Григорович, Вольвач Олександр Євгенійович, Кисельов Олександр Григорович
МПК: B21B 13/00, B21B 13/06
Формула / Реферат:
Прокатна кліть, що містить станину, що утворена бічними стійками з поперечиною, на якій встановлений один із двох робочих валків, а також механізм регулювання міжвалкового зазору, виконаний у вигляді ланки перемінної довжини, яка відрізняється тим, що вона має основу, на якій встановлений другий робочий валок і яка за допомогою шарнірних осей з'єднана з вільними кінцями бічних стійок, а ланка перемінної довжини шарнірно зв'язана з поперечиною...
Попередній патент: Спосіб вирощування кормових культур
Наступний патент: Установка для випробувань зразків на термомеханічну утомленість при термоударі
Випадковий патент: Апарат для вирощування мікроорганізмів