Прокатна кліть
Номер патенту: 23599
Опубліковано: 02.06.1998
Автори: Крівощапов Владімір Васільєвіч, Алєксеєнко Андрій Георгійович, Алєксеєнко Георгій Якович

Формула / Реферат
Прокатна кліть, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхній та нижній подушках, яка відрізняється тим, що станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних валків, а з зовнішнього боку кілець виконані насічки, які входять в зчеплення з шестірнями черв'ячного вала, розміщеного в розточці корпуса станини по її висоті, перпендикулярно осям скрізних отворів з боку гран! корпуса-призми виконане наскрізне вікно, в якому встановлені робочі валки, при цьому верхні подушки робочих валків входять в пази стоек нижніх подушок, взаємофіксуючи одна одну від осьових та горизонтальних переміщень, створюючи комплект робочих валків, зафіксований від основних та поперечних переміщень висту пами приливків столів кліті, які входять в зовнішні пази стоєк нижніх подушок робочих валків, при цьому столи кліті з увідними та вивідними проводками закріплені безпосередньо до стінок корпуса станини з переднього та заднього його боків.
Текст
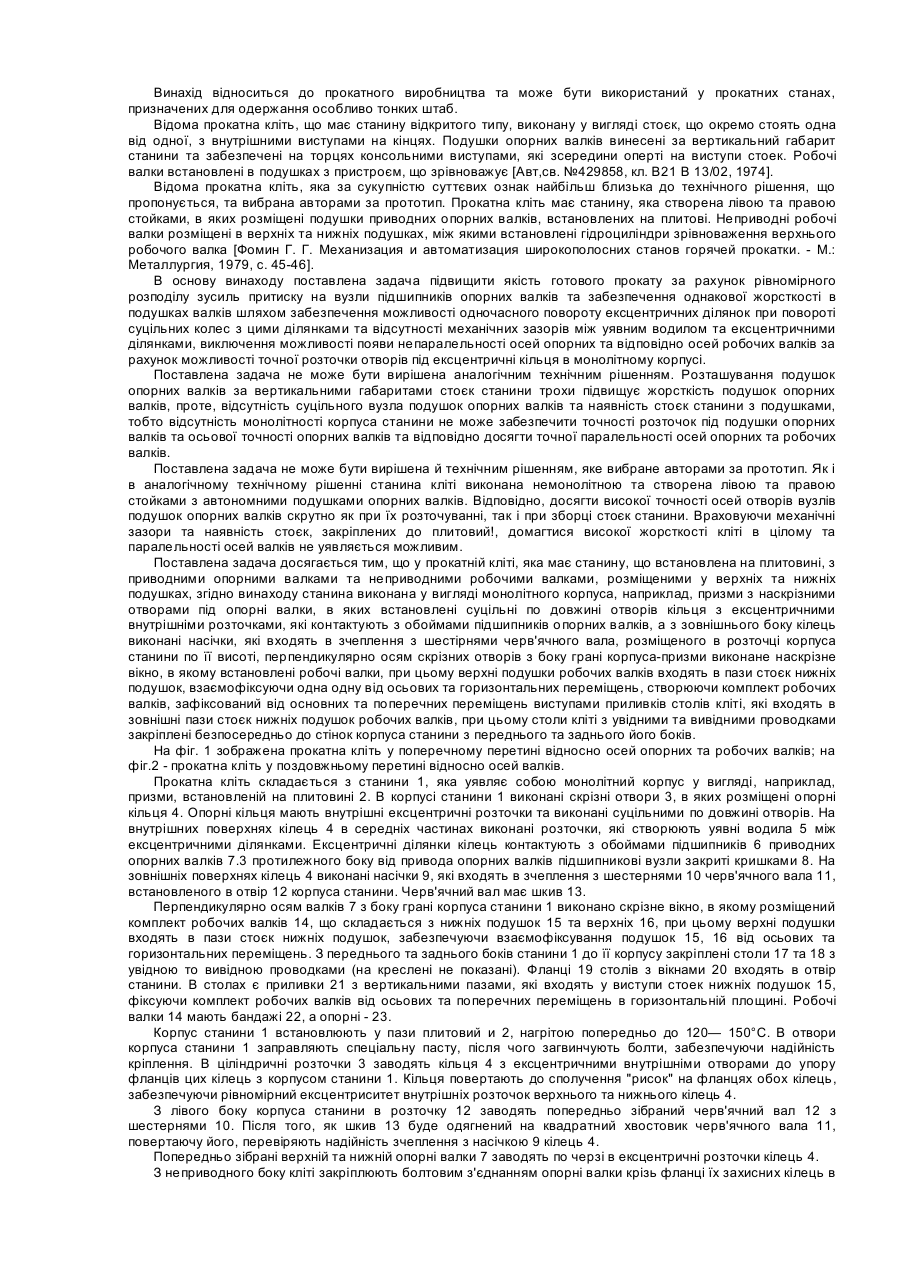
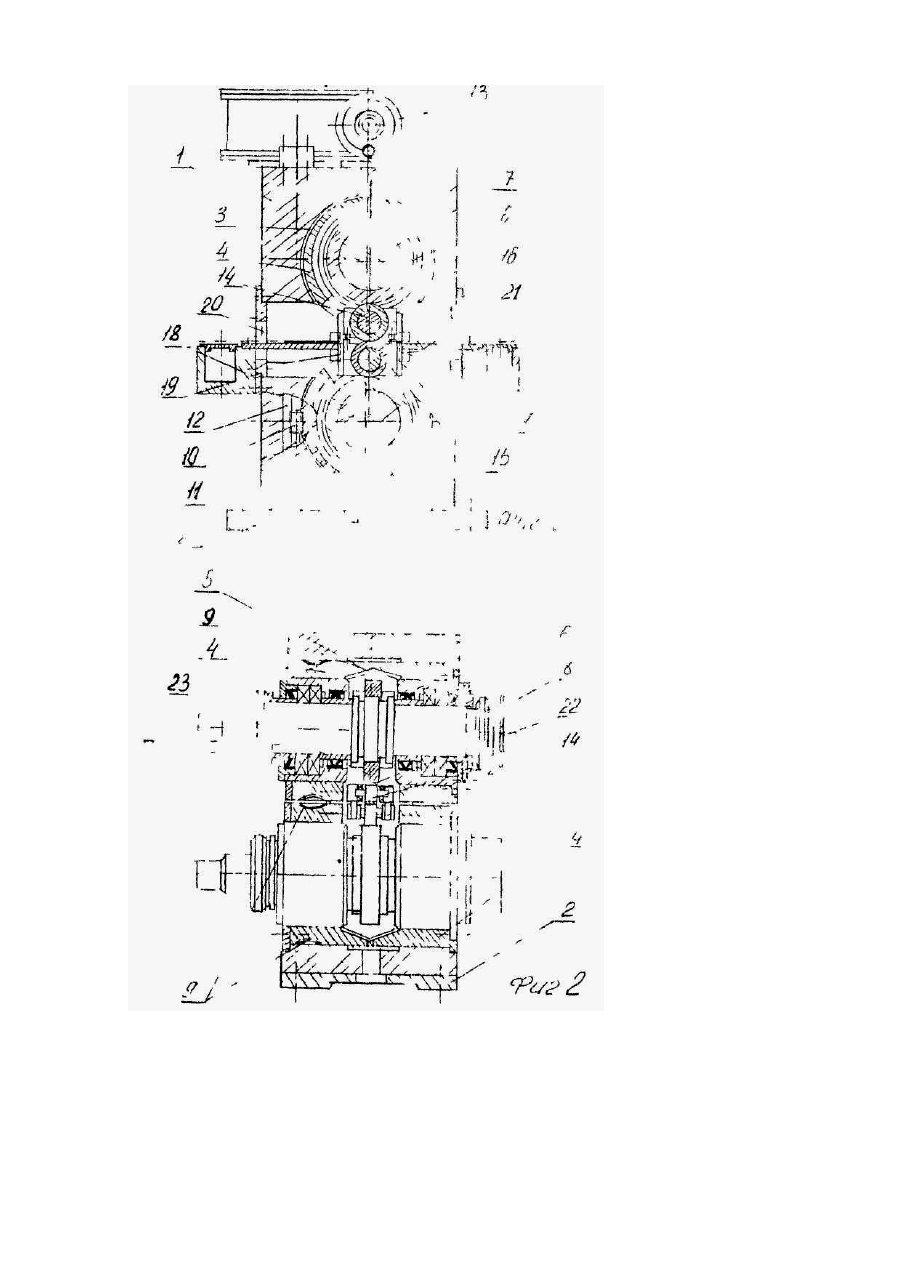
Винахід відноситься до прокатного виробництва та може бути використаний у прокатних станах, призначених для одержання особливо тонких штаб. Відома прокатна кліть, що має станину відкритого типу, виконану у вигляді стоєк, що окремо стоять одна від одної, з внутрішними виступами на кінцях. Подушки опорних валків винесені за вертикальний габарит станини та забезпечені на торцях консольними виступами, які зсередини оперті на виступи стоек. Робочі валки встановлені в подушках з пристроєм, що зрівноважує [Авт,св. №429858, кл. В21 В 13/02, 1974]. Відома прокатна кліть, яка за сукупністю суттєвих ознак найбільш близька до технічного рішення, що пропонується, та вибрана авторами за прототип. Прокатна кліть має станину, яка створена лівою та правою стойками, в яких розміщені подушки приводних опорних валків, встановлених на плитові. Неприводні робочі валки розміщені в верхніх та нижніх подушках, між якими встановлені гідроциліндри зрівноваження верхнього робочого валка [Фомин Г. Г. Механизация и автоматизация широкополосних станов горячей прокатки. - М.: Металлургия, 1979, с. 45-46]. В основу винаходу поставлена задача підвищити якість готового прокату за рахунок рівномірного розподілу зусиль притиску на вузли підшипників опорних валків та забезпечення однакової жорсткості в подушках валків шляхом забезпечення можливості одночасного повороту ексцентричних ділянок при повороті суцільних колес з цими ділянками та відсутності механічних зазорів між уявним водилом та ексцентричними ділянками, виключення можливості появи непаралельності осей опорних та відповідно осей робочих валків за рахунок можливості точної розточки отворів під ексцентричні кільця в монолітному корпусі. Поставлена задача не може бути вирішена аналогічним технічним рішенням. Розташування подушок опорних валків за вертикальними габаритами стоєк станини трохи підвищує жорсткість подушок опорних валків, проте, відсутність суцільного вузла подушок опорних валків та наявність стоєк станини з подушками, тобто відсутність монолітності корпуса станини не може забезпечити точності розточок під подушки опорних валків та осьової точності опорних валків та відповідно досягти точної паралельності осей опорних та робочих валків. Поставлена задача не може бути вирішена й технічним рішенням, яке вибране авторами за прототип. Як і в аналогічному технічному рішенні станина кліті виконана немонолітною та створена лівою та правою стойками з автономними подушками опорних валків. Відповідно, досягти високої точності осей отворів вузлів подушок опорних валків скрутно як при їх розточуванні, так і при зборці стоєк станини. Враховуючи механічні зазори та наявність стоєк, закріплених до плитовий!, домагтися високої жорсткості кліті в цілому та паралельності осей валків не уявляється можливим. Поставлена задача досягається тим, що у прокатній кліті, яка має станину, що встановлена на плитовині, з приводними опорними валками та неприводними робочими валками, розміщеними у верхніх та нижніх подушках, згідно винаходу станина виконана у вигляді монолітного корпуса, наприклад, призми з наскрізними отворами під опорні валки, в яких встановлені суцільні по довжині отворів кільця з ексцентричними внутрішніми розточками, які контактують з обоймами підшипників опорних валків, а з зовнішнього боку кілець виконані насічки, які входять в зчеплення з шестірнями черв'ячного вала, розміщеного в розточці корпуса станини по її висоті, перпендикулярно осям скрізних отворів з боку грані корпуса-призми виконане наскрізне вікно, в якому встановлені робочі валки, при цьому верхні подушки робочих валків входять в пази стоєк нижніх подушок, взаємофіксуючи одна одну від осьових та горизонтальних переміщень, створюючи комплект робочих валків, зафіксований від основних та поперечних переміщень виступами приливків столів кліті, які входять в зовнішні пази стоєк нижніх подушок робочих валків, при цьому столи кліті з увідними та вивідними проводками закріплені безпосередньо до стінок корпуса станини з переднього та заднього його боків. На фіг. 1 зображена прокатна кліть у поперечному перетині відносно осей опорних та робочих валків; на фіг.2 - прокатна кліть у поздовжньому перетині відносно осей валків. Прокатна кліть складається з станини 1, яка уявляє собою монолітний корпус у вигляді, наприклад, призми, встановленій на плитовині 2. В корпусі станини 1 виконані скрізні отвори 3, в яких розміщені опорні кільця 4. Опорні кільця мають внутрішні ексцентричні розточки та виконані суцільними по довжині отворів. На внутрішних поверхнях кілець 4 в середніх частинах виконані розточки, які створюють уявні водила 5 між ексцентричними ділянками. Ексцентричні ділянки кілець контактують з обоймами підшипників 6 приводних опорних валків 7.3 протилежного боку від привода опорних валків підшипникові вузли закриті кришками 8. На зовнішніх поверхнях кілець 4 виконані насічки 9, які входять в зчеплення з шестернями 10 черв'ячного вала 11, встановленого в отвір 12 корпуса станини. Черв'ячний вал має шкив 13. Перпендикулярно осям валків 7 з боку грані корпуса станини 1 виконано скрізне вікно, в якому розміщений комплект робочих валків 14, що складається з нижніх подушок 15 та верхніх 16, при цьому верхні подушки входять в пази стоєк нижніх подушок, забезпечуючи взаємофіксування подушок 15, 16 від осьових та горизонтальних переміщень. З переднього та заднього боків станини 1 до її корпусу закріплені столи 17 та 18 з увідною то вивідною проводками (на креслені не показані). Фланці 19 столів з вікнами 20 входять в отвір станини. В столах є приливки 21 з вертикальними пазами, які входять у виступи стоек нижніх подушок 15, фіксуючи комплект робочих валків від осьових та поперечних переміщень в горизонтальній площині. Робочі валки 14 мають бандажі 22, а опорні - 23. Корпус станини 1 встановлюють у пази плитовий и 2, нагрітою попередньо до 120— 150°С. В отвори корпуса станини 1 заправляють спеціальну пасту, після чого загвинчують болти, забезпечуючи надійність кріплення. В ціліндричні розточки 3 заводять кільця 4 з ексцентричними внутрішніми отворами до упору фланців цих кілець з корпусом станини 1. Кільця повертають до сполучення "рисок" на фланцях обох кілець, забезпечуючи рівномірний ексцентриситет внутрішніх розточок верхнього та нижнього кілець 4. З лівого боку корпуса станини в розточку 12 заводять попередньо зібраний черв'ячний вал 12 з шестернями 10. Після того, як шкив 13 буде одягнений на квадратний хвостовик черв'ячного вала 11, повертаючу його, перевіряють надійність зчеплення з насічкою 9 кілець 4. Попередньо зібрані верхній та нижній опорні валки 7 заводять по черзі в ексцентричні розточки кілець 4. З неприводного боку кліті закріплюють болтовим з'єднанням опорні валки крізь фланці їх захисних кілець в розточці корпусів верхнього та нижнього ексцентричних кілець. Далі у вікно кліті з її переднього боку заводять стіл 17 з увідною проводкою. Закріплюють цей стіл болтовим з'єднанням до корпусу станини 1, після чого з заднього боку кліті заводять зібраний комплект робочих валків 14 так, щоб виступи приливків 21 стола 17 увійшли в пази стоєк нижньої подушки 15 робочого валка 14. Після чого заводять з заднього боку кліті стіл 18, фіксуючи приливками 21 комплект робочих валків у потрібному положенні їх осей. Після чого як стіл буде закріплений, встановлюють по шаблону еджери на лінію прокатки з розчином валків, визначним таблицею калібровки. Пристрій працює таким чином. Заготівку, наприклад, проволоку задають у розчин робочих валків 14 по проводці (на креслені не показана), закріпленій до столу 17. Обтискування (плющення) здійснюють робочими валками 14, які приведені в стан обертання приводними опорними валками 7. Вихід прокату здійснюється по задній проводці, закріпленій до столу 18. Відбувається рівномірне притискування поверхонь робочих валків по їх довжині опорними валками за рахунок наявності суцільних по довжині верхніх та нижніх подушок-кілець 4 опорних валків 7. Зусилля притискання опорних валків до робочих здійснюють обертанням одного черв'ячного вала 11 та при цьому одночасним поворотом верхнього та нижнього ексцентричих кілець-подушок 4. Таке притискання виключає непаралельність осей опорних валків 7. Наявність суцільних колець в монолітному корпусі забезпечує однакову жорсткість в підшипникових вузлах в опорних валках, це виключає різнотовщинність по ширині прокату. А збільшення жорсткості в цілому кліті підвищує точність прокату по його довжині. Запропонована прокатна кліть може бути використана на станах, які виробляють особливо тонкий штаб, а також при виробництві листового та штабового прокату.
ДивитисяДодаткова інформація
Автори англійськоюKrivoschapov Vladimir Vasilevich
Автори російськоюКривощапов Владимир Васильевич
МПК / Мітки
МПК: B21B 13/00, B21B 31/00
Код посилання
<a href="https://ua.patents.su/3-23599-prokatna-klit.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть</a>
Попередньо напружена прокатна кліть
Номер патенту: 14319
Опубліковано: 25.04.1997
Автор: Малакуцко Костянтин Андрійович
МПК: B21B 31/00
Мітки: кліть, попередньо, напружена, прокатна
Формула / Реферат:
Предварительно напряженная прокатная клеть, содержащая станины, жестко соединенные стяжками, узел валков с подушками, дополнительные подушки, установленные на шейках валков между основными подушками и торцами их бочек, распорные устройства между дополнительными подушками, гидроцилиндры в поперечинах станин, отличающаяся тем, что, с целью повышения жесткости валкового узла при увеличении нагрузочной способности клети, клеть снабжена...
Вертикальна прокатна кліть
Номер патенту: 567
Опубліковано: 15.12.1993
Автори: Алексєєнко Георгій Якович, Горбов Альберт Володимирович, Филипченко Григорій Тимофійович, Сусляєв Олександр Львович
МПК: B21B 13/06
Мітки: вертикальна, прокатна, кліть
Формула / Реферат:
1. Вертикальная прокатная клеть, содержащая установленные на станине раму с приводной шестеренной клетью и сменный прокатный блок, соединенный с шестеренкой клетью шпинделями с верхними и нижними головками, связанными валами со шлицевыми соединениями, и механизмы перемещения нижних головок в виде поршневых цилиндров, отличающаяся тем, что цилиндры свободно установлены на валах шпинделей, при этом корпуса цилиндров жестко соединены с телами...
Прокатна кліть кварто
Номер патенту: 12965
Опубліковано: 28.02.1997
Автори: Волченков Іван Григорович, Литвинов Олександр Васильович
МПК: B21B 13/02
Мітки: прокатна, кліть, кварто
Формула / Реферат:
(57) Прокатная клеть кварто, преимущественно чистовой группы клетей широкополосного стана, содержащая станины и вставки с направляющими проемами, в которых размещены соответственно подушки опорных и рабочих валков, а также цилиндры уравновешивания рабочих валков, взаимодействующие с упорными выступами подушек рабочих валков, отлипающаяс я тем, что подушки рабочих валков по упорным выступам выполнены с шириной, соответствующей ширине...
Шестивалкова прокатна клітка
Номер патенту: 3580
Опубліковано: 27.12.1994
Автори: Ханс Рьоммен, Еріх Штой
МПК: B21B 13/14
Мітки: шестивалкова, клітка, прокатна
Формула / Реферат:
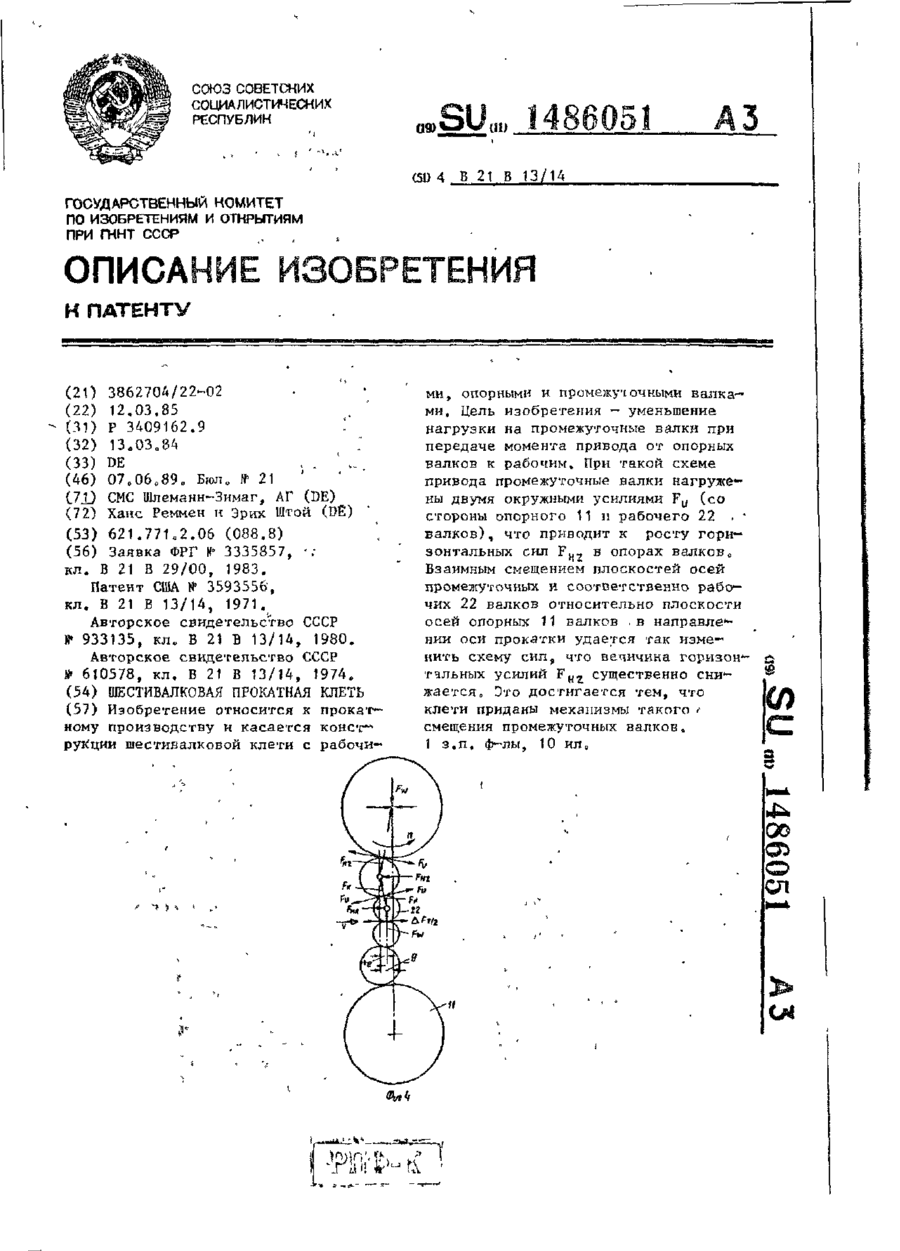
1. Шестивалковая прокатная клеть, содержащая станины, рабочие, промежуточные и опорные валки с подушками, привод, гидроцилиндры изгиба и/или уравновешивания валков, механизмы горизонтальной установки подушек рабочих валков, расположенные в окнах станин, отличающаяся тем, что, с целью уменьшения нагрузки на промежуточные валки при передаче момента прокатки от опорных валков к рабочим, подушки промежуточных валков также установлены с...
Кліть стана пілігримової прокатки труб

Номер патенту: 17340
Опубліковано: 01.04.1997
Автори: Верещагін Олександр Давидович, Чуб Анатолій Васильович, Вольфович Георгій Вольфович, Більдін Костянтин Михайлович, Чубарь Алла Георгівна, Хаустов Георгій Йосипович, Ісаков Євген Борисович, Островський Ігор Петрович, Алпатов Євгеній Миколайович, Борисенко Юрій Миколайович, Сандульский Борис Степанович, Чеха Віктор Миколайович, Попов Марат Васильович
МПК: B21B 21/00, B21B 13/18
Мітки: кліть, труб, прокатки, пілігримової, стана
Формула / Реферат:
Клеть стана холодной пилигримовой прокатки труб, содержащая возвратно-поступательно перемещаемый корпус, внутри которого размещен сепаратор с приводными валками, имеющими ручьи переменного сечения, отличающаяся тем, что сепаратор выполнен П-образным, на его вертикальной стенке с помощью планок закреплены разъемные подшипники, охватывающие опорные шейки валков, при атом в верхней части сепаратора и корпуса клети выполнены отверстия для...
Попередній патент: Гідроізоляційна мастика
Наступний патент: Спосіб переробки нижчих дикарбонових кислот
Випадковий патент: Гнучке зубчасте колесо хвильової передачі