Спосіб електроіскрового легування
Номер патенту: 86695
Опубліковано: 10.01.2014
Автори: Авдєєнко Євген Анатолійович, Авдєєнко Анатолій Петрович


Формула / Реферат
Спосіб електроіскрового легування за допомогою генератора уніполярних імпульсів, легуючого електрода і розрядів типу "конденсована іскра" з попередньою обробкою поверхні металу поверхнево-активною речовиною, який відрізняється тим, що поверхню металу, що обробляється, попередньо обробляють 0,1…1,0 % водним розчином Na-солей кислих алкілфосфатів первинних жирних спиртів фракції С12-С16, а потім з використанням генератора уніполярних імпульсів, легуючого електрода, що є анодом генератора і закріплений в вібраторі або розташований на незмінній відстані від поверхні, що обробляється, і розрядів типу "конденсованої іскри", на поверхню, яка є катодом генератора, наносять легуючу речовину електрода.
Текст
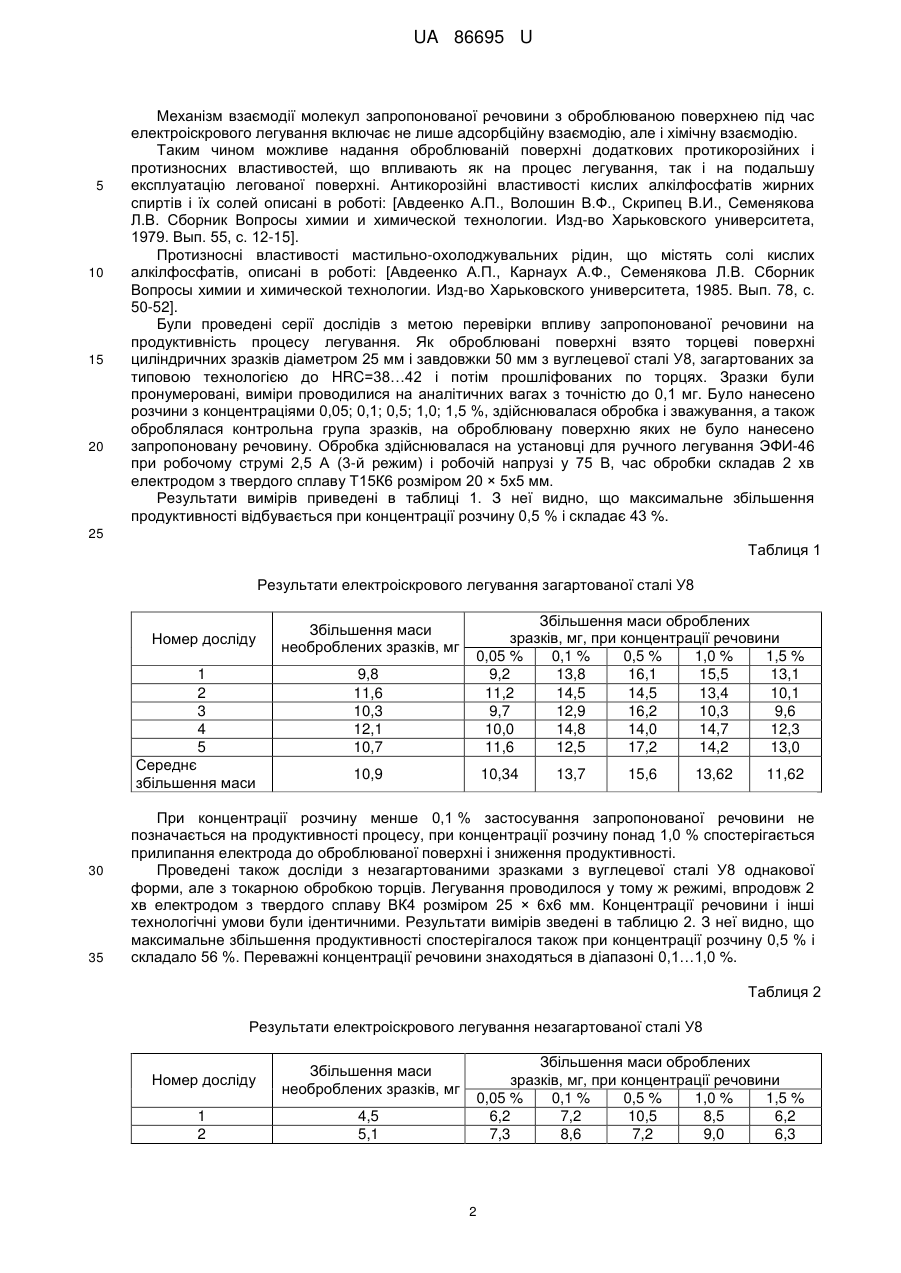
Реферат: UA 86695 U UA 86695 U 5 10 15 20 25 30 35 40 Корисна модель належить до галузі техніки, а саме до електрофізичних методів обробки металів, і може знайти застосування при електроіскровому легуванні металевих поверхонь. Відомий спосіб електроіскрового легування, коли за допомогою генератора уніполярних імпульсів, легуючого електрода, що є анодом генератора, і закріпленого у вібраторі або розташованого на незмінній відстані від оброблюваної поверхні, і розрядів типу "конденсована іскра", на оброблювану поверхню, що є катодом генератора, наноситься легуюча речовина електрода, тобто відбувається електроіскрове легування [А.Е. Гитлевич и др. Электроискровое легирование металлических поверхностей, Кишинев, "Штиинца", 1985, с. 7-15; Лазаренко Н.И. Электроискровое легирование металлических поверхностей. М.: Машиностроение, 1976; Иванов Г.П. Технология электроискрового упрочнения инструментов и деталей машин. М.: Машгиз, 1961, 303 с; Самсонов Г.В., Верхотуров А.Д., Бовкун Г.А., Сычев B.C. Электроискровое легирование металлических поверхностей. Киев. Наукова думка, 1976, 220 с; Гитлевич А.Е., Михайлов В.В., Парканский Н.Я., Ревуцкий В.М. Электроискровое легирование металлических поверхностей. Кишинев. Штиица, 1985, 198 с.]. Відомий також спосіб електроіскрового легування, вибраний нами як прототип, коли за допомогою генератора уніполярних імпульсів, легуючого електрода, що є анодом генератора і закріпленого у вібраторі або розташованого на незмінній відстані від оброблюваної поверхні, і розрядів типу "конденсована іскра", на оброблювану поверхню, що є катодом генератора, наноситься легуюча речовина електрода. Але перед обробкою поверхні, яка легується, її додатково піддають пластифікації в поверхнево-активних металах (ПАМ) - в їх розплавах і евтектиках [Н.В. Чаругин, А.Т. Литвиненко и др. Упрочняющая обработка рабочих поверхностей металлообрабатывающего инструмента. ГАСНТИ 55.20.17. УДК: 621.9.048.4. Одесский политехнический институт, Одесса, 1987. Деп. в УкрНИИНТИ 24.03.87]. Загальними суттєвими ознаками найближчого аналога і способу, що заявляється, є спосіб легування поверхні, що обробляється, матеріалом анода з використанням генератора уніполярних імпульсів, легуючого електрода, який є анодом генератора і закріплений в вібраторі або розташований на незмінній відстані від поверхні, що обробляється, і розрядів типу "конденсованої іскри", на оброблювану поверхню, яка є катодом генератора, з використанням попередньої обробки цієї поверхні поверхнево-активною речовиною. Недоліками способу прототипу є, попри збільшення інтенсивності перенесення легуючої речовини, істотні витрати дорогих ПАМ, складність отримання їх сплавів (наприклад, Sn-Zn), громіздкість і велика вартість устаткування для пластифікації оброблюваних поверхонь в розплавах і евтектиках ПАМ, потреба в кваліфікованих операторах, підвищення шкідливості процесу для операторів при ручному легуванні. Усе це значно підвищує собівартість обробки, знижує економічний ефект від електроіскрового легування, знижує продуктивність процесу. В основу корисної моделі поставлена задача інтенсифікації процесу електроіскрового легування і підвищення його продуктивності, та зниження собівартості процесу. Поставлена задача вирішується тим, що перед елекстроіскровим легуванням поверхні, її обробляють 0,1…1,0 % водним розчином натрієвих солей моно- і діалкілфосфатів первинних жирних спиртів фракції С12-С16. Хімічна формула запропонованої речовини: RO RO 45 50 55 P ONa RO + O HO P O ONa , де R - залишок спиртів фракції С12-С16. Поверхню металу одноразово змочують цим розчином за допомогою тампону і просушують. Запропонована речовина, як і розплав ПАМ має адсорбційні властивості, які управляють адсорбційною активністю в міжфазному розділі: рідкий (еродований) метал - твердий (підкладка), що призводить до зниження енергонасиченості мікрооб'єктів, що деформуються, а також і до інтенсифікації процесу перенесення [Н.В. Чаругин, А.Т. Литвиненко и др… Упрочняющая обработка робочих поверхностей металлообрабатывающего інструмента. ГАСИТИ 55.20.17. УДК 621.0.048.4. Одесский политехнический институт, Одесса, 1987]. При зміні адсорбційної активності оброблюваної поверхні адгезійні зв'язки на катодному міжфазному розділі зменшуються і спостерігається інтенсифікація перенесення легуючої речовини на оброблювану поверхню [Мещеряков Г.И. и др. Влияние адсорбционных явлений на процесс переноса метала при электроискровом легировании. Электронная обработка материалов, 1980, № 5, с. 35-41]. 1 UA 86695 U 5 10 15 20 Механізм взаємодії молекул запропонованої речовини з оброблюваною поверхнею під час електроіскрового легування включає не лише адсорбційну взаємодію, але і хімічну взаємодію. Таким чином можливе надання оброблюваній поверхні додаткових протикорозійних і протизносних властивостей, що впливають як на процес легування, так і на подальшу експлуатацію легованої поверхні. Антикорозійні властивості кислих алкілфосфатів жирних спиртів і їх солей описані в роботі: [Авдеенко А.П., Волошин В.Ф., Скрипец В.И., Семенякова Л.В. Сборник Вопросы химии и химической технологии. Изд-во Харьковского университета, 1979. Вып. 55, с. 12-15]. Протизносні властивості мастильно-охолоджувальних рідин, що містять солі кислих алкілфосфатів, описані в роботі: [Авдеенко А.П., Карнаух А.Ф., Семенякова Л.В. Сборник Вопросы химии и химической технологии. Изд-во Харьковского университета, 1985. Вып. 78, с. 50-52]. Були проведені серії дослідів з метою перевірки впливу запропонованої речовини на продуктивність процесу легування. Як оброблювані поверхні взято торцеві поверхні циліндричних зразків діаметром 25 мм і завдовжки 50 мм з вуглецевої сталі У8, загартованих за типовою технологією до HRC=38…42 і потім прошліфованих по торцях. Зразки були пронумеровані, виміри проводилися на аналітичних вагах з точністю до 0,1 мг. Було нанесено розчини з концентраціями 0,05; 0,1; 0,5; 1,0; 1,5 %, здійснювалася обробка і зважування, а також оброблялася контрольна група зразків, на оброблювану поверхню яких не було нанесено запропоновану речовину. Обробка здійснювалася на установці для ручного легування ЭФИ-46 при робочому струмі 2,5 А (3-й режим) і робочій напрузі у 75 В, час обробки складав 2 хв електродом з твердого сплаву Т15К6 розміром 20 × 5x5 мм. Результати вимірів приведені в таблиці 1. З неї видно, що максимальне збільшення продуктивності відбувається при концентрації розчину 0,5 % і складає 43 %. 25 Таблиця 1 Результати електроіскрового легування загартованої сталі У8 Номер досліду Збільшення маси необроблених зразків, мг 1 2 3 4 5 9,8 11,6 10,3 12,1 10,7 Середнє збільшення маси 30 35 Збільшення маси оброблених зразків, мг, при концентрації речовини 0,05 % 0,1 % 0,5 % 1,0 % 1,5 % 9,2 13,8 16,1 15,5 13,1 11,2 14,5 14,5 13,4 10,1 9,7 12,9 16,2 10,3 9,6 10,0 14,8 14,0 14,7 12,3 11,6 12,5 17,2 14,2 13,0 10,9 10,34 13,7 15,6 13,62 11,62 При концентрації розчину менше 0,1 % застосування запропонованої речовини не позначається на продуктивності процесу, при концентрації розчину понад 1,0 % спостерігається прилипання електрода до оброблюваної поверхні і зниження продуктивності. Проведені також досліди з незагартованими зразками з вуглецевої сталі У8 однакової форми, але з токарною обробкою торців. Легування проводилося у тому ж режимі, впродовж 2 хв електродом з твердого сплаву ВК4 розміром 25 × 6x6 мм. Концентрації речовини і інші технологічні умови були ідентичними. Результати вимірів зведені в таблицю 2. З неї видно, що максимальне збільшення продуктивності спостерігалося також при концентрації розчину 0,5 % і складало 56 %. Переважні концентрації речовини знаходяться в діапазоні 0,1…1,0 %. Таблиця 2 Результати електроіскрового легування незагартованої сталі У8 Номер досліду Збільшення маси необроблених зразків, мг 1 2 4,5 5,1 Збільшення маси оброблених зразків, мг, при концентрації речовини 0,05 % 0,1 % 0,5 % 1,0 % 1,5 % 6,2 7,2 10,5 8,5 6,2 7,3 8,6 7,2 9,0 6,3 2 UA 86695 U Продовження таблиці 2 3 4 5 Середнє збільшення маси 5 6,3 5,7 4,9 4,2 4,7 5,0 8,5 6,6 7,0 6,3 8,8 8,5 7,2 6,9 8,1 5,9 6,8 5,2 5,3 5,48 7,58 8,26 7,94 5,88 Запропонований спосіб електроіскрового легування металевих поверхонь попередньо оброблених 0,1…1,0 % водним розчином Na-солей кислих алкилфосфатів первинних жирних спиртів фракції С12-С16 сприяє підвищенню продуктивності електроіскрового легування приблизно в 1,5 разу. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 Спосіб електроіскрового легування за допомогою генератора уніполярних імпульсів, легуючого електрода і розрядів типу "конденсована іскра" з попередньою обробкою поверхні металу поверхнево-активною речовиною, який відрізняється тим, що поверхню металу, що обробляється, попередньо обробляють 0,1…1,0 % водним розчином Na-солей кислих алкілфосфатів первинних жирних спиртів фракції С12-С16, а потім з використанням генератора уніполярних імпульсів, легуючого електрода, що є анодом генератора і закріплений в вібраторі або розташований на незмінній відстані від поверхні, що обробляється, і розрядів типу "конденсованої іскри", на поверхню, яка є катодом генератора, наносять легуючу речовину електрода. Комп’ютерна верстка І. Мироненко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюAvdeienko Anatolii Petrovych, Avdeienko Yevhen Anatoliiovych
Автори російськоюАвдеенко Анатолий Петрович, Авдеенко Евгений Анатольевич
МПК / Мітки
МПК: C10M 137/00, C10N 40/14
Мітки: легування, спосіб, електроіскрового
Код посилання
<a href="https://ua.patents.su/5-86695-sposib-elektroiskrovogo-leguvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електроіскрового легування</a>
Спосіб електроіскрового легування ванадієм
Номер патенту: 17858
Опубліковано: 16.10.2006
Автор: Коваленко Ольга Олександрівна
МПК: B23H 9/00
Мітки: спосіб, електроіскрового, ванадієм, легування
Формула / Реферат:
Спосіб електроіскрового легування ванадієм, що включає застосування ванадієвого електрода, подання на нього напруги зарядного струму, яку вибирають із залежності:,де S - площа перерізу металевого дроту, мм2,С - місткість конденсатора, Ф,f - частота коливань, Гц,K1 - постійна, обумовлена матеріалом електрода, який відрізняється тим, що К1...
Пристрій для електроіскрового легування

Номер патенту: 16719
Опубліковано: 15.08.2006
Автори: Ткаченко Борис Ігоревич, Ковалевський Сергій Вадимович, Косенко Анатолій Григорович, Циганаш Віктор Євграфович
Мітки: пристрій, легування, електроіскрового
Формула / Реферат:
Пристрій для електроіскрового легування, що містить трансформатор, накопичувальний конденсатор, електрод, вібратор, систему запобігання прилипанню електрода до оброблюваної поверхні, який відрізняється тим, що в схему введено стабілізатор напруги, який робить розряд більш тривалим і стабільнішим, причому вхід стабілізатора підключений до накопичувального конденсатора, а вихід через тиристор - до електрода і оброблюваної деталі.
Пристрій для електроіскрового легування
Номер патенту: 65852
Опубліковано: 15.04.2004
Автори: Лахмоткін Андрій Вікторович, Циганаш Віктор Євграфович, Король Андрій Павлович, Ковалевський Сергій Вадимович, Косенко Анатолій Григорович
МПК: C30B 31/00
Мітки: пристрій, електроіскрового, легування
Формула / Реферат:
Пристрій для електроіскрового легування, що складається з зміцнюючого електрода, контактної пластини, котушки вібратора, накопичувального конденсатора, блока затримки імпульсів, який відрізняється тим, що в нього введено три тиристори, генератор потужнострумових імпульсів, цифро-аналоговий перетворювач, операційний підсилювач, система імпульсно-фазового керування, задатчик частоти імпульсів, причому цифро-аналоговый перетворювач приєднаний до...
Пристрій для електроіскрового легування

Номер патенту: 41088
Опубліковано: 15.08.2001
Автори: Ковалевський Сергій Вадимович, Вакулович Микола Васильович, Косенко Анатолій Григорович, Міхненко Олексій Станіславович
МПК: C30B 31/00
Мітки: пристрій, електроіскрового, легування
Формула / Реферат:
Пристрій для електроіскрового легування, який містить трансформатор напруги, діодний міст, накопичувальний конденсатор, резистори, контактну пластину та електромагнітний вібратор, який несе зміцнювальний електрод, який відрізняється тим, що в пристрій введено трансформатор живлення, електронний ключ, регулювальний блок та генератор імпульсів, причому генератор імпульсів під'єднаний за допомогою діодного моста в ланцюг живлення первинної...
Спосіб електроіскрового легування

Номер патенту: 7803
Опубліковано: 15.07.2005
Автори: Безрукава Вікторія Анатоліївна, Грязнова Людмила Вікторівна
МПК: C30B 31/00, B21D 26/06
Мітки: електроіскрового, спосіб, легування
Формула / Реферат:
Спосіб електроіскрового легування металевої поверхні деталі, що включає перенос і осадження еродованого матеріалу електрода-інструмента (анода), в умовах його вібрації й обертання, на поверхню деталі (катода) з легуванням поверхневого шару деталі, який відрізняється тим, що попередньо деталь піддають ударно-хвильовому (вибуховому) навантаженню.
Попередній патент: Електроліт для формування на вентильних металах функціональних покриттів із вмістом оксидів рідкісних елементів
Наступний патент: Спосіб визначення початкових фаз напруг електричних ланцюгів
Випадковий патент: Установка перетворення енергії потоку середовища