Спосіб механічної обробки металів різанням
Номер патенту: 86823
Опубліковано: 10.01.2014
Автори: Ларшин Василь Петрович, Ліщенко Наталя Володимирівна

Формула / Реферат
1. Спосіб механічної обробки металів різанням, що включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно і при обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на заданому рівні, при якому мають місце ефекти руйнування та відновлення, зазначений заданий рівень визначають експериментально й підтримують за допомогою системи автоматичного регулювання відповідних вимірюваних параметрів, який відрізняється тим, що зазначений заданий рівень вимірюваних параметрів приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ.
2. Спосіб за п. 1, який відрізняється тим, що температуру і сили різання розраховують за відповідними рівняннями зв'язку між заданим рівнем цих параметрів і режимами різання і з цих рівнянь зв'язку знаходять режими різання, при яких зазначений заданий рівень параметрів (температури і сил різання) приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ.
Текст
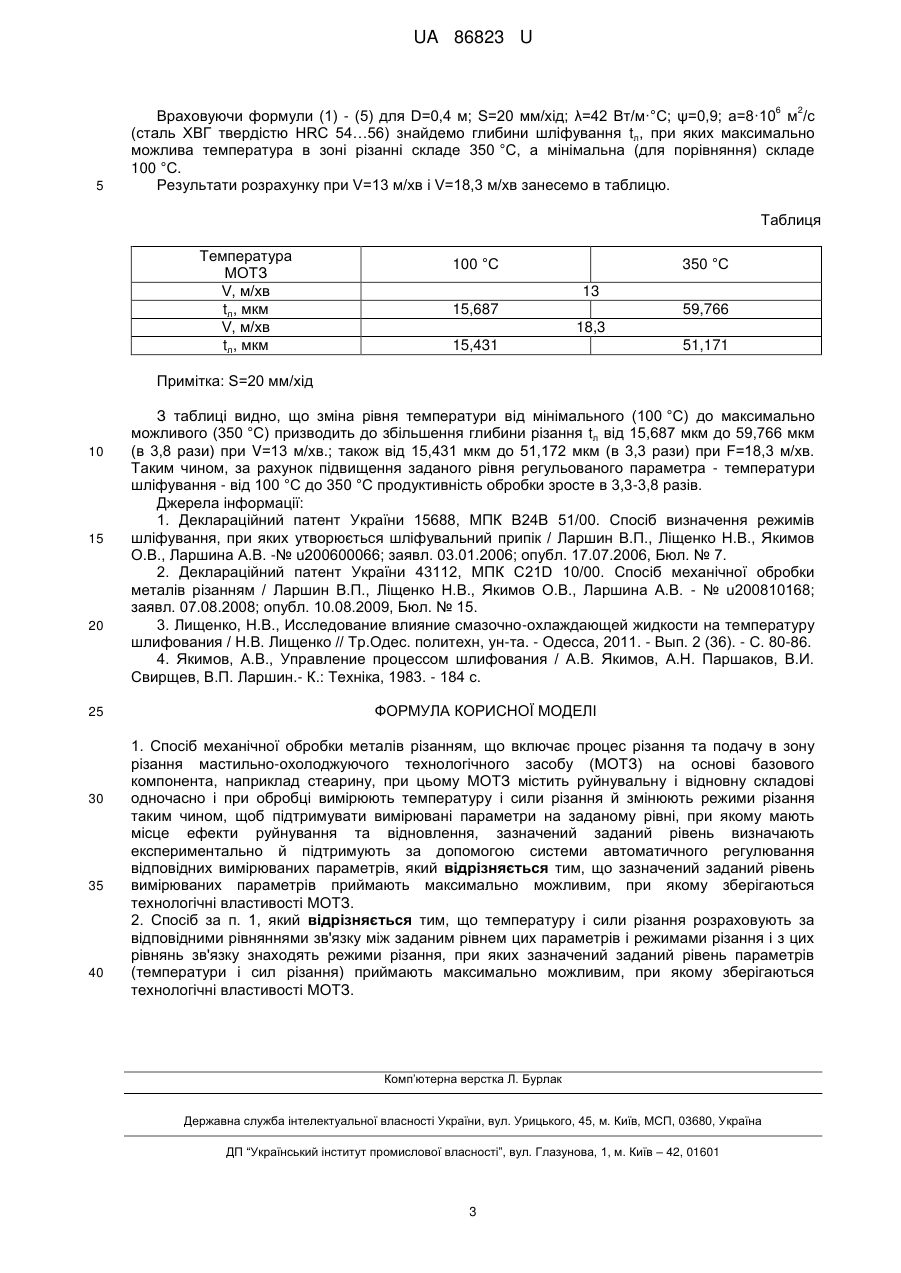
Реферат: Спосіб механічної обробки металів різанням включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно і при обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на заданому рівні, при якому мають місце ефекти руйнування та відновлення, зазначений заданий рівень визначають експериментально й підтримують за допомогою системи автоматичного регулювання відповідних вимірюваних параметрів, причому зазначений заданий рівень вимірюваних параметрів приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ. UA 86823 U (54) СПОСІБ МЕХАНІЧНОЇ ОБРОБКИ МЕТАЛІВ РІЗАННЯМ UA 86823 U UA 86823 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до галузі механічної обробки матеріалів, зокрема до технології плоского шліфування важкооброблюваних матеріалів на плоскошліфувальному верстаті з хрестовим столом і горизонтальним шпинделем. Відомо спосіб визначення режимів шліфування, при яких утворюється припік, з пошуком зазначених режимів при візуальному контролі припіку на обробленій поверхні заготовки шляхом зміни і фіксації режимного параметра, що впливає на припікоутворення [1]. Зазначений режимний параметр змінюють при фіксованих інших режимних параметрах, таким чином, щоб при двох його значеннях - мінімальному і максимальному - гарантовано не утворився і утворився, відповідно, шліфувальний припік. Установлюють проміжне значення цього параметра, яке дорівнює середньому арифметичному із двох вищезгаданих, а потім шукають нове проміжне значення параметра, причому при наявності припіку при проміжному значенні параметра нове проміжне значення приймають рівним середньому арифметичному попереднього проміжного і мінімального значень параметра, а при відсутності припіку середньому арифметичному попереднього проміжного і максимального значень, потім зазначену процедуру визначення і фіксації проміжних значень режимного параметра повторюють необхідну кількість разів залежно від необхідної точності визначення бездефектних режимів шліфування. Недоліком цього способу є втрата технологічних властивостей мастильно-охолоджуючого технологічного засобу (МОТЗ) при фіксованому максимальному режимному параметрі, який обумовлює гарантовану появу шліфувального припіку. Наприклад температура шліфувального припіку при обробці чорних металів (біля 550 °C і більше) суттєво перевищує як температуру кипіння (350 °C для МОТЗ на основі стеарину), так і температуру запалення МОТЗ (395 °C), що призводить до втрати технологічних властивостей МОТЗ, наприклад ефектів руйнування та відновлення, тобто руйнування матеріалу, який оброблюється, та відновлення матеріалу ріжучої крайки інструменту. Найбільш близьким за технічною суттю та результатом до об'єкта, що заявляється, є спосіб механічної обробки різанням, що включає процес різання та подачу в зону різання МОТЗ на основі стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно [2]. При обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на мінімальному рівні, достатньому для прояву ефектів руйнування та відновлення. Зазначений мінімальний рівень температури і сил різання визначають експериментально і підтримують за допомогою системи автоматичного регулювання відповідних температурного і силових параметрів. Недоліком цього способу є його низька продуктивність тому, що вимірювані температура і сили різання підтримують на мінімальному рівні, який наприклад дорівнює температурі плавлення (54 °C для МОТЗ на основі стеарину). Відомо, що технологічні властивості МОТЗ на основі стеарину зберігаються до більш високої температури, наприклад до температури кипіння 350 °C). Таким чином, є резерв для підвищення режимів різання та продуктивності обробки, тобто режими різання можна підвищити для забезпечення, наприклад, вказаної температури кипіння МОТЗ на основі стеарину (350 °C). Задачею корисної моделі є розробка способу механічної обробки металів різанням, що включає процес різання та подачу в зону різання МОТЗ на основі базового компонента, наприклад стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно і при обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на заданому рівні, при якому мають місце ефекти руйнування та відновлення, причому зазначений заданий рівень визначають експериментально й підтримують за допомогою системи автоматичного регулювання відповідних температурного і силових параметрів, при цьому зазначений заданий рівень вимірюваних параметрів приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ, що дозволяє підвищити продуктивність процесу різання (при гарантованій якості поверхневого шару і точності обробки). Технічний ефект пояснюється тим, що відповідно до пропонованої корисної моделі, продуктивність процесу різання підвищується тому, що режими різання (наприклад глибину різання) збільшують таким чином, щоб підтримувати вимірювані параметри на максимально можливому рівні, при якому зберігаються технологічні властивості МОТЗ. Наприклад, для МОТЗ на основі стеарину режими різання визначають з умови забезпечення температури кипіння МОТЗ в зоні різання (350 °C) замість, наприклад, температури плавлення (54 °C), при якій забезпечували мінімальний рівень вимірюваних параметрів. 1 UA 86823 U 5 10 15 20 25 Поставлена задача вирішується тим, що в способі механічної обробки металів різанням, що включає процес різання та подачу в зону різання МОТЗ на основі базового компонента, наприклад стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно, і при обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на заданому рівні, при якому мають місце ефекти руйнування та відновлення (технологічні властивості МОТЗ), зазначений заданий рівень визначають експериментально й підтримують за допомогою системи автоматичного регулювання відповідних температурного і силових параметрів, згідно з корисною моделлю, одночасно зазначений заданий рівень вимірюваних параметрів приймають рівним максимально можливому, при якому зберігаються технологічні властивості МОТЗ. Крім цього при іншому виконанні способу температуру і сили різання розраховують за відповідними рівняннями зв'язку між заданим рівнем цих параметрів і режимами різання і з цих рівнянь зв'язку знаходять режими різання, при яких зазначений заданий рівень параметрів (температури і сил різання) прийнятий максимально можливим, при якому зберігаються технологічні властивості МОТЗ. Наприклад при плоскому шліфуванні спосіб реалізують таким чином. 1. Одержують експериментально рівняння зв'язку між температурою в зоні різання і режимами шліфування. 2. Експериментально визначають максимально можливий рівень температури (наприклад 350 °C), при якому зберігаються технологічні властивості МОТЗ. 3. З рівняння зв'язку за п. 1 знаходять режими різання, при яких температура має максимально можливий рівень при якому зберігаються технологічні властивості МОТЗ (наприклад знаходять глибину різання при постійних інших режимних параметрах: швидкості деталі та поперечній подачі). Відомо, що максимальна температура шліфування становить [3] 2q a , (1) 2 де q - щільність теплового потоку, Вт/м ; 2 а (м /с) і λ (Вт/м·°С) - коефіцієнти температуро- і теплопровідності, відповідно; τ - час дії теплового джерела, с. Для визначення температури за формулою (1) необхідно мати залежності параметрів q і τ від режимів обробки. Щільність теплового потоку q в формулі (1) знаходять за формулою [4] Pt л , V, S , (2) q F де ψ - коефіцієнт тепловводу; Р(tл, V, S) - залежність потужності шліфування від режимних параметрів tл, V, S, Bт; T 30 35 F D t ф t л, V S 40 Тут D - діаметр шліфувального круга, м; tф(tл, V) - фактична глибина шліфування, яка залежить від лімбової глибини шліфування tл (мкм) та швидкості деталі V (м/хв.), мкм; S - поперечна подача, мм. Час дії теплового джерела т в формулі (1) знаходять за формулою [4] 45 D t ф t л , V 10 6 60 . (3) V Залежність потужності різання Р від режимних параметрів tл, V, S для плоского шліфування отримано експериментально і характеризується наступним рівнянням зв'язку для інтервалів 4≤S≤20 мм/хід; 7,3≤V≤18,3, м/хв; 10≤tл≤60, мкм Р=50( 50 2 - площа контакту, мм . e1,133675 (-0,2997+0,28708ln V) ·tл (-0,50279) ·V (-0,353228+0,28768 ln t) ·S ), Вт (4) Встановлено також рівняння зв'язку між лімбовою tл і фактичною tф глибинами шліфування tф(tл, V)=(-0,0545818·V+1,478547)·tл-(-0,53636·V+13,3154). (5) 2 UA 86823 U 6 5 2 Враховуючи формули (1) - (5) для D=0,4 м; S=20 мм/хід; λ=42 Вт/м·°С; ψ=0,9; а=8·10 м /с (сталь ХВГ твердістю HRC 54…56) знайдемо глибини шліфування tл, при яких максимально можлива температура в зоні різанні складе 350 °C, а мінімальна (для порівняння) складе 100 °C. Результати розрахунку при V=13 м/хв і V=18,3 м/хв занесемо в таблицю. Таблиця Температура МОТЗ V, м/хв tл, мкм V, м/хв tл, мкм 100 °C 350 °C 13 15,687 59,766 18,3 15,431 51,171 Примітка: S=20 мм/хід 10 15 20 25 30 35 40 З таблиці видно, що зміна рівня температури від мінімального (100 °C) до максимально можливого (350 °C) призводить до збільшення глибини різання tл від 15,687 мкм до 59,766 мкм (в 3,8 рази) при V=13 м/хв.; також від 15,431 мкм до 51,172 мкм (в 3,3 рази) при F=18,3 м/хв. Таким чином, за рахунок підвищення заданого рівня регульованого параметра - температури шліфування - від 100 °C до 350 °C продуктивність обробки зросте в 3,3-3,8 разів. Джерела інформації: 1. Деклараційний патент України 15688, МПК В24В 51/00. Спосіб визначення режимів шліфування, при яких утворюється шліфувальний припік / Ларшин В.П., Ліщенко Н.В., Якимов О.В., Ларшина А.В. -№ u200600066; заявл. 03.01.2006; опубл. 17.07.2006, Бюл. № 7. 2. Деклараційний патент України 43112, МПК C21D 10/00. Спосіб механічної обробки металів різанням / Ларшин В.П., Ліщенко Н.В., Якимов О.В., Ларшина А.В. - № u200810168; заявл. 07.08.2008; опубл. 10.08.2009, Бюл. № 15. 3. Лищенко, Н.В., Исследование влияние смазочно-охлаждающей жидкости на температуру шлифования / Н.В. Лищенко // Тр.Одес. политехн, ун-та. - Одесса, 2011. - Вып. 2 (36). - С. 80-86. 4. Якимов, А.В., Управление процессом шлифования / А.В. Якимов, А.Н. Паршаков, В.И. Свирщев, В.П. Ларшин.- К.: Техніка, 1983. - 184 с. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 1. Спосіб механічної обробки металів різанням, що включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, при цьому МОТЗ містить руйнувальну і відновну складові одночасно і при обробці вимірюють температуру і сили різання й змінюють режими різання таким чином, щоб підтримувати вимірювані параметри на заданому рівні, при якому мають місце ефекти руйнування та відновлення, зазначений заданий рівень визначають експериментально й підтримують за допомогою системи автоматичного регулювання відповідних вимірюваних параметрів, який відрізняється тим, що зазначений заданий рівень вимірюваних параметрів приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ. 2. Спосіб за п. 1, який відрізняється тим, що температуру і сили різання розраховують за відповідними рівняннями зв'язку між заданим рівнем цих параметрів і режимами різання і з цих рівнянь зв'язку знаходять режими різання, при яких зазначений заданий рівень параметрів (температури і сил різання) приймають максимально можливим, при якому зберігаються технологічні властивості МОТЗ. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: C21D 10/00
Мітки: механічної, металів, спосіб, обробки, різанням
Код посилання
<a href="https://ua.patents.su/5-86823-sposib-mekhanichno-obrobki-metaliv-rizannyam.html" target="_blank" rel="follow" title="База патентів України">Спосіб механічної обробки металів різанням</a>
Спосіб механічної обробки металів різанням
Номер патенту: 43112
Опубліковано: 10.08.2009
Автори: Ларшин Василь Петрович, Ларшина Алла Василівна, Ліщенко Наталія Володимирівна, Якимов Олександр Васильович
МПК: C21D 10/00
Мітки: спосіб, обробки, металів, механічної, різанням
Формула / Реферат:
1. Спосіб механічної обробки металів різанням, що включає процес різання та подачу в зону різання мастильно-охолоджуючого технологічного засобу (МОТЗ) на основі базового компонента, наприклад стеарину, у кількості 60...65 мас. %, при цьому МОТЗ містить руйнувальну складову на основі поверхнево-активної речовини, наприклад олеїнову кислоту, у кількості 20...25 мас.%, який відрізняється тим, що цей засіб додатково містить відновну складову на...
Мастильно-охолодна рідина для обробки металів різанням

Номер патенту: 43524
Опубліковано: 15.03.2005
Автори: Ільницька Оксана Святославівна, Возна Ганна Ярославівна, Дідун Євген Осипович, Максимонько Леонід Леонтійович, Фаст Оксана Павлівна, Новоставський Роман Степанович
МПК: C10M 125/06, C10M 135/00, C10M 131/00
Мітки: металів, обробки, різанням, рідина, мастильно-охолодна
Формула / Реферат:
Мастильно-охолодна рідина для обробки металів різанням на основі оливи і хлорованих вуглеводнів, яка відрізняється тим, що додатково містить елементарну сірку або сірковмісну протизношувально-протизадирну присадку і антикорозійну присадку при наступному співвідношенні компонентів, % мас.:хлоровані вуглеводні 2,0 - 8,0елементарна сірка або сірковмісна протизношувально-протизадирна...
Мастильно-холодильна рідина для обробки металів різанням

Номер патенту: 43524
Опубліковано: 17.12.2001
Автори: Максимонько Леонід Леонтійович, Новоставський Роман Степанович, Фаст Оксана Павлівна, Дідун Євген Осипович, Ільницька Оксана Святославівна, Возна Ганна Ярославівна
МПК: C10M 135/00, C10M 125/06, C10M 131/00
Мітки: обробки, різанням, мастильно-холодильна, рідина, металів
Формула / Реферат:
Мастильно-охолодна рідина для обробки металів різанням на основі оливи і хлорованих вуглеводнів, яка відрізняється тим, що додатково містить елементарну сірку або сірковмісну протизношувально-протизадирну присадку і антикорозійну присадку при наступному співвідношенні компонентів, % мас.:хлоровані вуглеводні 2,0 - 8,0елементарна сірка або сірковмісна протизношувально-протизадирна...
Мастильно-охолодний технологічний засіб для механічної обробки металів

Номер патенту: 66267
Опубліковано: 15.04.2004
Автори: Короткова Надія Петрівна, Кулик Валентина Яківна
МПК: C10M 125/24, C10M 129/60
Мітки: засіб, мастильно-охолодний, механічної, металів, обробки, технологічний
Формула / Реферат:
Мастильно-охолодний технологічній засіб для механічної обробки металів, що містить нафтову оливу, сульфонат кальцію та жировий компонент, який відрізняється тим, що додатково містить ортофосфорну кислоту і як жировий компонент містить продукт конденсації при температурі 140-180°С олеїнової кислоти та кислот талової олії з триетаноламіном при їх масовому співвідношенні 1:3-5:2-3, відповідно, при такому співвідношенні компонентів, % мас: ...
Мастильно-охолоджувальна рідина для механічної обробки різанням
Номер патенту: 96716
Опубліковано: 25.11.2011
Автор: Абдураімов Арсен Азізович
МПК: C10N 40/20, C10M 173/00, C10M 159/02
Мітки: механічної, мастильно-охолоджувальна, рідина, різанням, обробки
Формула / Реферат:
Мастильно-охолоджувальна рідина для механічної обробки різанням, що містить воду і компоненти для забезпечення функціональних властивостей - антикорозійних, змащувальних, охолоджувальних, диспергувальних та інших, яка відрізняється тим, що компонентами для забезпечення функціональних властивостей є настій з суміші різного виду лікарської рослинної сировини, що містить алтей, ромашку, евкаліпт, при такому співвідношенні компонентів, мас....
Попередній патент: Безсепараторний шариковий підшипник
Наступний патент: Спосіб підвищення врожаю середньопізніх гібридів кукурудзи в різних агроекологічних умовах при зрошенні
Випадковий патент: Курильний виріб з маркуванням, що змінює колір