Спосіб виготовлення багатошарової обмотки статора електричної машини
Номер патенту: 87228
Опубліковано: 25.06.2009
Автори: Іванов Віктор Олексійович, Гавріш Віктор Григорович, Юр'єв Олексій Семенович
Формула / Реферат
1. Спосіб виготовлення багатошарової обмотки статора електричної машини, який полягає у тому, що спочатку виконують формування котушок на шаблоні, потім здійснюють набір котушок в обмотки, після чого укладають обмотки в сердечник статора, а потім послідовно з'єднують обмотки, який відрізняється тим, що як котушки використовують шаблонні одновиткові котушки, які потім послідовно з'єднують у хвильові обмотки, після чого одержані хвильові обмотки укладають одна на одну і з'єднують послідовно в багатошарову обмотку.
2. Спосіб за п. 1, який відрізняється тим, що шаблонні котушки з'єднують у хвильові обмотки за допомогою гільз.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що кожен хвильовий обхід хвильової обмотки починають і закінчують у тому ж самому пазу, а кожен наступний хвильовий обхід починають і закінчують у сусідньому пазу таким чином, що кінець кожного попереднього і початок кожного наступного хвильових обходів розміщають відносно один одного на відстані міжпазового поділу.
4. Спосіб за пп. 2, 3, який відрізняється тим, що шаблонні котушки з'єднують у хвильові обмотки за допомогою гільз, які мають переріз прямокутної або круглої форми, після чого кінець кожної попередньої котушки закріплюють у гільзі з одного боку, а початок наступної котушки закріплюють з іншого боку гільзи.
5. Спосіб за пп. 1-4, який відрізняється тим, що операцію послідовного з'єднання хвильових обмоток виконують у два прийоми таким чином, що спочатку послідовно з'єднують групи котушок усіх хвильових обмоток, що утворюють одну полярність, після чого послідовно з'єднують групи котушок усіх хвильових обмоток, що мають протилежну полярність, а потім обидві об'єднані групи котушок з'єднують шиною зміни полярності.
Текст
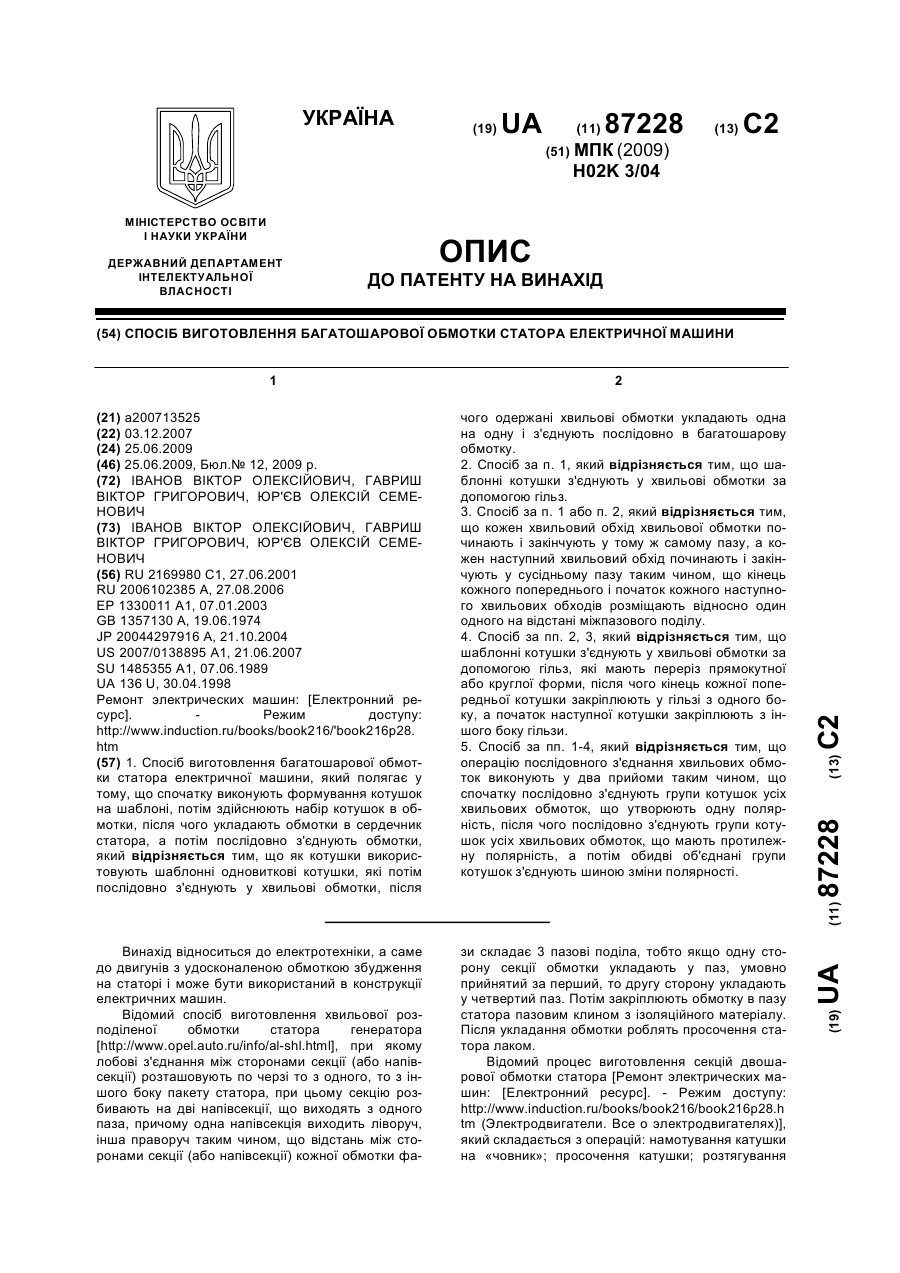
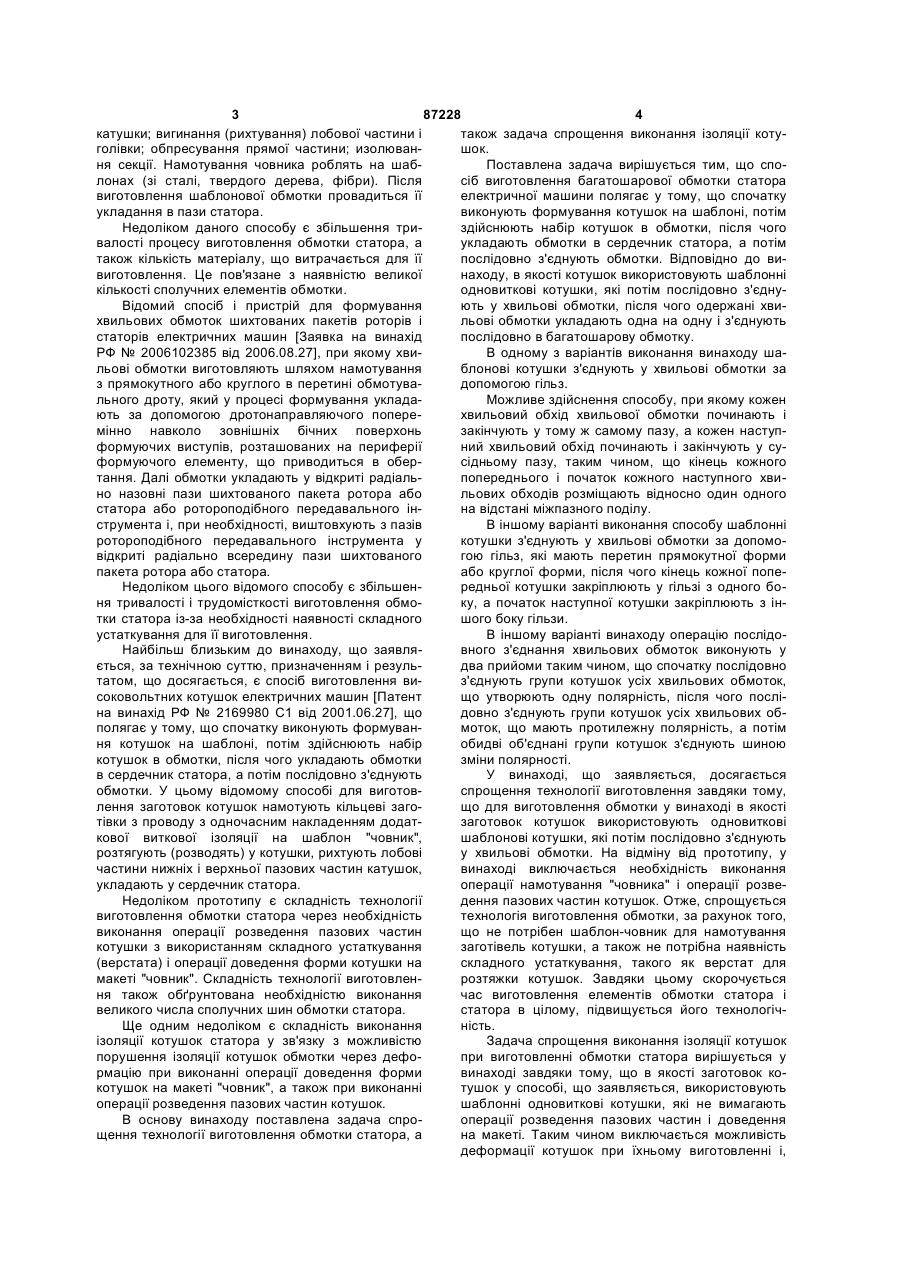
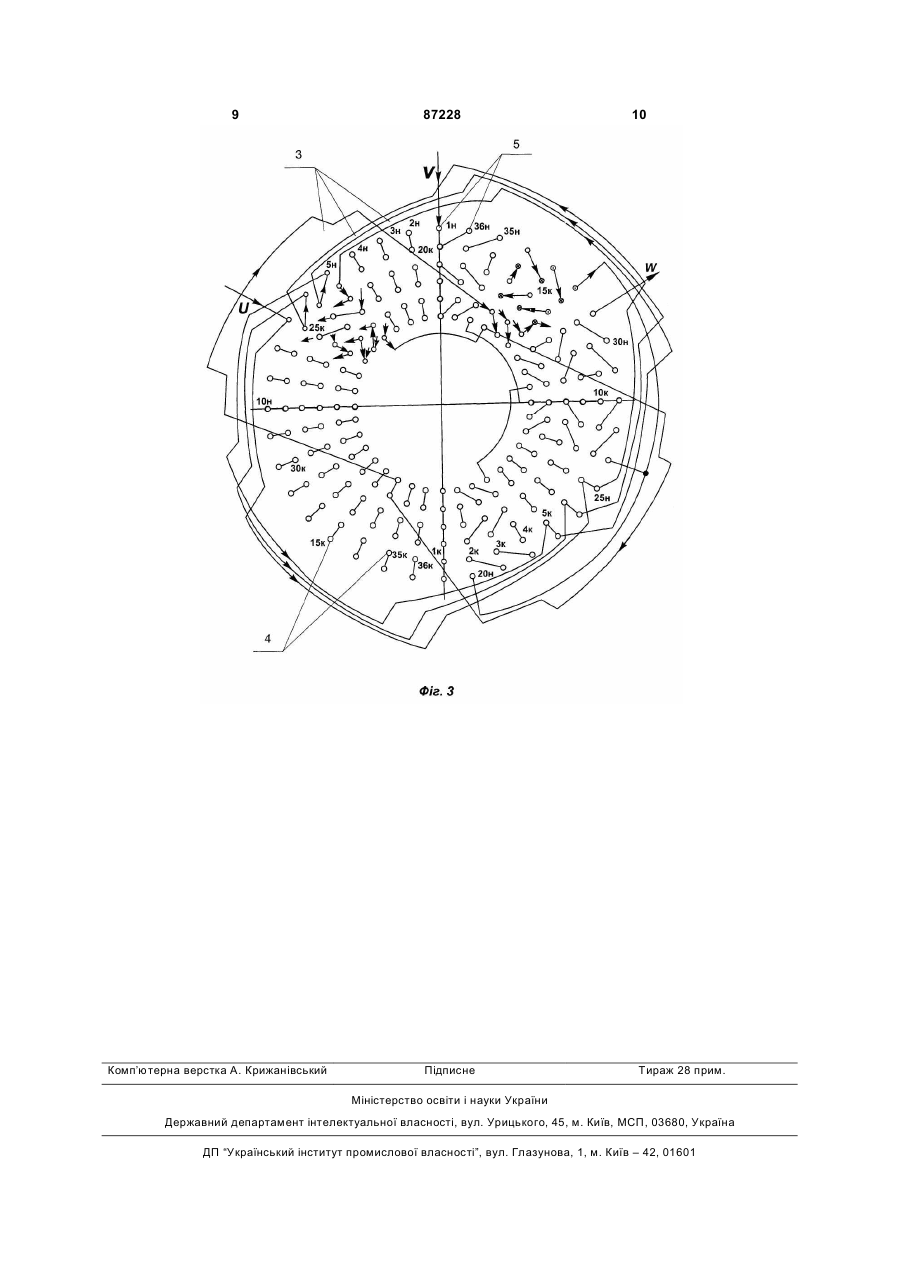
1. Спосіб виготовлення багатошарової обмотки статора електричної машини, який полягає у тому, що спочатку виконують формування котушок на шаблоні, потім здійснюють набір котушок в обмотки, після чого укладають обмотки в сердечник статора, а потім послідовно з'єднують обмотки, який відрізняється тим, що як котушки використовують шаблонні одновиткові котушки, які потім послідовно з'єднують у хвильові обмотки, після C2 2 87228 1 3 87228 4 катушки; вигинання (рихтування) лобової частини і також задача спрощення виконання ізоляції котуголівки; обпресування прямої частини; изолюваншок. ня секції. Намотування човника роблять на шабПоставлена задача вирішується тим, що сполонах (зі сталі, твердого дерева, фібри). Після сіб виготовлення багатошарової обмотки статора виготовлення шаблонової обмотки провадиться її електричної машини полягає у тому, що спочатку укладання в пази статора. виконують формування котушок на шаблоні, потім Недоліком даного способу є збільшення триздійснюють набір котушок в обмотки, після чого валості процесу виготовлення обмотки статора, а укладають обмотки в сердечник статора, а потім також кількість матеріалу, що витрачається для її послідовно з'єднують обмотки. Відповідно до вивиготовлення. Це пов'язане з наявністю великої находу, в якості котушок використовують шаблонні кількості сполучних елементів обмотки. одновиткові котушки, які потім послідовно з'єднуВідомий спосіб і пристрій для формування ють у хвильові обмотки, після чого одержані хвихвильових обмоток шихтованих пакетів роторів і льові обмотки укладають одна на одну і з'єднують статорів електричних машин [Заявка на винахід послідовно в багатошарову обмотку. РФ № 2006102385 від 2006.08.27], при якому хвиВ одному з варіантів виконання винаходу шальові обмотки виготовляють шляхом намотування блонові котушки з'єднують у хвильові обмотки за з прямокутного або круглого в перетині обмотувадопомогою гільз. льного дроту, який у процесі формування укладаМожливе здійснення способу, при якому кожен ють за допомогою дротонаправляючого поперехвильовий обхід хвильової обмотки починають і мінно навколо зовнішніх бічних поверхонь закінчують у тому ж самому пазу, а кожен наступформуючих виступів, розташованих на периферії ний хвильовий обхід починають і закінчують у суформуючого елементу, що приводиться в оберсідньому пазу, таким чином, що кінець кожного тання. Далі обмотки укладають у відкриті радіальпопереднього і початок кожного наступного хвино назовні пази шихтованого пакета ротора або льових обходів розміщають відносно один одного статора або ротороподібного передавального інна відстані міжпазного поділу. струмента і, при необхідності, виштовхують з пазів В іншому варіанті виконання способу шаблонні ротороподібного передавального інструмента у котушки з'єднують у хвильові обмотки за допомовідкриті радіально всередину пази шихтованого гою гільз, які мають перетин прямокутної форми пакета ротора або статора. або круглої форми, після чого кінець кожної попеНедоліком цього відомого способу є збільшенредньої котушки закріплюють у гільзі з одного боня тривалості і трудомісткості виготовлення обмоку, а початок наступної котушки закріплюють з інтки статора із-за необхідності наявності складного шого боку гільзи. устаткування для її виготовлення. В іншому варіанті винаходу операцію послідоНайбільш близьким до винаходу, що заявлявного з'єднання хвильових обмоток виконують у ється, за технічною суттю, призначенням і резульдва прийоми таким чином, що спочатку послідовно татом, що досягається, є спосіб виготовлення виз'єднують групи котушок усіх хвильових обмоток, соковольтних котушок електричних машин [Патент що утворюють одну полярність, після чого посліна винахід РФ № 2169980 С1 від 2001.06.27], що довно з'єднують групи котушок усіх хвильових обполягає у тому, що спочатку виконують формуванмоток, що мають протилежну полярність, а потім ня котушок на шаблоні, потім здійснюють набір обидві об'єднані групи котушок з'єднують шиною котушок в обмотки, після чого укладають обмотки зміни полярності. в сердечник статора, а потім послідовно з'єднують У винаході, що заявляється, досягається обмотки. У цьому відомому способі для виготовспрощення технології виготовлення завдяки тому, лення заготовок котушок намотують кільцеві загощо для виготовлення обмотки у винаході в якості тівки з проводу з одночасним накладенням додатзаготовок котушок використовують одновиткові кової виткової ізоляції на шаблон "човник", шаблонові котушки, які потім послідовно з'єднують розтягують (розводять) у котушки, рихтують лобові у хвильові обмотки. На відміну від прототипу, у частини нижніх і верхньої пазових частин катушок, винаході виключається необхідність виконання укладають у сердечник статора. операції намотування "човника" і операції розвеНедоліком прототипу є складність технології дення пазових частин котушок. Отже, спрощується виготовлення обмотки статора через необхідність технологія виготовлення обмотки, за рахунок того, виконання операції розведення пазових частин що не потрібен шаблон-човник для намотування котушки з використанням складного устаткування заготівель котушки, а також не потрібна наявність (верстата) і операції доведення форми котушки на складного устаткування, такого як верстат для макеті "човник". Складність технології виготовленрозтяжки котушок. Завдяки цьому скорочується ня також обґрунтована необхідністю виконання час виготовлення елементів обмотки статора і великого числа сполучних шин обмотки статора. статора в цілому, підвищується його технологічЩе одним недоліком є складність виконання ність. ізоляції котушок статора у зв'язку з можливістю Задача спрощення виконання ізоляції котушок порушення ізоляції котушок обмотки через дефопри виготовленні обмотки статора вирішується у рмацію при виконанні операції доведення форми винаході завдяки тому, що в якості заготовок кокотушок на макеті "човник", а також при виконанні тушок у способі, що заявляється, використовують операції розведення пазових частин котушок. шаблонні одновиткові котушки, які не вимагають В основу винаходу поставлена задача спрооперації розведення пазових частин і доведення щення технології виготовлення обмотки статора, а на макеті. Таким чином виключається можливість деформації котушок при їхньому виготовленні і, 5 87228 6 отже, можливість порушення ізоляційного шару Спосіб здійснюють у таким чином. Перед котушки. Крім того, необхідність застосування споукладанням декількох двошарових хвильових обсобу виготовлення багатошарової обмотки статомоток 1 у пази статора електричної машини 2 (див. ра, що заявляється, обумовлена режимом експлуФіг.1 і Фіг.2) спочатку виготовляють шаблонові атації електричної машини при живленні її від одновиткові котушки з проводу прямокутного пеперетворювача частоти. Несинусоїдальність наретину шляхом формування на макеті, наприклад пруги останнього, яка підводиться, вимагає гаранмакеті типу "обапіл". Для цього виконують усього тованого изолювання витків щоб уникнути можлиодин виток на макеті. При цьому витримується кут вих пробоїв у момент переходу напруги від одного між пазовими частинами котушки 3, за рахунок напівперіоду до іншого. Це явище особливе актуачого виключається операція розтяжки котушки, льно у високовольтних асинхронних машинах. тому що форма котушки вже закладена в макеті. У багатовиткових котушках, що використовуПотім формують і закріплюють на формувальному ють у прототипі, власна ізоляція проводів перетешаблоні голівку котушки. Далі вигинають і закріпрплює механічний вплив у процесі операцій форлюють лобові частини, що з'єднують пазові частимування: намотування на "човник", розтяжка ни котушок 3. Після цього закріплюють пазові часпазових частин на верстаті, доведення форми на тини і вигинають протилежні лобові частини і макеті. Крім того, ізолювання кожного витка є вивідні кінці котушок 3. Після виконання операцій ускладненим. изолювання й обпресування пазових частин переВ силу вищевказаних причин, у даних умовах ходять до операції з'єднання котушок 3 у хвильові для рішення виниклих задач найбільш прийнятним обмотки 1. Для послідовного з'єднання котушок 3 є застосування при виготовленні обмотки статора вивідний кінець 4 кожної попередньої котушки 3 шаблонових одновиткових котушок хвильової обзакріплюють у гільзі з одного боку, а початок 5 намотки, найбільш технологічних у виробництві і заступної котушки закріплюють з іншого боку гільзи довольняючих умови експлуатації. (див. Фіг.3). Потім одержані хвильові обмотки 1 Крім того, у способі, що заявляється, скорочуукладають одна на одну таким чином, що кожен ється час, необхідний для виконання міжкотушкохвильовий обхід хвильової обмотки 1 починають і вих з'єднань обмотки статора, тому що зменшузакінчують у тому ж самому пазу, а кожен наступється кількість сполучних шин, що з'єднують між ний хвильовий обхід починають і закінчують у сусобою котушкові групи обмотки статора. Кількість сідньому пазу. При цьому вивідний кінець кожного міжкотушкових з'єднань при монтажі схеми електпопереднього 4 і початок кожного наступного 5 ричної двошарової хвильової обмотки у винаході, хвильових обходів розміщають відносно один одщо заявляється, складає: ного на відстані міжпазного розподілу. Оскільки N=m+1, (1) кінець попереднього 4 і початок наступного 5 хвиа в двошаровій обмотці, що, відповідно до протольових обходів відстоять друг від друга на відстані типу виготовляють у виді петлевої обмотки: межпазного поділу, для їхнього з'єднання потрібна N=m(2p-1)+1, (2) "скошена гільза". Щоб уникнути виготовлення де m - число фаз; "скошених гільз" і обійтися одним типом гільз (ви2р - число полюсів. щевказаним), довжини вивідних лобових частин У випадку розміщення декількох двошарових відкоректовані таким чином, щоб міжпазова відхвильових обмоток при їхньому послідовному стань звернулася в нуль. Далі виконують операцію з'єднанні "у зірку", при якому після послідовного послідовного з'єднання хвильових обмоток 1 у два з'єднання котушок в обмотки кінці фаз поєднують прийоми. Спочатку послідовно з'єднують групи одною загальною шиною, кількість міжкотушкових котушок 3 усіх хвильових обмоток 1, що утворять з'єднань залишається незмінною, тобто визначаодну полярність, після чого послідовно з'єднують ється відповідно до (1) і не залежить від числа групи котушок 3 усіх хвильових обмоток 1, що маполюсів. У той час як у петлевій обмотці послідовють протилежну полярність, а потім обидві об'єдне з'єднання декількох обмоток веде до збільшень нані групи котушок 3 з'єднують шиною зміни поляміжкотушкових з'єднань відповідно до (2). рності. Так виглядає структура кожної фази. У При цьому, відповідно, скорочується час, некожній фазі - одна шина зміни полярності, їхня обхідний для виконання цих з'єднань, тому що загальна кількість дорівнює числу фаз. Після цього котушки з'єднують у хвильові обмотки за допомоотримані хвильові обмотки 1 укладають одна на гою гільз. одну і з'єднують послідовно в багатошарову обмоВинахід, що заявляється, пояснюється крестку. При з'єднанні такої багатошарової обмотки "у леннями, де: зірку" кінці фаз поєднують одною загальною ши- на Фіг.1 показаний поздовжній розріз статора ною. електричної машини, у пазах якого розміщена баТаким чином, у винаході, що заявляється, загатошарова обмотка, що складається з трьох двобезпечується спрощення технології виготовлення шарових хвильових обмоток; обмотки статора, а також спрощення виконання - на Фіг.2 показане розміщення голівок лобоізоляції котушок при виготовленні обмотки статових частин котушок з торця; ра. Заявлений спосіб виготовлення обмотки ста- на Фіг.3 показаний приклад виконання з'єдтора електричної машини дозволяє одержати понання багатошарової обмотки "у зірку". Стрілками трібну геометричну форму і точні розміри обмотки. "®" показаний напрямок струму, а фази позначені як "U", "V", "W". 7 87228 8 9 Комп’ютерна верстка А. Крижанівський 87228 Підписне 10 Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюManufacturing method for a multi-layer winding of an electric machine stator
Автори англійськоюIvanov Viktor Oleksiiovych, Havrysh Viktor Hryhorovych, Yuriev Oleksii Semenovych
Назва патенту російськоюСпособ изготовления многослойной обмотки статора электрической машины
Автори російськоюИванов Виктор Алексеевич, Гавриш Виктор Григорьевич, Юрьев Алексей Семенович
МПК / Мітки
МПК: H02K 3/04
Мітки: багатошарової, статора, машини, спосіб, обмотки, виготовлення, електричної
Код посилання
<a href="https://ua.patents.su/5-87228-sposib-vigotovlennya-bagatosharovo-obmotki-statora-elektrichno-mashini.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення багатошарової обмотки статора електричної машини</a>
Спосіб виготовлення багатошарової обмотки статора електричної машини
Номер патенту: 30838
Опубліковано: 11.03.2008
Автори: Іванов Віктор Олексійович, Гавріш Віктор Григорович, Юр'єв Олексій Семенович
МПК: H02K 3/04
Мітки: машини, статора, спосіб, багатошарової, електричної, виготовлення, обмотки
Формула / Реферат:
1. Спосіб виготовлення багатошарової обмотки статора електричної машини, який полягає у тому, що спочатку виконують формування котушок на шаблоні, потім здійснюють набір котушок в обмотки, після чого укладають обмотки в сердечник статора, а потім послідовно з'єднують обмотки, який відрізняється тим, що як котушки використовують шаблонні одновиткові котушки, які потім послідовно з'єднують у хвильові обмотки, після чого одержані хвильові...
Спосіб ізоляції обмотки статора або ротора електричної машини
Номер патенту: 6273
Опубліковано: 15.04.2005
Автори: Соколовський Василь Іванович, Вишнєвецький Віктор Вікторович
МПК: H02K 15/12, H02K 15/04
Мітки: електричної, ізоляції, статора, спосіб, ротора, машини, обмотки
Формула / Реферат:
Спосіб ізоляції обмотки статора або ротора електричної машини, в якому стержні обмоток з нанесеною головною ізоляцією вставляють в опресовувальний пристрій, форма якого відповідає формі стержнів, і опресовують в ньому до остаточного розміру, який відрізняється тим, що головну ізоляцію, яка містить пластичний неполімеризований термореактивний компонент, наносять на стержні обмотки, встановлюють їх в опресовувальний пристрій, який охоплює...
Пристрій для закріплення обмотки в пазах статора електричної машини з використанням самоустановлювальних зустрічних клинів
Номер патенту: 77547
Опубліковано: 15.12.2006
Автори: Задоров Юрій Михайлович, Ракогон Володимир Григорович
МПК: H02K 3/48
Мітки: обмотки, зустрічних, клинів, пазах, електричної, закріплення, пристрій, машини, статора, використанням, самоустановлювальних
Формула / Реферат:
Пристрій для закріплення обмотки в пазах статора електричної машини, який містить зустрічно спрямовані клини, один з яких розміщений в пазу другого клина, виконаного на його поверхні, обернутої до обмотки, який відрізняється тим, що зустрічно спрямовані клини виконані самоустановлювальними, при цьому поверхні внутрішнього і зовнішнього клинів, які сполучаються, виконані циліндричними з можливістю забезпечення повороту внутрішнього клина...
Спосіб укладання обмотки статора електричної машини
Номер патенту: 61994
Опубліковано: 15.12.2003
Автори: Черемісов Іван Якович, Ракогон Володимир Григорович, Хаймович Лев Львович
МПК: H02K 15/08, H02K 15/04
Мітки: машини, укладання, електричної, спосіб, статора, обмотки
Формула / Реферат:
Спосіб укладання обмотки статора електричної машини, що включає укладання замкового стержня у збільшений технологічний коридор і переміщення стержня уздовж паза, який відрізняється тим, що спочатку моделюють укладання замкового стержня, при цьому перший стержень укладають із зміщенням уздовж паза, стержень, який моделює замковий, укладають поряд з ним з боку, протилежного напряму укладання обмотки, просуваючи перший стержень уздовж паза,...
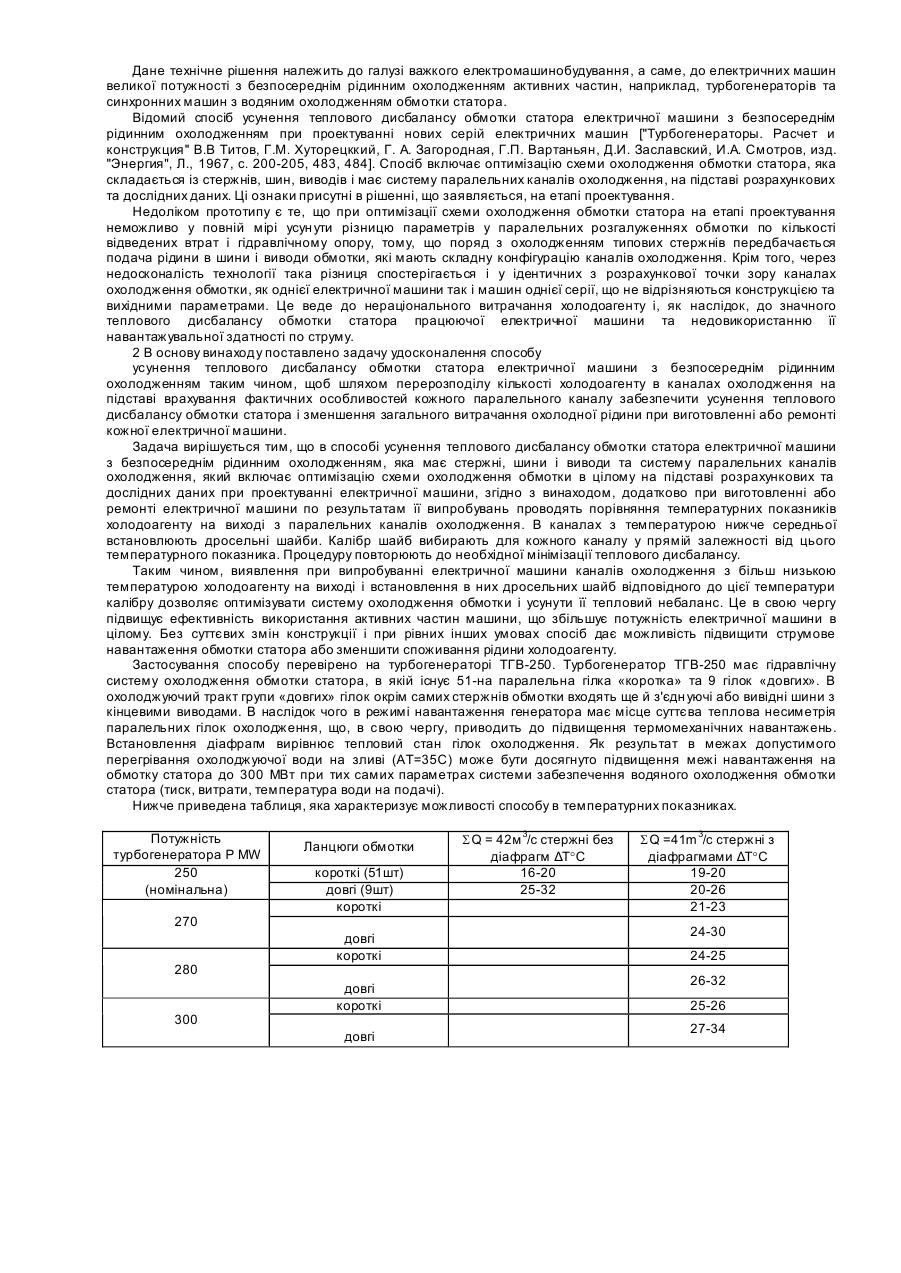
Спосіб усунення теплового дисбалансу обмотки статора електричної машини з безпосереднім рідинним охолодженням
Номер патенту: 78698
Опубліковано: 25.04.2007
Автори: Кобзар Костянтин Олександрович, Кузьмін Віктор Володимирович
МПК: H02K 15/00, H02K 9/19
Мітки: рідинним, усунення, безпосереднім, статора, електричної, спосіб, машини, обмотки, теплового, дисбалансу, охолодженням
Формула / Реферат:
Спосіб усунення теплового дисбалансу обмотки статора електричної машини з безпосереднім рідинним охолодженням, яка має стержні, шини і виводи та систему паралельних каналів охолодження, який включає оптимізацію схеми охолодження обмотки в цілому на підставі розрахункових та дослідних даних при проектуванні електричної машини, який відрізняється тим, що додатково, при виготовленні або ремонті електричної машини по результатах її випробувань,...
Попередній патент: Колекторна електрична машина
Наступний патент: Роторно-поршнева машина об’ємного розширення
Випадковий патент: Спосіб очищення дифузійного соку