Відцентрово-рафінуючий живильник
Номер патенту: 87393
Опубліковано: 10.02.2014
Автори: Дудченко Олексій Вікторович, Щеглов Володимир Михайлович, Кондратюк Станіслав Євгенович, Пляхтур Олександр Олександрович, Примак Іван Никонорович, Бречко Олена Львівна, Стась Ірина Михайлівна
Формула / Реферат
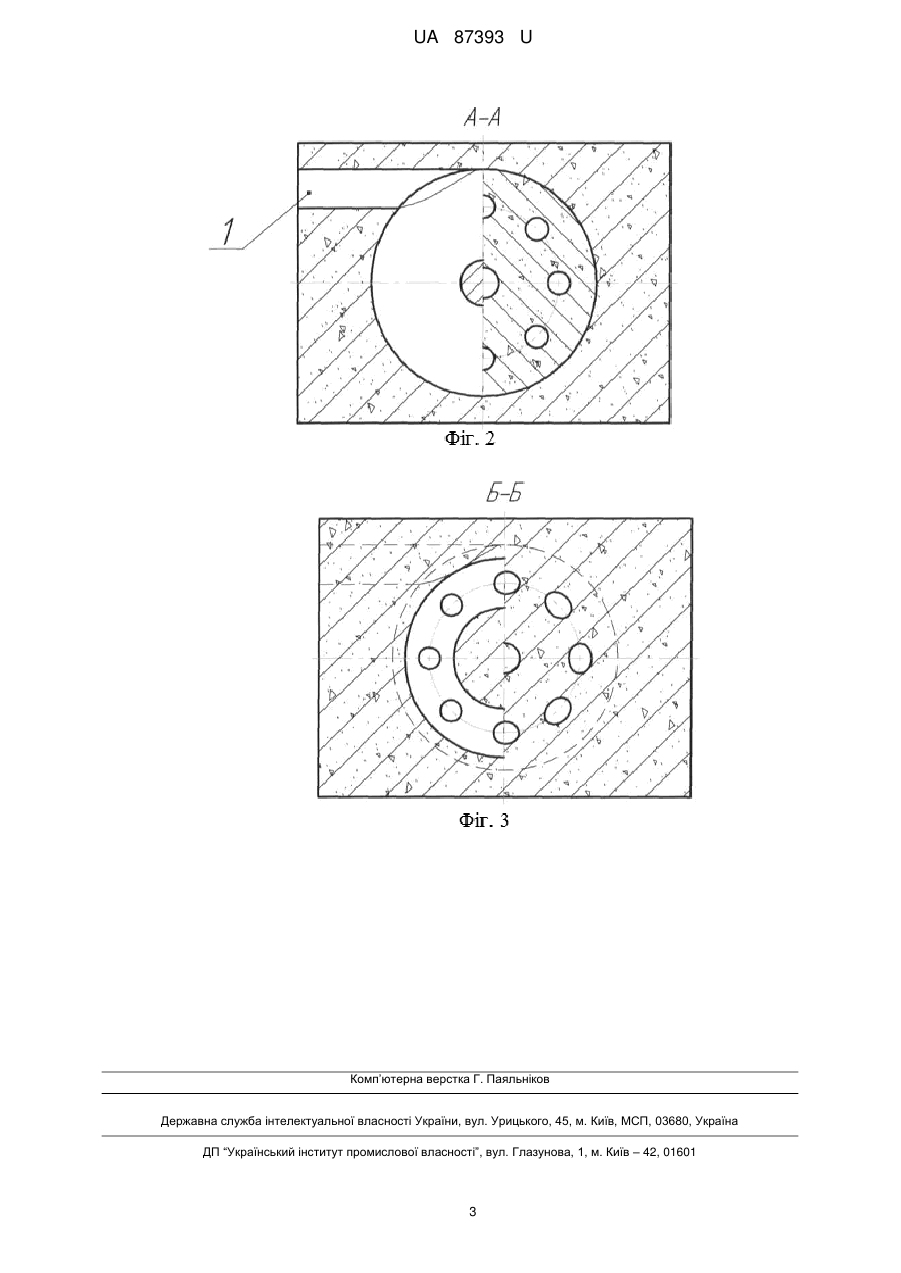
1. Відцентрово-рафінуючий живильник, що містить дотичний ливниковий хід для подачі металу в живильник, який відрізняється тим, що має дві кільцеві камери: нижня камера - для рафінування металу, та верхня - для вирівнювання інтенсивності потоків металу перед входом в ливарну форму, причому на нижній поверхні нижньої камери виконано виступ, а в центральній частині верхньої поверхні - заглибина для зосередження неметалевих включень, вертикальні площі перерізу кожної із цих камер перевищують величину площі перерізу ливникового ходу не менше ніж в 1,4 разу, при цьому нижня та верхня камери з'єднані каналами, загальна величина площ перерізу яких в 1,9…2,1 разу більша ніж величина площі перерізу ливникового ходу, а верхня кільцева камера в верхній частині з'єднана каналами з ливарною формою, загальна величина площі перерізу цих каналів в 2…3 рази збільшена відносно до величини площі перерізу ливникового ходу.
2. Живильник за п. 1, який відрізняється тим, що перерізи з'єднувальних каналів між нижньою та верхньою камерами, а також між верхньою камерою та ливарною формою мають різну форму, величину дифузорності та різний нахил каналів від вертикалі.
3. Живильник за п. 1, який відрізняється тим, що замість окремих каналів виконані суцільні шпарини з одинаковою або змінною величиною перерізу шпарини.
4. Живильник за п. 1, який відрізняється тим, що замість системи з'єднувальних каналів між верхньою камерою та ливарною формою виконано один центральний вертикальний або дифузорний отвір.
Текст
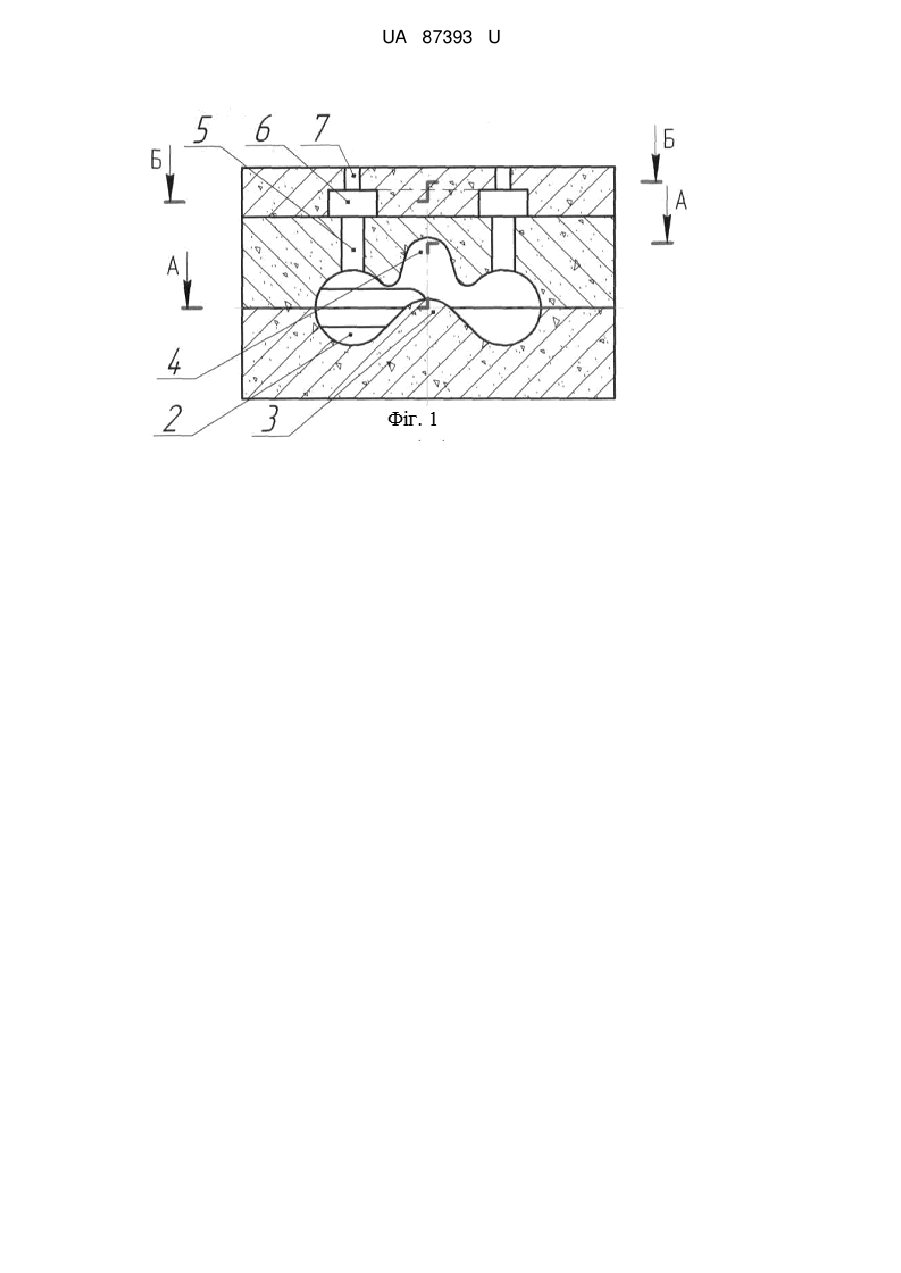
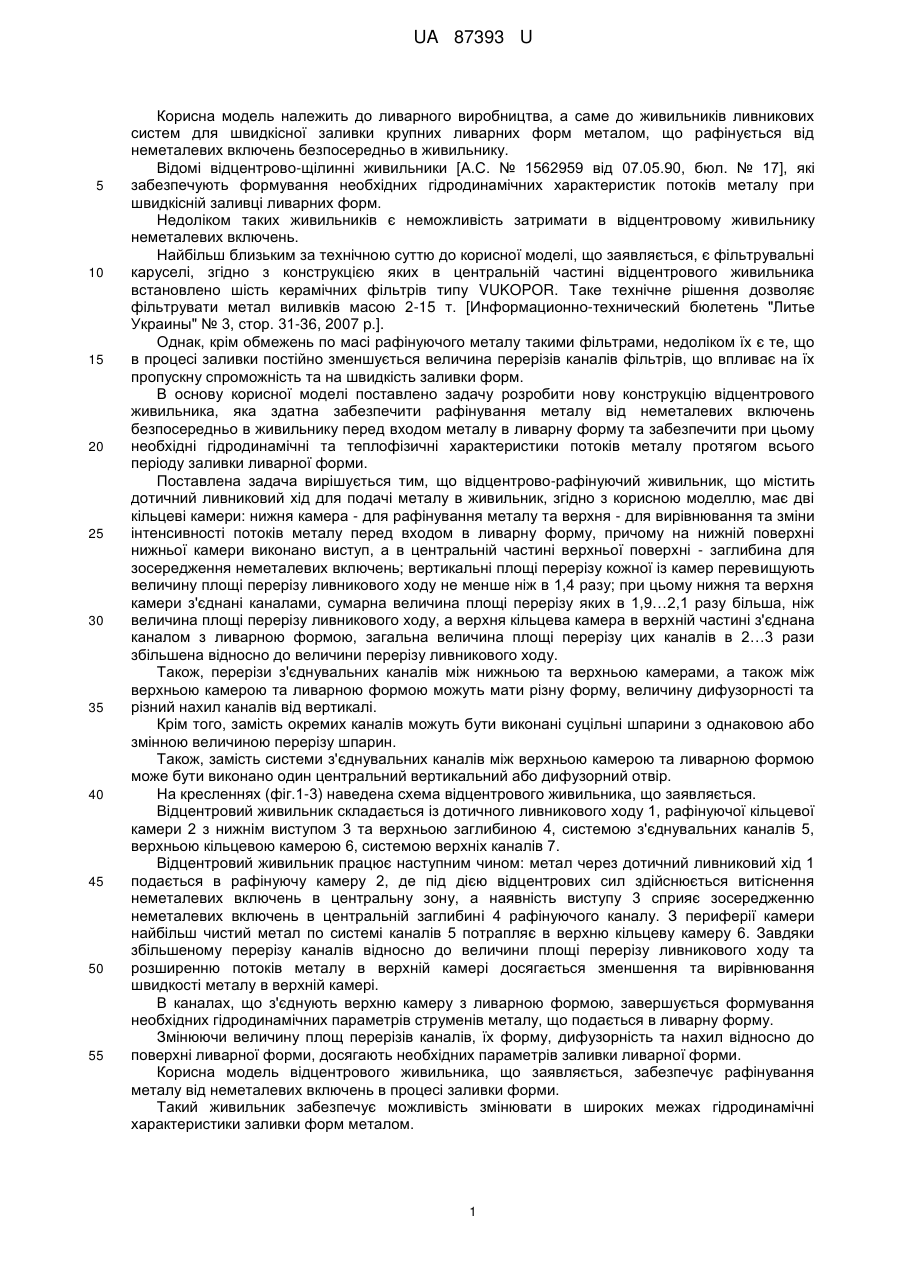
Реферат: Відцентрово-рафінуючий живильник містить дотичний ливниковий хід для подачі металу в живильник, дві кільцеві камери: нижня камера - для рафінування металу та верхня - для вирівнювання інтенсивності потоків металу перед входом в ливарну форму. На нижній поверхні нижньої камери виконано виступ, а в центральній частині верхньої поверхні - заглибина для зосередження неметалевих включень. Вертикальні площі перерізу кожної із камер перевищують величину площі перерізу ливникового ходу не менше ніж в 1,4 разу. Нижня та верхня камери з'єднані каналами, загальна величина площ перерізу яких в 1,9…2,1 разу більша ніж величина площі перерізу ливникового ходу, а верхня кільцева камера в верхній частині з'єднана каналами з ливарною формою, загальна величина площі перерізу цих каналів в 2…3 рази збільшена відносно до величини площі перерізу ливникового ходу. UA 87393 U (12) UA 87393 U UA 87393 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до ливарного виробництва, а саме до живильників ливникових систем для швидкісної заливки крупних ливарних форм металом, що рафінується від неметалевих включень безпосередньо в живильнику. Відомі відцентрово-щілинні живильники [А.С. № 1562959 від 07.05.90, бюл. № 17], які забезпечують формування необхідних гідродинамічних характеристик потоків металу при швидкісній заливці ливарних форм. Недоліком таких живильників є неможливість затримати в відцентровому живильнику неметалевих включень. Найбільш близьким за технічною суттю до корисної моделі, що заявляється, є фільтрувальні каруселі, згідно з конструкцією яких в центральній частині відцентрового живильника встановлено шість керамічних фільтрів типу VUKOPOR. Таке технічне рішення дозволяє фільтрувати метал виливків масою 2-15 т. [Информационно-технический бюлетень "Литье Украины" № 3, стор. 31-36, 2007 p.]. Однак, крім обмежень по масі рафінуючого металу такими фільтрами, недоліком їх є те, що в процесі заливки постійно зменшується величина перерізів каналів фільтрів, що впливає на їх пропускну спроможність та на швидкість заливки форм. В основу корисної моделі поставлено задачу розробити нову конструкцію відцентрового живильника, яка здатна забезпечити рафінування металу від неметалевих включень безпосередньо в живильнику перед входом металу в ливарну форму та забезпечити при цьому необхідні гідродинамічні та теплофізичні характеристики потоків металу протягом всього періоду заливки ливарної форми. Поставлена задача вирішується тим, що відцентрово-рафінуючий живильник, що містить дотичний ливниковий хід для подачі металу в живильник, згідно з корисною моделлю, має дві кільцеві камери: нижня камера - для рафінування металу та верхня - для вирівнювання та зміни інтенсивності потоків металу перед входом в ливарну форму, причому на нижній поверхні нижньої камери виконано виступ, а в центральній частині верхньої поверхні - заглибина для зосередження неметалевих включень; вертикальні площі перерізу кожної із камер перевищують величину площі перерізу ливникового ходу не менше ніж в 1,4 разу; при цьому нижня та верхня камери з'єднані каналами, сумарна величина площі перерізу яких в 1,9…2,1 разу більша, ніж величина площі перерізу ливникового ходу, а верхня кільцева камера в верхній частині з'єднана каналом з ливарною формою, загальна величина площі перерізу цих каналів в 2…3 рази збільшена відносно до величини перерізу ливникового ходу. Також, перерізи з'єднувальних каналів між нижньою та верхньою камерами, а також між верхньою камерою та ливарною формою можуть мати різну форму, величину дифузорності та різний нахил каналів від вертикалі. Крім того, замість окремих каналів можуть бути виконані суцільні шпарини з однаковою або змінною величиною перерізу шпарин. Також, замість системи з'єднувальних каналів між верхньою камерою та ливарною формою може бути виконано один центральний вертикальний або дифузорний отвір. На кресленнях (фіг.1-3) наведена схема відцентрового живильника, що заявляється. Відцентровий живильник складається із дотичного ливникового ходу 1, рафінуючої кільцевої камери 2 з нижнім виступом 3 та верхньою заглибиною 4, системою з'єднувальних каналів 5, верхньою кільцевою камерою 6, системою верхніх каналів 7. Відцентровий живильник працює наступним чином: метал через дотичний ливниковий хід 1 подається в рафінуючу камеру 2, де під дією відцентрових сил здійснюється витіснення неметалевих включень в центральну зону, а наявність виступу 3 сприяє зосередженню неметалевих включень в центральній заглибині 4 рафінуючого каналу. З периферії камери найбільш чистий метал по системі каналів 5 потрапляє в верхню кільцеву камеру 6. Завдяки збільшеному перерізу каналів відносно до величини площі перерізу ливникового ходу та розширенню потоків металу в верхній камері досягається зменшення та вирівнювання швидкості металу в верхній камері. В каналах, що з'єднують верхню камеру з ливарною формою, завершується формування необхідних гідродинамічних параметрів струменів металу, що подається в ливарну форму. Змінюючи величину площ перерізів каналів, їх форму, дифузорність та нахил відносно до поверхні ливарної форми, досягають необхідних параметрів заливки ливарної форми. Корисна модель відцентрового живильника, що заявляється, забезпечує рафінування металу від неметалевих включень в процесі заливки форми. Такий живильник забезпечує можливість змінювати в широких межах гідродинамічні характеристики заливки форм металом. 1 UA 87393 U Рафінування металу в живильнику та формування необхідних гідродинамічних параметрів заливки металу сприяють підвищенню якості виливків та ресурсу їх роботи. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 20 1. Відцентрово-рафінуючий живильник, що містить дотичний ливниковий хід для подачі металу в живильник, який відрізняється тим, що має дві кільцеві камери: нижня камера - для рафінування металу, та верхня - для вирівнювання інтенсивності потоків металу перед входом в ливарну форму, причому на нижній поверхні нижньої камери виконано виступ, а в центральній частині верхньої поверхні - заглибина для зосередження неметалевих включень, вертикальні площі перерізу кожної із цих камер перевищують величину площі перерізу ливникового ходу не менше ніж в 1,4 разу, при цьому нижня та верхня камери з'єднані каналами, загальна величина площ перерізу яких в 1,9…2,1 разу більша ніж величина площі перерізу ливникового ходу, а верхня кільцева камера в верхній частині з'єднана каналами з ливарною формою, загальна величина площі перерізу цих каналів в 2…3 рази збільшена відносно до величини площі перерізу ливникового ходу. 2. Живильник за п. 1, який відрізняється тим, що перерізи з'єднувальних каналів між нижньою та верхньою камерами, а також між верхньою камерою та ливарною формою мають різну форму, величину дифузорності та різний нахил каналів від вертикалі. 3. Живильник за п. 1, який відрізняється тим, що замість окремих каналів виконані суцільні шпарини з одинаковою або змінною величиною перерізу шпарини. 4. Живильник за п. 1, який відрізняється тим, що замість системи з'єднувальних каналів між верхньою камерою та ливарною формою виконано один центральний вертикальний або дифузорний отвір. 2 UA 87393 U Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B22C 9/08
Мітки: відцентрово-рафінуючий, живильник
Код посилання
<a href="https://ua.patents.su/5-87393-vidcentrovo-rafinuyuchijj-zhivilnik.html" target="_blank" rel="follow" title="База патентів України">Відцентрово-рафінуючий живильник</a>
Верхній живильник із сферичним верхом та уловлювачем струменя металу
Номер патенту: 16292
Опубліковано: 15.08.2006
Автор: Глива Володимир Кирилович
МПК: B22D 27/04, B22C 9/00
Мітки: уловлювачем, струменя, верхній, верхом, металу, живильник, сферичним
Формула / Реферат:
Верхній живильник із сферичним верхом та уловлювачем струменя металу, що містить металоприймач, а у виливка другорядного вузла на нижньому диску - по ущільненій канавці, який відрізняється тим, що додатково в донній частині живильник містить уловлювач струменя металу, причому діаметр уловлювача С по верхньому його пругу принаймні рівний найменшому діаметру В металоприймача, а висота розміщення його верхнього пруга К принаймні дорівнює 0,5...
Камерний живильник пневмотранспортної установки
Номер патенту: 85565
Опубліковано: 25.11.2013
Автори: Ковалевський Сергій Васильович, Романуша Володимир Олександрович
МПК: B65G 53/40
Мітки: установки, пневмотранспортної, живильник, камерний
Формула / Реферат:
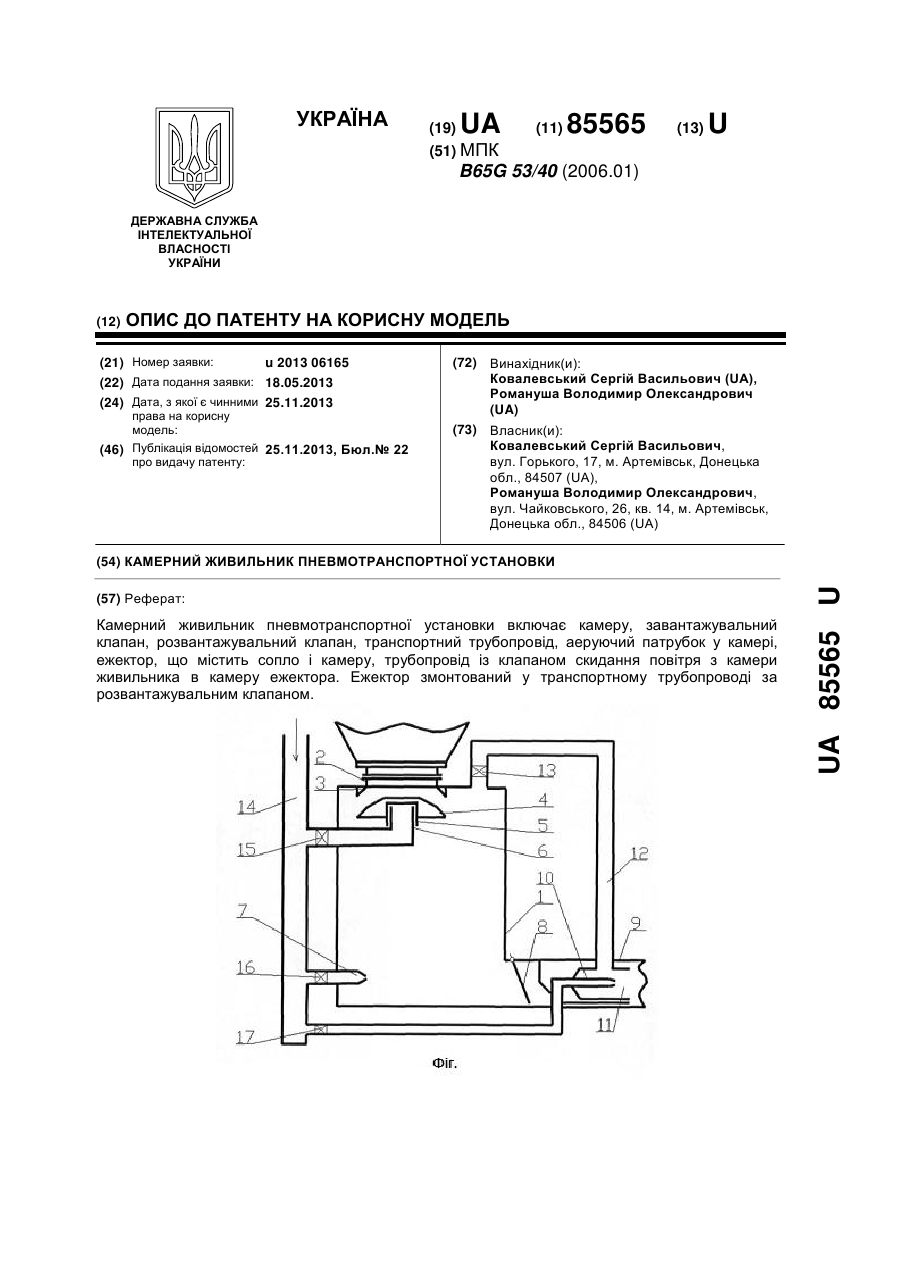
Камерний живильник пневмотранспортної установки, який включає камеру, завантажувальний клапан, розвантажувальний клапан, транспортний трубопровід, аеруючий патрубок у камері, ежектор, що містить сопло і камеру, трубопровід із клапаном скидання повітря з камери живильника в камеру ежектора, який відрізняється тим, що ежектор змонтований у транспортному трубопроводі за розвантажувальним клапаном.
Живильник магнітного сепаратора
Номер патенту: 79190
Опубліковано: 25.05.2007
Автори: Тютюнник Володимир Григорович, Атаманов Микола Серафімович, Антонов Сергій Вікторович, Пилипенко Борис Миколайович, Кофанов Олександр Сергійович, Клоков Валерій Миколайович
МПК: B03C 1/00, B03B 11/00
Мітки: сепаратора, магнітного, живильник
Формула / Реферат:
Живильник магнітного сепаратора, що містить приймальний бак, який сполучений пульпопроводами з розподільниками пульпи, виконаними у вигляді коробів, який відрізняється тим, що бічні стінки розподільників пульпи мають виступи, котрі утворюють щілини з подільником потоку, розташованим у центрі розподільників з можливістю переміщення уздовж напрямку потоку пульпи, для змінення розміру щілин між подільником та виступами.
Живильник кормів
Номер патенту: 57197
Опубліковано: 10.02.2011
Автори: Ткач Віктор Васильович, Герасимчук Юрій Васильович, Кузьменко Володимир Федорович, Братішко Вячеслав Вячеславович, Дешко Віталій Іванович
МПК: A01K 5/02
Формула / Реферат:
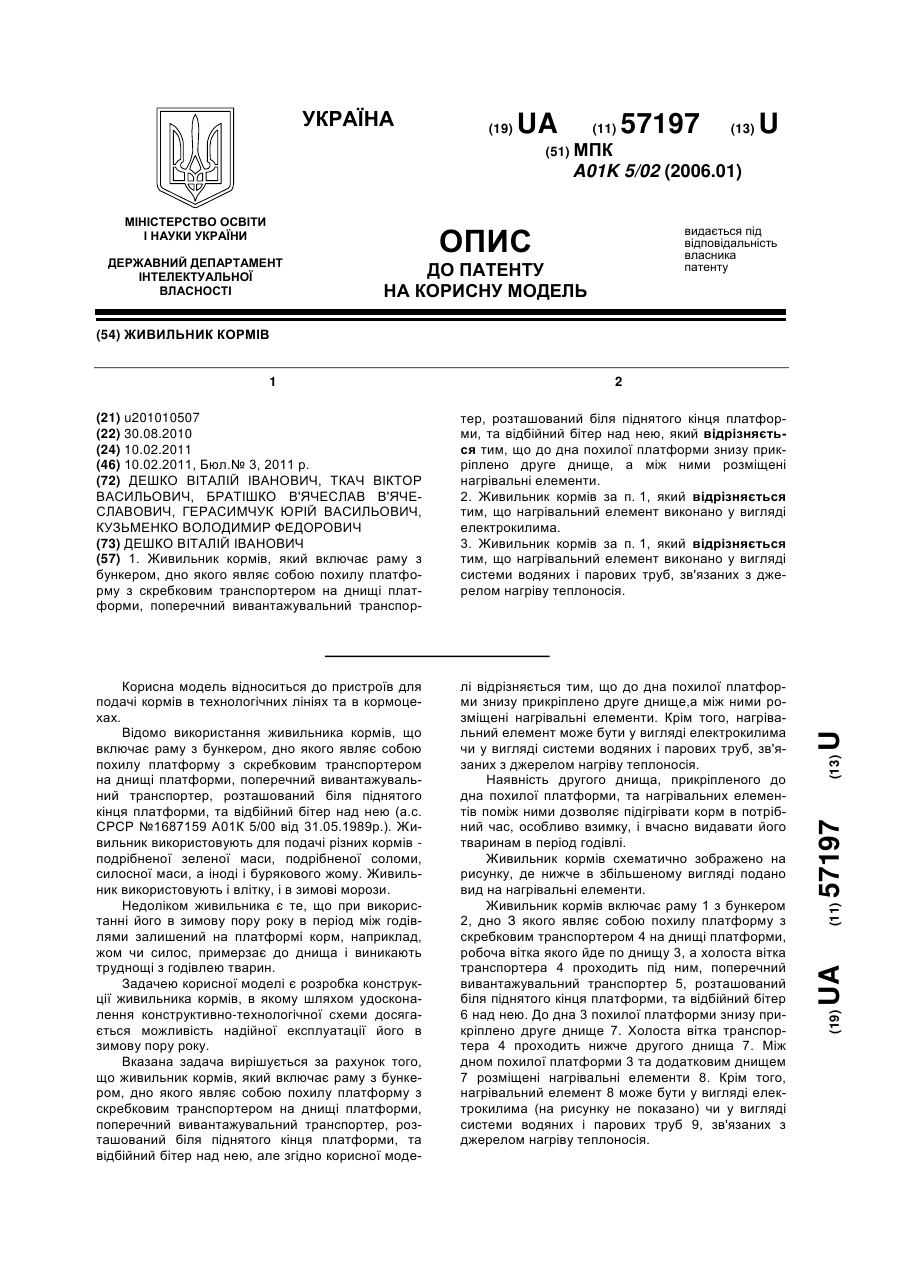
1. Живильник кормів, який включає раму з бункером, дно якого являє собою похилу платформу з скребковим транспортером на днищі платформи, поперечний вивантажувальний транспортер, розташований біля піднятого кінця платформи, та відбійний бітер над нею, який відрізняється тим, що до дна похилої платформи знизу прикріплено друге днище, а між ними розміщені нагрівальні елементи.2. Живильник кормів за п. 1, який відрізняється тим, що...
Живильник
Номер патенту: 12360
Опубліковано: 15.02.2006
Автори: Сергєєв Володимир Петрович, Горбачов Григорій Федорович, Божко Василь Іванович, Ященко Ольга Михайлівна, Кліпов Валерій Дмитрович
МПК: C03B 37/09, C03B 37/02
Мітки: живильник
Формула / Реферат:
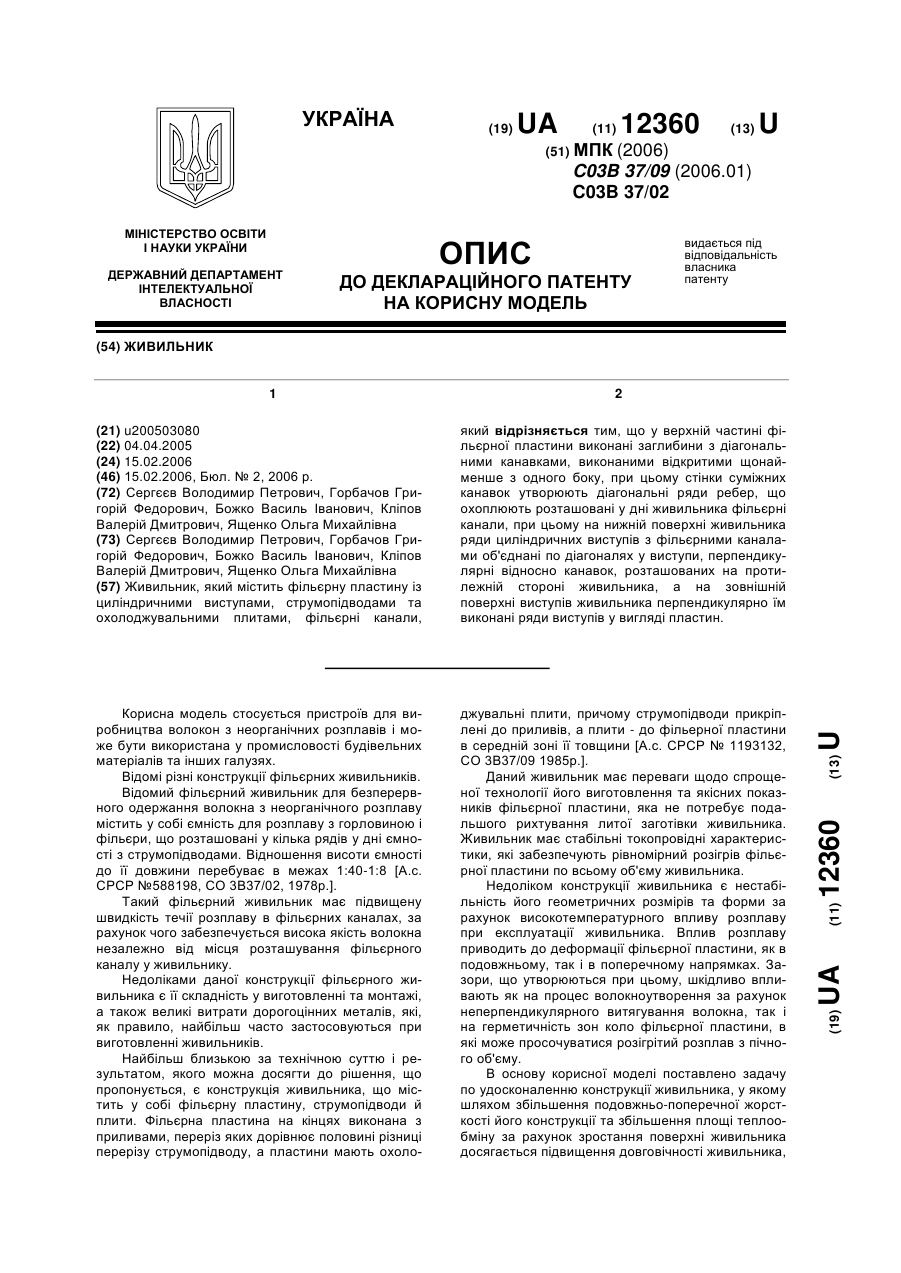
Живильник, який містить фільєрну пластину із циліндричними виступами, струмопідводами та охолоджувальними плитами, фільєрні канали, який відрізняється тим, що у верхній частині фільєрної пластини виконані заглибини з діагональними канавками, виконаними відкритими щонайменше з одного боку, при цьому стінки суміжних канавок утворюють діагональні ряди ребер, що охоплюють розташовані у дні живильника фільєрні канали, при цьому на нижній поверхні...
Попередній патент: Система автоматизованого накопичення, обробки і передачі даних
Наступний патент: Система попередження про перевищення встановленої швидкості руху
Випадковий патент: Спосіб утворення комплексних добрив