Пристрій для ультразвукового зварювання

Формула / Реферат
1. Пристрій для ультразвукового зварювання з принаймні однією ультразвуковою головкою (16) та принаймні одним упором (1), який відрізняється тим, що упор (1) встановлений на паралельному важелі (2), що містить два важелі (6, 7), встановлені з можливістю обертання навколо двох осей (8, 9) і вирівняні один паралельно до одного.
2. Пристрій за п. 1, який відрізняється тим, що упор (1) підвішений на паралельному важелі (2).
3. Пристрій за п. 1 або 2, який відрізняється тим, що паралельний важіль (2) прикріплений до тримача (3), який виконаний з можливістю повороту навколо осі (4).
4. Пристрій за п. 3, який відрізняється тим, що вісь (4), навколо якої повертають тримач (3), проходить перпендикулярно до осей (8, 9), навколо яких обертається паралельний важіль (2).
5. Пристрій за одним із пп. 1-4, який відрізняється тим, що упор (1) попередньо напружений засобами (14) попередньої напруги, такими як пружини, пружні елементи, такі як гумові елементи або пневматичні пружини, у напрямку ультразвукової головки (16).
6. Пристрій за одним із пп. 1-5, який відрізняється тим, що засоби (14) попередньої напруги мають демпфірувальний ефект, що демпфірує переміщення упора (1).
7. Пристрій за п. 1, який відрізняється тим, що принаймні два упори (1а, 1b, 1с, 1d) розташовані поруч один з одним.
8. Пристрій за п. 1 або 7, який відрізняється тим, що містить принаймні два упори (1а, 1b, 1с, 1d), кожний з яких встановлений на своєму паралельному важелі (2).
9. Пристрій за п. 8, який відрізняється тим, що кожний паралельний важіль (2а, 2b, 2с, 2d) розміщений на поворотному тримачі, причому різні тримачі (3а, 3b, 3с, 3d) встановлені на спільному носії (5).
Текст
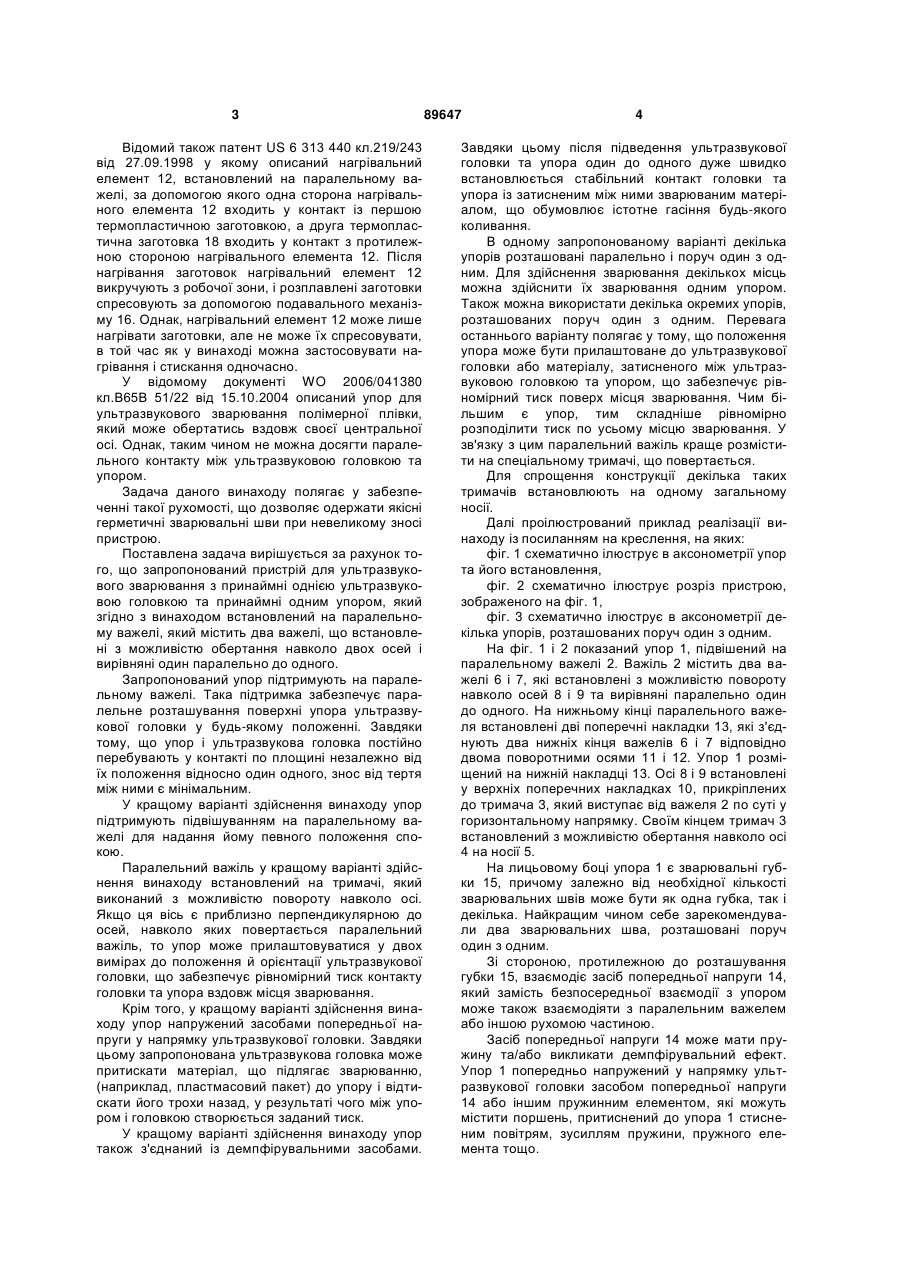
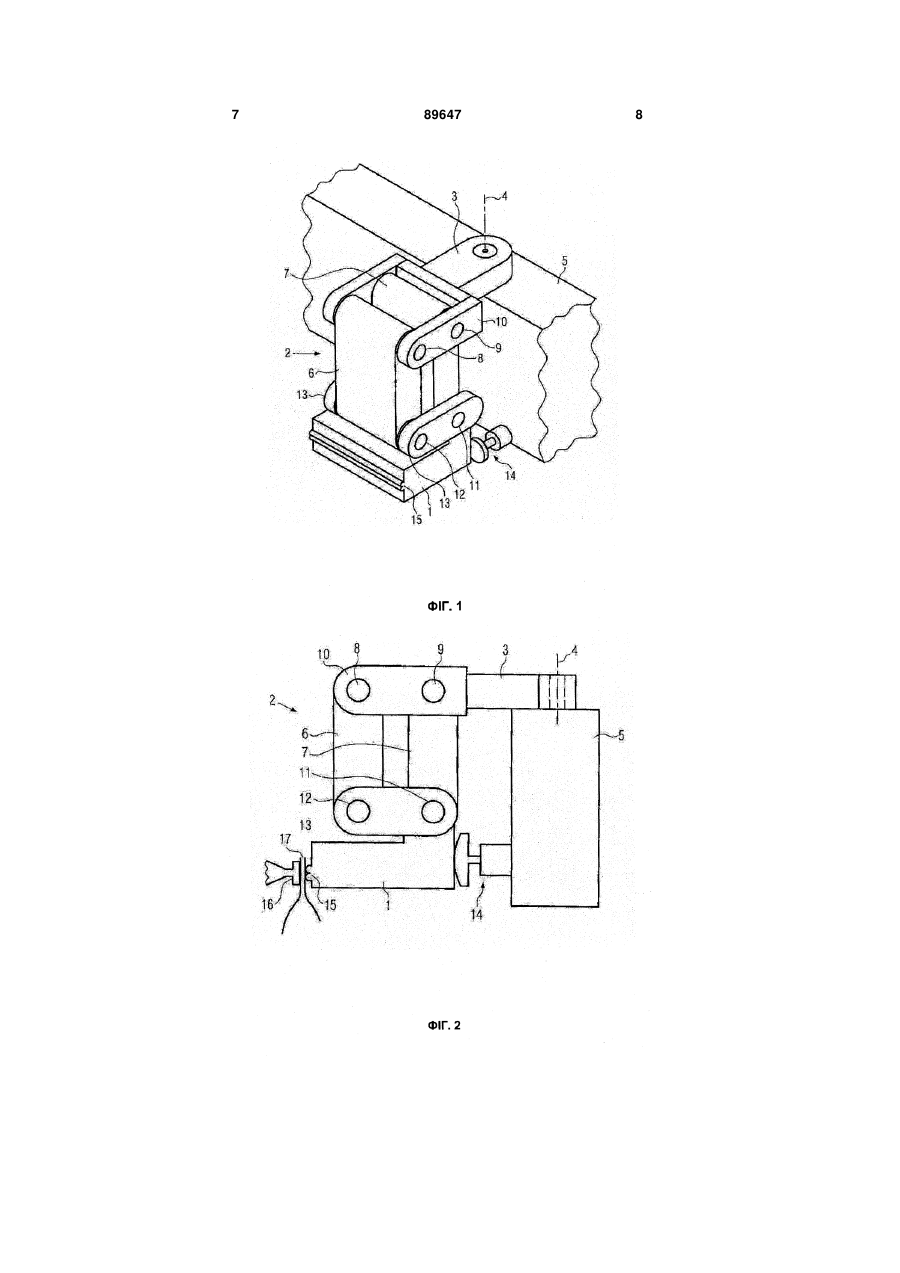
1. Пристрій для ультразвукового зварювання з принаймні однією ультразвуковою головкою (16) та принаймні одним упором (1), який відрізняється тим, що упор (1) встановлений на паралельному важелі (2), що містить два важелі (6, 7), встановлені з можливістю обертання навколо двох осей (8, 9) і вирівняні один паралельно до одного. 2. Пристрій за п. 1, який відрізняється тим, що упор (1) підвішений на паралельному важелі (2). 3. Пристрій за п. 1 або 2, який відрізняється тим, що паралельний важіль (2) прикріплений C2 2 89647 1 3 Відомий також патент US 6 313 440 кл.219/243 від 27.09.1998 у якому описаний нагрівальний елемент 12, встановлений на паралельному важелі, за допомогою якого одна сторона нагрівального елемента 12 входить у контакт із першою термопластичною заготовкою, а друга термопластична заготовка 18 входить у контакт з протилежною стороною нагрівального елемента 12. Після нагрівання заготовок нагрівальний елемент 12 викручують з робочої зони, і розплавлені заготовки спресовують за допомогою подавального механізму 16. Однак, нагрівальний елемент 12 може лише нагрівати заготовки, але не може їх спресовувати, в той час як у винаході можна застосовувати нагрівання і стискання одночасно. У відомому документі WO 2006/041380 кл.В65В 51/22 від 15.10.2004 описаний упор для ультразвукового зварювання полімерної плівки, який може обертатись вздовж своєї центральної осі. Однак, таким чином не можна досягти паралельного контакту між ультразвуковою головкою та упором. Задача даного винаходу полягає у забезпеченні такої рухомості, що дозволяє одержати якісні герметичні зварювальні шви при невеликому зносі пристрою. Поставлена задача вирішується за рахунок того, що запропонований пристрій для ультразвукового зварювання з принаймні однією ультразвуковою головкою та принаймні одним упором, який згідно з винаходом встановлений на паралельному важелі, який містить два важелі, що встановлені з можливістю обертання навколо двох осей і вирівняні один паралельно до одного. Запропонований упор підтримують на паралельному важелі. Така підтримка забезпечує паралельне розташування поверхні упора ультразвукової головки у будь-якому положенні. Завдяки тому, що упор і ультразвукова головка постійно перебувають у контакті по площині незалежно від їх положення відносно один одного, знос від тертя між ними є мінімальним. У кращому варіанті здійснення винаходу упор підтримують підвішуванням на паралельному важелі для надання йому певного положення спокою. Паралельний важіль у кращому варіанті здійснення винаходу встановлений на тримачі, який виконаний з можливістю повороту навколо осі. Якщо ця вісь є приблизно перпендикулярною до осей, навколо яких повертається паралельний важіль, то упор може прилаштовуватися у двох вимірах до положення й орієнтації ультразвукової головки, що забезпечує рівномірний тиск контакту головки та упора вздовж місця зварювання. Крім того, у кращому варіанті здійснення винаходу упор напружений засобами попередньої напруги у напрямку ультразвукової головки. Завдяки цьому запропонована ультразвукова головка може притискати матеріал, що підлягає зварюванню, (наприклад, пластмасовий пакет) до упору і відтискати його трохи назад, у результаті чого між упором і головкою створюється заданий тиск. У кращому варіанті здійснення винаходу упор також з'єднаний із демпфірувальними засобами. 89647 4 Завдяки цьому після підведення ультразвукової головки та упора один до одного дуже швидко встановлюється стабільний контакт головки та упора із затисненим між ними зварюваним матеріалом, що обумовлює істотне гасіння будь-якого коливання. В одному запропонованому варіанті декілька упорів розташовані паралельно і поруч один з одним. Для здійснення зварювання декількох місць можна здійснити їх зварювання одним упором. Також можна використати декілька окремих упорів, розташованих поруч один з одним. Перевага останнього варіанту полягає у тому, що положення упора може бути прилаштоване до ультразвукової головки або матеріалу, затисненого між ультразвуковою головкою та упором, що забезпечує рівномірний тиск поверх місця зварювання. Чим більшим є упор, тим складніше рівномірно розподілити тиск по усьому місцю зварювання. У зв'язку з цим паралельний важіль краще розмістити на спеціальному тримачі, що повертається. Для спрощення конструкції декілька таких тримачів встановлюють на одному загальному носії. Далі проілюстрований приклад реалізації винаходу із посиланням на креслення, на яких: фіг. 1 схематично ілюструє в аксонометрії упор та його встановлення, фіг. 2 схематично ілюструє розріз пристрою, зображеного на фіг. 1, фіг. 3 схематично ілюструє в аксонометрії декілька упорів, розташованих поруч один з одним. На фіг. 1 і 2 показаний упор 1, підвішений на паралельному важелі 2. Важіль 2 містить два важелі 6 і 7, які встановлені з можливістю повороту навколо осей 8 і 9 та вирівняні паралельно один до одного. На нижньому кінці паралельного важеля встановлені дві поперечні накладки 13, які з'єднують два нижніх кінця важелів 6 і 7 відповідно двома поворотними осями 11 і 12. Упор 1 розміщений на нижній накладці 13. Осі 8 і 9 встановлені у верхніх поперечних накладках 10, прикріплених до тримача 3, який виступає від важеля 2 по суті у горизонтальному напрямку. Своїм кінцем тримач 3 встановлений з можливістю обертання навколо осі 4 на носії 5. На лицьовому боці упора 1 є зварювальні губки 15, причому залежно від необхідної кількості зварювальних швів може бути як одна губка, так і декілька. Найкращим чином себе зарекомендували два зварювальних шва, розташовані поруч один з одним. Зі стороною, протилежною до розташування губки 15, взаємодіє засіб попередньої напруги 14, який замість безпосередньої взаємодії з упором може також взаємодіяти з паралельним важелем або іншою рухомою частиною. Засіб попередньої напруги 14 може мати пружину та/або викликати демпфірувальний ефект. Упор 1 попередньо напружений у напрямку ультразвукової головки засобом попередньої напруги 14 або іншим пружинним елементом, які можуть містити поршень, притиснений до упора 1 стисненим повітрям, зусиллям пружини, пружного елемента тощо. 5 Засіб попередньої напруги 14 або елемент, який розташований поруч з ним і який взаємодіє з упором 1 або рухомою частиною важеля 2, також може справляти демпфірувальний ефект відносно переміщення упора 1 і важеля 2 для демпфірування переміщення упора 1. Таке демпфірування є особливо вигідним при високошвидкісному зварюванні, оскільки після підведення один до одного головки 16 та упора 1 необхідно якомога швидше привести упор 1 у стійке положення, для того щоб мати можливість здійснити ультразвукове зварювання при одержаному при цьому рівномірному тиску. У кращому варіанті здійснення винаходу засіб попередньої напруги 14 виконаний біля кожного кінця упора 1, тобто кожний упор має по два засоби попередньої напруги 14. Пружинний елемент (наприклад, засіб попередньої напруги 14), який здійснює попереднє напруження упора 1 у напрямку головки 16, може мати таку конфігурацію, що він здійснює свою функцію лише з деяким максимальним відхиленням у вказаному напрямку і не може відхилити упор 1 далі. При цьому доцільним є встановити ще один елемент, який здійснює невелике попереднє напруження важеля 2 або упора 1 у напрямку, протилежному дії пружинного елемента (наприклад, засоба попередньої напруги 14) у цьому положенні, визначаючи таким чином потрібне положення. Сила попередньої напруги упора 1 у напрямку пружинного елемента повинна бути меншою, ніж сила, яку розвиває пружинний елемент. Головка 16 (фіг. 2) може бути відведена від упора 1 для затискання між ними верхнього кінця зварюваного матеріалу 17 (пластмасового пакету). Для цього головку 16 притискають до упора 1, що тим затискає самим матеріал 17. Упор 1 (див. фіг. 2) трохи зміщений праворуч проти зусилля попередньої напруги, створюваної засобом попередньої напруги 14. У такому положенні при контрольованому тиску між головкою 16 та упором 1 можна легко здійснити зварювання матеріалу 17. Носій 5 також може бути виконаний рухомим, щоб відводити упор, встановлений на ньому, від ультразвукової головки для введення пластмасових пакетів у вільний простір, утворений між запропонованою ультразвуковою головкою та упором. Матеріал 17, що підлягає зварюванню, потім затискають переміщенням носія 5 у напрямку ультразвукової головки. На фіг. 3 показаний варіант реалізації винаходу, в якому декілька упорів 1a - 1d розміщені поруч 89647 6 один з одним відповідно на декількох паралельних важелів 2а - 2d. За допомогою такого пристрою можна виконати декілька зварювань декількох матеріалів, розташованих поруч один з одним. Наприклад, можна здійснити зварювання декількох пластмасових пакетів, розташованих поруч один з одним. Таким чином можна значно підвисити продуктивність. У цьому варіанті окремі упори встановлені незалежно один від одного, так що кожний упор можна зорієнтувати окремо за допомогою паралельного важеля та повороту відповідного тримача 3а - 3d. Для одержання компактної конструкції* тримачі 3 розміщені на загальному носії 5. У кращому варіанті здійснення винаходу кожному упору відповідає окрема ультразвукова головка. Між тим, одна така головка може також відповідати декільком або всім упорам. Пакети або інші вироби, призначені для зварювання, можуть бути подані до упорів у напрямку вздовж ряду упорів або також бути розміщені поруч один з одним у напрямку, перпендикулярному до вказаного ряду. У кращому варіанті здійснення винаходу для одержання якісного зварювального шва упор та ультразвукова головка перебувають у тісному контакті по площині, що забезпечує передання ультразвукових хвиль без викривлень до плівкового матеріалу.Щоб забезпечити можливість затискання матеріалу, що підлягає зварюванню, між упором та ультразвуковою головкою, обидві ці частини мають бути рухомими одна відносно одної. На фіг. 1-3 показані здвоєні зварювальні губки 15, які дозволяють виконати два суміжні зварювальні шви для забезпечення особливо надійної герметизації, наприклад, пластмасових пакетів. Оскільки упор 1 встановлений на паралельному важелі 2, обидві зварювальні губки можуть стикатися з ультразвуковою головкою 16 незалежно від відхилення упора відносно свого положення спокою, що є перевагою при виконанні якісних герметизувальних зварювальних швів. Зважаючи на те, що обидві зварювальні губки завжди зазнають приблизно однакового тиску, жодна з них не зношується швидше за іншу внаслідок тертя, що виникає при переміщенні матеріалу між упором 1 і головкою 16, що робить запропонований пристрій довговічним. Запропонований пристрій може бути використаний для ультразвукового зварювання плівки, особливо композитної плівки та для зварювання наповнених пластмасових пакетів (17), особливо у поєднанні з установкою для їх наповнювання. 7 89647 8 9 Комп’ютерна верстка Д. Шеверун 89647 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for ultrasonic welding
Автори англійськоюWild Hans-Peter, Kraft Eberhard, Lechert Frank
Назва патенту російськоюУстройство для ультразвуковой сварки
Автори російськоюВилд Ханс-Петер, Крафт Эбергард, Лехерт Франк
МПК / Мітки
МПК: B29C 65/00, B65B 51/22
Мітки: ультразвукового, зварювання, пристрій
Код посилання
<a href="https://ua.patents.su/5-89647-pristrijj-dlya-ultrazvukovogo-zvaryuvannya.html" target="_blank" rel="follow" title="База патентів України">Пристрій для ультразвукового зварювання</a>
Спосіб ультразвукового зварювання полімерних матеріалів
Номер патенту: 45437
Опубліковано: 15.04.2002
Автори: Нестеренко Микола Петрович, Кораб Георгій Миколайович, Шкарлупа Петро Іванович
МПК: B29C 65/08, B23K 20/10
Мітки: ультразвукового, полімерних, спосіб, матеріалів, зварювання
Формула / Реферат:
Спосіб ультразвукового зварювання полімерних матеріалів, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності, що споживається акустичною системою, і автоматичне вимикання ультразвуку, який відрізняється тим, що автоматичне вимикання ультразвуку проводять у момент закінчення стадії стабілізації електричної потужності і початку її зростання.
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу
Номер патенту: 45882
Опубліковано: 25.11.2009
Автори: Кирилова Ольга Юріївна, Іванова Людмила Іллівна, Якимчук Микола Володимирович, Цепух Марія Миколаївна
МПК: B65B 9/06
Мітки: пакетів, термоусадкового, формування, матеріалу, зварювання, наповнення, пристрій
Формула / Реферат:
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу, що включає подавальну трубу, рукавоутворювач, пристрій для протягування рукава і пристрої для зварювання поздовжнього та поперечного швів, який відрізняється тим, що за пристроєм поздовжнього зварювання розташоване термоусадкове пристосування, всередині якого розміщені термоусадкові головки, над якими розташований пристрій поперечного зварювання швів,...
Пристрій для зварювання розрядом нагромадженої енергії
Номер патенту: 69421
Опубліковано: 15.09.2004
Автори: Якимів Ярослав Михайлович, Кубай Роман Іванович, Огірко Роман Миколайович, Микийчук Микола Миколайович
МПК: B23K 11/26
Мітки: розрядом, енергії, зварювання, пристрій, нагромадженої
Формула / Реферат:
Пристрій для зварювання розрядом нагромадженої енергії, який містить нагромаджувач енергії, перший полюс якого з'єднаний з входом керованого елемента зварювання, затискач пасивний і затискач активний, причому другий полюс нагромаджувача енергії та затискач активний з'єднані з корпусом, який відрізняється тим, що додатково введено регульований стабілізатор напруги, керований елемент заряду, формувач часових параметрів, елемент зворотного...
Пристрій для дугового зварювання
Номер патенту: 64609
Опубліковано: 16.02.2004
Автори: Салюта Віктор Григорович, Марченко Михайло Леонтійович, Тодоров Василь Георгійович
МПК: B23K 9/00
Мітки: пристрій, дугового, зварювання
Формула / Реферат:
Пристрій для дугового зварювання, що містить джерело живлення, електродвигун, пусковий пристрій, який відрізняється тим, що він містить додаткове джерело живлення, до якого через пусковий пристрій підключений електродвигун зі схемою управління і стабілізації, яка складається із тиристора, що з'єднаний послідовно з електродвигуном, паралельно цьому з'єднанню підключений ланцюг із послідовно з'єднаних резистора і стабілітрона, причому...
Пристрій для дугового зварювання
Номер патенту: 33210
Опубліковано: 15.02.2001
Автори: Гончарук Дмитро Олександрович, Кучеренко Володимир Олександрович, Казаков Микола Костянтинович
МПК: B23K 9/00
Мітки: зварювання, пристрій, дугового
Текст:
...для дугового зварювання. На Фіг. 2 зображена зовнішня статична характеристика пропонуємого пристрою. 1 Пристрій для дугового зварювання включає: вхідний випрямляч 1, перший перетворювач проміжної високої частоти 2, зварювальний трансформатор з низьким значенням напруги холостого ходу і великим струмом короткого замикання 3, другий перетворювач проміжної високої частоти 4, зварювальний трансформатор з високим значенням напруги холостого ходу і...
Попередній патент: Кріпильно-з’єднувальний пристрій для двох канатів, що взаємно перетинаються
Наступний патент: Система регулювання частоти обертання транспортного газодизеля
Випадковий патент: Фільтр струмів нульової послідовності основної та вищих гармонік