Спосіб ультразвукового зварювання полімерних матеріалів
Номер патенту: 45437
Опубліковано: 15.04.2002
Автори: Кораб Георгій Миколайович, Нестеренко Микола Петрович, Шкарлупа Петро Іванович

Формула / Реферат
Спосіб ультразвукового зварювання полімерних матеріалів, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності, що споживається акустичною системою, і автоматичне вимикання ультразвуку, який відрізняється тим, що автоматичне вимикання ультразвуку проводять у момент закінчення стадії стабілізації електричної потужності і початку її зростання.
Текст
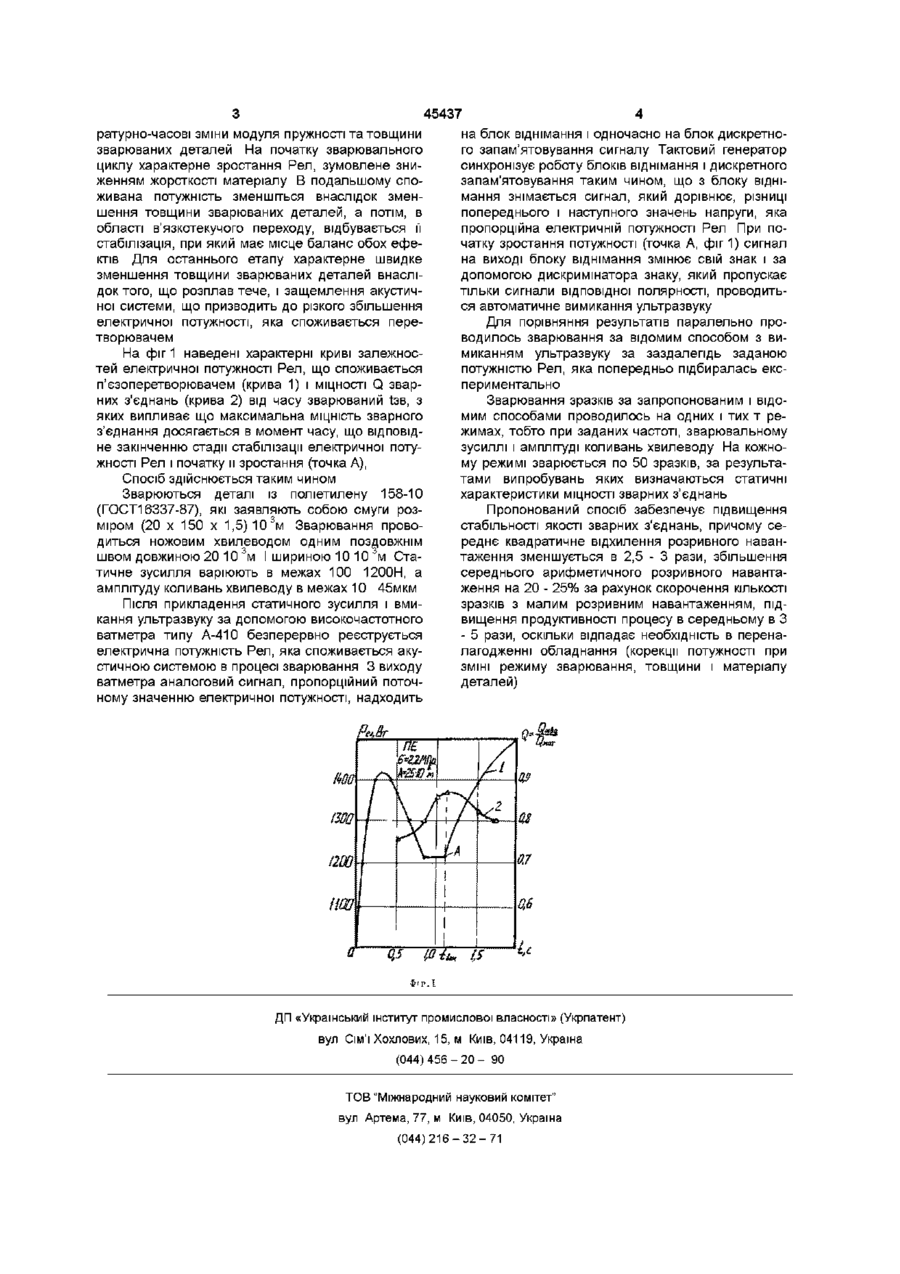
Спосіб ультразвукового зварювання полімерних матеріалів, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності, що споживається акустичною системою, і автоматичне вимикання ультразвуку, який відрізняється тим, що автоматичне вимикання ультразвуку проводять у момент закінчення стадії стабілізації електричної потужності і початку и зростання Даний винахід належить до області зварювання термопластів, зокрема до способів ультразвукового зварювання м'яких пластмас, які характеризуються низьким модулем пружності і великим коефіцієнтом затухання ультразвукових коливань ВІДОМІ способи ультразвукового зварювання полімерних матеріалів, в яких припинення дії ультразвукових коливань на зварюваний матеріал проводиться після закінчення заданого часу чи при досягненні фіксованого зазору між опорою і торцем хвилеводу, за зміною амплітуди опори, за швидкістю чи прискоренням деформації зони зварювання [С С Волков, Б Я Черняк Сварка пластмаси ультразвуком, М , Химия, 1986, стр ЗО] Недолік вказаних способів полягає утому, що вони не дозволяють отримати високу стабільність якості зварних з'єднань Найбільш близьким до пропонованого є спосіб ультразвукового зварювання, який включає прикладення до з'єднуваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності Рел, ще споживається п'єзоперетворювачем, який входить до акустичної системи, і автоматичне вимикання ультразвуку після досягнення заданого значення Рел = Рзад та певного значення деформації матеріалу (фіксованої осадки) при дотриманні умови tmm < t3B < tmax Цей спосіб взятий за прототип [Telsomc ultrasonics Ultrashall-Technik fur Kunststoffe, 1984, S 69,] Недоліком зазначеного способу є те, що для різних матеріалів, геометрії виробів і режимів зварювання необхідне експериментальне визначення оптимальної осадки і Рел, що потребує додаткових затрат часу і знижує продуктивність, не забезпечується стабільність міцнисних характеристик зварних з'єднань, що зумовлено різнотовщинністю і неоднорідністю фізико-механічних властивостей зварюваних деталей Завданням винаходу є вдосконалення відомого способу ультразвукового зварювання за рахунок автоматичного вимикання ультразвуку в момент стабілізації електричної потужності і початку и зростання, що дозволяє підвищити продуктивність процесу та МІЦНІСТЬ зварного з'єднання Воно досягається тим, що в способі ультразвукового зварювання полімерних матеріалів, який включає прикладення до зварюваних матеріалів статичного зусилля, пропускання ультразвуку, вимірювання електричної потужності Рел, що споживається п'езо-електричним перетворювачем, автоматичне вимикання ультразвуку проводять в момент часу, що відповідає закінченню стадії стабілізації електричної потужності Рел і початку її зростання Таке здійснення способу підвищує продуктивність процесу і МІЦНІСТЬ зварного з'єднання Незалежно від товщини деталей, властивостей матеріалів, з яких вони виготовлені, і режимів зварювання автоматичне вимикання ультразвуку проводиться після утворення з'єднання контактуючих поверхонь зварюваних деталей Де зловлено тим, що в процесі зварювання часова залежність Рел відображає конкуренцію двох ефектів темпе О і со Ю 45437 ратурно-часові зміни модуля пружності та товщини зварюваних деталей На початку зварювального циклу характерне зростання Рел, зумовлене зниженням жорсткості матеріалу В подальшому споживана потужність зменшіться внаслідок зменшення товщини зварюваних деталей, а потім, в області в'я з коте куч о го переходу, відбувається її стабілізація, при який має місце баланс обох ефектів Для останнього етапу характерне швидке зменшення товщини зварюваних деталей внаслідок того, що розплав тече, і защемлення акустичної системи, що призводить до різкого збільшення електричної потужності, яка споживається перетворювачем На фіг 1 наведені характерні криві залежностей електричної потужності Рел, що споживається п'єзоперетворювачем (крива 1) і МІЦНОСТІ Q зварних з'єднань (крива 2) від часу зварюваний t3B, з яких випливає що максимальна МІЦНІСТЬ зварного з'єднання досягається в момент часу, що відповідне закінченню стадії стабілізації електричної потужності Рел і початку и зростання (точка А), Спосіб здійснюється таким чином Зварюються деталі із поліетилену 158-10 (ГОСТ16337-87), які заявляють собою смуги розміром (20 х 150 х 1,5)10 3 м Зварювання проводиться ножовим хвилеводом одним поздовжнім швом довжиною 20 10 Зм І шириною 10 10 Зм Статичне зусилля варіюють в межах 100 1200Н, а амплітуду коливань хвилеводу в межах 10 45мкм Після прикладення статичного зусилля і вмикання ультразвуку за допомогою високочастотного ватметра типу А-410 безперервно реєструється електрична потужність Рел, яка споживається акустичною системою в процесі зварювання 3 виходу ватметра аналоговий сигнал, пропорційний поточному значенню електричної потужності, надходить на блок віднімання і одночасно на блок дискретного запам'ятовування сигналу Тактовий генератор синхронізує роботу блоків віднімання і дискретного запам'ятовування таким чином, що з блоку віднімання знімається сигнал, який дорівнює, різниці попереднього і наступного значень напруги, яка пропорційна електричній потужності Рел При початку зростання потужності (точка А, фіг 1) сигнал на виході блоку віднімання змінює свій знак і за допомогою дискримінатора знаку, який пропускає тільки сигнали відповідної полярності, проводиться автоматичне вимикання ультразвуку Для порівняння результатів паралельно проводилось зварювання за відомим способом з вимиканням ультразвуку за заздалегідь заданою потужністю Рел, яка попередньо підбиралась експериментально Зварювання зразків за запропонованим і відомим способами проводилось на одних і тих т режимах, тобто при заданих частоті, зварювальному зусиллі і амплітуді коливань хвилеводу На кожному режимі зварюється по 50 зразків, за результатами випробувань яких визначаються статичні характеристики МІЦНОСТІ зварних з'єднань Пропонований спосіб забезпечує підвищення стабільності якості зварних з'єднань, причому середнє квадратичне відхилення розривного навантаження зменшується в 2,5 - 3 рази, збільшення середнього арифметичного розривного навантаження на 20 - 25% за рахунок скорочення КІЛЬКОСТІ зразків з малим розривним навантаженням, підвищення продуктивності процесу в середньому в З - 5 рази, оскільки відпадає необхідність в переналагодженні обладнання (корекції потужності при ЗМІНІ режиму зварювання, товщини і матеріалу деталей) РкВг 0,7 0,6 а щ~~1 15 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна (044)456-20- 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71 45437
ДивитисяДодаткова інформація
Автори англійськоюNesterenko Mykola Petrovych, Korab Heorhii Mykolaiovych
Автори російськоюНестеренко Николай Петрович, Кораб Георгий Николаевич
МПК / Мітки
МПК: B29C 65/08, B23K 20/10
Мітки: полімерних, спосіб, ультразвукового, матеріалів, зварювання
Код посилання
<a href="https://ua.patents.su/3-45437-sposib-ultrazvukovogo-zvaryuvannya-polimernikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб ультразвукового зварювання полімерних матеріалів</a>
Пристрій для термічного зварювання полімерних плівок
Номер патенту: 38009
Опубліковано: 15.05.2001
Автори: Пінчук Віталій Миколайович, Петряков Володимир Олексійович
МПК: B65B 51/10
Мітки: плівок, термічного, зварювання, полімерних, пристрій
Текст:
...губок проводиться шляхом натискування на педаль (9), сполучену тягою (10) з накладкою (11) прикріпленою до середини верхньої губки; нагрівники губок через роз’їм (12) електрично сполучені з блоком живлення (13), крім того, на блок живлення через гніздо (14) може подаватися сигнал з датчика температури, що дозволяє автоматично підтримувати обрану температуру губок з високою точністю. Пристрій працює наступним чином. Механічний блок...
Спосіб ультразвукового контролю гранулометричного складу матеріалів у потоці пульпи та пристрій для його здійснення
Номер патенту: 5148
Опубліковано: 28.12.1994
Автор: Моркун Володимир Станіславович
МПК: G01N 29/00
Мітки: складу, пристрій, ультразвукового, потоці, пульпи, спосіб, контролю, здійснення, гранулометричного, матеріалів
Формула / Реферат:
1. Способ ультразвукового контроля гранулометрического состава материалов в потоке пульпы, включающий излучение в поток пульпы и измерение амплитуды прошедших через поток ультразвуковых колебаний, отличающийся тем, что, с целью повышения точности контроля, в поток пульпы вводят измерительную пластину, возбуждают в ней волны Лэмба, измеряют амплитуду колебаний волн Лэмба, прошедших фиксированное расстояние, изменяют концентрацию и...
Спосіб виготовлення виробів з полімерних матеріалів
Номер патенту: 39405
Опубліковано: 15.06.2001
Автори: Синюк Олег Миколайович, Скиба Микола Єгорович, Злотенко Борис Миколайович
МПК: B29C 45/03
Мітки: матеріалів, виробів, спосіб, виготовлення, полімерних
Формула / Реферат:
Спосіб виготовлення виробів із полімерних матеріалів, що включає нагнітання розплаву у форму, із наступним його охолодженням при регульованих тиску і температурі, який відрізняється тим, що створюють багатоосьову орієнтацію структури полімерного матеріалу шляхом обертання частини форми, що переміщається.
Пристрій для зварювання термопластичних матеріалів
Номер патенту: 30653
Опубліковано: 15.12.2000
Автори: Казаков Ігор Анатольович, Москаленко Володимир Іванович, Піскунов Микола Володимирович, Ітунін Віліан Фишлевич, Ємченко Ольга Миколаєвна, Москаленко Іван Юхимович, Поляков Микола Васильович, Нейман Олександр Ігоревич
МПК: B29C 65/38, B29C 65/18
Мітки: пристрій, термопластичних, матеріалів, зварювання
Формула / Реферат:
Пристрій для зварювання термопластичних матеріалів, що містить опорну та притискну плити, гнучкий нагрівальний елемент, зафіксований на опорній плиті за заданою траєкторією шва і підключений до джерела струму, який відрізняється тим, що нагрівальний елемент закріплено на опорній плиті за допомогою кріпильних елементів, наприклад, скоб, а притискна плита має канавку, розташовану над нагрівальним елементом, яка повторює його конфігурацію по...
Спосіб одержання поверхневого мастила до полімерних матеріалів
Номер патенту: 25021
Опубліковано: 25.12.1998
Автори: Ленд'єл Йосип Васильович, Потоцький Юліян Іванович, Стефанівський Юрій Богданович, Іщук Юрій Лукич, Унтілов Геннадій Леонідович, Савченко Людмила Григорівна, Мельник Зіновій Петрович, Маслова Тетяна Михайлівна, Юр'єв Вячеслав Якович, Козак Михайло Васильович, Кобилянський Євген Васильович, Сурмятов Охмєтзак Садиковіч
Мітки: одержання, спосіб, полімерних, мастила, поверхневого, матеріалів
Формула / Реферат:
Спосіб одержання поверхневого мастила до полімерних матеріалів, який включає в себе взаємодію при нагріванні жирної C16-C18 кислоти з хлоруючим агентом, обробку одержаного хлорангідриду водним розчином аміаку, виділення аміду жирної кислоти обробкою продукту амонолізу лугом з подальшою фільтрацією і очищенням його кристалізацією, який відрізняється тим, що продукт амонолізу попередньо нагрівають до температури 12 - 14°C і згущену суспензію...
Попередній патент: Плужний корпус
Наступний патент: Пристрій для упаковки виробів в термоусадочну плівку
Випадковий патент: Спосіб контактного нагріву води