Спосіб нагрівання футеровки чавуновозного ковша
Номер патенту: 90429
Опубліковано: 26.05.2014
Автори: Дорофеєв Олександр Вікторович, Комков Дмитро Вячеславович, Колєсников Дмитро Васильович, Цуканов Владислав Іванович, Іванов Сергій Анатолійович, Яковенко Анатолій Тимофійович, Петров Юрій Васильович, Дмитрієв Євген Володимирович, Знобішин Максим Іванович, Слєднєва Валентина Андріївна, Рубцов Олександр Миколайович

Формула / Реферат
Спосіб нагрівання футерівки чавуновозного ковша, що включає сушіння футерівки ковша до температури 100-200 °C і наступне її нагрівання до робочої температури подачею газоподібного палива й повітря з коефіцієнтом витрати повітря α=1,05-1,10, який відрізняється тим, що нагрівання футерівки до робочої температури, рівної 1250-1300 °C ведуть у два етапи, при цьому нагрівання на першому етапі до температури 380-420 °C ведуть зі швидкістю 45-55 °C/год. при температурі навколишнього повітря не більше +35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 25-35 °C/год., нагрівання на другому етапі до робочої температури ведуть зі швидкістю 85-95 °C/год. при температурі навколишнього повітря більше 35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 70-75 °C /год.
Текст
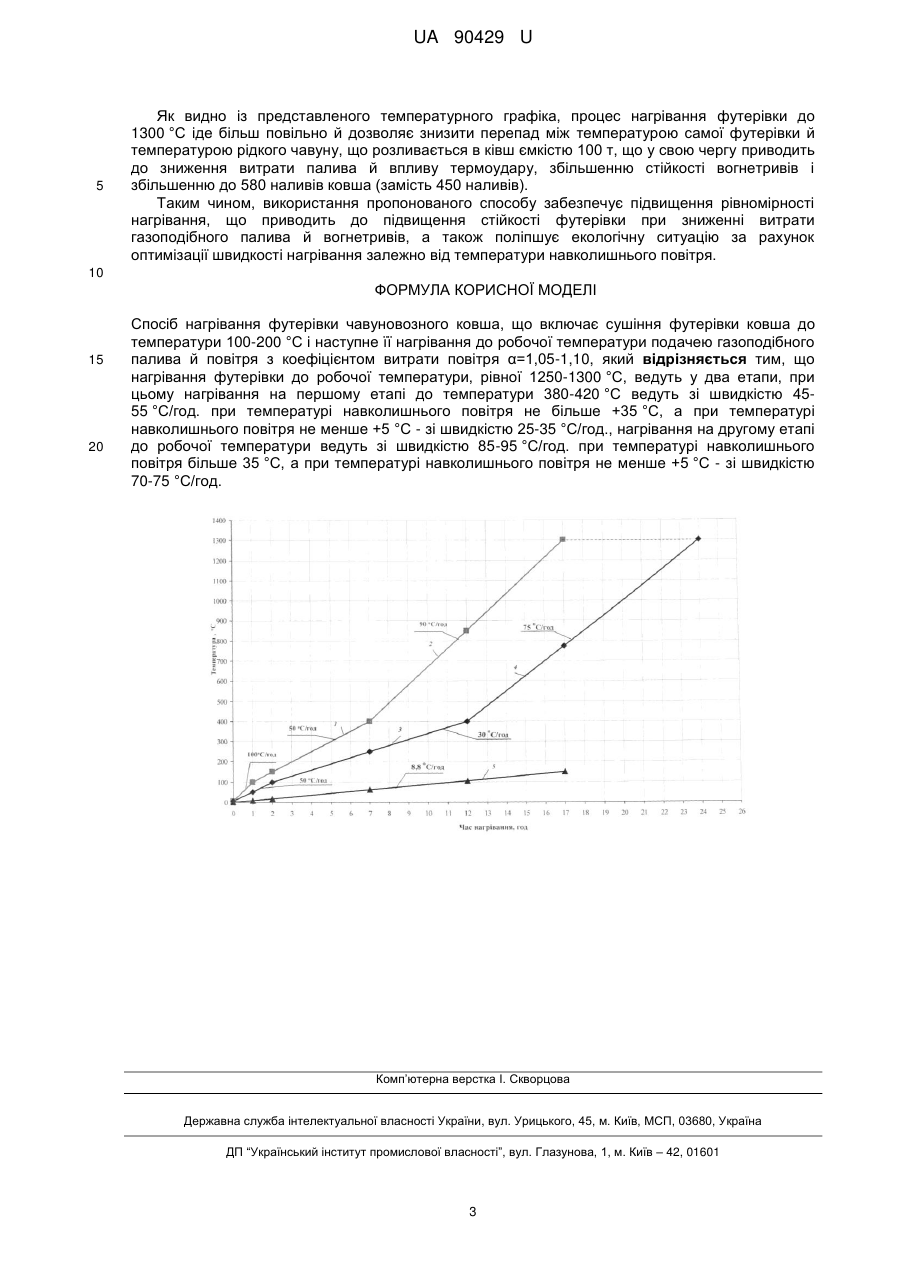
Реферат: Спосіб нагрівання футерівки чавуновозного ковша, що включає сушіння футерівки ковша до температури 100-200 °C і наступне її нагрівання до робочої температури подачею газоподібного палива й повітря з коефіцієнтом витрати повітря α=1,05-1,10, при якому нагрівання футерівки до робочої температури, рівної 1250-1300 °C, ведуть у два етапи, при цьому нагрівання на першому етапі до температури 380-420 °C ведуть зі швидкістю 45-55 °C/год. при температурі навколишнього повітря не більше +35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 25-35 °C/год., нагрівання на другому етапі до робочої температури ведуть зі швидкістю 85-95 °C/год. при температурі навколишнього повітря більше 35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 70-75 °C/год. UA 90429 U (12) UA 90429 U UA 90429 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до чорної металургії й може бути використана для нагрівання вогнетривкої футерівки чавуновозного ковша перед наповненням його рідким чавуном, що надходять при розливанні з доменних печей. Як правило, наповнення чавуном проводиться в остиглий ківш, тому що час транспортування ковшів після розливання чавуну в плавильну піч і доставки ковшів під розливний жолоб доменної печі становить 2-3 години. Відомий спосіб сушіння та розігріву футерівки сталерозливного ковша, що накритий кришкою та має газовідвідний засіб нагрівання, який включає нагрівання футерівки до оптимальної для приймання рідкого металу температури 1600-1640 °C розміщеним усередині ковша пальником на відстані її торця від кришки в межах 0,001-0,2 м з орієнтацією факела в напрямку дна ковша при створенні усередині ковша надлишкового тиску робочого середовища шляхом зміни площі перерізу газовідвідного засобу та відвід конвективним теплообміном робочого середовища за межі ковша, при цьому нагрівання здійснюють у два етапи, причому на першому етапі температуру футерівки підтримують у діапазоні 100-400 °C при забезпеченні усередині ковша протягом 60-80 % часу нагрівання надлишкового тиску, рівного 0,5-30 Па, а на другому етапі температуру футерівки підвищують до 800-1200 °C та протягом решти часу нагрівання підтримують її при надлишковому тиску робочого середовища, рівному 15-150 Па (RU, № 2119844, кл. B22D 41/015, опубл. 10.10.1998 г.). Недоліком цього способу є те, що вогнетривку футерівку ковша нагрівають до температури рідкого металу 1600-1640 °C, що вимагає значної тривалості нагрівання й витрати палива на нагрівання. Створення надлишкового тиску робочого середовища зміною положення кришки ковша ускладнює конструкцію устаткування і його експлуатацію. Крім того, при спалюванні палива в ковші не є можливим здійснювати регулювання співвідношення газ-повітря, що призводить до перевитрати палива. Подача в пальник вентилятором струменя повітря в струмінь газу супроводжується дробленням струменів, не забезпечуючи гомогенного змішування компонентів палива, що приводить до неоптимальної повноти згоряння палива й, крім того, сполучена зі значними енерговитратами по технічному повітрю. Найбільш близьким аналогом пропонованої корисної моделі є спосіб керування процесом нагрівання монолітної вогнетривкої футерівки ковша, що включає сушіння футерівки ковша до температури 100-200 °C, подальше нагрівання футерівки до робочої температури 900-1200 °C шляхом подавання газоподібного палива й повітря для горіння в робочий простір ковша відповідно до технологічних параметрів, заданих на підставі теплового балансу сталерозливного ковша, при цьому газоподібне паливо й повітря для горіння подають із витратою, що забезпечує його спалювання із гранично припустимим коефіцієнтом спалювання палива α=1,05-1,10, у процесі подавання палива здійснюють безперервне вимірювання технологічних параметрів ковша, порівнюють їх із заданими технологічними параметрами й, при відхиленні вимірюваних технологічних параметрів від заданих, здійснюють корегування витрати газоподібного палива і тривалість нагрівання вогнетривкої футерівки за пропонованими залежностями згідно з теплофізичними властивостями вогнетривкої футеровки (UA, № 91416 С2, кл. B22D 41/005, B22D 41/02, B22D 41/12, опубл. 10.10.1998 г.). Відомий спосіб має ряд недоліків: - нагрівання футерівки ковша до невисокої робочої температури 900-1200 °C, що обумовлена спалюванням палива з підвищеним коефіцієнтом витрати повітря до 1,25; - при спалюванні палива не враховуються сезонні коливання температури навколишнього повітря (близько 35 °C у літній і 5 °C у зимовий періоди); - не враховується тривалість повного видалення вологи з футерівки в період сушіння ковша, після якого можна збільшити швидкість нагрівання без її руйнування й збільшення температури кожуха ковша; - високий вміст шкідливих речовин (CO, NOx і ін.) у навколишньому середовищі внаслідок того, що процес сушіння й нагрівання ведуть на стендах у приміщенні разливного прольоту в цеху. В основу корисної моделі поставлена задача вдосконалення способу нагрівання футеровки чавуновозного ковша, в якому за рахунок оптимізації швидкості нагрівання залежно від температури навколишнього повітря забезпечується підвищення рівномірності нагрівання, що приводить до підвищення стійкості футерівки при зниженні витрати газоподібного палива й вогнетривів, а також поліпшує екологічну ситуацію. Поставлена задача вирішується тим, що в способі нагрівання футерівки чавуновозного ковша, що включає сушіння футерівки ковша до температури 100-200 °C і наступне її нагрівання до робочої температури подачею газоподібного палива й повітря з коефіцієнтом витрати 1 UA 90429 U 5 10 15 20 25 30 35 повітря α=1,05-1,10, згідно з корисною моделлю, нагрівання футерівки до робочої температури, рівної 1250-1300 °C, ведуть у два етапи, при цьому нагрівання на першому етапі до температури 380-420 °C ведуть зі швидкістю 45-55 °C/год. при температурі навколишнього повітря не більш +35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 25-35 °C/год., нагрівання на другому етапі до робочої температури ведуть зі швидкістю 85-95 °C/год. при температурі навколишнього повітря більше 35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 70-75 °C/год. Суть способу пояснюється рисунком, на якому показаний температурний графік режимів сушіння й нагрівання, де: 1 і 2 - час і швидкість нагрівання футерівки при температурі повітря для горіння +35 °C; 3 і 4 - час і швидкість нагрівання футерівки при температурі повітря для горіння +5° С; 5 - температура кожуха ковша°С. Приклад. Пропонований і відомий способи були випробувані у виробничих умовах. Після ремонту футерівку (Аl2О3=40 %, SiO2=60 %) чавуновозних ковшів піддавали нагріванню на стенді, оснащеному АСК ТП за двома варіантами пропонованого способу й по способу - найближчому аналогу. Температуру нагрівання контролювали термопарою, установленою в кришці ковша. Газоподібне паливо, за яке використовували природний газ і вентиляторне повітря, подавали з витратою, що забезпечує α=1,10. Безперервне вимірювання технологічних параметрів у ковші, контроль, порівняння, формування сигналів, керування виконання механізмами здійснювали за допомогою програмного логічного контролера, який по заздалегідь установлених оптимальних співвідношеннях витрат газоподібного палива й повітря забезпечує необхідну швидкість нагрівання й температуру в ковші. Досвідами встановлено, що після капітального ремонту чавуновозного ковша нагрівання футерівки складається із двох етапів. Перший етап - сушіння, другий - нагрівання, що залежить від сезонної температури навколишнього повітря для горіння, яка в зимовий період становить +5 °C, у літній +35 °C. У перший етап температура закінчення сушіння (видалення вологи) становить 380-420 °C, у другий етап 1280-1320 °C, при цьому тривалість сушіння - 7 і 12 годин, нагрівання - 10 і 24 години, відповідно. Для поліпшення екологічної ситуації при нагріванні чавуновозні ковші винесені із зони цеху й установлені на ділянці, де видалення газоподібних продуктів горіння здійснюється через димар цеху. Технологічні параметри й результати нагрівання чавуновозних ковшів по способунайближчому аналогу й пропонованому способу наведені в таблиці. Таблиця Режим нагрівання Найближчий аналог Пропонований спосіб 40 45 50 Tф °С τ г t 1100 350 1300 400 Сс °С/г Ср 20 30 17 24 40 20 50 70 60 50 90 75 Vг 3 м /г 135 110 100 65 ΔVг α СО % 25 1,25 0,02 35 1,05 0,01 Tф і t - максимальна температура поверхні футерівки при нагріванні та сушінні ковша; τ - тривалість нагрівання футерівки; Сс і Ср - швидкість сушіння та нагрівання футерівки; Vг і ΔVг - витрата природного газу та економія; α - коефіцієнт витрати палива; CO - окис вуглецю у вихідних продуктах горіння з ковша; чисельник - дані для температури повітря для горіння +35 °C, знаменник - для температури повітря для горіння +5 °C. Після нагрівання футерівки ковша в нього заливали чавун з доменної печі та направляли до місця заливки. Як видно з таблиці, реалізація пропонованого способу забезпечує підвищення температури нагрівання футерівки до 1300 °C, зниження витрати палива внаслідок зменшення коефіцієнта витрати повітря з 1,25 до 1,05. 2 UA 90429 U 5 Як видно із представленого температурного графіка, процес нагрівання футерівки до 1300 °C іде більш повільно й дозволяє знизити перепад між температурою самої футерівки й температурою рідкого чавуну, що розливається в ківш ємкістю 100 т, що у свою чергу приводить до зниження витрати палива й впливу термоудару, збільшенню стійкості вогнетривів і збільшенню до 580 наливів ковша (замість 450 наливів). Таким чином, використання пропонованого способу забезпечує підвищення рівномірності нагрівання, що приводить до підвищення стійкості футерівки при зниженні витрати газоподібного палива й вогнетривів, а також поліпшує екологічну ситуацію за рахунок оптимізації швидкості нагрівання залежно від температури навколишнього повітря. 10 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 15 20 Спосіб нагрівання футерівки чавуновозного ковша, що включає сушіння футерівки ковша до температури 100-200 °C і наступне її нагрівання до робочої температури подачею газоподібного палива й повітря з коефіцієнтом витрати повітря α=1,05-1,10, який відрізняється тим, що нагрівання футерівки до робочої температури, рівної 1250-1300 °C, ведуть у два етапи, при цьому нагрівання на першому етапі до температури 380-420 °C ведуть зі швидкістю 4555 °C/год. при температурі навколишнього повітря не більше +35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 25-35 °C/год., нагрівання на другому етапі до робочої температури ведуть зі швидкістю 85-95 °C/год. при температурі навколишнього повітря більше 35 °C, а при температурі навколишнього повітря не менше +5 °C - зі швидкістю 70-75 °C/год. Комп’ютерна верстка І. Скворцова Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюIvanov Serhii Anatoliiovych, Petrov Yurii Vasyliovych, Dorofeev Oleksandr Viktorovych, Tsukanov Vladyslav Ivanovych, Koliesnykov Dmytro Vasyliovych, Yakovenko Anatolii Tymofiiovych, Dmytriev Yevhen Volodymyrovych, Sliednieva Valentyna Andriivna, Znobishyn Maksym Ivanovych, Komkov Dmytro Viacheslavovych
Автори російськоюИванов Сергей Анатольевич, Петров Юрий Васильевич, Дорофеев Александр Викторович, Цуканов Владислав Иванович, Колесников Дмитрий Васильевич, Яковенко Анатолий Тимофеевич, Дмитриев Евгений Владимирович, Следнева Валентина Андреевна, Знобишин Максим Иванович, Комков Дмитрий Вячеславович
МПК / Мітки
МПК: B22D 41/015
Мітки: футеровки, чавуновозного, спосіб, ковша, нагрівання
Код посилання
<a href="https://ua.patents.su/5-90429-sposib-nagrivannya-futerovki-chavunovoznogo-kovsha.html" target="_blank" rel="follow" title="База патентів України">Спосіб нагрівання футеровки чавуновозного ковша</a>
Спосіб керування процесом нагрівання монолітної вогнетривкої футерівки сталерозливного ковша
Номер патенту: 91416
Опубліковано: 26.07.2010
Автори: Яковенко Анатолій Тимофійович, Петров Юрій Васильович, Колєсников Дмитро Васильович, Ляховець Олег Андрійович, Богославський Юрій Анатолійович, Дорофеєв Олександр Вікторович, Комков Дмитро Вячеславович, Крикунов Борис Петрович, Дмитрієв Євген Володимирович, Дрейко Олексій Іванович
МПК: B22D 41/12, B22D 41/02, B22D 41/005
Мітки: сталерозливного, нагрівання, ковша, вогнетривкої, монолітної, футерівки, керування, спосіб, процесом
Формула / Реферат:
Спосіб керування процесом нагрівання монолітної вогнетривкої футерівки сталерозливного ковша, що включає подавання газоподібного палива й повітря для горіння в робочий простір сталерозливного ковша відповідно до заданих технологічних параметрів, який відрізняється тим, що технологічні параметри задають на підставі теплового балансу сталерозливного ковша, газоподібне паливо й повітря для горіння подають із витратою, що забезпечує його...
Спосіб сушіння та розігріву футеровки сталерозливного ковша
Номер патенту: 39997
Опубліковано: 16.07.2001
Автори: Лозін Геннадій Аркадьєвіч, Бєлітчєнко Анатолій Константіновіч, Сапригін Александр Ніколаєвіч, Богданов Ніколай Александровіч, Конюхов Вадім Владіміровіч
МПК: B22D 41/005
Мітки: футеровки, розігріву, ковша, спосіб, сушіння, сталерозливного
Формула / Реферат:
1. Спосіб сушіння та розігріву футеровки сталерозливного ковша, що накритий кришкою та має газовідвідний засіб, який містить нагрів футеровки пальником до оптимальної для приймання рідкого металу температури та відвід конвективним теплообміном робочого середовища за межі ковша, який відрізняється тим, що всередині ковша створюють надмірний тиск робочого середовища шляхом зміщення площі перерізу газовідвідного засобу, пальник всередині...
Спосіб сушіння та розігріву футерівки чавуновізного ковша
Номер патенту: 56159
Опубліковано: 10.01.2011
Автори: Гладкий Павло Анатолійович, Косолап Микола Володимирович, Бєлкін Олексій Іванович, Бердник Володимир Петрович, Доля Сергій Миколайович, Харін Олексій Костянтинович, Пампуха Михайло Петрович, Безчерев Олександр Сергійович
МПК: F26B 3/32, B22D 41/02
Мітки: розігріву, чавуновізного, ковша, спосіб, футерівки, сушіння
Формула / Реферат:
Спосіб сушіння та розігріву футерівки чавуновізного ковша, що включає подачу енергоносія в порожнину ковша та здійснюється поетапно, який відрізняється тим, що на першому етапі в порожнину ковша подається рідкий чавун у кількості (0,04...0,12)·Мф, де Мф - маса футерівки ковша, на другому етапі здійснюється витримка ковша протягом не менш ніж 12 годин, на третьому етапі в порожнину ковша подається рідкий чавун у кількості (0,08...0,24) ·Мф,...
Пристрій для нагрівання та сушіння футеровки металургійних ковшів
Номер патенту: 21212
Опубліковано: 04.11.1997
Автори: Бродський Сергій Сергійович, Несвіт Володимир Васильович, Зайвий Олександр Миколайович, Лисенко Віталій Петрович, Подорванов Тимофій Борисович, Сельский Ігор Броніславович
МПК: B22D 41/00
Мітки: сушіння, нагрівання, футеровки, пристрій, металургійних, ковшів
Формула / Реферат:
Устройство для нагрева и сушки футеровки металлургических ковшей, содержащее двухпроводное горелочное устройство, дымоотводящий тракт, рекуператор, отличающееся тем, что по оси горелочного устройства размещается дымосборник с возможностью соосного перемещения, горелочное устройство снабжается верхним и нижним жестко закрепленными фланцами с возможностью его опускания по оси ковша не менее чем на 2/3 его высоты.
Кришка сталерозливного ковша
Номер патенту: 73235
Опубліковано: 15.06.2005
Автори: Юрченко Сергій Михайлович, Вожол Миколай Антонович, Стиценко Віктор Владимирович, Савельєв Віктор Миколайович
МПК: B22D 41/00, F27B 14/00, F27B 3/16
Мітки: кришка, сталерозливного, ковша
Формула / Реферат:
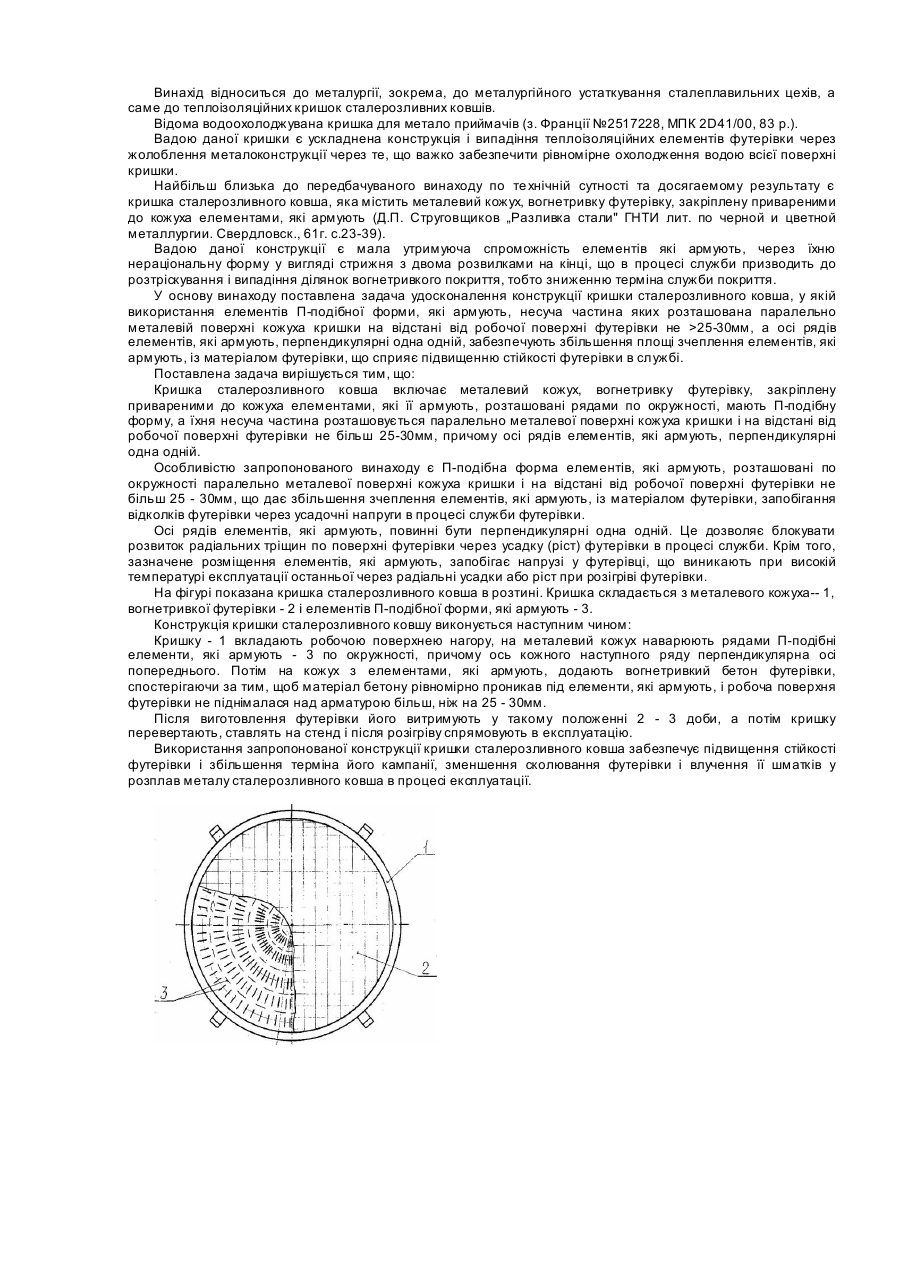
Кришка сталерозливного ковша, що включає металевий кожух, вогнетривку футерівку, закріплену привареними до кожуха елементами, які армують, яка відрізняється тим, що елементи, які армують, розташовані рядами по окружності, мають П-подібну форму, а їхня несуча частина розташована паралельно металевій поверхні кожуха кришки і на відстані від робочої поверхні футерівки не більше 25-30 мм, причому осі рядів елементів, які армують, перпендикулярні...
Попередній патент: Пристрій для різання труб у свердловині
Наступний патент: Спосіб промивки горна доменної печі
Випадковий патент: Спосіб надання додаткових послуг абонентам телекомунікаційної сфери