Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 90928
Опубліковано: 10.06.2014
Автори: Малащенко Володимир Олександрович, Федорук Віктор Анатолійович, Стрілець Володимир Миколайович, Стрілець Олег Романович

Формула / Реферат
1. Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що заготовку виконують у вигляді кільця з двома вирізами на внутрішній його поверхні, розміщеними на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом і розмірами, що відповідають внутрішній порожнині, який відрізняється тим, що заготовку для шпонки виконують у вигляді кільця з двома вирізами на зовнішній його поверхні, розміщеними симетрично на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом за формою і розмірами, що відповідають внутрішній порожнині з двох круглих отворів, коли центри радіусів цих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин, радіуси заокруглених торців шпонки менші радіусів заокруглених частин паза.
2. Спосіб виготовлення пружної призматичної шпонки за п. 1, який відрізняється тим, що вставки виконані складеними з циліндричного ролика і чотирикутної пластини, вставленої в паз, який виконаний на зовнішній поверхні ролика так, що ширина паза менша товщини чотирикутної пластини.
Текст
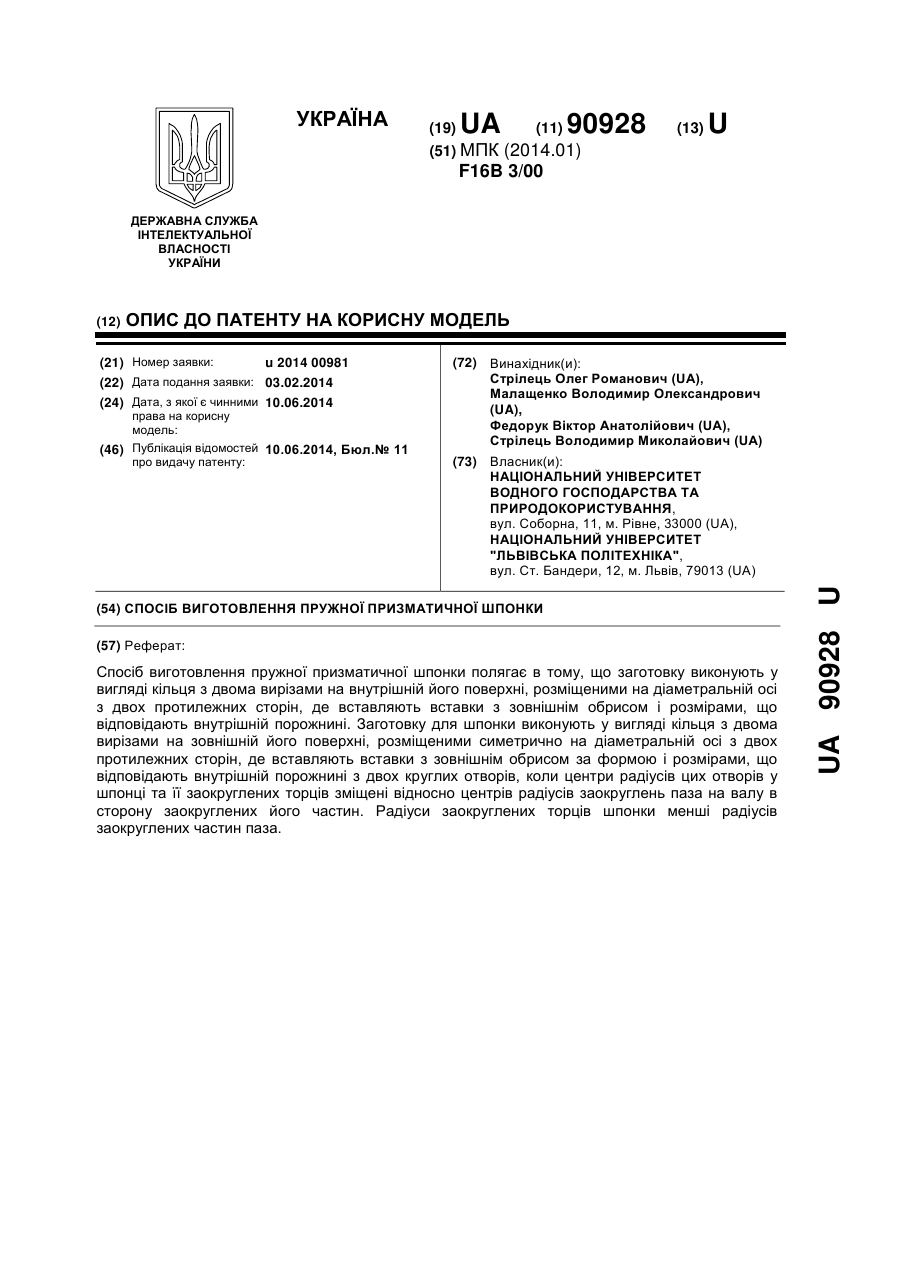
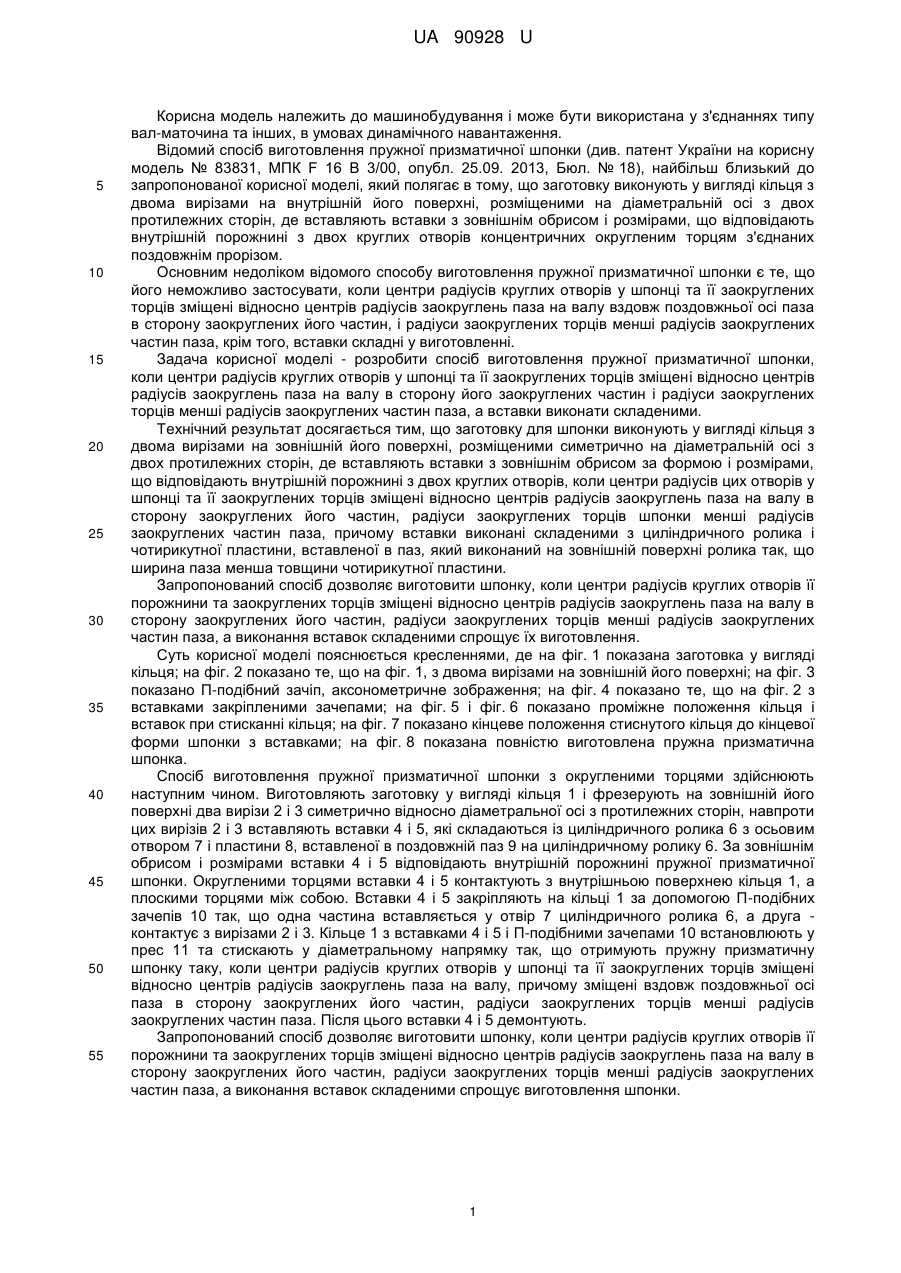
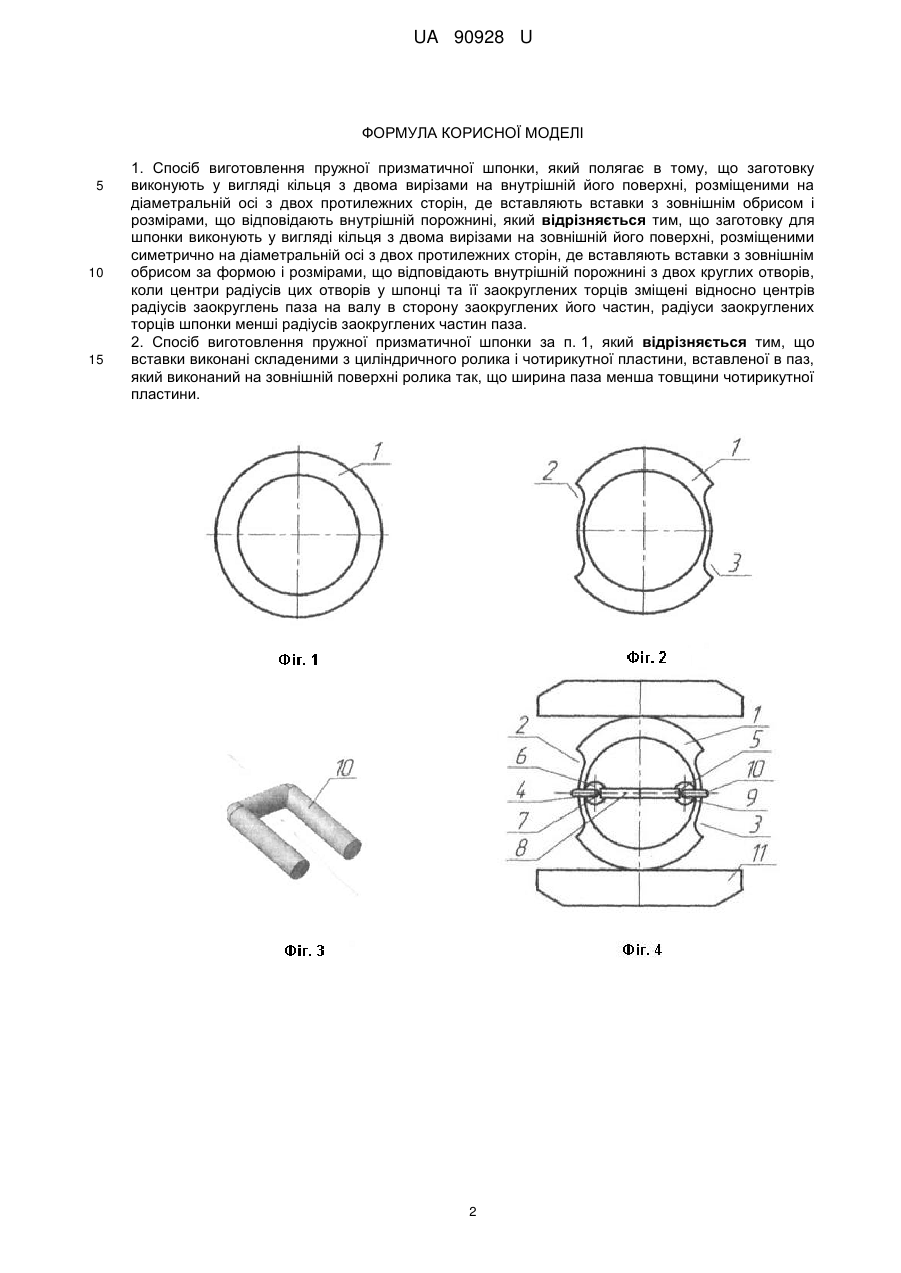
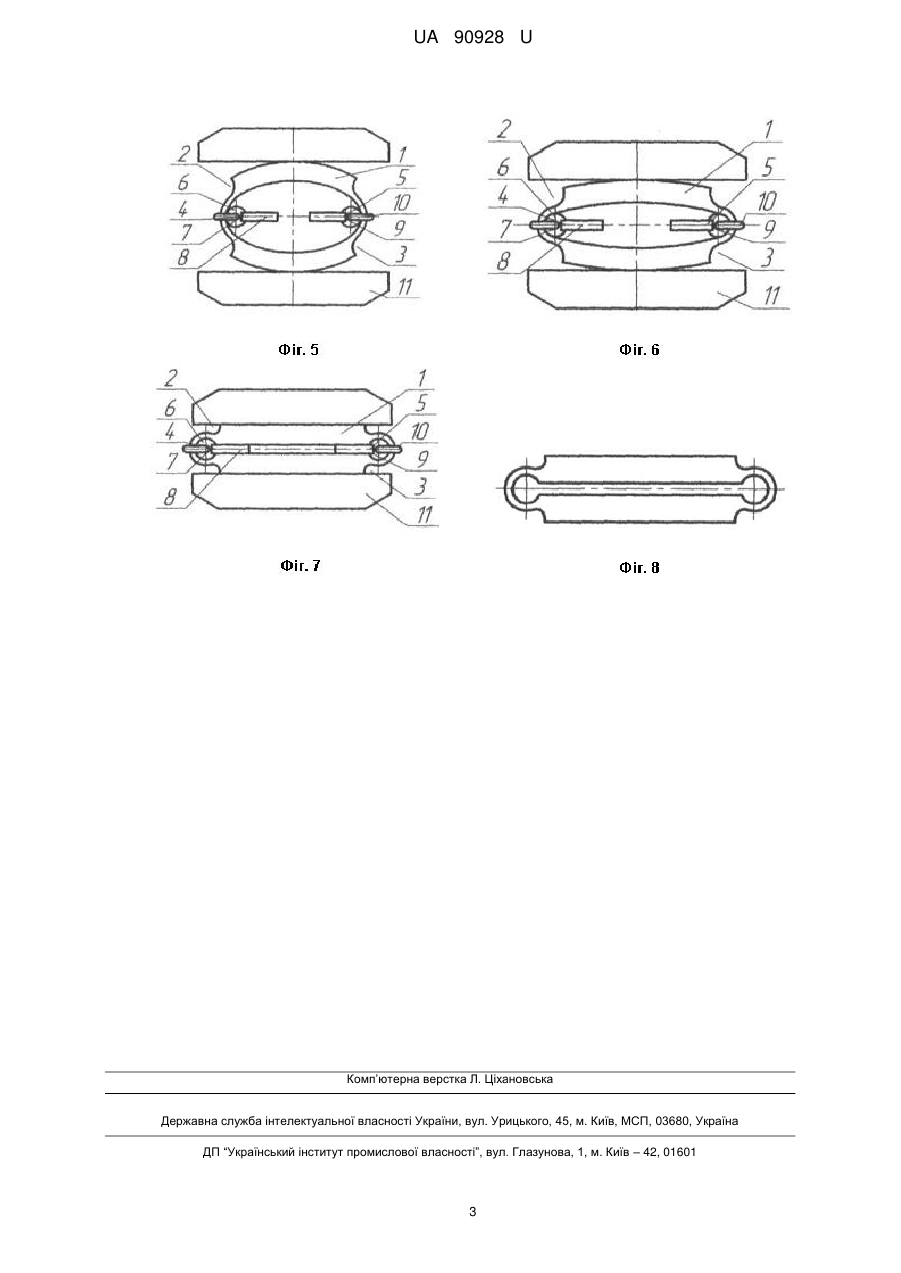
Реферат: Спосіб виготовлення пружної призматичної шпонки полягає в тому, що заготовку виконують у вигляді кільця з двома вирізами на внутрішній його поверхні, розміщеними на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом і розмірами, що відповідають внутрішній порожнині. Заготовку для шпонки виконують у вигляді кільця з двома вирізами на зовнішній його поверхні, розміщеними симетрично на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом за формою і розмірами, що відповідають внутрішній порожнині з двох круглих отворів, коли центри радіусів цих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин. Радіуси заокруглених торців шпонки менші радіусів заокруглених частин паза. UA 90928 U (12) UA 90928 U UA 90928 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування і може бути використана у з'єднаннях типу вал-маточина та інших, в умовах динамічного навантаження. Відомий спосіб виготовлення пружної призматичної шпонки (див. патент України на корисну модель № 83831, МПК F 16 В 3/00, опубл. 25.09. 2013, Бюл. № 18), найбільш близький до запропонованої корисної моделі, який полягає в тому, що заготовку виконують у вигляді кільця з двома вирізами на внутрішній його поверхні, розміщеними на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом і розмірами, що відповідають внутрішній порожнині з двох круглих отворів концентричних округленим торцям з'єднаних поздовжнім прорізом. Основним недоліком відомого способу виготовлення пружної призматичної шпонки є те, що його неможливо застосувати, коли центри радіусів круглих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу вздовж поздовжньої осі паза в сторону заокруглених його частин, і радіуси заокруглених торців менші радіусів заокруглених частин паза, крім того, вставки складні у виготовленні. Задача корисної моделі - розробити спосіб виготовлення пружної призматичної шпонки, коли центри радіусів круглих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону його заокруглених частин і радіуси заокруглених торців менші радіусів заокруглених частин паза, а вставки виконати складеними. Технічний результат досягається тим, що заготовку для шпонки виконують у вигляді кільця з двома вирізами на зовнішній його поверхні, розміщеними симетрично на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом за формою і розмірами, що відповідають внутрішній порожнині з двох круглих отворів, коли центри радіусів цих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин, радіуси заокруглених торців шпонки менші радіусів заокруглених частин паза, причому вставки виконані складеними з циліндричного ролика і чотирикутної пластини, вставленої в паз, який виконаний на зовнішній поверхні ролика так, що ширина паза менша товщини чотирикутної пластини. Запропонований спосіб дозволяє виготовити шпонку, коли центри радіусів круглих отворів її порожнини та заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин, радіуси заокруглених торців менші радіусів заокруглених частин паза, а виконання вставок складеними спрощує їх виготовлення. Суть корисної моделі пояснюється кресленнями, де на фіг. 1 показана заготовка у вигляді кільця; на фіг. 2 показано те, що на фіг. 1, з двома вирізами на зовнішній його поверхні; на фіг. 3 показано П-подібний зачіп, аксонометричне зображення; на фіг. 4 показано те, що на фіг. 2 з вставками закріпленими зачепами; на фіг. 5 і фіг. 6 показано проміжне положення кільця і вставок при стисканні кільця; на фіг. 7 показано кінцеве положення стиснутого кільця до кінцевої форми шпонки з вставками; на фіг. 8 показана повністю виготовлена пружна призматична шпонка. Спосіб виготовлення пружної призматичної шпонки з округленими торцями здійснюють наступним чином. Виготовляють заготовку у вигляді кільця 1 і фрезерують на зовнішній його поверхні два вирізи 2 і 3 симетрично відносно діаметральної осі з протилежних сторін, навпроти цих вирізів 2 і 3 вставляють вставки 4 і 5, які складаються із циліндричного ролика 6 з осьовим отвором 7 і пластини 8, вставленої в поздовжній паз 9 на циліндричному ролику 6. За зовнішнім обрисом і розмірами вставки 4 і 5 відповідають внутрішній порожнині пружної призматичної шпонки. Округленими торцями вставки 4 і 5 контактують з внутрішньою поверхнею кільця 1, а плоскими торцями між собою. Вставки 4 і 5 закріпляють на кільці 1 за допомогою П-подібних зачепів 10 так, що одна частина вставляється у отвір 7 циліндричного ролика 6, а друга контактує з вирізами 2 і 3. Кільце 1 з вставками 4 і 5 і П-подібними зачепами 10 встановлюють у прес 11 та стискають у діаметральному напрямку так, що отримують пружну призматичну шпонку таку, коли центри радіусів круглих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу, причому зміщені вздовж поздовжньої осі паза в сторону заокруглених його частин, радіуси заокруглених торців менші радіусів заокруглених частин паза. Після цього вставки 4 і 5 демонтують. Запропонований спосіб дозволяє виготовити шпонку, коли центри радіусів круглих отворів її порожнини та заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин, радіуси заокруглених торців менші радіусів заокруглених частин паза, а виконання вставок складеними спрощує виготовлення шпонки. 1 UA 90928 U ФОРМУЛА КОРИСНОЇ МОДЕЛІ 5 10 15 1. Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що заготовку виконують у вигляді кільця з двома вирізами на внутрішній його поверхні, розміщеними на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом і розмірами, що відповідають внутрішній порожнині, який відрізняється тим, що заготовку для шпонки виконують у вигляді кільця з двома вирізами на зовнішній його поверхні, розміщеними симетрично на діаметральній осі з двох протилежних сторін, де вставляють вставки з зовнішнім обрисом за формою і розмірами, що відповідають внутрішній порожнині з двох круглих отворів, коли центри радіусів цих отворів у шпонці та її заокруглених торців зміщені відносно центрів радіусів заокруглень паза на валу в сторону заокруглених його частин, радіуси заокруглених торців шпонки менші радіусів заокруглених частин паза. 2. Спосіб виготовлення пружної призматичної шпонки за п. 1, який відрізняється тим, що вставки виконані складеними з циліндричного ролика і чотирикутної пластини, вставленої в паз, який виконаний на зовнішній поверхні ролика так, що ширина паза менша товщини чотирикутної пластини. 2 UA 90928 U Комп’ютерна верстка Л. Ціхановська Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюStrilets Oleh Romanovych, Malaschenko Volodymyr Oleksandrovych, Strilets Volodymyr Mykolaiovych
Автори російськоюСтрилец Олег Романович, Малащенко Владимир Александрович, Стрилец Владимир Николаевич
МПК / Мітки
МПК: F16B 3/00
Мітки: шпонки, спосіб, пружної, призматичної, виготовлення
Код посилання
<a href="https://ua.patents.su/5-90928-sposib-vigotovlennya-pruzhno-prizmatichno-shponki.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення пружної призматичної шпонки</a>
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 83831
Опубліковано: 25.09.2013
Автори: Малащенко Володимир Олександрович, Стрілець Олег Романович, Стрілець Володимир Миколайович
МПК: F16B 3/00
Мітки: спосіб, виготовлення, пружної, шпонки, призматичної
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який полягає в тому, що заготовку у вигляді жорсткої призматичної шпонки з заокругленими торцями закріпляють на фрезерному верстаті, наприклад у лещатах, і на початку фрезерують проріз вздовж поздовжньої осі симетрії на глибину, яка відповідає висоті шпонки, в отриману порожнину вставляють жорстку вставку, а далі фрезерують крайні отвори концентричні округленим торцям, який відрізняється тим,...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 85327
Опубліковано: 11.11.2013
Автори: Стрілець Володимир Миколайович, Стрілець Олег Романович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: пружної, призматичної, спосіб, виготовлення, шпонки
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, що включає виготовлення заготовки у вигляді кільця і вставляння у нього вставок, округлених з одного і плоских з другого торців так, що поздовжні осі симетрії співпадають з діаметральною віссю кільця, вставки з'єднані з кільцем тісно за допомогою П-подібних зачепів, який відрізняється тим, що вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 88437
Опубліковано: 11.03.2014
Автори: Малащенко Володимир Олександрович, Стрілець Олег Романович, Стрілець Володимир Миколайович
МПК: F16B 3/00
Мітки: спосіб, шпонки, пружної, призматичної, виготовлення
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, де вставки для формування внутрішньої порожнини виконані складеними із двох частин - циліндричного ролика і чотирикутного прутка, з'єднаних за допомогою планок штифтами, вставленими в отвори, виконані у планках, який відрізняється тим, що на циліндричному ролику виконана лиска, якою він контактує з чотирикутним прутком.
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73508
Опубліковано: 25.09.2012
Автор: Стрілець Олег Романович
МПК: F16B 3/00
Мітки: пружної, виготовлення, призматичної, спосіб, шпонки
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця і вставляють у нього вставки, округлені з одного і плоскі з другого торців так, що поздовжні осі симетрії вставок співпадають з діаметральною віссю кільця, при...
Спосіб виготовлення пружної призматичної шпонки
Номер патенту: 73406
Опубліковано: 25.09.2012
Автори: Стрілець Олег Романович, Стрілець Володимир Миколайович, Малащенко Володимир Олександрович
МПК: F16B 3/00
Мітки: призматичної, пружної, виготовлення, шпонки, спосіб
Формула / Реферат:
Спосіб виготовлення пружної призматичної шпонки, який включає наступні операції: відрізують на стальній полосі заготовку і розмічають поверхні згідно з кресленням, закріплюють заготовку в лещата та обпилюють, який відрізняється тим, що виготовляють заготовку у вигляді кільця з зовнішнім і внутрішнім
Попередній патент: Вимірювач індукції магнітного поля
Наступний патент: Розбірна ложка для приготування напоїв
Випадковий патент: Спосіб електропорації бурякової стружки і пристрій для його здійснення