Спосіб формування пакетів гнучких елементів пружних муфт
Номер патенту: 92832
Опубліковано: 10.12.2010
Автори: Братущак Максим Петрович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ, Тарельник В'ячеслав Борисович
Формула / Реферат
1. Спосіб формування пакета гнучких елементів пружних муфт, що включає виготовлення гнучких елементів, подальше їх складання в пакет з механічним кріпленням, який відрізняється тим, що перед складанням на сполучні поверхні гнучких елементів наносять металоплакуючий змащувальний матеріал, принаймні в місцях їх механічного кріплення при формуванні пакета, а після складання пакет здавлюють, видаляючи надлишок металоплакуючого змащувального матеріалу.
2. Спосіб за п. 1, який відрізняється тим, що на сполучні поверхні гнучких елементів наносять металоплакуючий змащувальний матеріал, що складається з парафіну з додаванням порошку з міді або її сплавів у кількості від 5 до 25 вагових відсотків, а надлишок металоплакуючого змащувального матеріалу видаляють при температурі плавлення парафіну.
3. Спосіб за п. 1 або п. 2, який відрізняється тим, що металоплакуючий змащувальний матеріал наносять на поверхні гнучких елементів шляхом натирання при кімнатній температурі.
4. Спосіб за п. 1 або п. 2, який відрізняється тим, що металоплакуючий змащувальний матеріал наносять на поверхні гнучких елементів шляхом їх занурення в розплав металоплакуючого змащувального матеріалу.
Текст
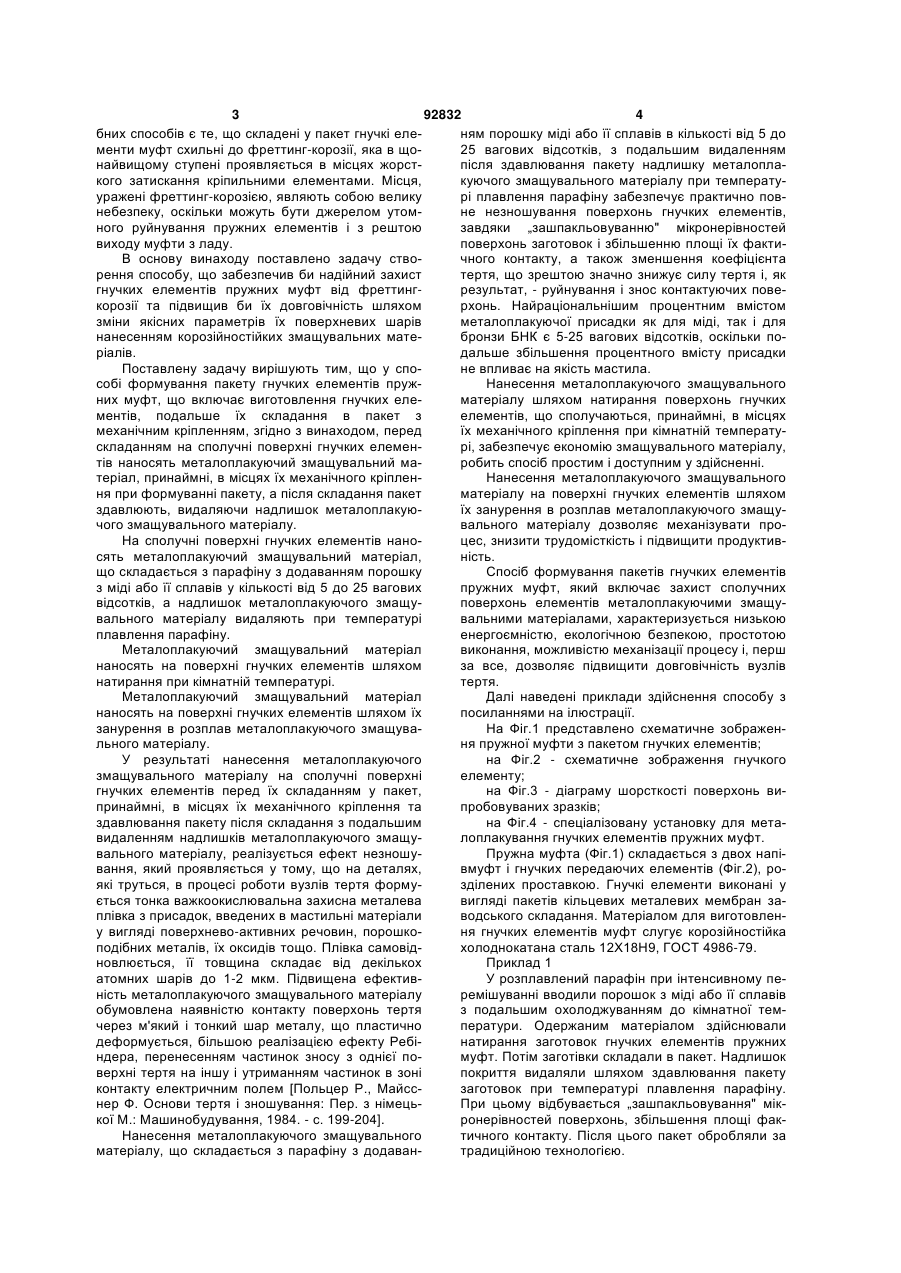
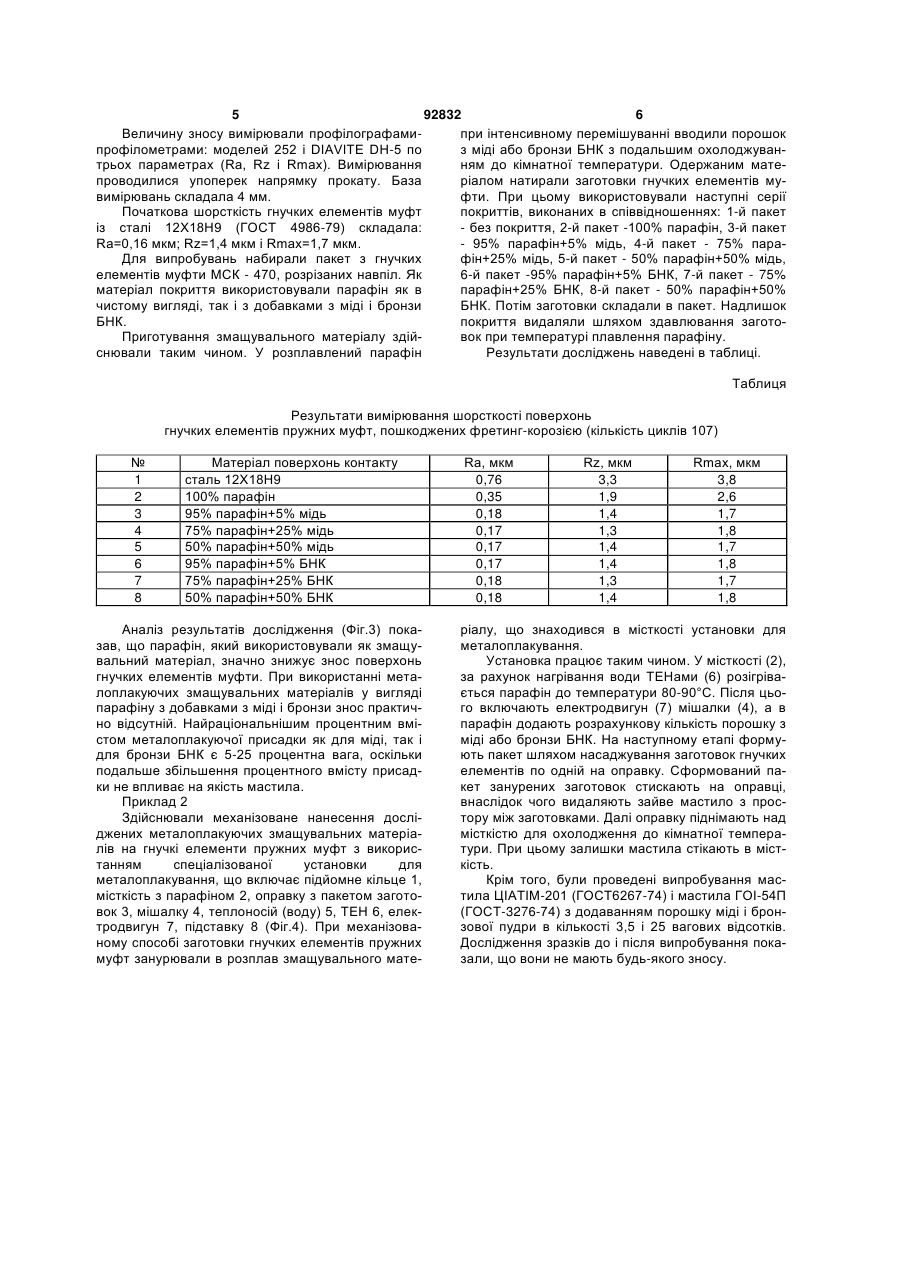
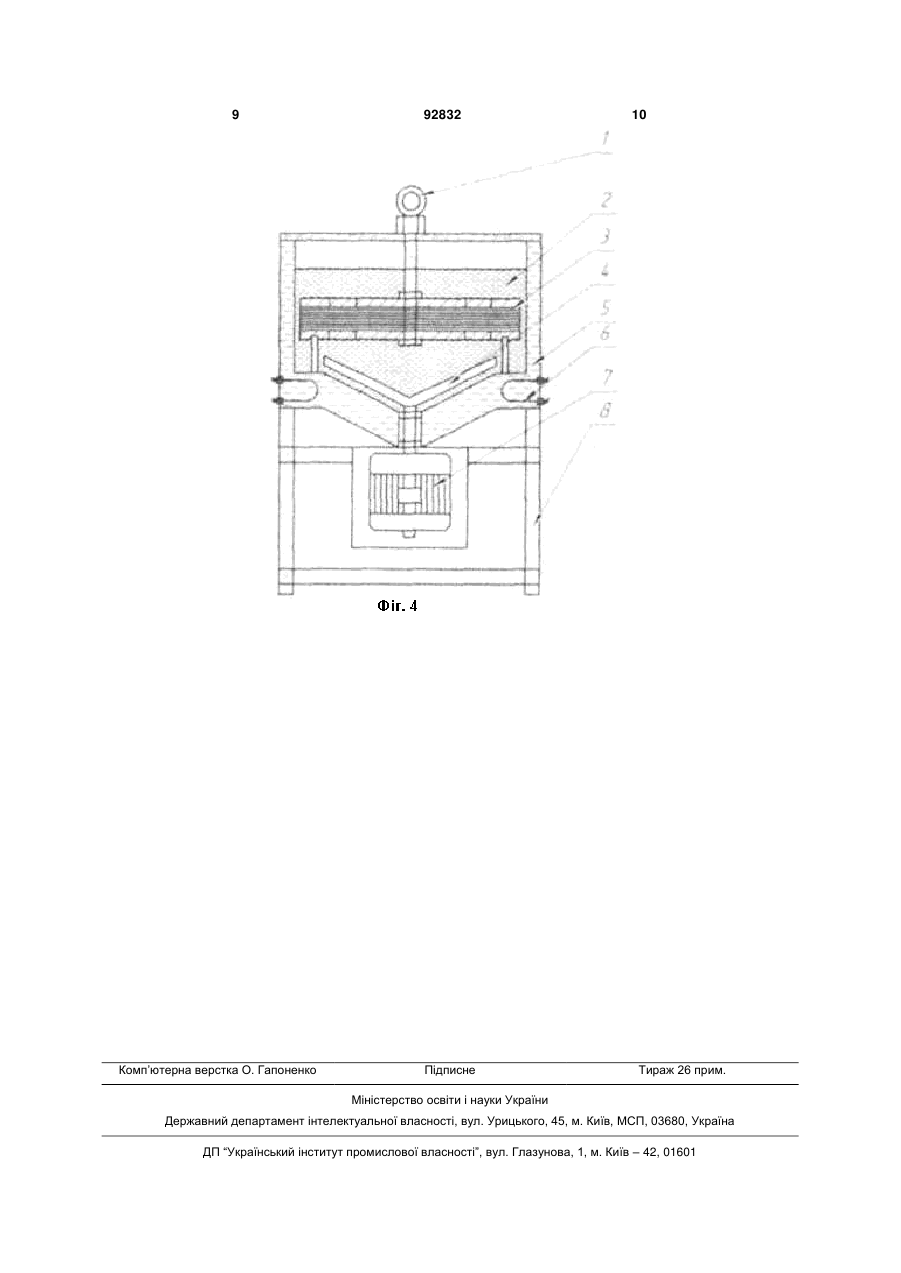
1. Спосіб формування пакета гнучких елементів пружних муфт, що включає виготовлення гнучких елементів, подальше їх складання в пакет з механічним кріпленням, який відрізняється тим, що перед складанням на сполучні поверхні гнучких елементів наносять металоплакуючий змащува C2 2 (19) 1 3 92832 4 бних способів є те, що складені у пакет гнучкі еленям порошку міді або її сплавів в кількості від 5 до менти муфт схильні до фреттинг-корозії, яка в що25 вагових відсотків, з подальшим видаленням найвищому ступені проявляється в місцях жорстпісля здавлювання пакету надлишку металоплакого затискання кріпильними елементами. Місця, куючого змащувального матеріалу при температууражені фреттинг-корозією, являють собою велику рі плавлення парафіну забезпечує практично повнебезпеку, оскільки можуть бути джерелом утомне незношування поверхонь гнучких елементів, ного руйнування пружних елементів і з рештою завдяки „зашпакльовуванню" мікронерівностей виходу муфти з ладу. поверхонь заготовок і збільшенню площі їх фактиВ основу винаходу поставлено задачу ствочного контакту, а також зменшення коефіцієнта рення способу, що забезпечив би надійний захист тертя, що зрештою значно знижує силу тертя і, як гнучких елементів пружних муфт від фреттингрезультат, - руйнування і знос контактуючих повекорозії та підвищив би їх довговічність шляхом рхонь. Найраціональнішим процентним вмістом зміни якісних параметрів їх поверхневих шарів металоплакуючої присадки як для міді, так і для нанесенням корозійностійких змащувальних матебронзи БНК є 5-25 вагових відсотків, оскільки поріалів. дальше збільшення процентного вмісту присадки Поставлену задачу вирішують тим, що у споне впливає на якість мастила. собі формування пакету гнучких елементів пружНанесення металоплакуючого змащувального них муфт, що включає виготовлення гнучких елематеріалу шляхом натирання поверхонь гнучких ментів, подальше їх складання в пакет з елементів, що сполучаються, принаймні, в місцях механічним кріпленням, згідно з винаходом, перед їх механічного кріплення при кімнатній температускладанням на сполучні поверхні гнучких елеменрі, забезпечує економію змащувального матеріалу, тів наносять металоплакуючий змащувальний маробить спосіб простим і доступним у здійсненні. теріал, принаймні, в місцях їх механічного кріпленНанесення металоплакуючого змащувального ня при формуванні пакету, а після складання пакет матеріалу на поверхні гнучких елементів шляхом здавлюють, видаляючи надлишок металоплакуюїх занурення в розплав металоплакуючого змащучого змащувального матеріалу. вального матеріалу дозволяє механізувати проНа сполучні поверхні гнучких елементів наноцес, знизити трудомісткість і підвищити продуктивсять металоплакуючий змащувальний матеріал, ність. що складається з парафіну з додаванням порошку Спосіб формування пакетів гнучких елементів з міді або її сплавів у кількості від 5 до 25 вагових пружних муфт, який включає захист сполучних відсотків, а надлишок металоплакуючого змащуповерхонь елементів металоплакуючими змащувального матеріалу видаляють при температурі вальними матеріалами, характеризується низькою плавлення парафіну. енергоємністю, екологічною безпекою, простотою Металоплакуючий змащувальний матеріал виконання, можливістю механізації процесу і, перш наносять на поверхні гнучких елементів шляхом за все, дозволяє підвищити довговічність вузлів натирання при кімнатній температурі. тертя. Металоплакуючий змащувальний матеріал Далі наведені приклади здійснення способу з наносять на поверхні гнучких елементів шляхом їх посиланнями на ілюстрації. занурення в розплав металоплакуючого змащуваНа Фіг.1 представлено схематичне зображенльного матеріалу. ня пружної муфти з пакетом гнучких елементів; У результаті нанесення металоплакуючого на Фіг.2 - схематичне зображення гнучкого змащувального матеріалу на сполучні поверхні елементу; гнучких елементів перед їх складанням у пакет, на Фіг.3 - діаграму шорсткості поверхонь випринаймні, в місцях їх механічного кріплення та пробовуваних зразків; здавлювання пакету після складання з подальшим на Фіг.4 - спеціалізовану установку для метавидаленням надлишків металоплакуючого змащулоплакування гнучких елементів пружних муфт. вального матеріалу, реалізується ефект незношуПружна муфта (Фіг.1) складається з двох напівання, який проявляється у тому, що на деталях, вмуфт і гнучких передаючих елементів (Фіг.2), роякі труться, в процесі роботи вузлів тертя формузділених проставкою. Гнучкі елементи виконані у ється тонка важкоокислювальна захисна металева вигляді пакетів кільцевих металевих мембран заплівка з присадок, введених в мастильні матеріали водського складання. Матеріалом для виготовлену вигляді поверхнево-активних речовин, порошконя гнучких елементів муфт слугує корозійностійка подібних металів, їх оксидів тощо. Плівка самовідхолоднокатана сталь 12Х18Н9, ГОСТ 4986-79. новлюється, її товщина складає від декількох Приклад 1 атомних шарів до 1-2 мкм. Підвищена ефективУ розплавлений парафін при інтенсивному пеність металоплакуючого змащувального матеріалу ремішуванні вводили порошок з міді або її сплавів обумовлена наявністю контакту поверхонь тертя з подальшим охолоджуванням до кімнатної темчерез м'який і тонкий шар металу, що пластично ператури. Одержаним матеріалом здійснювали деформується, більшою реалізацією ефекту Ребінатирання заготовок гнучких елементів пружних ндера, перенесенням частинок зносу з однієї помуфт. Потім заготівки складали в пакет. Надлишок верхні тертя на іншу і утриманням частинок в зоні покриття видаляли шляхом здавлювання пакету контакту електричним полем [Польцер Р., Майссзаготовок при температурі плавлення парафіну. нер Ф. Основи тертя і зношування: Пер. з німецьПри цьому відбувається „зашпакльовування" міккої М.: Машинобудування, 1984. - с. 199-204]. ронерівностей поверхонь, збільшення площі факНанесення металоплакуючого змащувального тичного контакту. Після цього пакет обробляли за матеріалу, що складається з парафіну з додавантрадиційною технологією. 5 92832 6 Величину зносу вимірювали профілографамипри інтенсивному перемішуванні вводили порошок профілометрами: моделей 252 і DIAVITE DH-5 по з міді або бронзи БНК з подальшим охолоджувантрьох параметрах (Ra, Rz і Rmax). Вимірювання ням до кімнатної температури. Одержаним матепроводилися упоперек напрямку прокату. База ріалом натирали заготовки гнучких елементів мувимірювань складала 4 мм. фти. При цьому використовували наступні серії Початкова шорсткість гнучких елементів муфт покриттів, виконаних в співвідношеннях: 1-й пакет із сталі 12Х18Н9 (ГОСТ 4986-79) складала: - без покриття, 2-й пакет -100% парафін, 3-й пакет Ra=0,16 мкм; Rz=1,4 мкм і Rmax=1,7 мкм. - 95% парафін+5% мідь, 4-й пакет - 75% параДля випробувань набирали пакет з гнучких фін+25% мідь, 5-й пакет - 50% парафін+50% мідь, елементів муфти МСК - 470, розрізаних навпіл. Як 6-й пакет -95% парафін+5% БНК, 7-й пакет - 75% матеріал покриття використовували парафін як в парафін+25% БНК, 8-й пакет - 50% парафін+50% чистому вигляді, так і з добавками з міді і бронзи БНК. Потім заготовки складали в пакет. Надлишок БНК. покриття видаляли шляхом здавлювання заготоПриготування змащувального матеріалу здійвок при температурі плавлення парафіну. снювали таким чином. У розплавлений парафін Результати досліджень наведені в таблиці. Таблиця Результати вимірювання шорсткості поверхонь гнучких елементів пружних муфт, пошкоджених фретинг-корозією (кількість циклів 107) № 1 2 3 4 5 6 7 8 Матеріал поверхонь контакту сталь 12X18Н9 100% парафін 95% парафін+5% мідь 75% парафін+25% мідь 50% парафін+50% мідь 95% парафін+5% БНК 75% парафін+25% БНК 50% парафін+50% БНК Аналіз результатів дослідження (Фіг.3) показав, що парафін, який використовували як змащувальний матеріал, значно знижує знос поверхонь гнучких елементів муфти. При використанні металоплакуючих змащувальних матеріалів у вигляді парафіну з добавками з міді і бронзи знос практично відсутній. Найраціональнішим процентним вмістом металоплакуючої присадки як для міді, так і для бронзи БНК є 5-25 процентна вага, оскільки подальше збільшення процентного вмісту присадки не впливає на якість мастила. Приклад 2 Здійснювали механізоване нанесення досліджених металоплакуючих змащувальних матеріалів на гнучкі елементи пружних муфт з використанням спеціалізованої установки для металоплакування, що включає підйомне кільце 1, місткість з парафіном 2, оправку з пакетом заготовок 3, мішалку 4, теплоносій (воду) 5, ТЕН 6, електродвигун 7, підставку 8 (Фіг.4). При механізованому способі заготовки гнучких елементів пружних муфт занурювали в розплав змащувального мате Ra, мкм 0,76 0,35 0,18 0,17 0,17 0,17 0,18 0,18 Rz, мкм 3,3 1,9 1,4 1,3 1,4 1,4 1,3 1,4 Rmax, мкм 3,8 2,6 1,7 1,8 1,7 1,8 1,7 1,8 ріалу, що знаходився в місткості установки для металоплакування. Установка працює таким чином. У місткості (2), за рахунок нагрівання води ТЕНами (6) розігрівається парафін до температури 80-90°С. Після цього включають електродвигун (7) мішалки (4), а в парафін додають розрахункову кількість порошку з міді або бронзи БНК. На наступному етапі формують пакет шляхом насаджування заготовок гнучких елементів по одній на оправку. Сформований пакет занурених заготовок стискають на оправці, внаслідок чого видаляють зайве мастило з простору між заготовками. Далі оправку піднімають над місткістю для охолодження до кімнатної температури. При цьому залишки мастила стікають в місткість. Крім того, були проведені випробування мастила ЦІАТІМ-201 (ГОСТ6267-74) і мастила ГОІ-54П (ГОСТ-3276-74) з додаванням порошку міді і бронзової пудри в кількості 3,5 і 25 вагових відсотків. Дослідження зразків до і після випробування показали, що вони не мають будь-якого зносу. 7 92832 8 9 Комп’ютерна верстка О. Гапоненко 92832 Підписне 10 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for formation of packs of flexible elements of elastic clutches
Автори англійськоюMartsynkovskyi Vasyl Sihizmundovych, Tarelnyk Viacheslav Borysovych, Bratuschak Maksym Petrovych
Назва патенту російськоюСпособ формирования пакетов гибких элементов упругих муфт
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Братущак Максим Петрович
МПК / Мітки
МПК: F16D 3/50, C10M 103/00
Мітки: пакетів, спосіб, формування, гнучких, муфт, елементів, пружних
Код посилання
<a href="https://ua.patents.su/5-92832-sposib-formuvannya-paketiv-gnuchkikh-elementiv-pruzhnikh-muft.html" target="_blank" rel="follow" title="База патентів України">Спосіб формування пакетів гнучких елементів пружних муфт</a>
Спосіб термічного оброблення шляхом електроконтактного нагріву пружних елементів рейкових скріплень
Номер патенту: 23909
Опубліковано: 11.06.2007
Автори: Грибовська Вікторія Іванівна, Широков Володимир Володимирович
МПК: G01N 13/00
Мітки: електроконтактного, пружних, елементів, термічного, оброблення, шляхом, скріплень, рейкових, нагріву, спосіб
Формула / Реферат:
Спосіб термічного оброблення пружних елементів рейкових скріплень, який полягає в тому, що етап нагріву під гартування проводиться пропусканням струму з нагрівом в діапазоні 800...925 °С протягом 60 сек. та безпосередньо після попереднього нагріву для формоутворення.
Спосіб і пристрій для виготовлення фотополімерних циліндричних, нескінченно-безшовних, гнучких друкарських елементів
Номер патенту: 81886
Опубліковано: 11.02.2008
Автори: Краусс Уве, Штебані Уве, Метцманн Удо
МПК: G03F 7/18
Мітки: фотополімерних, циліндричних, пристрій, гнучких, друкарських, виготовлення, спосіб, нескінченно-безшовних, елементів
Формула / Реферат:
1. Спосіб виготовлення фотополімерних циліндричних, нескінченно-безшовних, гнучких друкарських елементів, при якому як вихідний матеріал використовують шаруватий комбінований матеріал, що містить принаймні- один шар із фотополімерного матеріалу, що містить еластомерний в'яжучий матеріал, етиленненасичені мономери і фотоініціатор, а також- одну несучу плівку, відокремлювану від фотополімерного шару, причому спосіб включає такі...
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу
Номер патенту: 45882
Опубліковано: 25.11.2009
Автори: Кирилова Ольга Юріївна, Якимчук Микола Володимирович, Іванова Людмила Іллівна, Цепух Марія Миколаївна
МПК: B65B 9/06
Мітки: формування, наповнення, зварювання, матеріалу, пакетів, термоусадкового, пристрій
Формула / Реферат:
Пристрій для формування, наповнення та зварювання пакетів з термоусадкового матеріалу, що включає подавальну трубу, рукавоутворювач, пристрій для протягування рукава і пристрої для зварювання поздовжнього та поперечного швів, який відрізняється тим, що за пристроєм поздовжнього зварювання розташоване термоусадкове пристосування, всередині якого розміщені термоусадкові головки, над якими розташований пристрій поперечного зварювання швів,...
Спосіб виготовлення пружних елементів з сталей мартенситно-старіючого класу
Номер патенту: 16776
Опубліковано: 29.08.1997
Автори: Григоренко Віра Яківна, Коломицев Евген Олександрович, Тарадонов Володимир Гнатович, Григоренко Юрій Максимович, Руденко Валерій Федорович
Мітки: елементів, сталей, мартенситно-старіючого, виготовлення, спосіб, класу, пружних
Формула / Реферат:
Способ изготовления упругих элементов из сталей мартенситно-стареющего класса, включающий старение и штамповку, отличающийся тем, что, с целью повышения долговечности элементов при рабочих температурах, старение производят при температуре на 5-25°С выше температуры начала обратного а -* у-превращения.
Спосіб контролю нелінійних пружних постійних матеріалів
Номер патенту: 69419
Опубліковано: 15.09.2004
Автори: Продайвода Трохим Георгієвич, Продайвода Георгій Трохимович, Маслов Борис Петрович
МПК: G01N 29/00
Мітки: постійних, нелінійних, спосіб, пружних, контролю, матеріалів
Формула / Реферат:
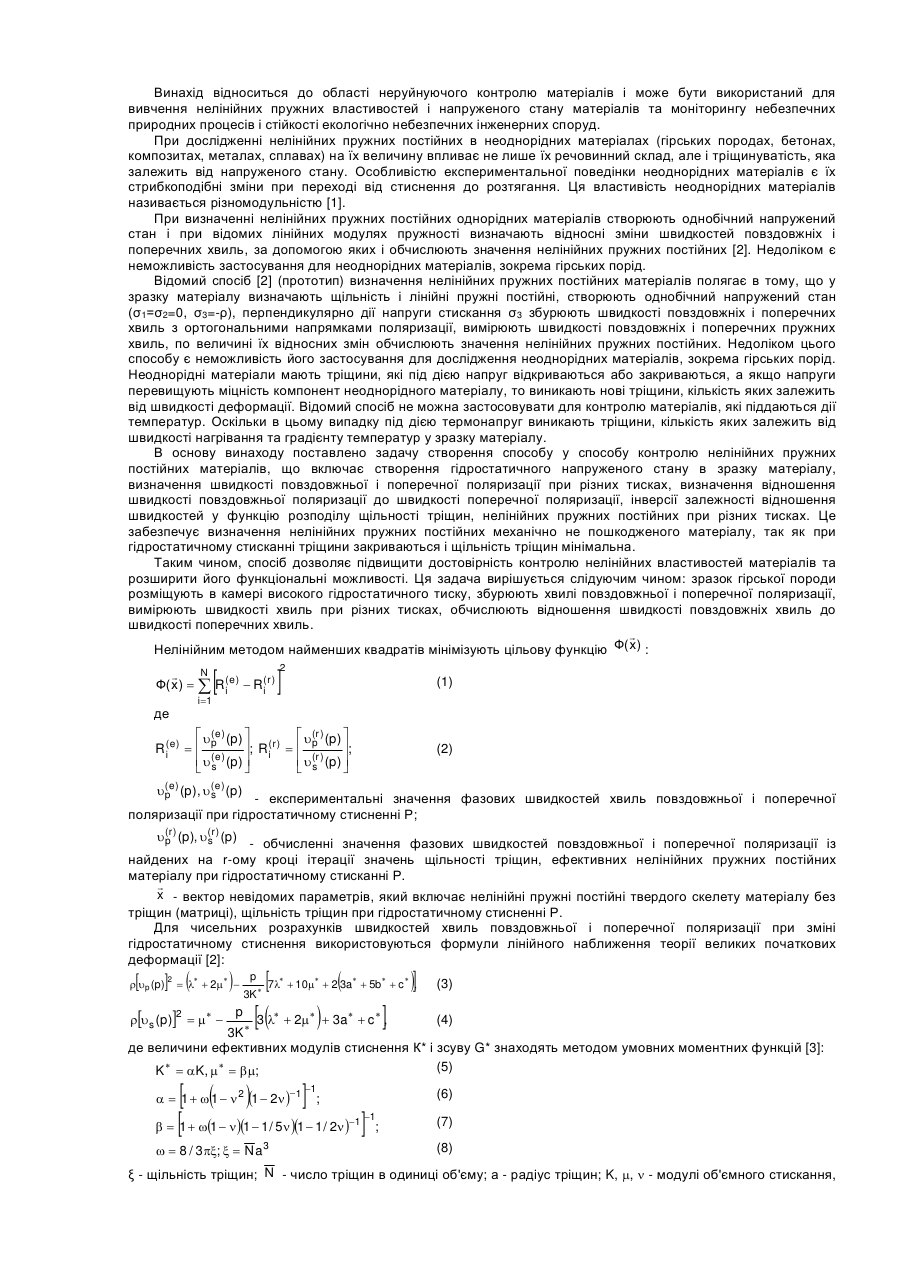
Спосіб контролю нелінійних пружних постійних матеріалів, що включає збурення і вимірювання в зразку матеріалу в гідростатичному напруженому стані швидкостей поздовжньої та поперечної поляризації, який відрізняється тим, що вибирають початкове наближення нелінійних параметрів твердого скелета матеріалу без тріщин і щільності тріщин, задають функції їх зміни при різних тисках, вимірюють швидкості пружних хвиль поздовжньої та поперечної...
Попередній патент: Барокомпенсований первинний вимірювальний перетворювач
Наступний патент: Аналоги піразолу
Випадковий патент: Жолоб для випуску розплаву із плавильного агрегату