Пристрій для імпульсних переміщень електродного дроту
Номер патенту: 93539
Опубліковано: 10.10.2014
Автори: Ярос Юрій Олександрович, Драган Станіслав Володимирович, Сімутєнков Іван Вікторович, Галь Анатолій Феодосійович, Тищенко Віктор Олексійович, Лебедєв Володимир Олександрович
Формула / Реферат
Пристрій для імпульсних переміщень електродного дроту, який складається із приводу, виконаного у вигляді генератора імпульсних переміщень, який відрізняється тим, що генератор імпульсних переміщень містить електродвигун, з'єднаний з диском, закріпленим на валу, вісь якого паралельна осі електродного дроту, а торці диска перпендикулярні осі електродного дроту, постійні магніти прямокутного або круглого перерізу, розташовані радіально у пазах диска так, що їх однойменні полюси спрямовані до центра диска, та ударник з закріпленим постійним магнітом на кінці, оберненим до диска, та вилкою на протилежному кінці, причому постійний магніт на ударнику встановлений опозитно постійним магнітам диска, а ударник, оснащений зворотною пружиною та гайкою для регулювання амплітуди імпульсних переміщень електродного дроту, через вилку зв'язаний з ударним роликом, який упирається в електродний дріт, при цьому постійні магніти диска встановлені в пазах з кроком не менше ширини чи діаметра їх торця.
Текст
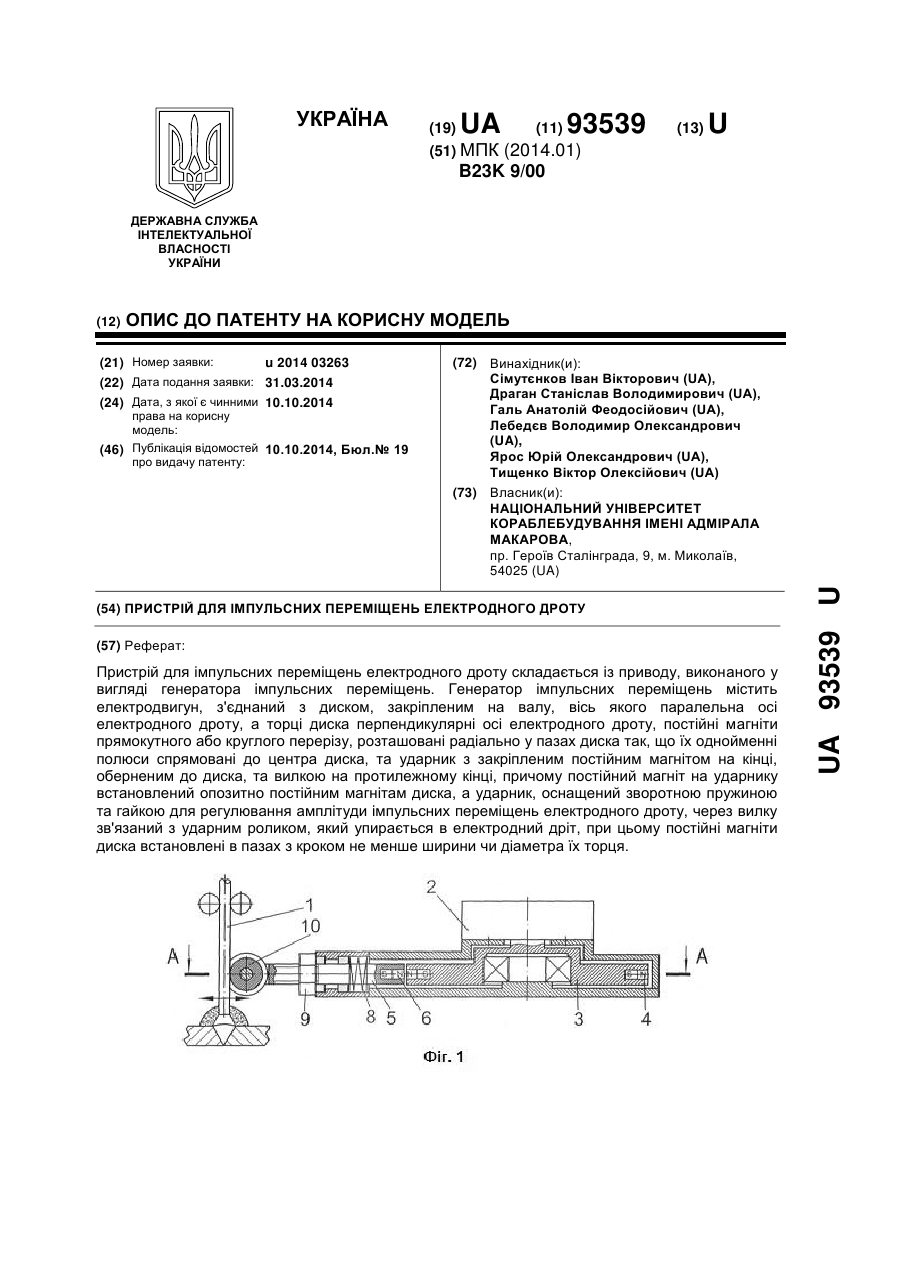
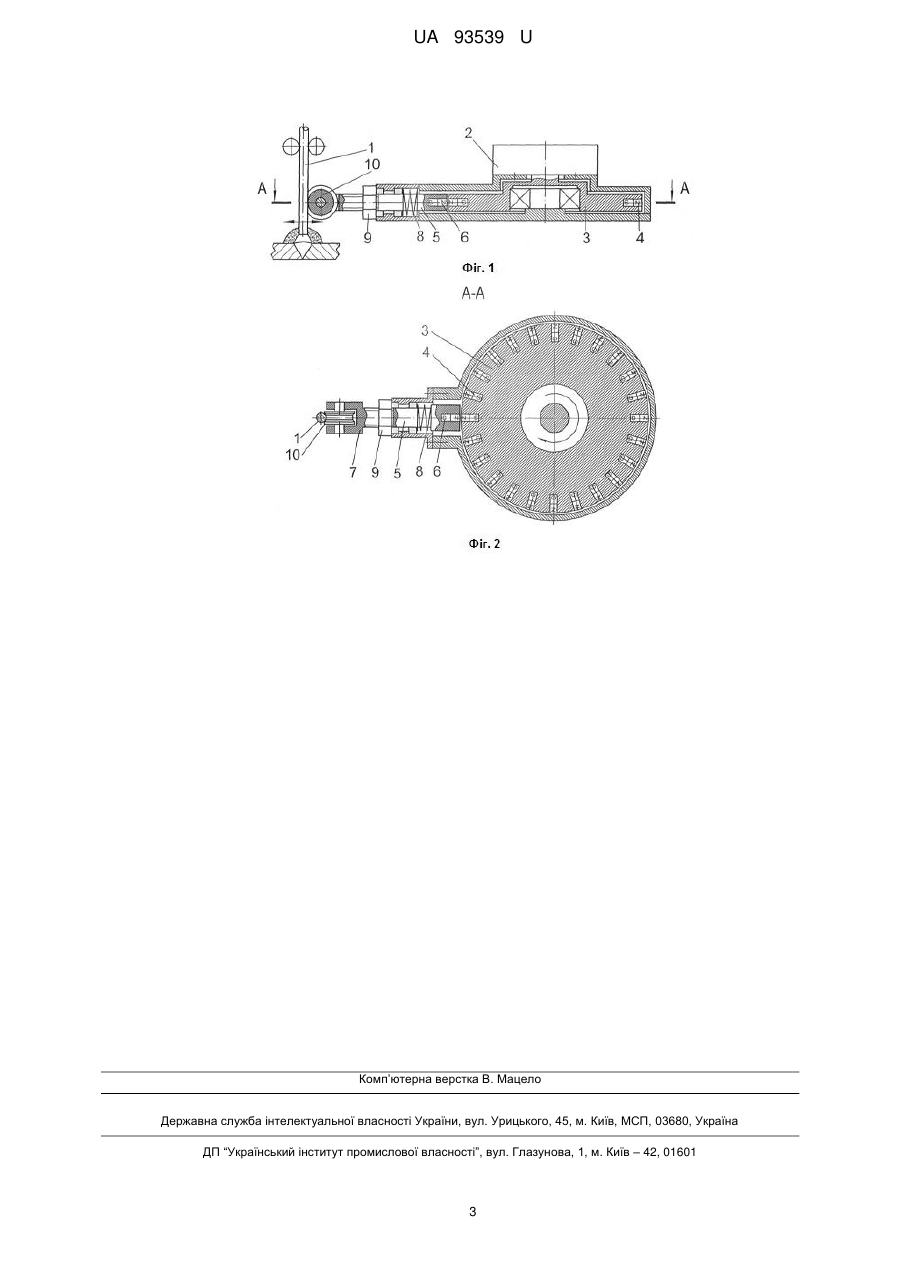
Реферат: Пристрій для імпульсних переміщень електродного дроту складається із приводу, виконаного у вигляді генератора імпульсних переміщень. Генератор імпульсних переміщень містить електродвигун, з'єднаний з диском, закріпленим на валу, вісь якого паралельна осі електродного дроту, а торці диска перпендикулярні осі електродного дроту, постійні магніти прямокутного або круглого перерізу, розташовані радіально у пазах диска так, що їх однойменні полюси спрямовані до центра диска, та ударник з закріпленим постійним магнітом на кінці, оберненим до диска, та вилкою на протилежному кінці, причому постійний магніт на ударнику встановлений опозитно постійним магнітам диска, а ударник, оснащений зворотною пружиною та гайкою для регулювання амплітуди імпульсних переміщень електродного дроту, через вилку зв'язаний з ударним роликом, який упирається в електродний дріт, при цьому постійні магніти диска встановлені в пазах з кроком не менше ширини чи діаметра їх торця. UA 93539 U (12) UA 93539 U UA 93539 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до машинобудування та може бути використана для керування процесом перенесення електродного металу через зварювальну дугу. Відомо про пристрій для введення механічних коливань у зварювальну ванну через основний метал та різні проміжні ланки від генератора ультразвукових коливань, що має безпосередній контакт з основним металом (див. Кравцов Т.Г., Севрюков В.В. Ультразвуковая обработка судовых деталей и сварных конструкций: Монография. - Николаев: УГМТУ, 2001. 126 с., рис. 7.1. на стор. 90). Але цей пристрій не знайшов широкого застосування внаслідок великого розсіювання енергії в металі, погіршення зовнішнього вигляду зварного шва та можливості утворення у наплавленому металі гарячих тріщин через значну відстань місця впливу ультразвукових коливань від поверхні зварювальної ванни. Найбільш близьким за технічною суттю, суттєвим ознакам та позитивному ефекту є пристрій для подавання електродного дроту в зону зварювання та керування електричною дугою (див. 7 патент РФ № 2257983 (RU), МПК В23К9/00, В23К10/00, опубл. 10.08.2005) при електродуговій обробці матеріалів, причому керування електричною дугою включає формування дугового розряду в зазорі між катодом, розміщеним у газоподавальному соплі інструменту для електротермічної обробки матеріалів та оброблюваним матеріалом, та обдув дугового розряду газовим потоком з високим рівнем турбулентності. Розміри крапель металу при підвищенні густини струму зменшуються, а частота їх переходу з торця електродного дроту у зварювальну ванну зростає, причому відбувається послідовний перехід від крупно крапельного з короткими замиканнями дугового проміжку до дрібно крапельного та струминного переносу. Перенос металу здійснюється лише тоді, коли діаметр краплі стає більшим за діаметр електродного дроту (див. с. 82…83 у книзі "Автоматизация сварочных процессов". / Под ред. В.К. Лебедева, В.П. Черныша. - К.: Вища школа, Головное изд-во, 1986. - 296 с.). Але цей пристрій реалізує процес зварювання у захисних газах з частими короткими замиканнями дугового проміжку, які сприяють підвищеному розбризкуванню металу і, як наслідок, зростанню втрат електродного металу та трудомісткості робіт по зачищенню колошовної зони від бризок. Крім цього пристрій не дозволяє активно керувати розмірами крапель електродного металу та моментом часу їх відділення з торця електродного дроту. В основу корисної моделі поставлена задача удосконалення пристрою для активного керування процесом перенесення металу через дуговий проміжок шляхом створення імпульсних механічних поперечних переміщень електродного дроту. Періодичний імпульсний механічний вплив на електродний дріт забезпечує стабільне відділення з торця електродного дроту розплавленого шару металу та перенесення його у вигляді крапель певного розміру у зварювальну ванну, за рахунок чого реалізується можливість керування розмірами зварного шва та продуктивністю процесу наплавлення. Поставлена задача вирішується тим, що пристрій для імпульсних переміщень електродного дроту в процесі подавання електродного дроту в зону зварювання переміщує у поперечному напрямку торець електродного дроту відносно поверхні зварювальної ванни за допомогою вібраційного приводу, виконаного у вигляді генератора імпульсних переміщень, який містить електродвигун, з'єднаний з диском, закріпленим на валу, вісь якого паралельна осі електродного дроту, постійні магніти прямокутного або круглого перерізу, встановленірадіально у пазах диска з кроком не менше ширини чи діаметра їх торця і розташовані так, що їх однойменні полюси спрямовані до центра диска, та ударник з закріпленим постійним магнітом на кінці, оберненим до диска, та вилкою на протилежному кінці, причому постійний магніт на ударнику встановлений опозитно постійним магнітам диска, а ударник, оснащений зворотною пружиною та гайкою для регулювання амплітуди імпульсних переміщень електродного дроту, через вилку зв'язаний з ударним роликом, який упирається в електродний дріт. Фізика процесу полягає у примусовому відділенні шару розплавленого металу з торця електродного дроту під дією сил інерції при імпульсному вібраційному поперечному переміщенні електродного дроту відносно поверхні оброблюваного виробу у широкому діапазоні частот та перенесенні відділеного шару у вигляді крапель у зварювальну ванну без замикання дугового проміжку. Очікуваний ефект полягає в тому, що порівняно з прототипом продуктивність наплавлення зростатиме на 15…20 %, а глибина проплавлення основного металу та частка його участі у наплавленому металі має знизитися на 10…20 %; при цьому знижується небезпечність виникнення пропалин металу при зварюванні тонких листів під флюсом. На кресленні наведена принципова схема пристрою: - на фіг. 1 показано переріз пристрою по вертикальній осі електродного дроту; - на фіг. 2 показано переріз пристрою по А-А. 1 UA 93539 U 5 10 15 20 25 30 35 Пристрій для імпульсних переміщень електродного дроту 1, який складається із приводу, виконаного у вигляді генератора імпульсних переміщень, що містить електродвигун 2, з'єднаний з диском 3, закріпленим на валу, вісь якого паралельна осі електродного дроту 1, а торці диска 3 перпендикулярні осі електродного дроту, постійні магніти 4 прямокутного або круглого перерізу, розташовані радіально у пазах диска 3 так, що їх однойменні полюси спрямовані до центра диска, та ударник 5 з закріпленим постійним магнітом 6 на кінці, оберненим до диска, та вилкою 7 на протилежному кінці, причому постійний магніт 6 на ударнику встановлений опозитно постійним магнітам 4 диска, а шток, оснащений зворотною пружиною 8 та гайкою 9 для регулювання амплітуди імпульсних переміщень електродного дроту 1, через вилку 7 зв'язаний з ударним роликом 10, який упирається в електродний дріт 1, при цьому постійні магніти 4 диска встановлені в пазах з кроком не менше ширини чи діаметра їх торця. Прикладами виконання є електродвигун типу МУ 100АП потужністю 150 Вт та постійні самарій-кобальтові магніти марок СмК-1….СмК-5 з робочою температурою tpoб=250….350 °C. Пристрій працює наступним чином. Електродний дріт 1, що безперервно подається за допомогою подавальних роликів, знаходиться в контакті з ударним роликом 10. Електродвигун 2 обертає диск 3, який переміщує постійні магніти 4 по внутрішній поверхні корпусу пристрою. Через те, що постійні магніти 4 розміщені радіально у пазах диска 3 так, що їх однойменні полюси спрямовані до центра диска 3, а торець диска 3 перпендикулярний осі електродного дроту 1, вони взаємодіють з постійним магнітом 6 у момент співпадання їх поздовжніх осей. Однойменні полюси магнітів відштовхуються, в результаті чого переміщується ударник 5 з вилкою 7, зв'язаною з ударним роликом 10, який впливає на електродний дріт 1. Далі, коли постійні магніти 4 і 6 розходяться, пружина стискання 8 повертає вилку 7, ударник 5 та постійний магніт 6 у вихідний стан. Через те, що постійні магніти 4 розміщені в пазах диска 3 з кроком рівним чи більше ширини чи діаметра їх торця, то ударний ролик 10 періодично імпульсно впливає на електродний дріт 1 і він здійснює поперечні коливання. Під дією сил інерції тонкий шар розплавленого металу у вигляді краплі відділяється з торця електродного дроту та під дією сили тяжіння та електродинамічних сил переноситься у зварювальну ванну. Розміщення електродного дроту 1 під шаром флюсу виключає розбризкування крапель металу, примусове відділення тонкого шару розплавленого металу з торця електродного дроту підвищує продуктивність процесу наплавлення, відсутність електричного контакту електродного дроту з поверхнею зварювальної ванни знижує глибину проплавлення основного металу та частку його участі в наплавленому шарі, що знижує небезпечність виникнення пропалин при зварюванні тонких листів під флюсом. Продуктивність наплавлення зростає на 15…20 %, а глибина проплавлення основного металу та частка його участі у наплавленому металі знижується на 10….20 % порівняно з прототипом. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 40 45 50 Пристрій для імпульсних переміщень електродного дроту, який складається із приводу, виконаного у вигляді генератора імпульсних переміщень, який відрізняється тим, що генератор імпульсних переміщень містить електродвигун, з'єднаний з диском, закріпленим на валу, вісь якого паралельна осі електродного дроту, а торці диска перпендикулярні осі електродного дроту, постійні магніти прямокутного або круглого перерізу, розташовані радіально у пазах диска так, що їх однойменні полюси спрямовані до центра диска, та ударник з закріпленим постійним магнітом на кінці, оберненим до диска, та вилкою на протилежному кінці, причому постійний магніт на ударнику встановлений опозитно постійним магнітам диска, а ударник, оснащений зворотною пружиною та гайкою для регулювання амплітуди імпульсних переміщень електродного дроту, через вилку зв'язаний з ударним роликом, який упирається в електродний дріт, при цьому постійні магніти диска встановлені в пазах з кроком не менше ширини чи діаметра їх торця. 2 UA 93539 U Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюSimutienkov Ivan Viktorovych, Drahan Stanislav Volodymyrovych, Hal Anatolii Feodosiiovych, Lebediev Volodymyr Oleksandrovych, Yaros Yurii Oleksandrovych, Tyschenko Viktor Oleksiiovych
Автори російськоюСимутенков Иван Викторович, Драган Станислав Владимирович, Галь Анатолий Феодосьевич, Лебедев Владимир Александрович, Ярос Юрий Александрович, Тищенко Виктор Алексеевич
МПК / Мітки
МПК: B23K 9/00
Мітки: імпульсних, переміщень, дроту, пристрій, електродного
Код посилання
<a href="https://ua.patents.su/5-93539-pristrijj-dlya-impulsnikh-peremishhen-elektrodnogo-drotu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для імпульсних переміщень електродного дроту</a>
Пристрій для коливань електродного дроту
Номер патенту: 92892
Опубліковано: 10.09.2014
Автори: Драган Станіслав Володимирович, Ярос Юрій Олександрович, Тищенко Віктор Олексійович, Лебедєв Володимир Олександрович, Галь Анатолій Феодосійович, Сімутєнков Іван Вікторович
МПК: B23K 9/00
Мітки: коливань, дроту, пристрій, електродного
Формула / Реферат:
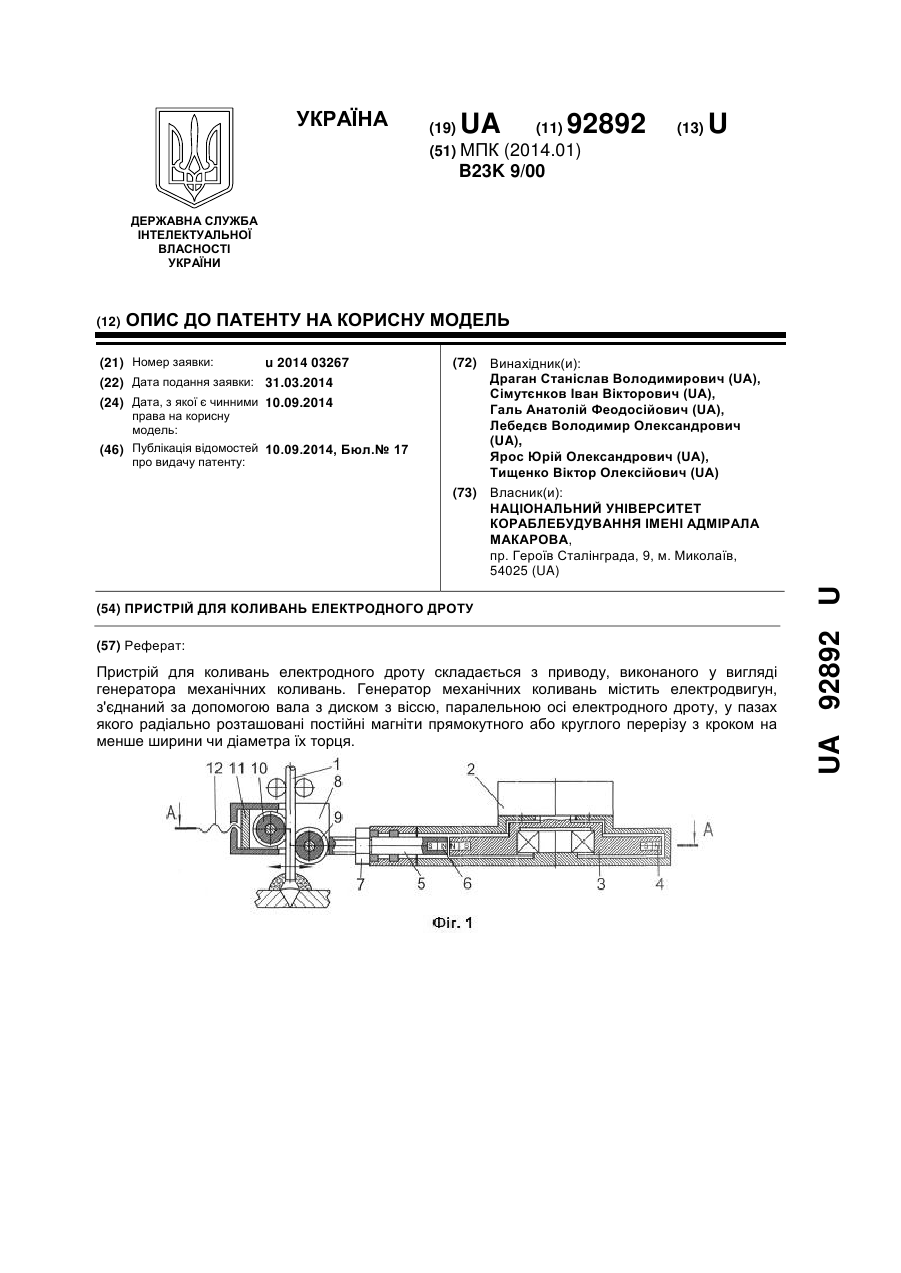
Пристрій для коливань електродного дроту, який складається з приводу, виконаного у вигляді генератора механічних коливань, який відрізняється тим, що генератор механічних коливань містить електродвигун, з'єднаний за допомогою вала з диском з віссю, паралельною осі електродного дроту, у пазах якого радіально розташовані постійні магніти прямокутного або круглого перерізу з кроком на менше ширини чи діаметра їх торця так, що полюси двох...
Пристрій для подавання електродного дроту
Номер патенту: 104894
Опубліковано: 25.03.2014
Автори: Галь Анатолій Феодосійович, Драган Станіслав Володимирович, Сімутєнков Іван Вікторович
Мітки: пристрій, електродного, дроту, подавання
Формула / Реферат:
Пристрій для подавання електродного дроту, розташованого між подавальними роликами, що містить корпус, електродвигун, встановлений на корпусі, та вібраційний привід, виконаний у вигляді генератора механічних коливань, і притискний пристрій, розміщені в корпусі, який відрізняється тим, що генератор механічних коливань виконаний у вигляді електродвигуна, який має на валу диск з віссю, паралельною осі електродного дроту, з роликами, вільно...
Спосіб керування процесом перенесення електродного металу із застосуванням імпульсних електромагнітних полів
Номер патенту: 29439
Опубліковано: 10.01.2008
Автори: Рижов Роман Миколайович, Сидоренко Павло Юрійович
МПК: B23K 9/08
Мітки: процесом, застосуванням, перенесення, імпульсних, керування, електродного, полів, електромагнітних, спосіб, металу
Формула / Реферат:
Спосіб керування процесом перенесення електродного металу із застосуванням імпульсних електромагнітних полів, що полягає в перенесенні з заданою частотою крапель електродного металу імпульсом електромагнітної сили, створеної взаємодією високочастотного поля індуктора з індукованим струмом в об'ємі краплі, який відрізняється тим, що тривалість імпульсу електромагнітної сили регулюють шляхом послідовного генерування у зоні зварювання імпульсних...
Пристрій імпульсної подачі електродного дроту

Номер патенту: 47237
Опубліковано: 25.01.2010
Автори: Сімутєнков Іван Вікторович, Галь Анатолій Феодосійович, Трунін Костянтин Костянтинович, Драган Станіслав Володимирович
МПК: B23K 9/00
Мітки: електродного, подачі, дроту, імпульсної, пристрій
Формула / Реферат:
Пристрій імпульсної подачі електродного дроту, що складається з корпусу, генератора імпульсних зусиль обертового типу, з'єднаного з подавальним роликом, встановленим напроти притискного ролика, що розміщений на вільному кінці важеля, з вузлом регулювання притискного зусилля у вигляді циліндричного корпуса, штоком, пружиною й регулюючим болтом, який відрізняється тим, що генератор імпульсних зусиль виконаний у вигляді крокового...
Пристрій для подачі електродного дроту

Номер патенту: 65222
Опубліковано: 15.03.2004
Автори: Грибачов Михайло Васильович, Яблоков Володимир Васильович, Асланян Альберт Едуардович, Чорний Микола Васильович, Донченко Анатолій Іванович
МПК: B23K 9/12
Мітки: електродного, дроту, подачі, пристрій
Формула / Реферат:
Пристрій для подачі електродного дроту, що містить механізм подачі із гнучким шлангом, який має канал для подачі електродного дроту, і модулятор, котрий включає просторовий кулачок, водило, яке з'єднане з гнучким шлангом і зв'язане з просторовим кулачком, і регулятор, який відрізняється тим, що просторовий кулачок установлений на привідному валу з можливістю переміщення на ньому в подовжньому напрямку за допомогою регулятора відносно водила,...
Попередній патент: Пристрій для регулювання тягового електротехнічного комплексу
Наступний патент: Спосіб оцінки ефективності реабілітаційних програм у хворих на хронічне обструктивне захворювання легень за модифікованим індексом bode
Випадковий патент: Спосіб доступу до лімфатичних вузлів супраомогіоїдної ділянки при оперативному лікуванні раку нижньої щелепи, який уражає шкіру щоки та піднижньощелепного трикутника