Спосіб відцентрового лиття двошарових виливків з диференційованими структурою й властивостями
Номер патенту: 94050
Опубліковано: 27.10.2014
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович

Формула / Реферат
Спосіб відцентрового лиття двошарових виливків з диференційованими структурою і властивостями, який полягає в послідовному заливанні у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішнього шарів, який відрізняється тим, що зовнішній шар заливають вихідним (базовим) розплавом, який в реакційній камері однієї ливникової системи спеціального заливально-модифікувального пристрою установки відцентрового лиття проходить внутрішньоформову обробку (модифікування, легування тощо) дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом), у той час як внутрішній шар виливка заливається тим же вихідним (базовим) розплавом, який в іншій автономній ливниковій системі з реакційною камерою спеціального заливально-модифікувального пристрою установки відцентрового лиття проходить внутрішньоформову обробку (модифікування, легування тощо) іншим за функціональним призначенням і дією на розплав дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом).
Текст
Реферат: UA 94050 U UA 94050 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до ливарного виробництва, а саме до способів відцентрового лиття й може бути використана при виготовленні двошарових виливків з диференційованими структурою й властивостями в різних шарах, у тому числі з одного базового розплаву. Відомий спосіб відцентрового лиття двошарових прокатних валків, який включає послідовне заливання з певним часовим інтервалом у виливницю відцентрової машини двох видів чавуну: легованого хромонікелевого для формування відбіленого зносостійкого робочого шару валка й сірого або магнієвого високоміцного - для серцевини валка [1]. Найбільш близьким за технічною суттю й результатові, що досягається, аналогом до технічного рішення, що заявляється, є спосіб відцентрового лиття чавунних труб шляхом послідовного заливання виливниці двома чавунами різного хімічного складу для формування зовнішнього й внутрішнього шарів труби. При цьому зовнішній шар труби заливають "м'яким" чавуном, який вміщує 1,8-2,6 % кремнію і складає 20-60 % загальної витрати рідкого металу, у той час, як внутрішній шар труби заливають "жорстким" чавуном з вмістом кремнію 0,6-1,6 % через 0,2-2,0 сек. на шар, утворений першим струменем [2]. Загальними суттєвими ознаками відомого способу й того, що заявляється, є послідовне заливання у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішнього шарів виливка. Недоліком відомого способу виробництва двошарових виливків з диференційованими властивостями є необхідність використання для заливання виливниці двох різних за складом і властивостями розплавів. Це викликає необхідність установки двох плавильних агрегатів для виплавки двох різнорідних сплавів, або ж використання одного плавильного агрегату для виплавки базового сплаву, але з наступним доведенням частини розплаву до заданого складу в іншому плавильному агрегаті, окремому міксері, або ж шляхом модифікування, легування, або іншої попередньої обробки частини розплаву в міксері, ковші, або іншому агрегаті. Усе це ускладнює й здорожує технологічний процес, призводить до збільшення часу на плавку металу й знижує продуктивність праці, є причиною підвищеної витрати легуючих елементів і електроенергії, і веде до збільшення собівартості литва. Крім того, для реалізації способу потрібна чітка синхронізація процесів виплавки двох різнорідних сплавів або виплавки й наступного доведення окремих порцій розплаву шляхом додаткової обробки в міксері, ковші, або іншому агрегаті для одержання різних властивостей металу після затвердіння виливка. В основу корисної моделі поставлена задача вдосконалення відомого способу для розширення технологічних можливостей виготовлення двошарових виливків із заданими диференційованими структурою й властивостями металу в зовнішньому та внутрішньому шарах з використанням одного базового розплаву, а також створення більш широких можливостей впливу й цілеспрямованої дії на структуру й властивості металу з урахуванням хімічного складу розплаву при заливанні, розширення номенклатури відцентроволитих виливків. Поставлена задача вирішується тим, що в способі відцентрового лиття двошарових виливків з диференційованими структурою і властивостями, який полягає в послідовному заливанні у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішнього шарів, зовнішній шар заливають вихідним (базовим) розплавом, який у реакційній камері однієї ливникової системи спеціального заливально-модифікувального пристрою установки відцентрового лиття проходить внутрішньоформову обробку (модифікування, легування тощо) дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом), у той час як при заливанні внутрішнього шару виливка базовий розплав проходить внутрішньоформову обробку (модифікування, легування тощо) іншим за функціональним призначенням і дією на властивості і структуру металу дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом), яка попередньо розміщується в реакційній камері іншої незалежної від першої (автономної) ливникової системи спеціального заливальномодифікувального пристрою установки відцентрового лиття. Внутрішньоформова обробка розплаву різними за функціональним призначенням і дією на розплав добавками безпосередньо в процесі заливання порцій розплаву у виливницю внаслідок легуючого або модифікуючого впливу добавок, або окремих їхніх компонентів (хімічних елементів або речовин), призводить до формування різної структури, а, отже, до зміни властивостей металу, що заповнює різні шари виливка, завдяки чому, у випадку не змішування розплавів, досягається диференціація властивостей металу в зовнішньому і внутрішньому шарах виливка. Пропонований спосіб може застосовуватися для виготовлення виливків з диференційованими властивостями з будь-яких сплавів із внутрішньоформовою обробкою 1 UA 94050 U 5 10 15 20 25 30 35 40 45 50 розплаву будь-якими дрібнодисперсними, порошкоподібними, зернистими, гранульованими або брикетованими добавками, і в першу чергу для виробництва біметалевих (двошарових) чавунних виливків з використанням технології графітизувального, карбідостабілізувального або сфероїдизувального модифікування чавуну в ливарній формі. Розглянемо реалізацію способу на прикладі отримання двошарового чавунного виливка типу "Втулка", зовнішній шар якого при експлуатації піддається абразивному зносу, а тому повинний мати структуру й властивості білого чавуну з твердими карбідами заліза й інших хімічних елементів, тоді як внутрішній шар має бути виконаний з високоміцного чавуну з кулястим графітом. Прикладі. Для виготовлення двошарового чавунного виливка типу "Втулка" з зовнішнім діаметром 100 мм і довжиною 250 мм, який повинен мати структуру і властивості білого чавуну в зовнішньому шарі і високоміцного чавуну з кулястим графітом у внутрішньому шарі, стальну виливницю відцентрової машини заливали через заливально-модіфікувальний пристрій, який містить незалежні одна від одної (автономні) ливникові системи з реакційними камерами для розміщення різних зернистих добавок, які забезпечують можливість модифікування рідкого чавуну окремих порцій, що формують зовнішній і внутрішній шари двошарового виливка. При цьому розплав базового чавуну для формування зовнішнього шару виливка надходить у виливницю, що обертається зі швидкістю 950 об/хв., через канали однієї ливникової системи, де базовий чавун на своєму шляху для формування структури і властивостей твердого білого чавуну проходить внутрішньоформову обробку комплексною лігатурою церієвого мішметалу марки Це48Ла28Мг3, яка попередньо була поміщена в проточну реакційну камеру однієї ливникової системи заливально-модифікувального пристрою установки відцентрового лиття. Після тимчасової витримки залитого металу впродовж 60 с для утворення твердого зовнішнього шару внутрішній шар заповнюється через канали іншої, незалежної (автономної) ливникової системи, де базовий чавун для формування структури і властивостей високоміцного чавуну з кулястим графітом проходить внутрішньоформову обробку дробленою феро-силіко-магнієвою лігатурою марки VL63(M) з розміром часток 1,0-2,5 мм, яка попередньо була поміщена в реакційну камеру іншої ливникової системи заливально-модифікувального пристрою установки відцентрового лиття. Вихідний (базовий) чавун складу (3,4 %С; 2,15 %Si; 0,42 %Мn; 0,022 %S; 0,040 %Р; решта Fe) виплавляли в індукційній печі типа ІСТ-006. Заливання ливарної форми проводили ручним розливним ковшем конічного типу при температурі рідкого чавуну 1450 °C. Виливок тверднув і охолоджувався у виливниці, після чого його виймали з виливниці. Після цього виливок розколювався на дві приблизно рівні частини перпендикулярно поздовжній осі. Якість одержаної двошарової чавунної втулки оцінювали по характеру зламу, мікроструктурі і твердості по Бринелю в різних точках перетину виливка. Як показують результати проведених експериментів з реалізації пропонованого способу отримання виливка з диференційованими властивостями, на зламі одержаного виливка чітко виявляються два характерних шари: зовнішній шар білого чавуну і внутрішній шар сріблястого кольору високоміцного чавуну. Мікроструктура чавуну в зовнішньому шарі виливка - перліто-цементитна і складається з продуктів розпаду первинних кристалів аустеніту і ледебуритної евтектики з твердістю 380…420 НВ. У внутрішньому шарі виливка, який заповнювався чавуном, модифікованим у формі лігатурою VL63(M), закристалізувався високоміцний чавун з перліто-феритною металевою матрицею і графітовими включеннями правильної кулястої форми. Твердість чавуну в цій зоні складає 240…280 НВ. Між двома характерними шарами, які відповідають чавунам різних типів, спостерігається досить чітка межа розділу з вузькою перехідною зоною. Джерела інформації: 1. Стрижов Г.С. и др. Центробежная отливка прокатных валков / Г.С Стрижов, Г.С. Мирзоян, В.Е. Карсский, ПП. Дорощенко, В.Г. Тиняков, В.А. Панов, Н.А. Будагьянц, Б.Н. Максимов, В.И. Митин / Литейное производство.-1969. - №4. - С.4-5. 2. Авторское свидетельство СССР №447216 кл. В22 d13/02. Способ центробежного литья чугунных труб / Иванов В.Г., Двоскин П.М., Гольдштейн Л.Б. и др. Заявл. 07.06.1973г., опубл. 25.10.1974 г. Бюллетень №39. 18.09.1975 г. 55 ФОРМУЛА КОРИСНОЇ МОДЕЛІ 60 Спосіб відцентрового лиття двошарових виливків з диференційованими структурою і властивостями, який полягає в послідовному заливанні у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішнього шарів, який відрізняється тим, 2 UA 94050 U 5 10 що зовнішній шар заливають вихідним (базовим) розплавом, який в реакційній камері однієї ливникової системи спеціального заливально-модифікувального пристрою установки відцентрового лиття проходить внутрішньоформову обробку (модифікування, легування тощо) дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом), у той час як внутрішній шар виливка заливається тим же вихідним (базовим) розплавом, який в іншій автономній ливниковій системі з реакційною камерою спеціального заливальномодифікувального пристрою установки відцентрового лиття проходить внутрішньоформову обробку (модифікування, легування тощо) іншим за функціональним призначенням і дією на розплав дрібнодисперсним, порошкоподібним, дробленим, зернистим, гранульованим або брикетованим модифікатором, лігатурою або іншою добавкою (присадкою, компонентом). Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич
МПК / Мітки
МПК: B22D 27/00
Мітки: спосіб, властивостями, двошарових, диференційованими, виливків, структурою, лиття, відцентрового
Код посилання
<a href="https://ua.patents.su/5-94050-sposib-vidcentrovogo-littya-dvosharovikh-vilivkiv-z-diferencijjovanimi-strukturoyu-jj-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Спосіб відцентрового лиття двошарових виливків з диференційованими структурою й властивостями</a>
Спосіб відцентрового лиття двошарових виливків з диференційованими структурою й властивостями
Номер патенту: 93949
Опубліковано: 27.10.2014
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: відцентрового, структурою, диференційованими, двошарових, виливків, лиття, властивостями, спосіб
Формула / Реферат:
Спосіб відцентрового лиття двошарових виливків з диференційованими структурою і властивостями, який полягає в послідовному заливанні у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішнього шарів, який відрізняється тим, що зовнішній шар заливають вихідним (базовим) розплавом, який у реакційній камері ливникової системи спеціального заливально-модифікувального пристрою установки відцентрового литва...
Спосіб відцентрового лиття виливків з диференційованими структурою та властивостями
Номер патенту: 93953
Опубліковано: 27.10.2014
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: диференційованими, структурою, лиття, виливків, відцентрового, спосіб, властивостями
Формула / Реферат:
Спосіб відцентрового лиття виливків з диференційованими структурою та властивостями, який полягає в послідовному заливанні у виливницю, що обертається, окремих порцій розплаву для формування зовнішнього і внутрішніх шарів, який відрізняється тим, що зовнішній шар заливають вихідним (базовим) розплавом без будь-якої попередньої (додаткової) обробки, у той час як інші шари виливка заливають тим же розплавом, який в автономних ливникових...
Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 93903
Опубліковано: 27.10.2014
Автори: Фесенко Максим Анатолійович, Фесенко Анатолій Миколайович, Скок Родіон Ігорович
МПК: B22D 27/00
Мітки: виготовлення, ливарна, властивостями, диференційованими, виливків, форма, структурою
Формула / Реферат:
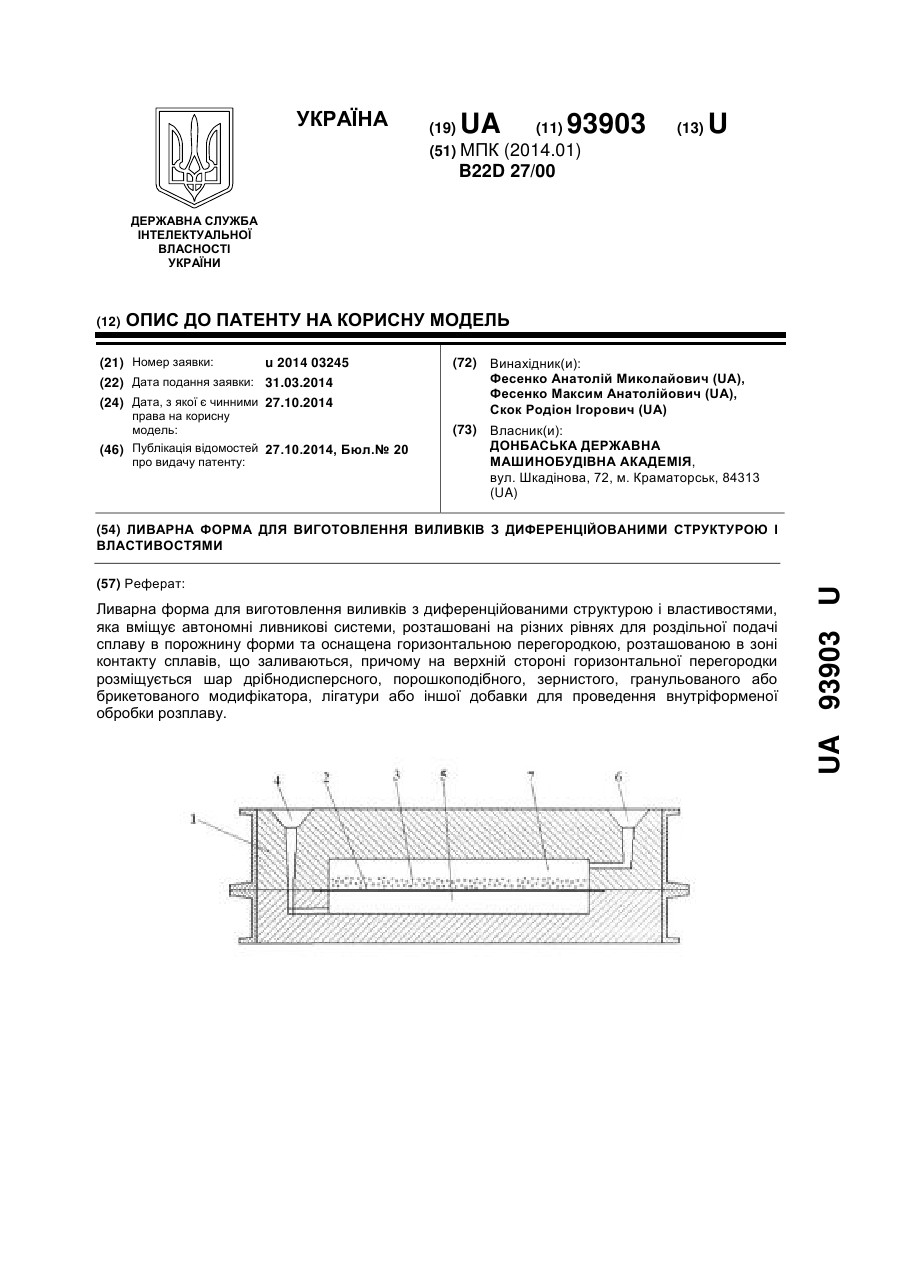
Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями, яка вміщує автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплаву в порожнину форми та оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, яка відрізняється тим, що на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного, порошкоподібного, зернистого,...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 93898
Опубліковано: 27.10.2014
Автори: Фесенко Максим Анатолійович, Скок Родіон Ігорович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: структурою, спосіб, властивостями, диференційованими, виливків, виготовлення
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями, що полягає в роздільному заливанні розплаву через незалежні (автономні) ливникові системи, розташовані на різних рівнях, в порожнину ливарної форми, яка оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, який відрізняється тим, що на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 41383
Опубліковано: 25.05.2009
Автори: Фесенко Максим Анатолійович, Ємельяненко Катерина Валеріївна, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: структурою, властивостями, спосіб, виготовлення, диференційованими, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через першу ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим...
Попередній патент: Спосіб прогнозування перебігу гіпертонічної хвороби, поєднаної з ревматоїдним артритом, у жінок постменопаузального періоду
Наступний патент: Ультразвуковий ручний інструмент для деформаційного зміцнення і релаксаційної обробки металів
Випадковий патент: Пристрій рифлення купола парашуту