Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 93903
Опубліковано: 27.10.2014
Автори: Фесенко Максим Анатолійович, Скок Родіон Ігорович, Фесенко Анатолій Миколайович

Формула / Реферат
Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями, яка вміщує автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплаву в порожнину форми та оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, яка відрізняється тим, що на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного, порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої добавки для проведення внутріформеної обробки розплаву.
Текст
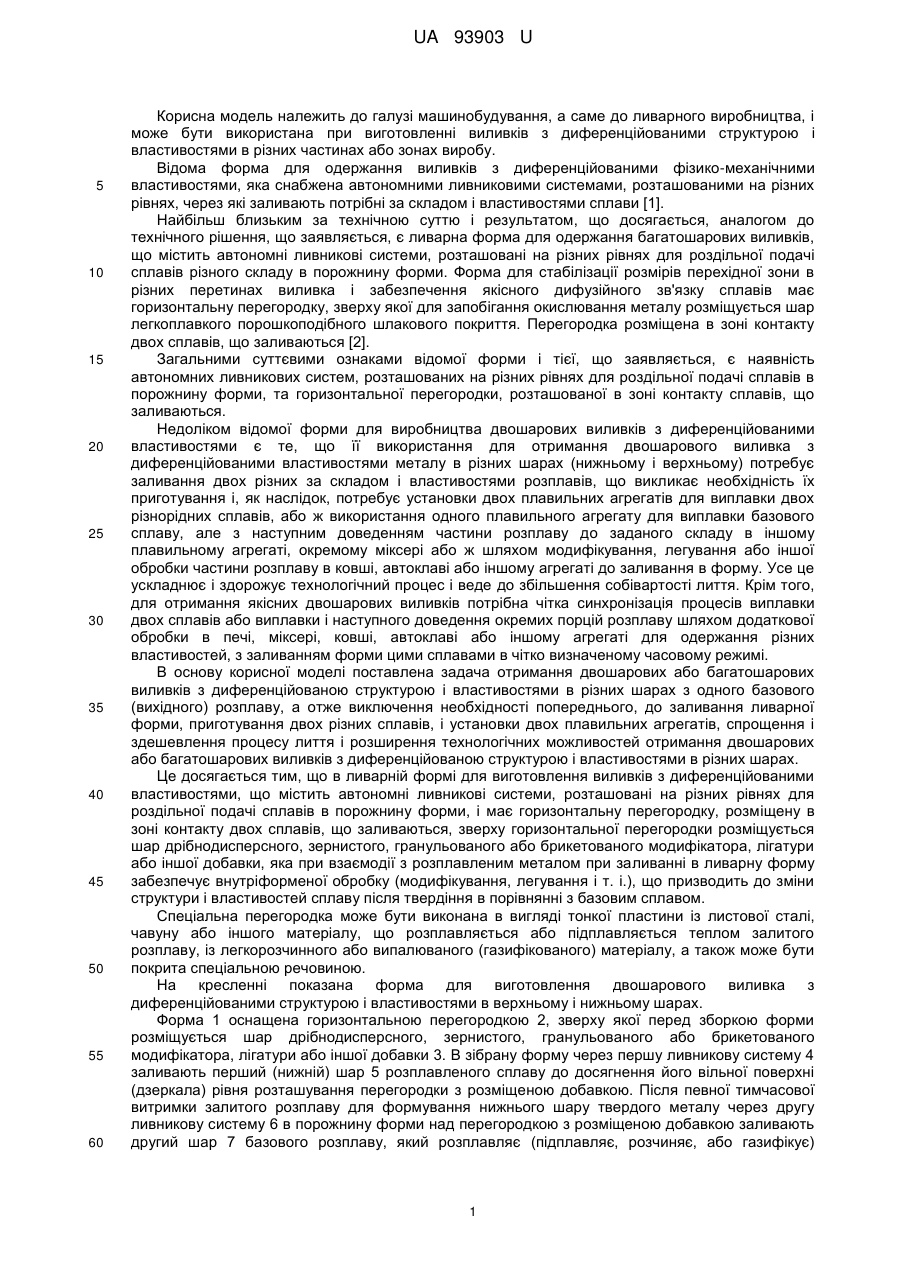
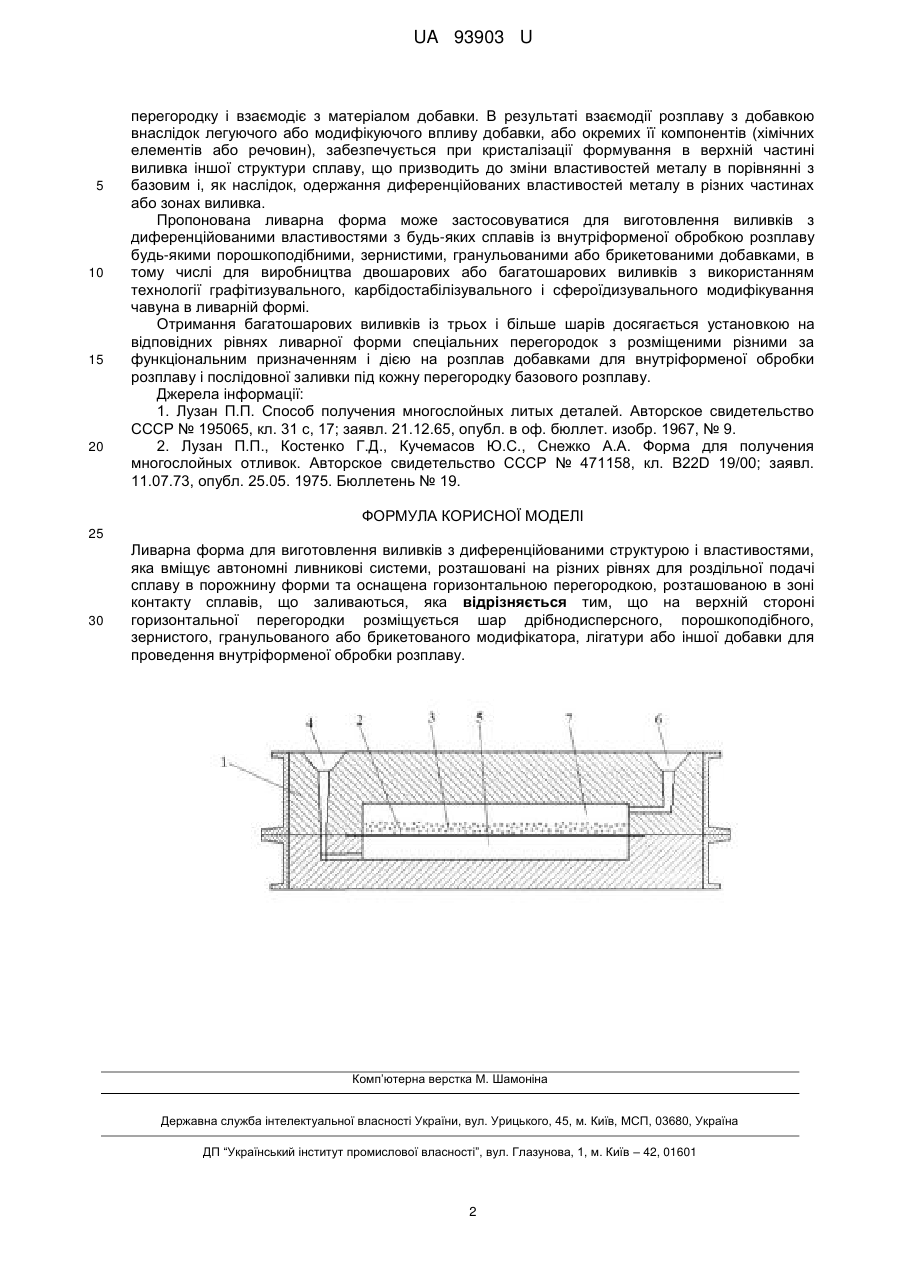
Реферат: Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями, яка вміщує автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплаву в порожнину форми та оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, причому на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного, порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої добавки для проведення внутріформеної обробки розплаву. UA 93903 U (54) ЛИВАРНА ФОРМА ДЛЯ ВИГОТОВЛЕННЯ ВИЛИВКІВ З ДИФЕРЕНЦІЙОВАНИМИ СТРУКТУРОЮ І ВЛАСТИВОСТЯМИ UA 93903 U UA 93903 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі машинобудування, а саме до ливарного виробництва, і може бути використана при виготовленні виливків з диференційованими структурою і властивостями в різних частинах або зонах виробу. Відома форма для одержання виливків з диференційованими фізико-механічними властивостями, яка снабжена автономними ливниковими системами, розташованими на різних рівнях, через які заливають потрібні за складом і властивостями сплави [1]. Найбільш близьким за технічною суттю і результатом, що досягається, аналогом до технічного рішення, що заявляється, є ливарна форма для одержання багатошарових виливків, що містить автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплавів різного складу в порожнину форми. Форма для стабілізації розмірів перехідної зони в різних перетинах виливка і забезпечення якісного дифузійного зв'язку сплавів має горизонтальну перегородку, зверху якої для запобігання окислювання металу розміщується шар легкоплавкого порошкоподібного шлакового покриття. Перегородка розміщена в зоні контакту двох сплавів, що заливаються [2]. Загальними суттєвими ознаками відомої форми і тієї, що заявляється, є наявність автономних ливникових систем, розташованих на різних рівнях для роздільної подачі сплавів в порожнину форми, та горизонтальної перегородки, розташованої в зоні контакту сплавів, що заливаються. Недоліком відомої форми для виробництва двошарових виливків з диференційованими властивостями є те, що її використання для отримання двошарового виливка з диференційованими властивостями металу в різних шарах (нижньому і верхньому) потребує заливання двох різних за складом і властивостями розплавів, що викликає необхідність їх приготування і, як наслідок, потребує установки двох плавильних агрегатів для виплавки двох різнорідних сплавів, або ж використання одного плавильного агрегату для виплавки базового сплаву, але з наступним доведенням частини розплаву до заданого складу в іншому плавильному агрегаті, окремому міксері або ж шляхом модифікування, легування або іншої обробки частини розплаву в ковші, автоклаві або іншому агрегаті до заливання в форму. Усе це ускладнює і здорожує технологічний процес і веде до збільшення собівартості лиття. Крім того, для отримання якісних двошарових виливків потрібна чітка синхронізація процесів виплавки двох сплавів або виплавки і наступного доведення окремих порцій розплаву шляхом додаткової обробки в печі, міксері, ковші, автоклаві або іншому агрегаті для одержання різних властивостей, з заливанням форми цими сплавами в чітко визначеному часовому режимі. В основу корисної моделі поставлена задача отримання двошарових або багатошарових виливків з диференційованою структурою і властивостями в різних шарах з одного базового (вихідного) розплаву, а отже виключення необхідності попереднього, до заливання ливарної форми, приготування двох різних сплавів, і установки двох плавильних агрегатів, спрощення і здешевлення процесу лиття і розширення технологічних можливостей отримання двошарових або багатошарових виливків з диференційованою структурою і властивостями в різних шарах. Це досягається тим, що в ливарній формі для виготовлення виливків з диференційованими властивостями, що містить автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплавів в порожнину форми, і має горизонтальну перегородку, розміщену в зоні контакту двох сплавів, що заливаються, зверху горизонтальної перегородки розміщується шар дрібнодисперсного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої добавки, яка при взаємодії з розплавленим металом при заливанні в ливарну форму забезпечує внутріформеної обробку (модифікування, легування і т. і.), що призводить до зміни структури і властивостей сплаву після твердіння в порівнянні з базовим сплавом. Спеціальна перегородка може бути виконана в вигляді тонкої пластини із листової сталі, чавуну або іншого матеріалу, що розплавляється або підплавляється теплом залитого розплаву, із легкорозчинного або випалюваного (газифікованого) матеріалу, а також може бути покрита спеціальною речовиною. На кресленні показана форма для виготовлення двошарового виливка з диференційованими структурою і властивостями в верхньому і нижньому шарах. Форма 1 оснащена горизонтальною перегородкою 2, зверху якої перед зборкою форми розміщується шар дрібнодисперсного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої добавки 3. В зібрану форму через першу ливникову систему 4 заливають перший (нижній) шар 5 розплавленого сплаву до досягнення його вільної поверхні (дзеркала) рівня розташування перегородки з розміщеною добавкою. Після певної тимчасової витримки залитого розплаву для формування нижнього шару твердого металу через другу ливникову систему 6 в порожнину форми над перегородкою з розміщеною добавкою заливають другий шар 7 базового розплаву, який розплавляє (підплавляє, розчиняє, або газифікує) 1 UA 93903 U 5 10 15 20 перегородку і взаємодіє з матеріалом добавки. В результаті взаємодії розплаву з добавкою внаслідок легуючого або модифікуючого впливу добавки, або окремих її компонентів (хімічних елементів або речовин), забезпечується при кристалізації формування в верхній частині виливка іншої структури сплаву, що призводить до зміни властивостей металу в порівнянні з базовим і, як наслідок, одержання диференційованих властивостей металу в різних частинах або зонах виливка. Пропонована ливарна форма може застосовуватися для виготовлення виливків з диференційованими властивостями з будь-яких сплавів із внутріформеної обробкою розплаву будь-якими порошкоподібними, зернистими, гранульованими або брикетованими добавками, в тому числі для виробництва двошарових або багатошарових виливків з використанням технології графітизувального, карбідостабілізувального і сфероїдизувального модифікування чавуна в ливарній формі. Отримання багатошарових виливків із трьох і більше шарів досягається установкою на відповідних рівнях ливарної форми спеціальних перегородок з розміщеними різними за функціональним призначенням і дією на розплав добавками для внутріформеної обробки розплаву і послідовної заливки під кожну перегородку базового розплаву. Джерела інформації: 1. Лузан П.П. Способ получения многослойных литых деталей. Авторское свидетельство СССР № 195065, кл. 31 с, 17; заявл. 21.12.65, опубл. в оф. бюллет. изобр. 1967, № 9. 2. Лузан П.П., Костенко Г.Д., Кучемасов Ю.С., Снежко А.А. Форма для получения многослойных отливок. Авторское свидетельство СССР № 471158, кл. В22D 19/00; заявл. 11.07.73, опубл. 25.05. 1975. Бюллетень № 19. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 30 Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями, яка вміщує автономні ливникові системи, розташовані на різних рівнях для роздільної подачі сплаву в порожнину форми та оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, яка відрізняється тим, що на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного, порошкоподібного, зернистого, гранульованого або брикетованого модифікатора, лігатури або іншої добавки для проведення внутріформеної обробки розплаву. Комп’ютерна верстка М. Шамоніна Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюFesenko Anatolii Mykolaiovych, Fesenko Maksym Anatoliiovych
Автори російськоюФесенко Анатолий Николаевич, Фесенко Максим Анатольевич
МПК / Мітки
МПК: B22D 27/00
Мітки: форма, ливарна, виготовлення, властивостями, диференційованими, виливків, структурою
Код посилання
<a href="https://ua.patents.su/4-93903-livarna-forma-dlya-vigotovlennya-vilivkiv-z-diferencijjovanimi-strukturoyu-i-vlastivostyami.html" target="_blank" rel="follow" title="База патентів України">Ливарна форма для виготовлення виливків з диференційованими структурою і властивостями</a>
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 93898
Опубліковано: 27.10.2014
Автори: Фесенко Максим Анатолійович, Скок Родіон Ігорович, Фесенко Анатолій Миколайович
МПК: B22D 27/00
Мітки: спосіб, структурою, властивостями, диференційованими, виготовлення, виливків
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями, що полягає в роздільному заливанні розплаву через незалежні (автономні) ливникові системи, розташовані на різних рівнях, в порожнину ливарної форми, яка оснащена горизонтальною перегородкою, розташованою в зоні контакту сплавів, що заливаються, який відрізняється тим, що на верхній стороні горизонтальної перегородки розміщується шар дрібнодисперсного...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 54267
Опубліковано: 10.11.2010
Автори: Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: властивостями, виливків, виготовлення, спосіб, структурою, диференційованими
Формула / Реферат:
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в заливанні в ливарну форму базового розплаву через загальний стояк і канали ливникової системи, затвердінні залитого рідкого металу, охолоджуванні виливків з наступним їх вибиванням з ливарної форми, який відрізняється тим, що базовий (вихідний) розплав надходить в порожнину ливарної форми через загальний стояк і канали розгалуженої ливникової...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 41383
Опубліковано: 25.05.2009
Автори: Косячков Вячеслав Олександрович, Ємельяненко Катерина Валеріївна, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: властивостями, диференційованими, виготовлення, спосіб, виливків, структурою
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими властивостями, що включає послідовне заливання розплаву в ливарну форму через дві незалежні (автономні) ливникові системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через першу ливникову систему, в якій розплав, що заливається, проходить внутрішньоформову обробку (модифікування, легування і т. і.) дрібнодисперсним, дробленим, зернистим, гранульованим...
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного базового розплаву
Номер патенту: 32713
Опубліковано: 26.05.2008
Автори: Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович, Косячков Вячеслав Олександрович
МПК: B22D 27/00
Мітки: розплаву, властивостями, диференційованими, виготовлення, одного, виливків, спосіб, базового, структурою
Формула / Реферат:
Спосіб виготовлення виливків з диференційованими структурою і властивостями з одного вихідного (базового) розплаву, що включає послідовне заливання вихідного (базового) розплаву в ливарну форму через загальний стояк і канали ярусної (поверхової) ливникової системи, який відрізняється тим, що одну частину виливка заливають вихідним (базовим) розплавом через загальний стояк і канали першого (нижнього) ярусу (поверху) ливникової системи без...
Спосіб виготовлення виливків з диференційованими структурою і властивостями
Номер патенту: 42795
Опубліковано: 27.07.2009
Автори: Ємельяненко Катерина Валеріївна, Косячков Вячеслав Олександрович, Фесенко Анатолій Миколайович, Фесенко Максим Анатолійович
МПК: B22D 27/00
Мітки: властивостями, виливків, виготовлення, структурою, спосіб, диференційованими
Формула / Реферат:
1. Спосіб виготовлення виливків з диференційованими структурою і властивостями, який полягає в одночасному або послідовному безперервному або з тимчасовою витримкою заливанні через дві самостійні (автономні) ливникові системи одного вихідного (базового) розплаву в ливарну форму з попередньо встановленою спеціальною перегородкою, яка перешкоджає змішуванню розплаву, що надходить в різні частини виливка, який відрізняється тим, що базовий...
Попередній патент: Пристрій для вимірювання крутного моменту електричної машини
Наступний патент: Пристрій тепловологісної обробки повітря
Випадковий патент: Колесо для транспортного засобу з безпневматичною шиною