Спосіб нанесення покриттів залізо-молібден
Номер патенту: 94272
Опубліковано: 10.11.2014
Автори: Сахненко Микола Дмитрович, Каракуркчі Ганна Володимирівна, Зюбанова Світлана Іванівна, Ведь Марина Віталіївна

Формула / Реферат
Спосіб нанесення покриттів залізо-молібден, який відрізняється тим, що процес проводять при температурі 20-25 °C у гальваностатичному режимі при густини струму від 3,0 до 6,5 А/дм2 або уніполярним імпульсним струмом з амплітудою 3,0-7,5 А/дм2 при тривалості імпульсу 5·10-3 - 1·10-2 с і паузи 1·10-2 - 2·10-2 с.
Текст
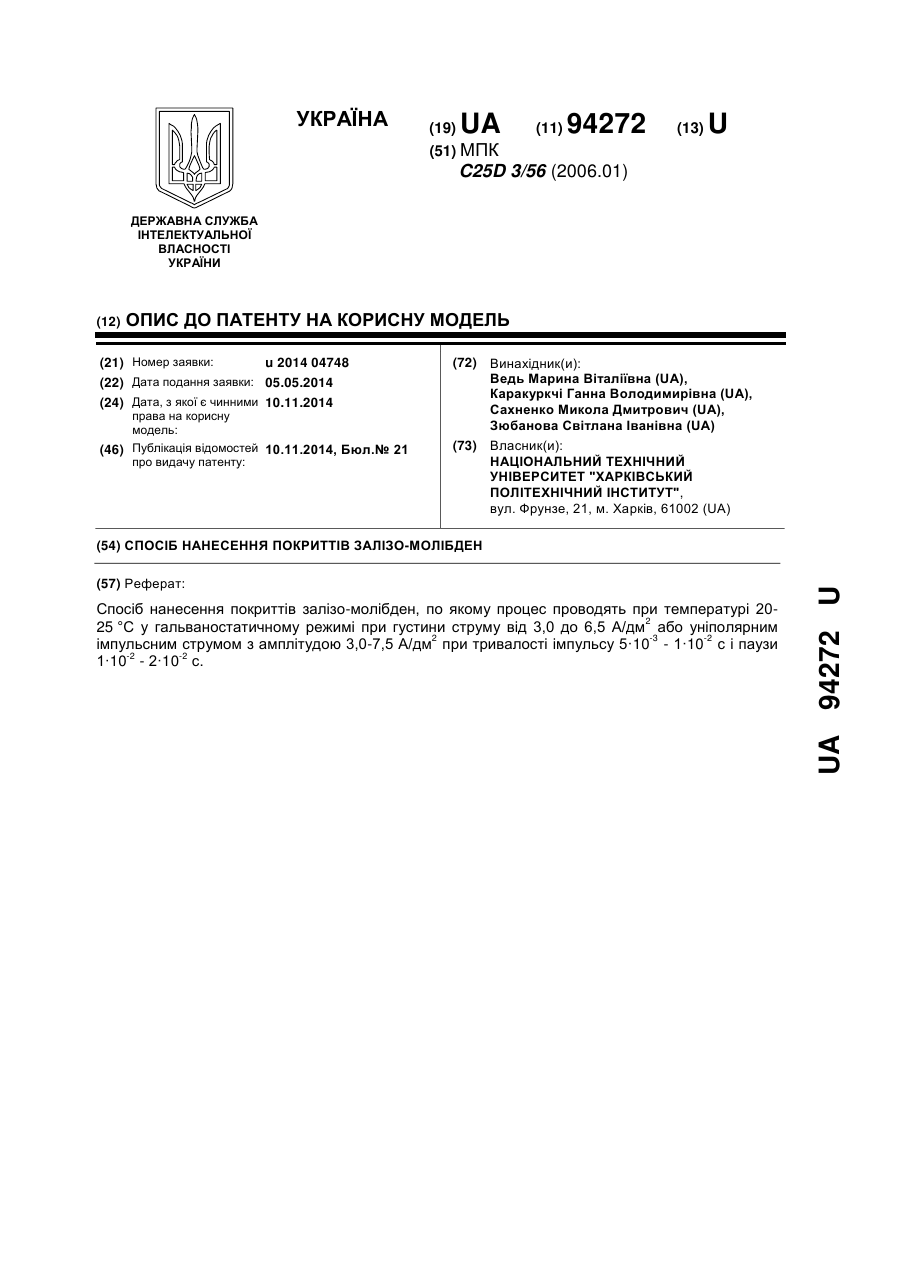
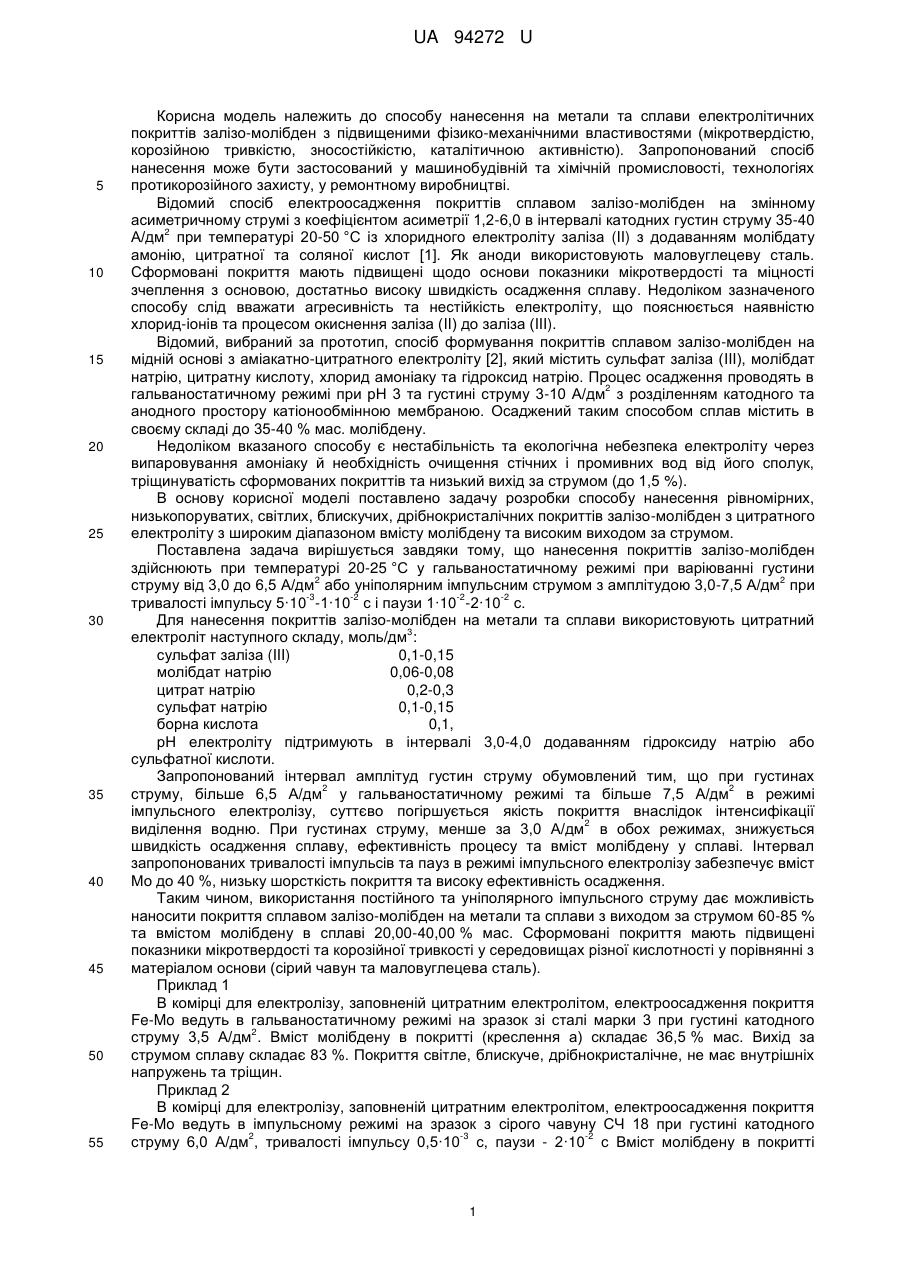
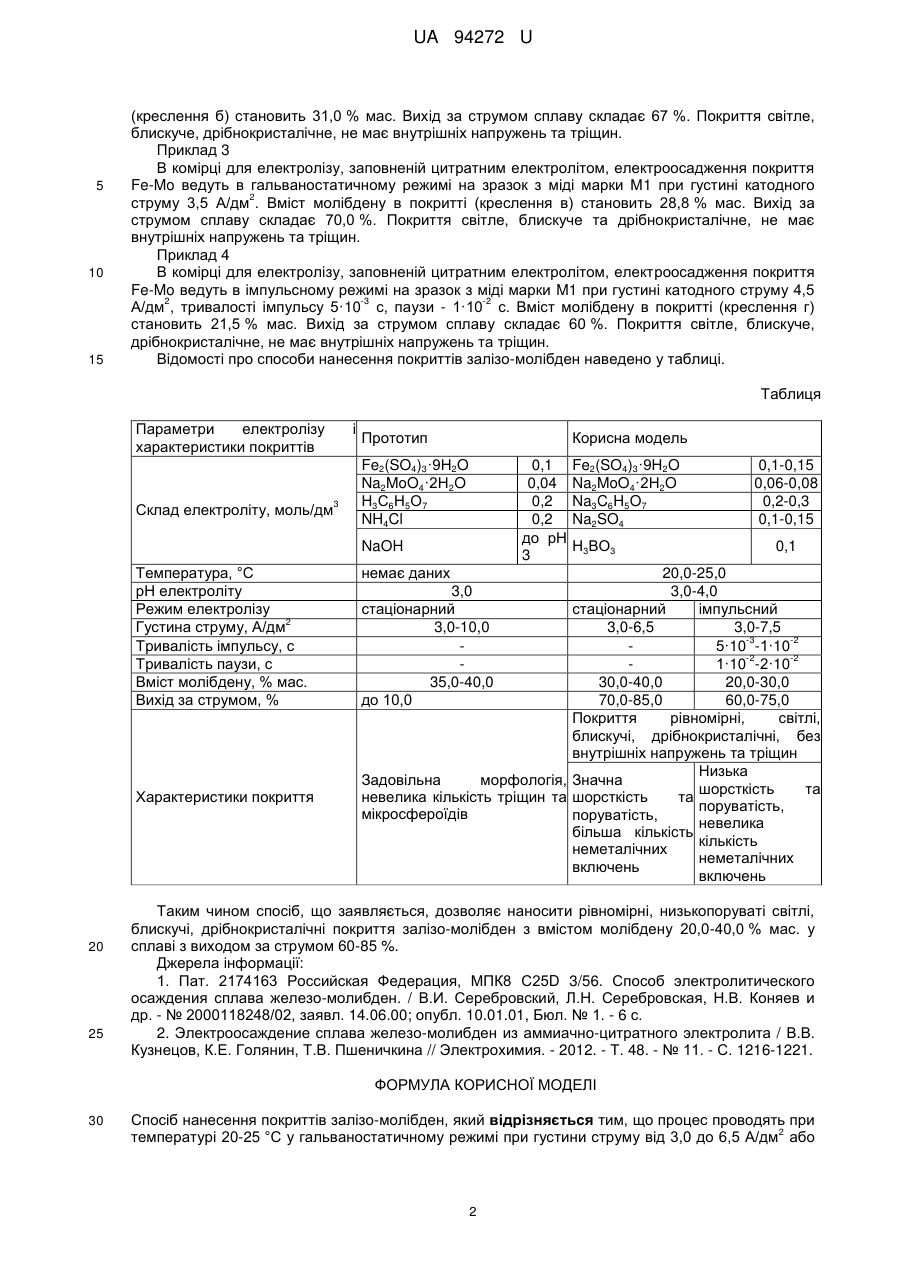
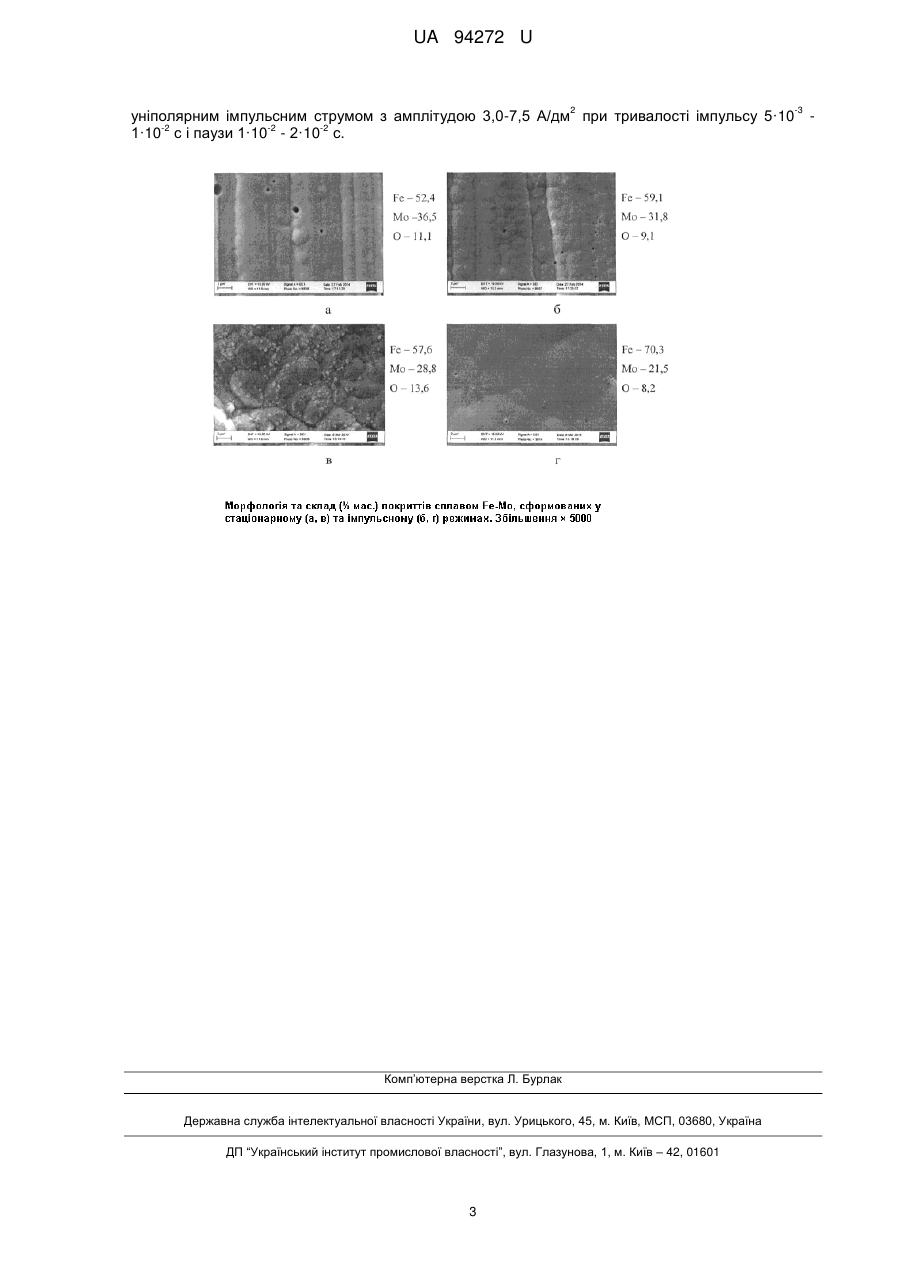
Реферат: Спосіб нанесення покриттів залізо-молібден, по якому процес проводять при температурі 202 25 °C у гальваностатичному режимі при густини струму від 3,0 до 6,5 А/дм або уніполярним 2 -3 -2 імпульсним струмом з амплітудою 3,0-7,5 А/дм при тривалості імпульсу 5·10 - 1·10 с і паузи -2 -2 1·10 - 2·10 с. UA 94272 U (54) СПОСІБ НАНЕСЕННЯ ПОКРИТТІВ ЗАЛІЗО-МОЛІБДЕН UA 94272 U UA 94272 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до способу нанесення на метали та сплави електролітичних покриттів залізо-молібден з підвищеними фізико-механічними властивостями (мікротвердістю, корозійною тривкістю, зносостійкістю, каталітичною активністю). Запропонований спосіб нанесення може бути застосований у машинобудівній та хімічній промисловості, технологіях протикорозійного захисту, у ремонтному виробництві. Відомий спосіб електроосадження покриттів сплавом залізо-молібден на змінному асиметричному струмі з коефіцієнтом асиметрії 1,2-6,0 в інтервалі катодних густин струму 35-40 2 А/дм при температурі 20-50 °C із хлоридного електроліту заліза (II) з додаванням молібдату амонію, цитратної та соляної кислот [1]. Як аноди використовують маловуглецеву сталь. Сформовані покриття мають підвищені щодо основи показники мікротвердості та міцності зчеплення з основою, достатньо високу швидкість осадження сплаву. Недоліком зазначеного способу слід вважати агресивність та нестійкість електроліту, що пояснюється наявністю хлорид-іонів та процесом окиснення заліза (II) до заліза (III). Відомий, вибраний за прототип, спосіб формування покриттів сплавом залізо-молібден на мідній основі з аміакатно-цитратного електроліту [2], який містить сульфат заліза (III), молібдат натрію, цитратну кислоту, хлорид амоніаку та гідроксид натрію. Процес осадження проводять в 2 гальваностатичному режимі при рН 3 та густині струму 3-10 А/дм з розділенням катодного та анодного простору катіонообмінною мембраною. Осаджений таким способом сплав містить в своєму складі до 35-40 % мас. молібдену. Недоліком вказаного способу є нестабільність та екологічна небезпека електроліту через випаровування амоніаку й необхідність очищення стічних і промивних вод від його сполук, тріщинуватість сформованих покриттів та низький вихід за струмом (до 1,5 %). В основу корисної моделі поставлено задачу розробки способу нанесення рівномірних, низькопоруватих, світлих, блискучих, дрібнокристалічних покриттів залізо-молібден з цитратного електроліту з широким діапазоном вмісту молібдену та високим виходом за струмом. Поставлена задача вирішується завдяки тому, що нанесення покриттів залізо-молібден здійснюють при температурі 20-25 °C у гальваностатичному режимі при варіюванні густини 2 2 струму від 3,0 до 6,5 А/дм або уніполярним імпульсним струмом з амплітудою 3,0-7,5 А/дм при -3 -2 -2 -2 тривалості імпульсу 5·10 -1·10 с і паузи 1·10 -2·10 с. Для нанесення покриттів залізо-молібден на метали та сплави використовують цитратний 3 електроліт наступного складу, моль/дм : сульфат заліза (III) 0,1-0,15 молібдат натрію 0,06-0,08 цитрат натрію 0,2-0,3 сульфат натрію 0,1-0,15 борна кислота 0,1, рН електроліту підтримують в інтервалі 3,0-4,0 додаванням гідроксиду натрію або сульфатної кислоти. Запропонований інтервал амплітуд густин струму обумовлений тим, що при густинах 2 2 струму, більше 6,5 А/дм у гальваностатичному режимі та більше 7,5 А/дм в режимі імпульсного електролізу, суттєво погіршується якість покриття внаслідок інтенсифікації 2 виділення водню. При густинах струму, менше за 3,0 А/дм в обох режимах, знижується швидкість осадження сплаву, ефективність процесу та вміст молібдену у сплаві. Інтервал запропонованих тривалості імпульсів та пауз в режимі імпульсного електролізу забезпечує вміст Мо до 40 %, низьку шорсткість покриття та високу ефективність осадження. Таким чином, використання постійного та уніполярного імпульсного струму дає можливість наносити покриття сплавом залізо-молібден на метали та сплави з виходом за струмом 60-85 % та вмістом молібдену в сплаві 20,00-40,00 % мас. Сформовані покриття мають підвищені показники мікротвердості та корозійної тривкості у середовищах різної кислотності у порівнянні з матеріалом основи (сірий чавун та маловуглецева сталь). Приклад 1 В комірці для електролізу, заповненій цитратним електролітом, електроосадження покриття Fe-Mo ведуть в гальваностатичному режимі на зразок зі сталі марки 3 при густині катодного 2 струму 3,5 А/дм . Вміст молібдену в покритті (креслення а) складає 36,5 % мас. Вихід за струмом сплаву складає 83 %. Покриття світле, блискуче, дрібнокристалічне, не має внутрішніх напружень та тріщин. Приклад 2 В комірці для електролізу, заповненій цитратним електролітом, електроосадження покриття Fe-Mo ведуть в імпульсному режимі на зразок з сірого чавуну СЧ 18 при густині катодного 2 -3 -2 струму 6,0 А/дм , тривалості імпульсу 0,5·10 с, паузи - 2·10 с Вміст молібдену в покритті 1 UA 94272 U 5 10 15 (креслення б) становить 31,0 % мас. Вихід за струмом сплаву складає 67 %. Покриття світле, блискуче, дрібнокристалічне, не має внутрішніх напружень та тріщин. Приклад 3 В комірці для електролізу, заповненій цитратним електролітом, електроосадження покриття Fe-Mo ведуть в гальваностатичному режимі на зразок з міді марки М1 при густині катодного 2 струму 3,5 А/дм . Вміст молібдену в покритті (креслення в) становить 28,8 % мас. Вихід за струмом сплаву складає 70,0 %. Покриття світле, блискуче та дрібнокристалічне, не має внутрішніх напружень та тріщин. Приклад 4 В комірці для електролізу, заповненій цитратним електролітом, електроосадження покриття Fe-Mo ведуть в імпульсному режимі на зразок з міді марки M1 при густині катодного струму 4,5 2 -3 -2 А/дм , тривалості імпульсу 5·10 с, паузи - 1·10 с. Вміст молібдену в покритті (креслення г) становить 21,5 % мас. Вихід за струмом сплаву складає 60 %. Покриття світле, блискуче, дрібнокристалічне, не має внутрішніх напружень та тріщин. Відомості про способи нанесення покриттів залізо-молібден наведено у таблиці. Таблиця Параметри електролізу характеристики покриттів Склад електроліту, моль/дм і 3 Прототип Корисна модель Fe2(SO4)3·9H2O Na2MoO4·2H2O Н3С6Н5О7 NH4Cl 0,1 0,04 0,2 0,2 до рН 3 NaOH Температура, °C рН електроліту Режим електролізу 2 Густина струму, А/дм Тривалість імпульсу, с Тривалість паузи, с Вміст молібдену, % мас. Вихід за струмом, % Характеристики покриття 20 25 Fe2(SO4)3·9H2O Na2MoO4·2H2O Na3C6H5O7 Na2SO4 Н3ВО3 0,1-0,15 0,06-0,08 0,2-0,3 0,1-0,15 0,1 немає даних 20,0-25,0 3,0-4,0 стаціонарний імпульсний 3,0-6,5 3,0-7,5 -3 -2 5·10 -1·10 -2 -2 1·10 -2·10 30,0-40,0 20,0-30,0 70,0-85,0 60,0-75,0 Покриття рівномірні, світлі, блискучі, дрібнокристалічні, без внутрішніх напружень та тріщин Низька Задовільна морфологія, Значна шорсткість та невелика кількість тріщин та шорсткість та поруватість, мікросфероїдів поруватість, невелика більша кількість кількість неметалічних неметалічних включень включень 3,0 стаціонарний 3,0-10,0 35,0-40,0 до 10,0 Таким чином спосіб, що заявляється, дозволяє наносити рівномірні, низькопоруваті світлі, блискучі, дрібнокристалічні покриття залізо-молібден з вмістом молібдену 20,0-40,0 % мас. у сплаві з виходом за струмом 60-85 %. Джерела інформації: 1. Пат. 2174163 Российская Федерация, МПК8 С25D 3/56. Способ электролитического осаждения сплава железо-молибден. / В.И. Серебровский, Л.Н. Серебровская, Н.В. Коняев и др. - № 2000118248/02, заявл. 14.06.00; опубл. 10.01.01, Бюл. № 1. - 6 с. 2. Электроосаждение сплава железо-молибден из аммиачно-цитратного электролита / В.В. Кузнецов, К.Е. Голянин, Т.В. Пшеничкина // Электрохимия. - 2012. - Т. 48. - № 11. - С. 1216-1221. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 30 Спосіб нанесення покриттів залізо-молібден, який відрізняється тим, що процес проводять при 2 температурі 20-25 °C у гальваностатичному режимі при густини струму від 3,0 до 6,5 А/дм або 2 UA 94272 U 2 -3 уніполярним імпульсним струмом з амплітудою 3,0-7,5 А/дм при тривалості імпульсу 5·10 -2 -2 -2 1·10 с і паузи 1·10 - 2·10 с. Комп’ютерна верстка Л. Бурлак Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 3
ДивитисяДодаткова інформація
Автори англійськоюVed Maryna Vitaliivna, Sakhnenko Mykola Dmytrovych
Автори російськоюВедь Марина Витальевна, Сахненко Николай Дмитриевич
МПК / Мітки
МПК: C25D 3/56
Мітки: спосіб, покриттів, нанесення, залізо-молібден
Код посилання
<a href="https://ua.patents.su/5-94272-sposib-nanesennya-pokrittiv-zalizo-molibden.html" target="_blank" rel="follow" title="База патентів України">Спосіб нанесення покриттів залізо-молібден</a>
Спосіб нанесення покриттів сплавом кобальт-молібден-цирконій
Номер патенту: 84103
Опубліковано: 10.10.2013
Автори: Ведь Марина Віталіївна, Козяр Марина Олексіївна, Глушкова Марина Олександрівна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: сплавом, покриттів, спосіб, нанесення, кобальт-молібден-цирконій
Формула / Реферат:
Спосіб нанесення покриттів сплавом кобальт-молібден-цирконій на метали та сплави шляхом катодного осадження з цитратно-пірофосфатного розчину, який відрізняється тим, що процес проводять при температурі 20-25 °C імпульсним струмом амплітудою 2-10 А/дм2 при тривалості імпульсу 0,5·10-3-5·10-2 с і тривалості паузи 1·10-3-1·10-1 с.
Електроліт для нанесення покриттів сплавом кобальт-молібден-цирконій
Номер патенту: 84104
Опубліковано: 10.10.2013
Автори: Сахненко Микола Дмитрович, Глушкова Марина Олександрівна, Козяр Марина Олексіївна, Ведь Марина Віталіївна, Артеменко Валентина Мефодіївна
МПК: C25D 3/56
Мітки: кобальт-молібден-цирконій, нанесення, покриттів, сплавом, електроліт
Формула / Реферат:
Електроліт для нанесення сплаву кобальт-молібден-цирконій, що містить кобальту сульфат, натрію молібдат, калію пірофосфат, натрію цитрат та натрію сульфат, який відрізняється тим, що вводять цирконію сульфат при такому співвідношенні компонентів, моль/дм3: кобальту сульфат 0,1-0,2 натріу молібдат 0,02-0,05 цирконіу сульфат 0,01-0,05 ...
Спосіб нанесення покриття сплавом кобальт-молібден-вольфрам
Номер патенту: 80448
Опубліковано: 27.05.2013
Автори: Гапон Юліана Костянтинівна, Сахненко Микола Дмитрович, Ведь Марина Віталіївна, Зюбанова Світлана Іванівна
МПК: C25D 3/56
Мітки: спосіб, покриття, кобальт-молібден-вольфрам, нанесення, сплавом
Формула / Реферат:
Спосіб нанесення покриття сплавом кобальт-молібден-вольфрам шляхом електроосадження з комплексного полілігандного електроліту, який відрізняється тим, що електроосадження ведуть в імпульсному режимі при густині катодного струму 4-12,5 А/дм2, тривалості імпульсу 1×10-3-20×10-3 с, тривалості паузи 2×10-3-20×10-3 с.
Електроліт для формування покриттів сплавом кобальт-молібден-вольфрам
Номер патенту: 81121
Опубліковано: 25.06.2013
Автори: Гапон Юліана Костянтинівна, Сахненко Микола Дмитрович, Зюбанова Світлана Іванівна, Ведь Марина Віталіївна
МПК: C25D 3/56
Мітки: покриттів, кобальт-молібден-вольфрам, сплавом, формування, електроліт
Формула / Реферат:
Електроліт для нанесення покриттів сплавом кобальт-молібден-вольфрам, що містить сульфат кобальту, вольфрамат і молібдат натрію, цитрат натрію та хлорид амонію, який відрізняється тим, що для підвищення вмісту вольфраму і молібдену в покритті, адгезії, виходу за струмом, терміну експлуатації до складу електроліту додатково вводять боратну кислоту, сульфат та гідроксид натрію в наступному співвідношенні компонентів, моль/дм3: ...
Електроліт для нанесення покриття сплавом залізо-молібдену
Номер патенту: 86680
Опубліковано: 10.01.2014
Автори: Каракуркчі Ганна Володимирівна, Зюбанова Світлана Іванівна, Ведь Марина Віталіївна, Сахненко Микола Дмитрович
МПК: C25D 3/56
Мітки: залізо-молібдену, нанесення, покриття, електроліт, сплавом
Формула / Реферат:
Електроліт для нанесення покриття сплавом залізо-молібдену, що містить сульфат заліза (III), молібдат натрію, який відрізняється тим, що додатково введено натрій цитрат, борну кислоту, натрій сульфат, гідроксид натрію, в такому співвідношенні компонентів, моль/дм3: сульфат заліза (III) 0,1-0,2 молібдат натрію 0,06-0,08 цитрат натрію 0,3 ...
Попередній патент: Спосіб підсилення цегляного стовпа цегляною обоймою з використанням з’єднувальної арматури
Наступний патент: Спосіб підсилення цегляного стовпа цегляною обоймою
Випадковий патент: Матеріал для одержання тонких плівок оксиду алюмінію