Спосіб складання підшипника ковзання
Номер патенту: 95009
Опубліковано: 25.06.2011
Автори: Тарельник В'ячеслав Борисович, Тарельник Наталія В'ячеславівна, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
Формула / Реферат
1. Спосіб складання підшипника ковзання, що полягає в установленні корпусу і вкладишів, які охоплюють вал, в посадочних місцях з подальшим складанням підшипникового вузла, який відрізняється тим, що установлення корпусу і вкладишів в посадочних місцях виконують після того, як принаймні на одну з контактуючих поверхонь корпусу та/або вкладишів підшипника наносять покриття з м'яких металів та їх сплавів, що мають податливість.
2. Спосіб за п. 1, який відрізняється тим, що як покриття з м'яких металів наносять покриття з міді, срібла, олова, індію.
3. Спосіб за п. 1, який відрізняється тим, що як покриття із сплавів наносять покриття з бабіту.
4. Спосіб за будь-яким з пп. 2-3, який відрізняється тим, що покриття наносять методом електроерозійного легування.
5. Спосіб за п. 4, який відрізняється тим, що покриття наносять при енергії розряду 0,04-0,08 Дж, товщиною 0,05 - 0,12 мм.
Текст
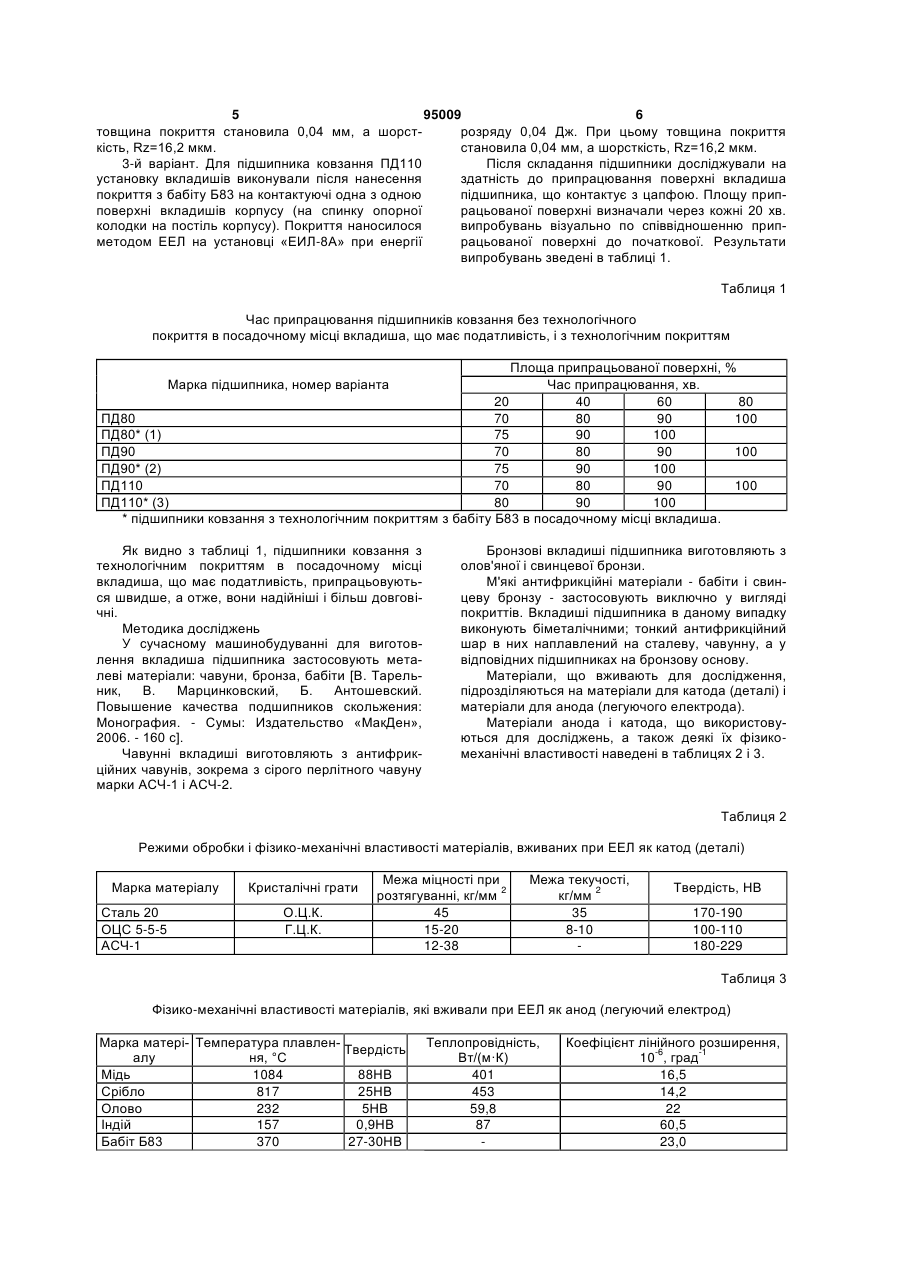
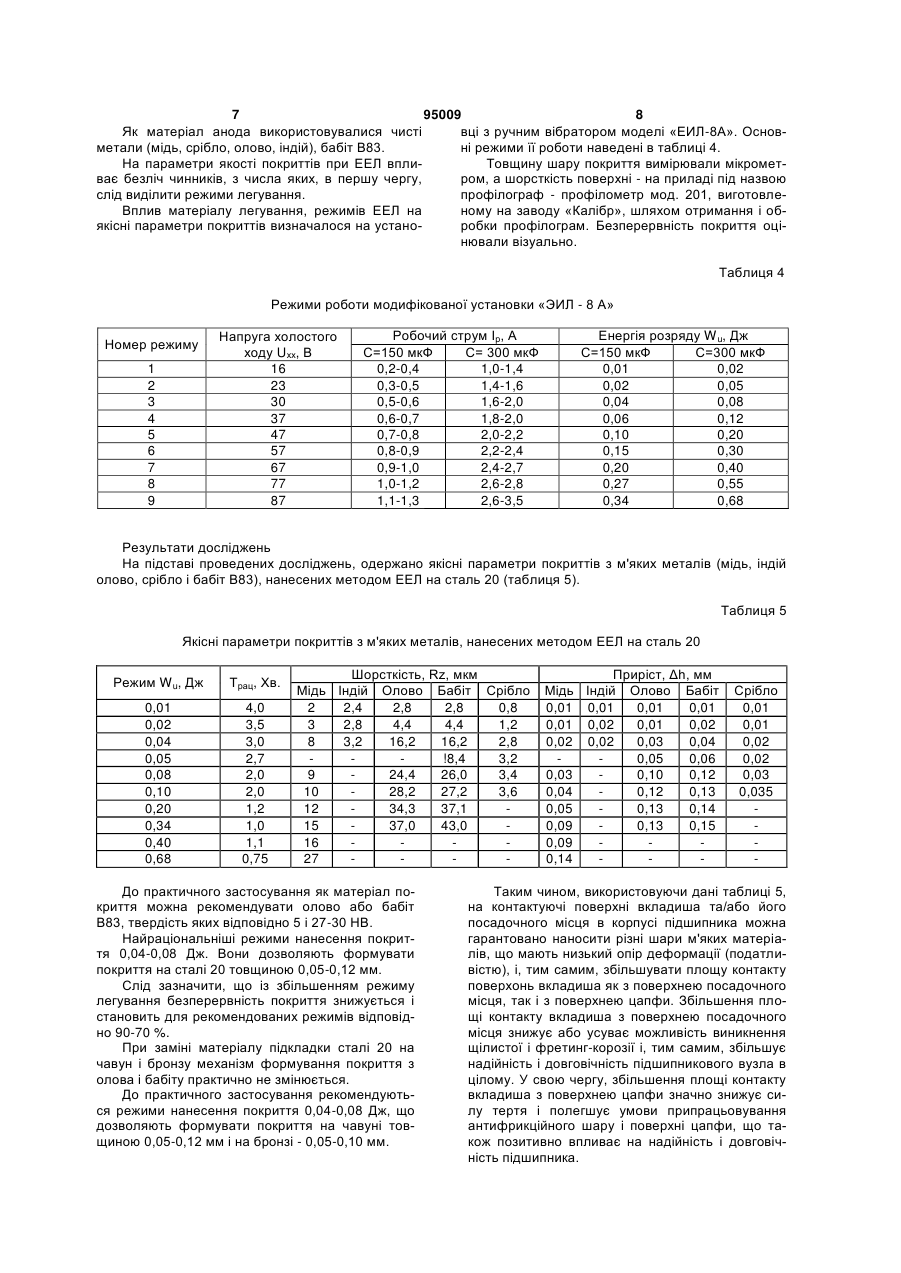
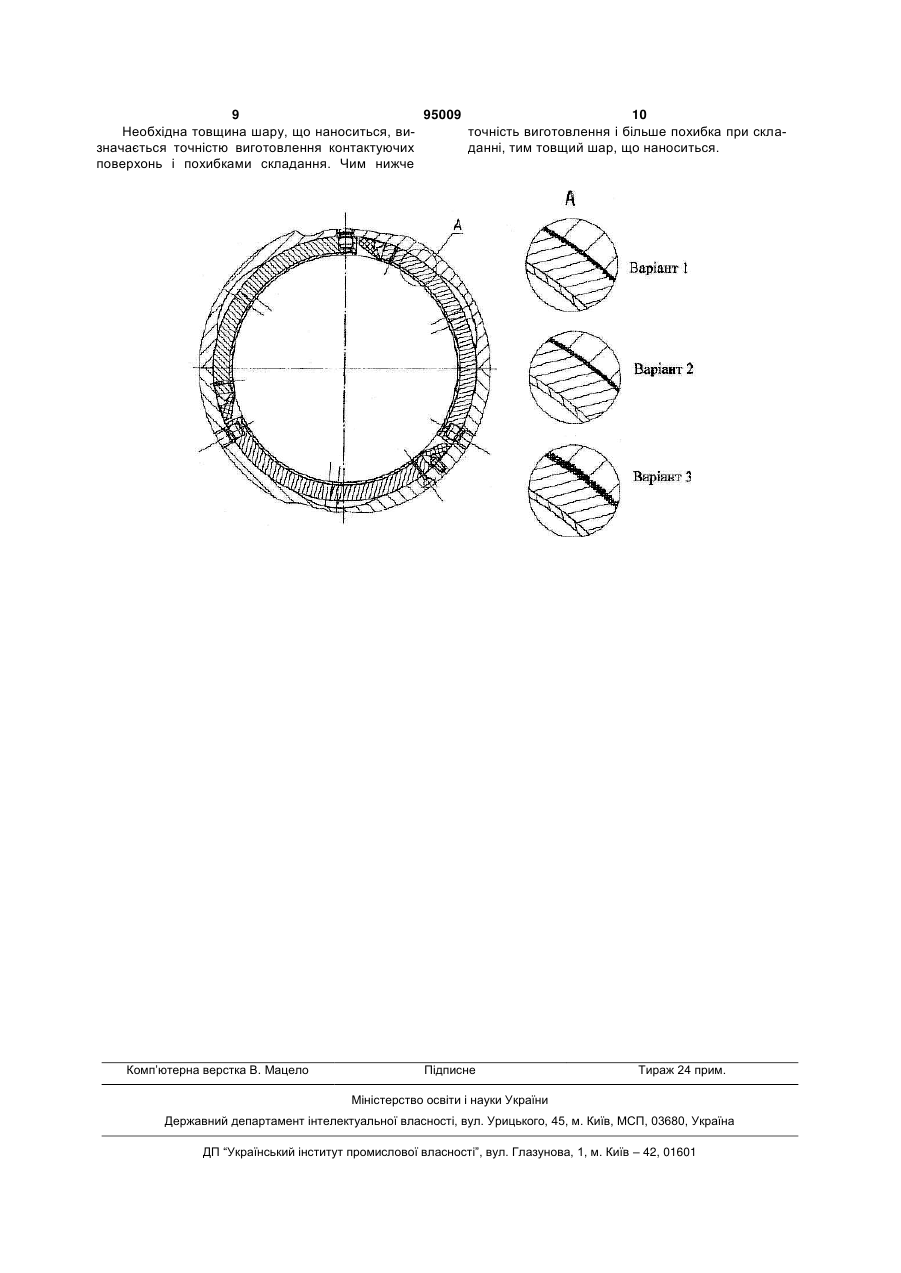
1. Спосіб складання підшипника ковзання, що полягає в установленні корпусу і вкладишів, які C2 2 (19) 1 3 95009 4 лястості, фізико-механічних властивостей поверхсення на його контактуючі поверхні м'яких матеріневого шару і від навантаження. алів. М'який матеріал, деформуючись під впливом Збільшення податливості однієї з деталей високих питомих навантажень, забезпечує самоусполученого вузла може сприятливо впливати на становлення вкладиша підшипника, компенсуючи його надійність і довговічність. похибки виготовлення підшипника ковзання. У довідковій літературі [Словник-довідник по Покриття з матеріалів, що мають податливість, тертю, зносу і змащенню деталей машин / В.Д. збільшують площу контакту взаємодіючих поверЗозуля, Е.Л. Шведков, Д.Я. Ровінський, Э.Д. Браун. хонь, що знижує або усуває можливість виникнен- Київ: Наукова думка, 1990. - 264 з.] під податливіня щілистої і фретинг-корозії і, тим самим, збільстю розуміють здатність деталі витримувати дешує надійність і довговічність підшипникового формації за межами пружності із збереженням вузла в цілому. У свою чергу, збільшення площі несучої спроможності. Це надзвичайно важлива контакту вкладиша з поверхнею цапфи значно властивість для масивних деталей тертя, напризнижує силу тертя і полегшує умови прироблення клад підшипників ковзання, гальмівних колодок і ін. антифрикційного шару і поверхні цапфи, що також Висока податливість матеріалу або виробу дозвопозитивно впливає на надійність і довговічність ляє забезпечувати добре прилягання поверхонь і, підшипника. тим самим, велику ефективність роботи, надійІснує велика кількість різних методів нанесенність і зносостійкість. ня покриттів з м'яких металів на сталеві вироби Найближчим до винаходу за технічним ре(гальванічний метод, металізація напиленням і ін.). зультатом є спосіб складання підшипника ковзанПорівняння їх достоїнств і недоліків дозволило ня, який полягає в установленні корпусу і вкладиобґрунтовано виділити як найперспективніший ша, що охоплює вал, в посадочних місцях, їх метод електроерозійного легування (ЕЕЛ) - процес кріпленні і подальшому складанні підшипникового перенесення матеріалу на поверхню, що обробвузла. [Патент РФ № 2044174, «Подшипник сколюється, іскровим електричним розрядом. Метод льжения и способ его сборки», МПК, F16C9/02. має ряд специфічних особливостей: пріоритет 23.01.92, опубліковано: 20.09.95. (прото- матеріал анода (легуючий матеріал) може тип)]. утворювати на поверхні катода (легована поверхНедоліком відомого способу складання є ня) шар покриття, надзвичайно міцно зчеплений з складність його здійснення. Даний спосіб припусповерхнею; в цьому випадку не тільки відсутня кає застосування розрізного пружинячого корпусу межа розділу між нанесеним матеріалом і метапідшипника, виготовленого зігнутим за формою лом основи, але навіть відбувається дифузія елепосадочного місця. Технологічний процес скламентів анода в катод; дання включає трудомістку операцію розгинання - легування можна здійснювати в строго вкакорпусу підшипника перед його установкою в позаних місцях, не захищаючи при цьому решту посадочному місці при досить складному процесі верхні деталі; кріплення. - технологія електроерозійного легування меПри використанні зазначеного способу не заталевих поверхонь дуже проста, а необхідна апабезпечується необхідного прилягання поверхонь, ратура малогабаритна і транспортабельна [Н.И. що знижує надійність та довговічність підшипника. Назаренко. Электроискровое легирование металВ основу винаходу поставлено задачу стволических поверхностей. - М.: Машиностроение, рення способу складання підшипника ковзання, 1976. - 46 с]. який би був простішим і ефективнішим та забезпеНа кресленні показані три варіанти нанесення чував високу надійність та довговічність підшипнипокриття на контактуючі поверхні корпусу і вклака. дишів перед їх установкою в посадочні місця. Поставлену задачу вирішують тим, що в споПриклад. собі складання підшипника ковзання, який полягає При виконанні робіт для ВАТ «Новомосковская в установленні корпусу і вкладишів, що охоплюють акционерная компания» «Азот» представники фівал, в посадочних місцях з подальшим складанрми «ТРИЗ» виготовляли підшипники демпферні ням підшипникового вузла, згідно з винаходом, (ПД80, ПД90 і ПД110) для турбокомпресорного установлення корпусу і вкладишів в посадочних агрегату 11ТК1. Установку вкладишів в корпусі місцях виконують після того, як принаймні на одну підшипника виконували по трьох варіантах. з контактуючих поверхонь корпусу та/або вклади1-й варіант. Для підшипника ковзання ПД80 шів підшипника наносять покриття з м’яких металів установку вкладишів виконували після нанесення та їх сплавів, що мають податливість. покриття з бабіту Б83 на поверхні вкладишів, що В способі можуть наносити покриття з м'яких контактують з корпусом (на спинку опорної колодметалів, наприклад міді, срібла, олова, індію. ки). Покриття наносили методом ЕЕЛ на установці В способі можуть наносити покриття з бабіту. «ЕИЛ-8А» при енергії розряду 0,04 Дж. При цьому Покриття можуть наносити методом електроетовщина покриття становила 0,04 мм, а шорстрозійного легування, при енергії розряду 0,04-0,08 кість, Rz=16,2 мкм. Дж, товщиною 0,05-0,12 мм. 2-й варіант. Для підшипника ковзання ПД90 Полегшення умов припрацювання і поліпшенустановку вкладишів виконували після нанесення ня режиму роботи в періоді після припрацювання покриття з бабіту Б83 на поверхню корпусу, що забезпечують за рахунок збільшення податливості контактує з вкладишами (на постіль корпусу). Поквкладиша підшипника і щільнішого прилягання до риття наносилося методом ЕЕЛ на установці посадочного місця, завдяки включенню в спосіб «ЕИЛ-8А» при енергії розряду 0,04 Дж. При цьому складання підшипникового вузла операції нане 5 95009 6 товщина покриття становила 0,04 мм, а шорстрозряду 0,04 Дж. При цьому товщина покриття кість, Rz=16,2 мкм. становила 0,04 мм, а шорсткість, Rz=16,2 мкм. 3-й варіант. Для підшипника ковзання ПД110 Після складання підшипники досліджували на установку вкладишів виконували після нанесення здатність до припрацювання поверхні вкладиша покриття з бабіту Б83 на контактуючі одна з одною підшипника, що контактує з цапфою. Площу припповерхні вкладишів корпусу (на спинку опорної рацьованої поверхні визначали через кожні 20 хв. колодки на постіль корпусу). Покриття наносилося випробувань візуально по співвідношенню припметодом ЕЕЛ на установці «ЕИЛ-8А» при енергії рацьованої поверхні до початкової. Результати випробувань зведені в таблиці 1. Таблиця 1 Час припрацювання підшипників ковзання без технологічного покриття в посадочному місці вкладиша, що має податливість, і з технологічним покриттям Площа припрацьованої поверхні, % Час припрацювання, хв. 20 40 60 80 ПД80 70 80 90 100 ПД80* (1) 75 90 100 ПД90 70 80 90 100 ПД90* (2) 75 90 100 ПД110 70 80 90 100 ПД110* (3) 80 90 100 * підшипники ковзання з технологічним покриттям з бабіту Б83 в посадочному місці вкладиша. Марка підшипника, номер варіанта Як видно з таблиці 1, підшипники ковзання з технологічним покриттям в посадочному місці вкладиша, що має податливість, припрацьовуються швидше, а отже, вони надійніші і більш довговічні. Методика досліджень У сучасному машинобудуванні для виготовлення вкладиша підшипника застосовують металеві матеріали: чавуни, бронза, бабіти [В. Тарельник, В. Марцинковский, Б. Антошевский. Повышение качества подшипников скольжения: Монография. - Сумы: Издательство «МакДен», 2006. - 160 с]. Чавунні вкладиші виготовляють з антифрикційних чавунів, зокрема з сірого перлітного чавуну марки АСЧ-1 і АСЧ-2. Бронзові вкладиші підшипника виготовляють з олов'яної і свинцевої бронзи. М'які антифрикційні матеріали - бабіти і свинцеву бронзу - застосовують виключно у вигляді покриттів. Вкладиші підшипника в даному випадку виконують біметалічними; тонкий антифрикційний шар в них наплавлений на сталеву, чавунну, а у відповідних підшипниках на бронзову основу. Матеріали, що вживають для дослідження, підрозділяються на матеріали для катода (деталі) і матеріали для анода (легуючого електрода). Матеріали анода і катода, що використовуються для досліджень, а також деякі їх фізикомеханічні властивості наведені в таблицях 2 і 3. Таблиця 2 Режими обробки і фізико-механічні властивості матеріалів, вживаних при ЕЕЛ як катод (деталі) Марка матеріалу Сталь 20 ОЦС 5-5-5 АСЧ-1 Кристалічні грати О.Ц.К. Г.Ц.К. Межа міцності при 2 розтягуванні, кг/мм 45 15-20 12-38 Межа текучості, 2 кг/мм 35 8-10 Твердість, НВ 170-190 100-110 180-229 Таблиця 3 Фізико-механічні властивості матеріалів, які вживали при ЕЕЛ як анод (легуючий електрод) Марка матері- Температура плавленТвердість алу ня, °С Мідь 1084 88НВ Срібло 817 25НВ Олово 232 5НВ Індій 157 0,9НВ Бабіт Б83 370 27-30НВ Теплопровідність, Вт/(м·К) 401 453 59,8 87 Коефіцієнт лінійного розширення, -6 -1 10 , град 16,5 14,2 22 60,5 23,0 7 95009 8 Як матеріал анода використовувалися чисті вці з ручним вібратором моделі «ЕИЛ-8А». Основметали (мідь, срібло, олово, індій), бабіт В83. ні режими її роботи наведені в таблиці 4. На параметри якості покриттів при ЕЕЛ вплиТовщину шару покриття вимірювали мікрометває безліч чинників, з числа яких, в першу чергу, ром, а шорсткість поверхні - на приладі під назвою слід виділити режими легування. профілограф - профілометр мод. 201, виготовлеВплив матеріалу легування, режимів ЕЕЛ на ному на заводу «Калібр», шляхом отримання і обякісні параметри покриттів визначалося на устаноробки профілограм. Безперервність покриття оцінювали візуально. Таблиця 4 Режими роботи модифікованої установки «ЭИЛ - 8 А» Номер режиму 1 2 3 4 5 6 7 8 9 Напруга холостого ходу Uхх, В 16 23 30 37 47 57 67 77 87 Робочий струм Ір, А С=150 мкФ С= 300 мкФ 0,2-0,4 1,0-1,4 0,3-0,5 1,4-1,6 0,5-0,6 1,6-2,0 0,6-0,7 1,8-2,0 0,7-0,8 2,0-2,2 0,8-0,9 2,2-2,4 0,9-1,0 2,4-2,7 1,0-1,2 2,6-2,8 1,1-1,3 2,6-3,5 Енергія розряду W u, Дж С=150 мкФ С=300 мкФ 0,01 0,02 0,02 0,05 0,04 0,08 0,06 0,12 0,10 0,20 0,15 0,30 0,20 0,40 0,27 0,55 0,34 0,68 Результати досліджень На підставі проведених досліджень, одержано якісні параметри покриттів з м'яких металів (мідь, індій олово, срібло і бабіт В83), нанесених методом ЕЕЛ на сталь 20 (таблиця 5). Таблиця 5 Якісні параметри покриттів з м'яких металів, нанесених методом ЕЕЛ на сталь 20 Режим W u, Дж Трац, Хв. 0,01 0,02 0,04 0,05 0,08 0,10 0,20 0,34 0,40 0,68 4,0 3,5 3,0 2,7 2,0 2,0 1,2 1,0 1,1 0,75 Шорсткість, Rz, мкм Мідь Індій Олово Бабіт Срібло 2 2,4 2,8 2,8 0,8 3 2,8 4,4 4,4 1,2 8 3,2 16,2 16,2 2,8 !8,4 3,2 9 24,4 26,0 3,4 10 28,2 27,2 3,6 12 34,3 37,1 15 37,0 43,0 16 27 До практичного застосування як матеріал покриття можна рекомендувати олово або бабіт В83, твердість яких відповідно 5 і 27-30 НВ. Найраціональніші режими нанесення покриття 0,04-0,08 Дж. Вони дозволяють формувати покриття на сталі 20 товщиною 0,05-0,12 мм. Слід зазначити, що із збільшенням режиму легування безперервність покриття знижується і становить для рекомендованих режимів відповідно 90-70 %. При заміні матеріалу підкладки сталі 20 на чавун і бронзу механізм формування покриття з олова і бабіту практично не змінюється. До практичного застосування рекомендуються режими нанесення покриття 0,04-0,08 Дж, що дозволяють формувати покриття на чавуні товщиною 0,05-0,12 мм і на бронзі - 0,05-0,10 мм. Приріст, Δh, мм Мідь Індій Олово Бабіт 0,01 0,01 0,01 0,01 0,01 0,02 0,01 0,02 0,02 0,02 0,03 0,04 0,05 0,06 0,03 0,10 0,12 0,04 0,12 0,13 0,05 0,13 0,14 0,09 0,13 0,15 0,09 0,14 Срібло 0,01 0,01 0,02 0,02 0,03 0,035 Таким чином, використовуючи дані таблиці 5, на контактуючі поверхні вкладиша та/або його посадочного місця в корпусі підшипника можна гарантовано наносити різні шари м'яких матеріалів, що мають низький опір деформації (податливістю), і, тим самим, збільшувати площу контакту поверхонь вкладиша як з поверхнею посадочного місця, так і з поверхнею цапфи. Збільшення площі контакту вкладиша з поверхнею посадочного місця знижує або усуває можливість виникнення щілистої і фретинг-корозії і, тим самим, збільшує надійність і довговічність підшипникового вузла в цілому. У свою чергу, збільшення площі контакту вкладиша з поверхнею цапфи значно знижує силу тертя і полегшує умови припрацьовування антифрикційного шару і поверхні цапфи, що також позитивно впливає на надійність і довговічність підшипника. 9 95009 10 Необхідна товщина шару, що наноситься, виточність виготовлення і більше похибка при склазначається точністю виготовлення контактуючих данні, тим товщий шар, що наноситься. поверхонь і похибками складання. Чим нижче Комп’ютерна верстка В. Мацело Підписне Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for assemblage of friction bearing
Автори англійськоюMartsynkovskyi Vasyl Sihizmundovych, Tarelnyk Viacheslav Borysovych, Tarelnyk Natalia Viacheslavivna
Назва патенту російськоюСпособ сборки подшипника скольжения
Автори російськоюМарцинковский Василий Сигизмундович, Тарельник Вячеслав Борисович, Тарельник Наталия Вячеславовна
МПК / Мітки
МПК: B23H 9/00, F16C 33/04, F16C 9/00
Мітки: спосіб, підшипника, ковзання, складання
Код посилання
<a href="https://ua.patents.su/5-95009-sposib-skladannya-pidshipnika-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб складання підшипника ковзання</a>
Спосіб складання підшипника ковзання
Номер патенту: 52651
Опубліковано: 10.09.2010
Автори: Тарельник Наталія В'ячеславівна, Тарельник В'ячеслав Борисович, МАРЦИНКОВСЬКИЙ ВАСИЛЬ СІГІЗМУНДОВИЧ
МПК: F16C 9/00, F16C 33/04
Мітки: підшипника, спосіб, складання, ковзання
Формула / Реферат:
1. Спосіб складання підшипника ковзання, що полягає в установленні корпусу і вкладишів, які охоплюють вал, в посадочних місцях з подальшим складанням підшипникового вузла, який відрізняється тим, що установлення корпусу і вкладишів в посадочних місцях виконують після того, як принаймні на одну з контактуючих поверхонь корпусу та/або вкладишів підшипника наносять покриття з матеріалів, що мають податливість.2. Спосіб за п. 1, який...
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Сніговський Федір Павлович, Скирденко Олег Іванович, Кутєйніков Анатолій Миколайович
МПК: F16C 33/00
Мітки: підшипника, обробки, спосіб, ковзання
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Сергій Михайлович, Романов Дмитро Сергійович
МПК: F16C 33/04, F16C 33/08, F16C 17/00
Мітки: вкладиш, підшипника, вкладиша, спосіб, виготовлення, ковзання
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Іщенко Анатолій Олексійович, Краснов Антон Володимирович
МПК: F16C 19/00
Мітки: виготовлення, підшипника, ковзання, спосіб, вкладиша
Формула / Реферат:
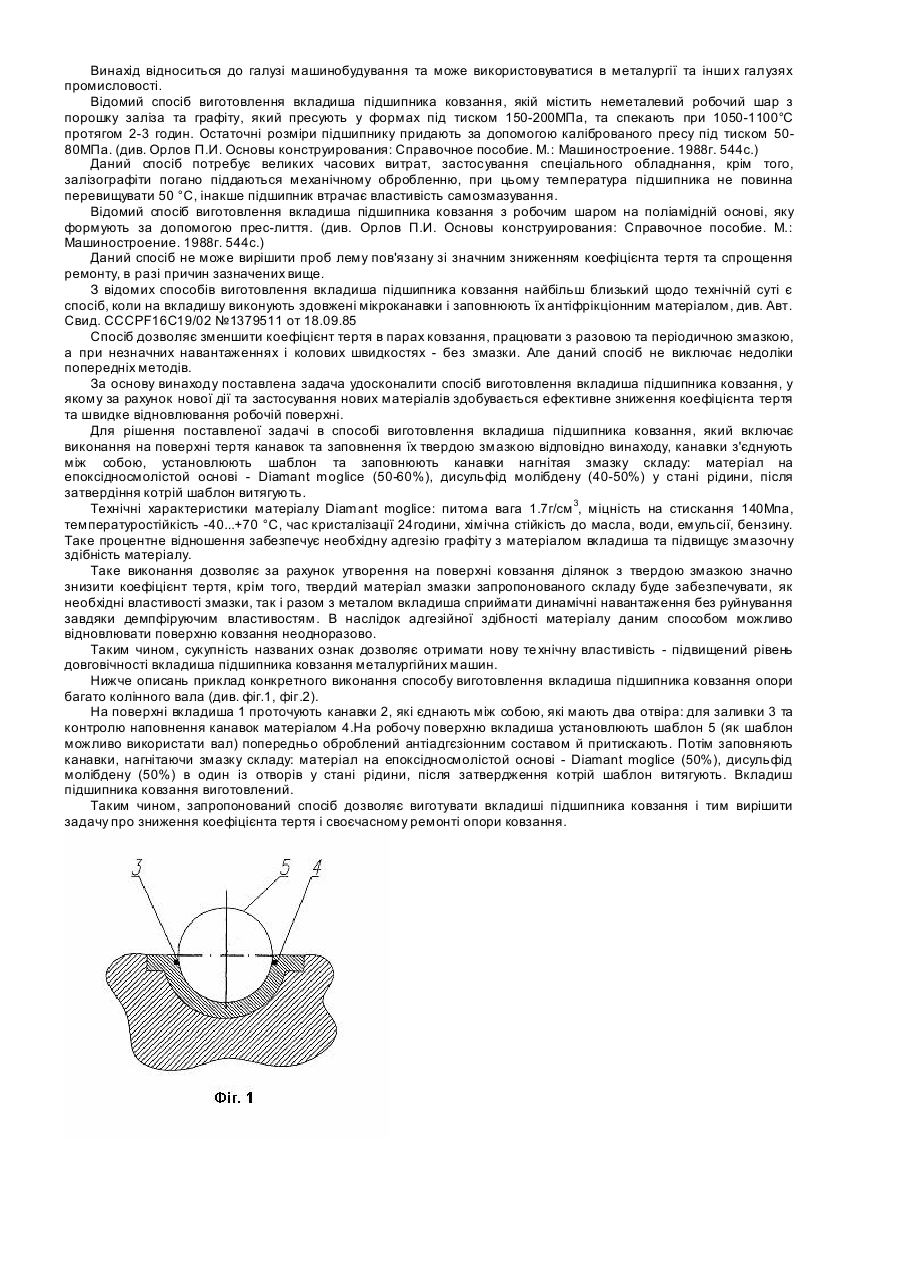
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 35079
Опубліковано: 26.08.2008
Автори: Панасовський Леонід Володимирович, Артілаква Леван Шалвович, Нещерет Ігор Григорійович, Третьяков Євген Едуардович
МПК: F16C 33/06
Мітки: підшипника, вкладиша, спосіб, ковзання, виготовлення
Формула / Реферат:
1. Спосіб виготовлення вкладиша підшипника ковзання, що включає формотворення зовнішнього шару - сталевої підкладки, робочого шару - антифрикційного покриття, який відрізняється тим, що вводять проміжний шар олов'янистої бронзи і здійснюють послідовне наплавлення шару олов'янистої бронзи на сталеву підкладку на внутрішню поверхню, а також по торцях вкладиша, а антифрикційне покриття - на внутрішню поверхню шару олов'янистої бронзи шляхом...
Попередній патент: Двошаровий бетонний виріб
Наступний патент: Спосіб та пристрій для штабелювання пластиноподібних виробів
Випадковий патент: Спосіб збирання кукурудзи на зерно або насіння