Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 35079
Опубліковано: 26.08.2008
Автори: Артілаква Леван Шалвович, Нещерет Ігор Григорійович, Третьяков Євген Едуардович, Панасовський Леонід Володимирович
Формула / Реферат
1. Спосіб виготовлення вкладиша підшипника ковзання, що включає формотворення зовнішнього шару - сталевої підкладки, робочого шару - антифрикційного покриття, який відрізняється тим, що вводять проміжний шар олов'янистої бронзи і здійснюють послідовне наплавлення шару олов'янистої бронзи на сталеву підкладку на внутрішню поверхню, а також по торцях вкладиша, а антифрикційне покриття - на внутрішню поверхню шару олов'янистої бронзи шляхом дугового наплавлення у середовищі аргону: шару олов'янистої бронзи - плавким електродом у імпульсному режимі, антифрикційного покриття - неплавким електродом.
2. Спосіб за п. 1, який відрізняється тим, що як антифрикційне покриття використовують бабіт.
Текст
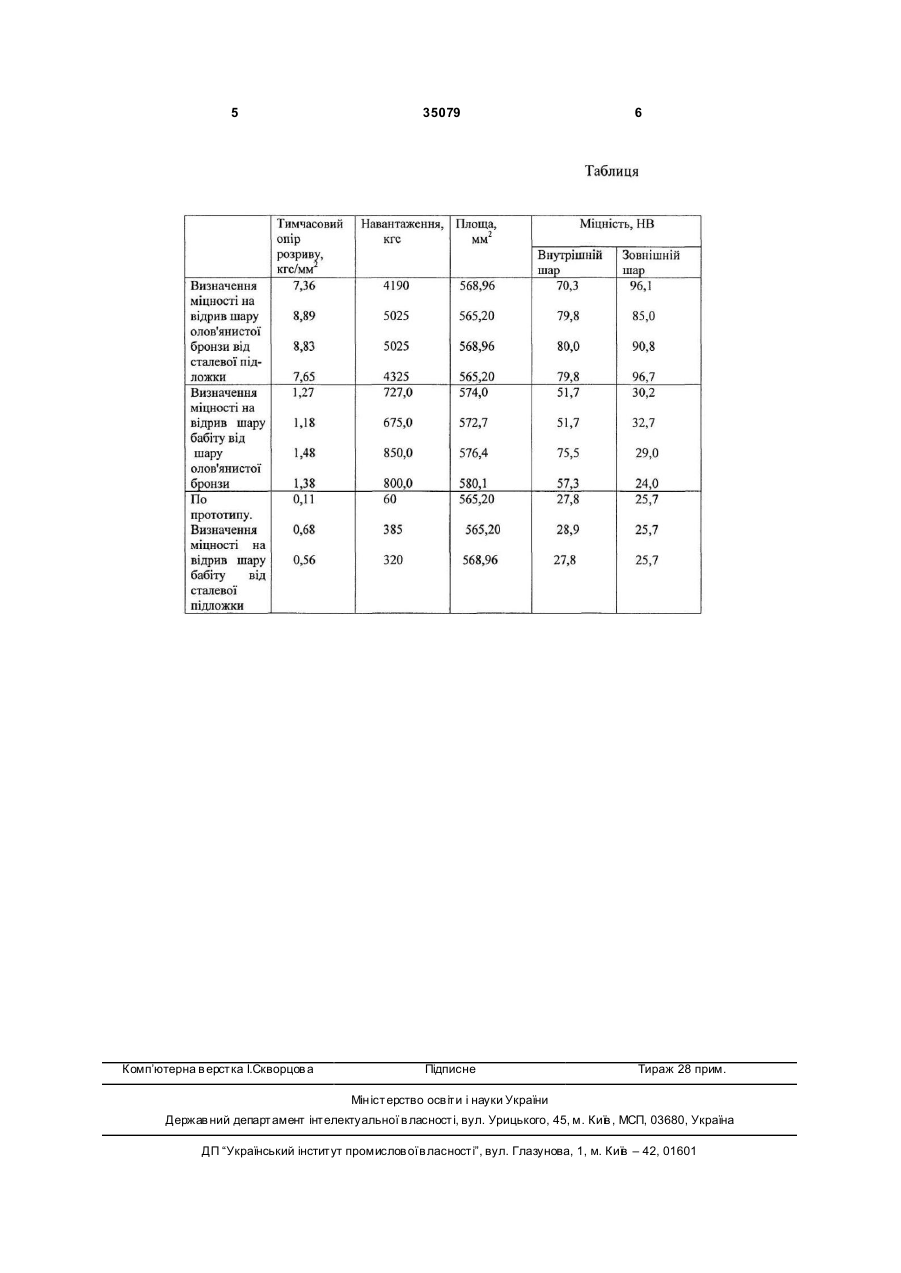
1. Спосіб виготовлення вкладиша підшипника ковзання, що включає формотворення зовнішньо 3 35079 При виготовленні вкладиша підшипника ковзання, у якому шар олов'янистої бронзи наплавляють на сталеву підкладку на внутрішню поверхню, а також по торцях вкладиша, товщина шару олов'янистої бронзи може бути будь-якою для кожного конкретного випадку. Виготовлення вкладиша підшипника, запропонованим способом, шляхом наплавлення шару олов'янистої бронзи плавким електродом у середовищі аргону у імпульсному режимі дає можливість одержувати щільний шар олов'янистої бронзи. Від шару олов'янистої бронзи у підкладку поширюються тріщиноподібні включення олов'янистої бронзи. Ці порожнини повністю заповнюються металом олов'янистої бронзи внаслідок чого утворюється щільне зчеплення шару олов'янистої бронзи зі сталевою підложкою. А наплавлення антифрикційного (бабітового) шару неплавким електродом дає щільне з'єднання шарів бронзи і бабіту. У відомому способі перед заливкою поверхня вкладиша підлягає лудінню. При цьому на площадках фактичного контакту поверхностей діють сили молекулярного притяжіння, які проявляються на відстанях у десятки разів перевищуючих міжатомні у кристалічних решітках і збільшуються з підвищенням температури. Перехідний шар , який обумовлює щільний металевий зв'язок, при цьому відсутній, що негативно впливає на якість заливки бабіту, теплопровідність і працездатність підшипника у цілому. Крім того, наявність шару олов'янистої бронзи на внутрішній поверхні і по торцях сталевого вкладиша, у запропонованому способі забезпечує інтенсивне відведення тепла із робочої зони вкладиша, що виникає при роботі тертьової пари - шийки вала і підшипника. Таким чином, умови теплообміну значно більше привабливі у порівнянні з відомими і середня температура вкладиша при експлуатації на 6-8°С нижче, ніж у прототипі. Приклад виконання. Для випробувань підшипник виготовляють за наступною технологією. На сталеву підкладку на внутрішню поверхню і по торцях наносять шар олов'янистої бронзи шляхом наплавлення у сере 4 довищі аргону плавким електродом за допомогою джерела току інвертерного типу з пологопадаючою вольт-амперною характеристикою у імпульсному режимі. Після наплавлення шару олов'янистої бронзи виконують нормалізуюче відпускання заготовки вкладиша для зняття виникаючого напруження при температурі 610-6300C. Токарною обробкою досягають необхідну конструктивну конфігурацію, після чого наплавляють бабітовий антифрикційний шар на попередньо наплавлений шар олов'янистої бронзи неплавким електродом за допомогою джерела току інверторного типу з крутопадаючою вольт-амперною характеристикою у середовищі аргону. Після остаточної токарної обробки одержують триметалевий вкладиш підшипника ковзання, який складається зі сталевої підкладки, проміжного шару олов'янистої бронзи, розташованого на внутрішній поверхні і по торцях сталевої підкладки і антифрикційного бабітового шару. Аналіз результатів випробувань визначення міцності на відрив шару бронзи від сталевої підкладки , а також шару бабіту від шару олов'янистої бронзи показав високі значення міцності з'єднання шарів. Випробування міцності показали, що зовнішні і внутрішні наплавлені шари мають різну міцність, але міцність шарів вкладиша підшипника, виготовленого запропонованим способом, значно перевищує міцність вкладиша підшипника, виготовленого по відомій технології. Результати випробувань наведено в таблиці. У якості порівняння наведені випробування зразка бабітового вкладиша, одержаного методом відцентрової заливки. Випробування зразка показали низькі механічні якості і низьку якість з'єднання шару бабіту зі стальною підложкою. Як видно з таблиці вкладиш підшипника, виконаний запропонованим способом, забезпечує суттєве підвищення міцності, за рахунок збільшення ступеню зчеплення шарів олов'янистої бронзи зі сталевою підложкою і антифрикційного бабітового шару з шаром олов'янистої бронзи, крім того, дає можливість значно збільшити ступінь теплопередачі і відведення тепла із робочої зони. 5 Комп’ютерна в ерстка І.Скворцов а 35079 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for making slider bearing shell
Автори англійськоюArtilakva Levan Shalvovych, Panasovskyi Leonid Volodymyrovych, Tretiakov Yevhen Eduardovych, Nescheret Ihor Hryhoriiovych
Назва патенту російськоюСпособ изготовления вкладыша подшипника скольжения
Автори російськоюАртилаква Леван Шалвович, Панасовский Леонид Владимирович, Третьяков Евгений Эдуардович, Нещерет Игорь Григорьевич
МПК / Мітки
МПК: F16C 33/06
Мітки: спосіб, виготовлення, вкладиша, ковзання, підшипника
Код посилання
<a href="https://ua.patents.su/3-35079-sposib-vigotovlennya-vkladisha-pidshipnika-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення вкладиша підшипника ковзання</a>
Вкладиш підшипника ковзання і спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 81288
Опубліковано: 25.12.2007
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
МПК: F16C 17/00, F16C 33/08, F16C 33/04
Мітки: виготовлення, вкладиш, ковзання, підшипника, спосіб, вкладиша
Формула / Реферат:
1. Вкладиш підшипника ковзання, що складається зі сталевого корпуса, на якому зафіксована принаймні одна біметалева накладка, виконана у вигляді шару антифрикційного матеріалу, розміщеного на сталевій підкладці, який відрізняється тим, що підкладка біметалевої накладки зафіксована на корпусі вкладиша за допомогою електрозаклепок.2. Вкладиш підшипника ковзання за п. 1, який відрізняється тим, що принаймні частина корпуса вкладиша...
Спосіб виготовлення вкладиша підшипника ковзання
Номер патенту: 65951
Опубліковано: 15.04.2004
Автори: Іщенко Анатолій Олексійович, Краснов Антон Володимирович
МПК: F16C 19/00
Мітки: підшипника, спосіб, вкладиша, виготовлення, ковзання
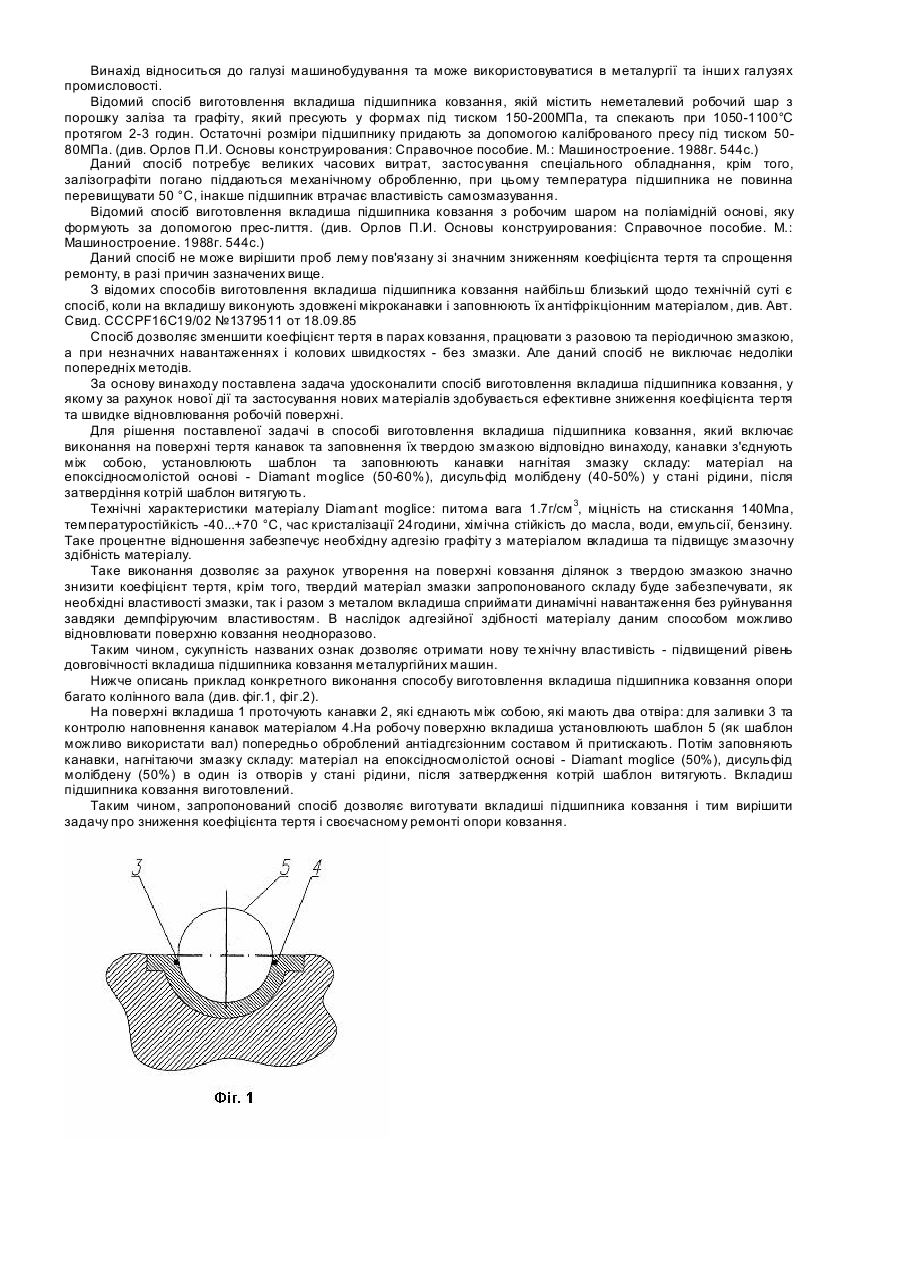
Формула / Реферат:
Спосіб виготовлення вкладиша підшипника ковзання, який включає виготовлення на поверхні тертя канавок і заповнення їх твердою змазкою, який відрізняється тим, що канавки з'єднують між собою, установлюють шаблон та заповнюють канавки, нагнітаючи змазку складу: матеріал на епоксидносмолистій основі - Diamant moglice (50-60 %), дисульфід молібдену (40-50 %) у стані рідини, після затвердіння котрої шаблон витягують.
Сферичний підшипник ковзання і спосіб виготовлення сферичного підшипника ковзання
Номер патенту: 83486
Опубліковано: 25.07.2008
Автори: Романов Дмитро Сергійович, Романов Сергій Михайлович
МПК: F16C 33/08, F16C 17/00, F16C 33/02
Мітки: виготовлення, ковзання, сферичного, спосіб, сферичний, підшипник, підшипника
Формула / Реферат:
1. Сферичний підшипник ковзання, який складається з несучих елементів підшипника, а саме з металевого корпуса, виконаного в цілому у вигляді втулки, і внутрішнього кільця зі сферичною поверхнею, а також вкладиша, який відрізняється тим, що вкладиш складається із шару антифрикційного матеріалу, розміщеного на сталевій підкладці, і зафіксований на несучому елементі за допомогою електрозаклепок.2. Сферичний підшипник ковзання за п. 1,...
Спосіб виготовлення біметалевого підшипника ковзання
Номер патенту: 58552
Опубліковано: 15.08.2003
Автори: Соловьйов Володимир Андрійович, Тракшинський Роман Борисович, Тракшинський Борис Романович, Тракшинський Яков Романович
МПК: F16C 33/04, B22D 19/08, F16C 33/12
Мітки: ковзання, біметалевого, підшипника, виготовлення, спосіб
Формула / Реферат:
Спосіб виготовлення біметалевого підшипника ковзання, що включає наплавлення на робочу поверхню підшипника ковзання антифрикційного композиційного матеріалу у вигляді металопорошкової шихти з матричного порошку, сталевого графітизованого дробу та технологічних флюсів, який відрізняється тим, що металопорошкову шихту наносять на підготовлену поверхню безпосередньо у відкриту форму, виконану у вигляді канавки на поверхні підшипника або...
Спосіб обробки підшипника ковзання
Номер патенту: 57086
Опубліковано: 16.06.2003
Автори: Кутєйніков Анатолій Миколайович, Сніговський Федір Павлович, Скирденко Олег Іванович
МПК: F16C 33/00
Мітки: спосіб, обробки, підшипника, ковзання
Формула / Реферат:
Спосіб обробки підшипника ковзання, що включає механічну обробку металевого корпуса, обробку його імпульсним електромагнітним полем, який відрізняється тим, що обробці імпульсним електромагнітним полем піддають також вал і вкладиш підшипника.
Попередній патент: Оптичний датчик газу
Наступний патент: Велосипедна передача
Випадковий патент: Готова лікарська форма протамінсульфату