Спосіб та пристрій для штабелювання пластиноподібних виробів
Формула / Реферат
1. Пристрій для штабелювання пластиноподібних виробів, що містить:
a) транспортувальний засіб (3) для переміщення пластиноподібного виробу (2) в зону пересувного гребеня (7);
b) пересувний гребінь (7), виконаний із можливістю переміщення пластиноподібного виробу (2) на площину, утворену переднім піддонним гребенем (6) та заднім піддонним гребенем (5), причому гребеневі структури гребенів (6) і (7) взаємно проникають одна в іншу;
c) утримуючий гребінь (8), виконаний із можливістю перешкоджання зворотному руху пластиноподібного виробу (2), коли передній піддонний гребінь (6) та задній піддонний гребінь (5) відходять один від одного, і регулювання падіння пластиноподібного виробу (2) на штабель пластин.
d) центральну систему змащування рухомих конструктивних елементів (3, 7, 6, 5, 8) з елементами стеження засобами інформаційної техніки, а також засоби для контролю дотримання допуску часу на виконання процесу керування рухомими конструктивними елементами (3, 7, 6, 5, 8) та формування сигналу тривоги у разі перевищення межі допуску.
2. Пристрій за п. 1, який відрізняється тим, що необхідні для виробничого процесу напрямні елементи, які підлягають прискоренню, виготовлені із легкого та міцного на вигин матеріалу.
3. Пристрій за одним із пп. 1, 2, який відрізняється тим, що містить сервомотори для переміщення рухомих конструктивних елементів (3, 7, 6, 5, 8).
4. Пристрій за одним із попередніх пунктів, який відрізняється тим, що містить камеру для контролю за дотриманням важливих параметрів штабельованого матеріалу на початку процесу штабелювання і засоби автоматичного відсортування бракованих виробів.
5. Спосіб штабелювання пластиноподібних виробів, що включає такі операції:
a) пластиноподібний виріб (2) за допомогою транспортера (3) подають на штабелювальний пристрій;
b) пластиноподібний виріб (2) пересувають в напрямку розділюваної площини (5, 6);
c) передню частину (6) розділюваної площини в певний момент часу починають переміщувати назустріч напрямку переміщення пластиноподібного виробу (2), причому одночасно утримуючим гребенем (8) перешкоджають переміщенню пластиноподібного виробу (2) разом із нею.
d) задню частину (5) розділюваної площини переміщують у напрямку, протилежному рухові передньої частини (6), причому утримуючий гребінь (8) переміщують вертикально вниз;
e) пластиноподібний виріб (2) при звільненні за допомогою розділюваної площини (5, 6) напрямляють під дію сили тяжіння вниз у приймальне положення.
Текст
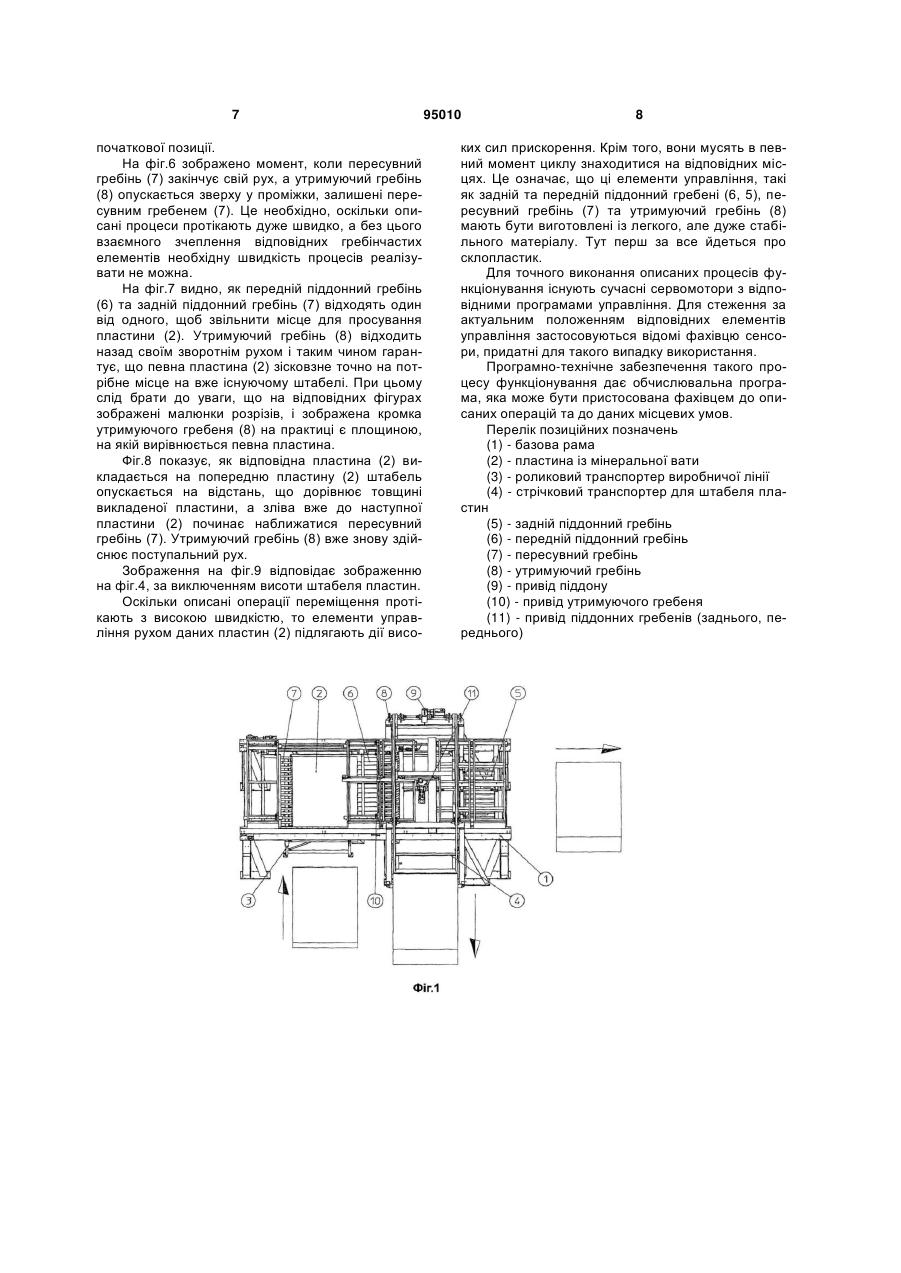
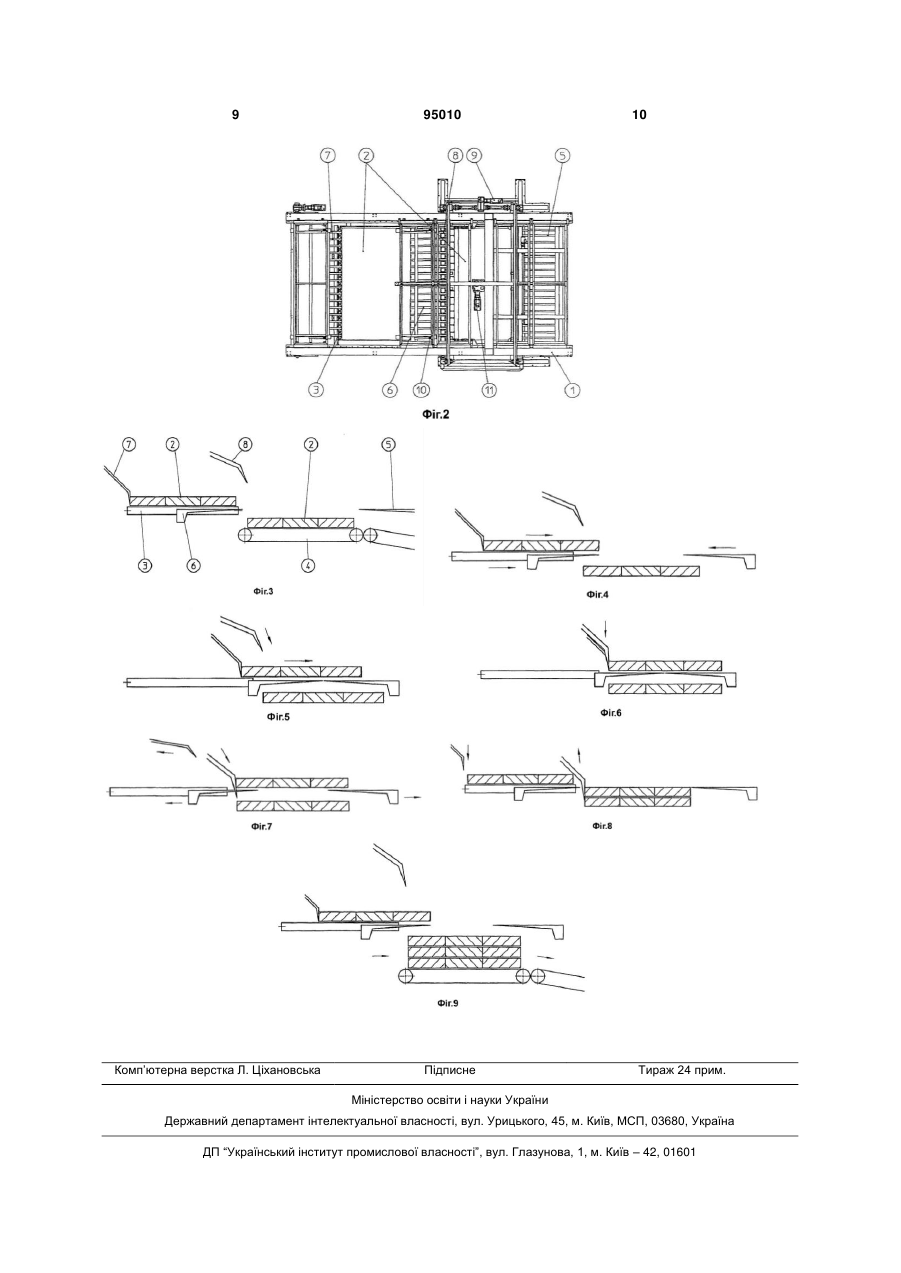
1. Пристрій для штабелювання пластиноподібних виробів, що містить: a) транспортувальний засіб (3) для переміщення пластиноподібного виробу (2) в зону пересувного гребеня (7); b) пересувний гребінь (7), виконаний із можливістю переміщення пластиноподібного виробу (2) на площину, утворену переднім піддонним гребенем (6) та заднім піддонним гребенем (5), причому гребеневі структури гребенів (6) і (7) взаємно проникають одна в іншу; c) утримуючий гребінь (8), виконаний із можливістю перешкоджання зворотному руху пластиноподібного виробу (2), коли передній піддонний гребінь (6) та задній піддонний гребінь (5) відходять один від одного, і регулювання падіння пластиноподібного виробу (2) на штабель пластин. d) центральну систему змащування рухомих конструктивних елементів (3, 7, 6, 5, 8) з елементами стеження засобами інформаційної техніки, а також засоби для контролю дотримання допуску часу на C2 2 UA 1 3 точковим принципом за допомогою невеликих кількостей зв'язуючого засобу, який твердіє переважно на зразок дуропласту. Мінеральне волокно отримують із розплаву, який розкладається на волокна в подрібнювачі. При виготовленні подібних ізоляційних матеріалів слід зводити до мінімуму частку органічних субстанцій, щоб по можливості забезпечити відповідність класу будівельних матеріалів «Незаймисті матеріали згідно з DIN4101, частина 2». 3 іншого боку, має бути збережена еластичність і водночас пружність окремих мінеральних волокон всередині ізоляційного матеріалу. Нижня межа вмісту зв'язуючих засобів визначається збереженням властивостей матеріалу, необхідних для застосування, наприклад міцності на стискання та розтягнення. Щоб зробити волокнисту масу водовідштовхувальною, додають ще й просочувальні засоби в кількості приблизно 0,10,4% від масової частки. Традиційно відрізняють ізоляційні матеріали із скловати та із мінеральної вати. Волокно із скловати виготовляють із силікатних розплавів з відносно високим вмістом лугу, принагідно із оксидів бору, шляхом пропускання розплаву крізь дрібні отвори в стінках обертального корпусу. При цьому виникають відносно довгі та гладенькі мінеральні волокна, які забезпечуються зв'язуючими та просочувальними засобами і потрапляють на повітропроникний транспортер. Питома продуктивність подібного волокноутворюючого агрегату є невисокою, становлячи лише кількасот кілограмів мінерального волокна на годину. Тому по виробничій лінії встановлюють один за одним багато агрегатів разом з відповідними завантажувальними шахтами. Безкінечний волокнистий пласт, що витягується із подрібнювачів, має бути відтранспортований більш чи менш швидко в залежності від бажаної товщини та об'ємної щільності виробу. Затвердіння зв'язуючого засобу, який фіксує структуру виготовлюваного ізоляційного матеріалу, здійснюється в гартівній печі, в якій гаряче повітря проходить крізь волокнистий пласт. Потім затверділий волокнистий пласт обрізають з боків і приміром посередині розділяють на дві смуги, від яких майже без втрат можна відрізати ізоляційні пластини певної довжини і будь-якої ширини, в межах ширини пласту. Ізоляційні матеріали із мінерального волокна, зокрема ізоляційні пластини із мінерального волокна, піддаються стисканню не так легко, як ізоляційні матеріали із скловолокна, оскільки вони мають відчутно різні структури, які переважно виражені у формі коротких скручених мінеральних волокон, причому мінеральні волокна вже на своєму шляху від подрібнювача до транспортера утворюють волокнисту невпорядковану масу. Завдяки такій поведінці, незважаючи на низьку порівняно з ізоляційними матеріалами із скловолокна кількість зв'язуючого, що становить близько 3059% забезпечуються відносно високі значення стискання та поперечного розтягнення. Оскільки дуже ефективні агрегати для утворення волокон із розплаву силікатного мінералу дозволяють високі показники пропускної здатності матеріалу, необхідно мінеральні волокна, просяк 95010 4 нуті зв'язуючими та просочувальними засобами, дуже швидко відтранспортовувати у формі волокнистого пласту з причини їх швидкого охолодження. Це відбувається у формі якомога тоншої так званої первинної безперервної смуги, яка через маятниковий пристрій якомога пласкіше викладається поперек другого транспортувального засобу, що рухається повільніше. Шляхом складання під час маятникового руху тонкої первинної безперервної смуги відбувається вирівнювання нерівностей всередині безперервної смуги, відтак і в утвореному із неї безкінечному волокнистому пласті. Так, наприклад, виготовлені із нього ізоляційні матеріали мають дуже незначні відхилення по ширині виробничої лінії і по висоті волокнистого пласту. Виготовлені із мінерального волокна пластини ізоляційного матеріалу мають такі традиційні габарити довжина 1 м або 1,2 м, ширина 0,6 м або 0,625 м та товщина приблизно 20 мм - 240 мм. Ізоляційні пластини виготовляються у великих кількостях і тому після форматування мають бути складені в штабелі, упаковані і надіслані. Із опису DE 3736759 А1 відомим є пристрій для штабелювання пластин, що має раму, де встановлено транспортувальний засіб для пластин, причому пластини транспортуються від виходу із машини до касети, в якій вони штабелюються. В пункті 1 формули винаходу в цьому документі як суттєва ознака вказано, що на оберненій до касети стороні рами на бічних її сторонах встановлено поворотну вилку завдяки чому поворотна вилка із горизонтального положення відходить під кутом до 120° і потрапляє у випрямлене положення і потім знову повертається назад, і що пневматичний циліндр подвійної дії рухає туди й назад зубчасту рейку, за допомогою якої відбувається зчеплення з циліндричним зубчастим колесом на валу поворотної вилки. Однак за допомогою цього відомого пристрою для штабелювання пластин можна штабелювати в касеті в положенні «на ребро» лише окремі пластини доставлені горизонтально. Горизонтальне укладання цих пластин без їх поміщення в касету, а також будь-яка їх подальша обробка за допомогою штабелювального пристрою, відомого із DE 3736759 А1 неможливі. Із опису ЕР 1155998 А1 відомий спосіб штабелювання зокрема уразливих до поштовхів та вигинання пластин за допомогою штабелювального пристрою, який має транспортер, що рухає пластини в основному в напрямку їх протяжності, та прилягаючий до нього штабелювальний стіл, висота якого може регулюватися відповідно до розвитку процесу штабелювання у сенсі зменшення різниці між висотою транспортера та верхньою стороною штабеля. Згідно з відрізняльною частиною пункту 1 формули об'єктом винаходу тут вбачається те, що пластини зісковзують на поверхню штабеля, коли вони ще підтримуються транспортером. Відстань по висоті між верхньою стороною штабеля та кінцем транспортера при вимірюванні її перпендикулярно до напрямку транспортування, має тут бути меншою за одну двадцяту меншого 5 параметру площі (ширина або довжина) пластин. Пристрій для здійснення способу відрізняється тим, що в напрямку транспортера один за одним встановлено два штабелювальні столи, які почергово приєднуються до транспортера, причому транспортер утворений одним або багатьма виступами, і що ближчий до транспортера штабелювальний стіл утворений одною або багатьма опорами, розташованими зі зміщенням відносно виступів транспортера. Цим гарантується, що для процесу переведення транспортера від переднього штабелювального столу (5) до заднього штабелювального столу (4) на момент коли остання пластина, спущена на штабель переднього штабелювального столу (5) залишає транспортер, наступна пластина вже знаходиться над штабелем заднього штабелювального столу (4). Хоча це означає заощадження часу порівняно з відомими способами з рівня техніки, тут все ж таки потрібно альтернативно застосовувати два штабелювальні столи. Цей захід в сенсі подальшої обробки або подальшої переадресації означає додаткові труднощі, пов'язані з часом та з технічною стороною. Тому задача даного винаходу полягає в створенні пристрою та способу для горизонтального штабелювання пластин великої площі, зокрема із мінералів, які б дозволяли швидко та надійно здійснювати процес штабелювання, не залучаючи додаткової приймальної площі. Ця задача вирішена за допомогою пристрою згідно з пунктом 1 формули винаходу та способу згідно з пунктом 8 формули винаходу. В основному це рішення полягає в тому, що пластини транспортуються по спеціальним транспортувальним елементам за спеціальним організаційним планом таким чином, щоб витрати часу були мінімальними. Нижче ознаки згідно з винаходом викладені більш детально. На кресленнях показані: Фіг.1 - тривимірне зображення пристрою; Фіг.2 - детальний вид пристрою зверху; Фіг.3 - схематичне зображення функціональної опори; Фіг.4 - перша деталь робочого процесу; Фіг.5 - друга деталь робочого процесу; Фіг.6 - третя деталь робочого процесу; Фіг.7 - четверта деталь робочого процесу; Фіг.8 - п'ята деталь робочого процесу; Фіг.9 - шоста деталь робочого процесу. На фіг.1 можна бачити базову раму (1), конструкція якої має стойки, в перспективі погляду людини на рівні й очей. На лівій стороні цієї базової рами зображено пластину (2) з мінеральної вати, яку транспортувальний засіб, наприклад стрічковий або роликовий транспортер (3), доставляє у вказану позицію. На передньому плані схематично зображена пластина (2) з мінеральної вати в напрямку, позначеному відповідною стрілкою. З цієї позиції не зображена камера контролює, чи не є дана пластина пошкодженою, або чи можна її подавати на наступний процес штабелювання. Це, наприклад, можна здійснювати шляхом автоматичного стеження за «габаритом приближення», 95010 6 який камера показує, з певними допусками, у бездоганної пластини. З поняттям «габарит приближення» стикається кожен водій при звуженні проїзного шляху через дерева. Оскільки пристрій згідно з винаходом придатний не лише для пластин (2) із мінеральної вати, то в цьому місці можна перевіряти штабельований матеріал також і на інші критерії. Якщо при певних видах пластин необхідно, щоб у виробничому процесі зберігалася певна вага, то за цим також потрібно автоматично стежити у відповідному місці. Якщо в результаті пластина (2) визнається бракованою, пристрій автоматично відсортовує таку пластину. На правій частині фіг.1 зображено власне штабелювальний пристрій у формі показаної рамної конструкції з приналежним стрічковим транспортером (4) для готового штабеля пластин. На фіг.2 показано установку за фіг.1 у вигляді вертикально зверху. На лівій стороні знову бачимо пластину (2) з мінеральної вати, тут у дійсному співвідношенні сторін, яка транспортується від пересувного гребеня (7) до переднього піддонного гребеня (6) праворуч. Зрозуміло, що утримуючий гребінь (8) на цьому зображенні зверху видно не зовсім чітко. На правій стороні задній піддонний гребінь (5) зображено зверху. Приналежний привід (9) для всього піддону можна бачити поверх власне штабелювального пристрою. Привод для утримуючого гребеня (8) позначений цифрою (10), а привід для переднього піддонного гребеня (6) та заднього піддонного гребеня (5) позначені цифрою (11). Схематичне зображення окремих функціональних елементів в поперечному розрізі показує фіг.3. Пересувний гребінь (7) пересуває тут пластину (2) із мінеральної вати на перший піддонний гребінь (6), а утримуючий гребінь (8) стоїть у своїй початковій позиції, і наступна пластина (2) лежить на стрічковому транспортері, який призначений для штабеля пластин і вступає в дію, коли штабель досягає бажаної висоти. Наступні фігури показують детально проміжні етапи протікання всього процесу штабелювання. Так, на фіг.4 можна бачити, як пересувний гребінь (7) рухає пластину (2) із мінеральної вати на передній піддонний гребінь (6), який разом з заднім піддонним гребенем замикає піддон, тоді як утримуючий гребінь (8) знаходиться в позиції очікування. На стрічковому транспортері (4) для штабеля пластин вже лежить пластина (2) із мінеральної вати. На фіг.5 відповідна зображена пластина (2) із мінеральної вати, яка за допомогою пересувного гребеня (7) вже трохи більше просунута на замкнутий піддон, утворений заднім піддонним гребенем (6) та переднім піддонним гребенем (6), що знаходяться в позиції взаємного змикання. Утримуючий гребінь (8) намагається перешкодити зісковзуванню цієї пластини, коли передній піддонний гребінь (6) починає рухатися назустріч тому напрямку, звідки прибула пластина (2), тому що пластина (2) досягла свого кінцевого положення. У верхній частині малюнка схематично зображено початок зворотного руху утримуючого гребеня (8) з 7 початкової позиції. На фіг.6 зображено момент, коли пересувний гребінь (7) закінчує свій рух, а утримуючий гребінь (8) опускається зверху у проміжки, залишені пересувним гребенем (7). Це необхідно, оскільки описані процеси протікають дуже швидко, а без цього взаємного зчеплення відповідних гребінчастих елементів необхідну швидкість процесів реалізувати не можна. На фіг.7 видно, як передній піддонний гребінь (6) та задній піддонний гребінь (7) відходять один від одного, щоб звільнити місце для просування пластини (2). Утримуючий гребінь (8) відходить назад своїм зворотнім рухом і таким чином гарантує, що певна пластина (2) зісковзне точно на потрібне місце на вже існуючому штабелі. При цьому слід брати до уваги, що на відповідних фігурах зображені малюнки розрізів, і зображена кромка утримуючого гребеня (8) на практиці є площиною, на якій вирівнюється певна пластина. Фіг.8 показує, як відповідна пластина (2) викладається на попередню пластину (2) штабель опускається на відстань, що дорівнює товщині викладеної пластини, а зліва вже до наступної пластини (2) починає наближатися пересувний гребінь (7). Утримуючий гребінь (8) вже знову здійснює поступальний рух. Зображення на фіг.9 відповідає зображенню на фіг.4, за виключенням висоти штабеля пластин. Оскільки описані операції переміщення протікають з високою швидкістю, то елементи управління рухом даних пластин (2) підлягають дії висо 95010 8 ких сил прискорення. Крім того, вони мусять в певний момент циклу знаходитися на відповідних місцях. Це означає, що ці елементи управління, такі як задній та передній піддонний гребені (6, 5), пересувний гребінь (7) та утримуючий гребінь (8) мають бути виготовлені із легкого, але дуже стабільного матеріалу. Тут перш за все йдеться про склопластик. Для точного виконання описаних процесів функціонування існують сучасні сервомотори з відповідними програмами управління. Для стеження за актуальним положенням відповідних елементів управління застосовуються відомі фахівцю сенсори, придатні для такого випадку використання. Програмно-технічне забезпечення такого процесу функціонування дає обчислювальна програма, яка може бути пристосована фахівцем до описаних операцій та до даних місцевих умов. Перелік позиційних позначень (1) - базова рама (2) - пластина із мінеральної вати (3) - роликовий транспортер виробничої лінії (4) - стрічковий транспортер для штабеля пластин (5) - задній піддонний гребінь (6) - передній піддонний гребінь (7) - пересувний гребінь (8) - утримуючий гребінь (9) - привід піддону (10) - привід утримуючого гребеня (11) - привід піддонних гребенів (заднього, переднього) 9 Комп’ютерна верстка Л. Ціхановська 95010 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and device for stacking plate-shaped bodies
Автори англійськоюSchaeferling, Rudolf
Назва патенту російськоюСпособ и устройство для штабелирования пластинообразных изделий
Автори російськоюШеферлинг Рудольф
МПК / Мітки
МПК: B65G 57/00
Мітки: виробів, пристрій, пластиноподібних, штабелювання, спосіб
Код посилання
<a href="https://ua.patents.su/5-95010-sposib-ta-pristrijj-dlya-shtabelyuvannya-plastinopodibnikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Спосіб та пристрій для штабелювання пластиноподібних виробів</a>
Спосіб штабелювання сортових заготівок і штабелювальний пристрій для його реалізації
Номер патенту: 44568
Опубліковано: 17.01.2005
Автори: Білобров Юрій Миколайович, Плугатар Віктор Семенович, Васільєв Юрій Андрійович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович
МПК: B65G 57/02, B65D 21/024
Мітки: сортових, реалізації, штабелювальний, штабелювання, пристрій, заготівок, спосіб
Формула / Реферат:
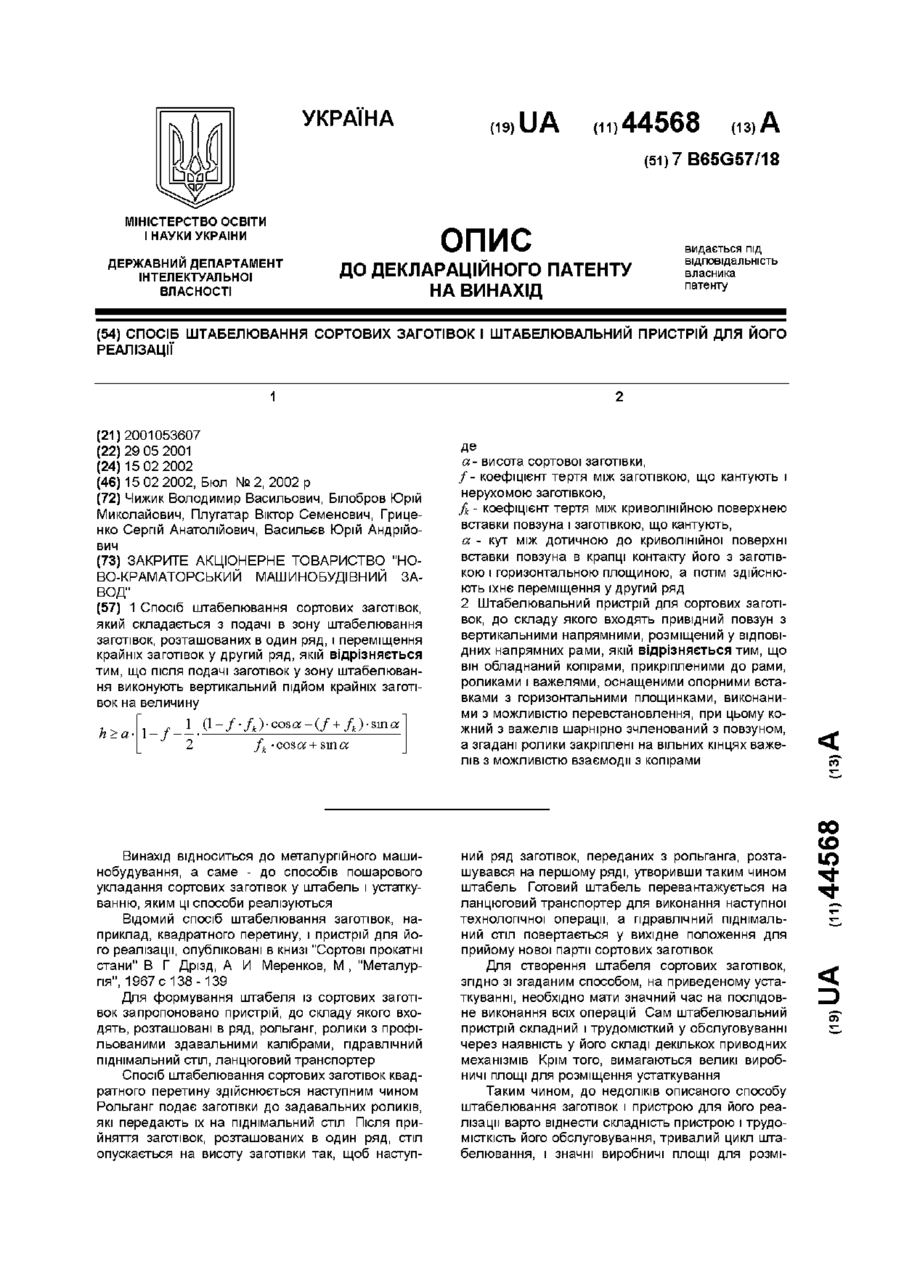
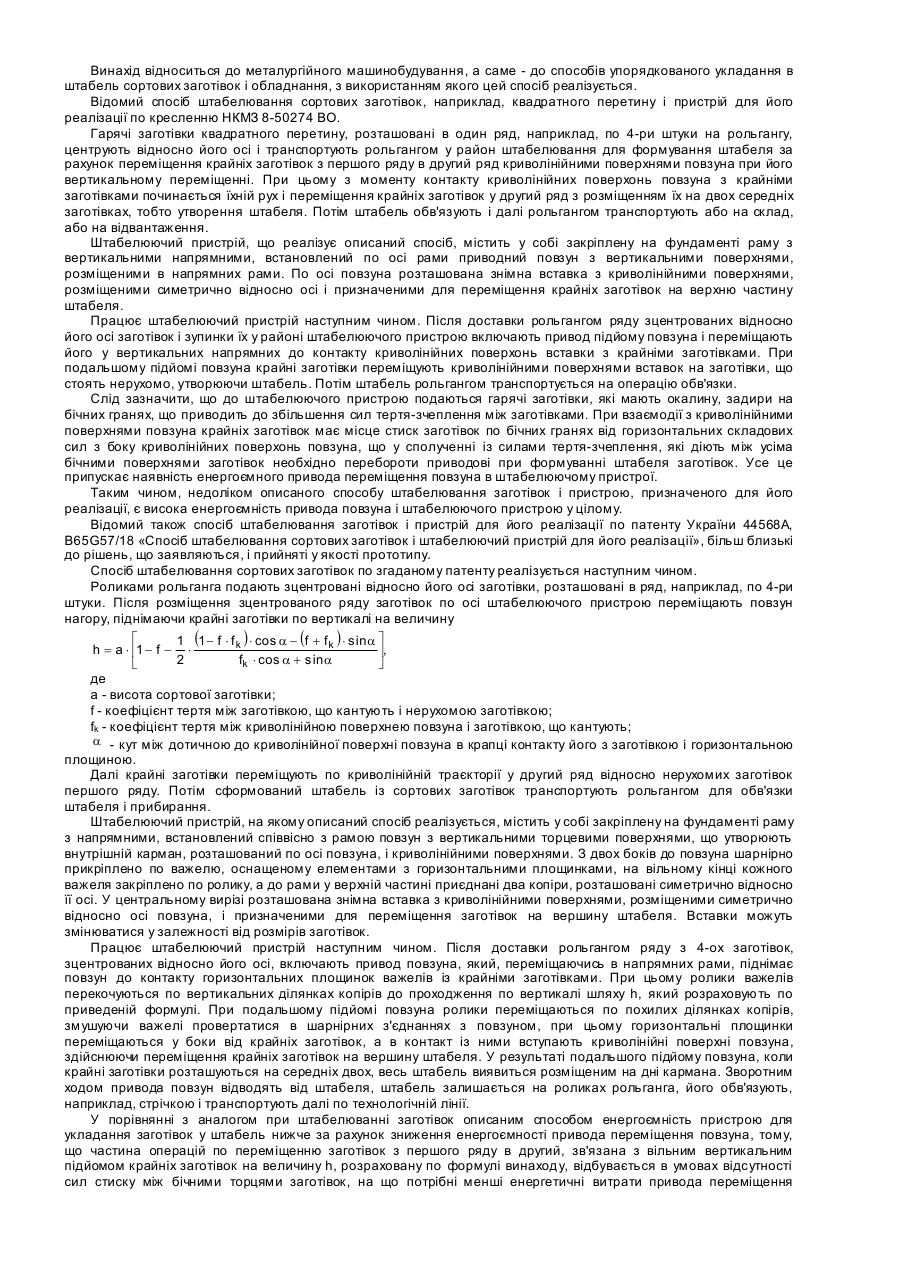
1.Спосіб штабелювання сортових заготівок, який складається з подачі в зону штабелювання заготівок, розташованих в один ряд, і переміщення крайніх заготівок у другий ряд, який відрізняється тим, що після подачі заготівок у зону штабелювання виконують вертикальний підйом крайніх заготівок на величину ,...
Спосіб штабелювання сортових заготовок і штабелюючий пристрій для його реалізації
Номер патенту: 69809
Опубліковано: 15.09.2004
Автори: Послушняк Олексій Володимирович, Плугатар Віктор Семенович, Чижик Володимир Васильович, Гриценко Сергій Анатолійович
МПК: B65G 57/02
Мітки: спосіб, сортових, заготовок, штабелювання, пристрій, штабелюючий, реалізації
Формула / Реферат:
1. Спосіб штабелювання сортових заготівок, який включає подачу в зону штабелювання заготівок, розташованих в один ряд, вертикальний підйом за рахунок переміщення вертикальних торцевих поверхонь повзуна крайніх заготівок у другий ряд на величину:, де - висота сортової заготівки;
Пристрій для штабелювання предметів
Номер патенту: 11802
Опубліковано: 25.12.1996
Автор: Єгурнов Євгеній Георгійович
МПК: B65G 57/02, B65B 5/10
Мітки: предметів, пристрій, штабелювання
Формула / Реферат:
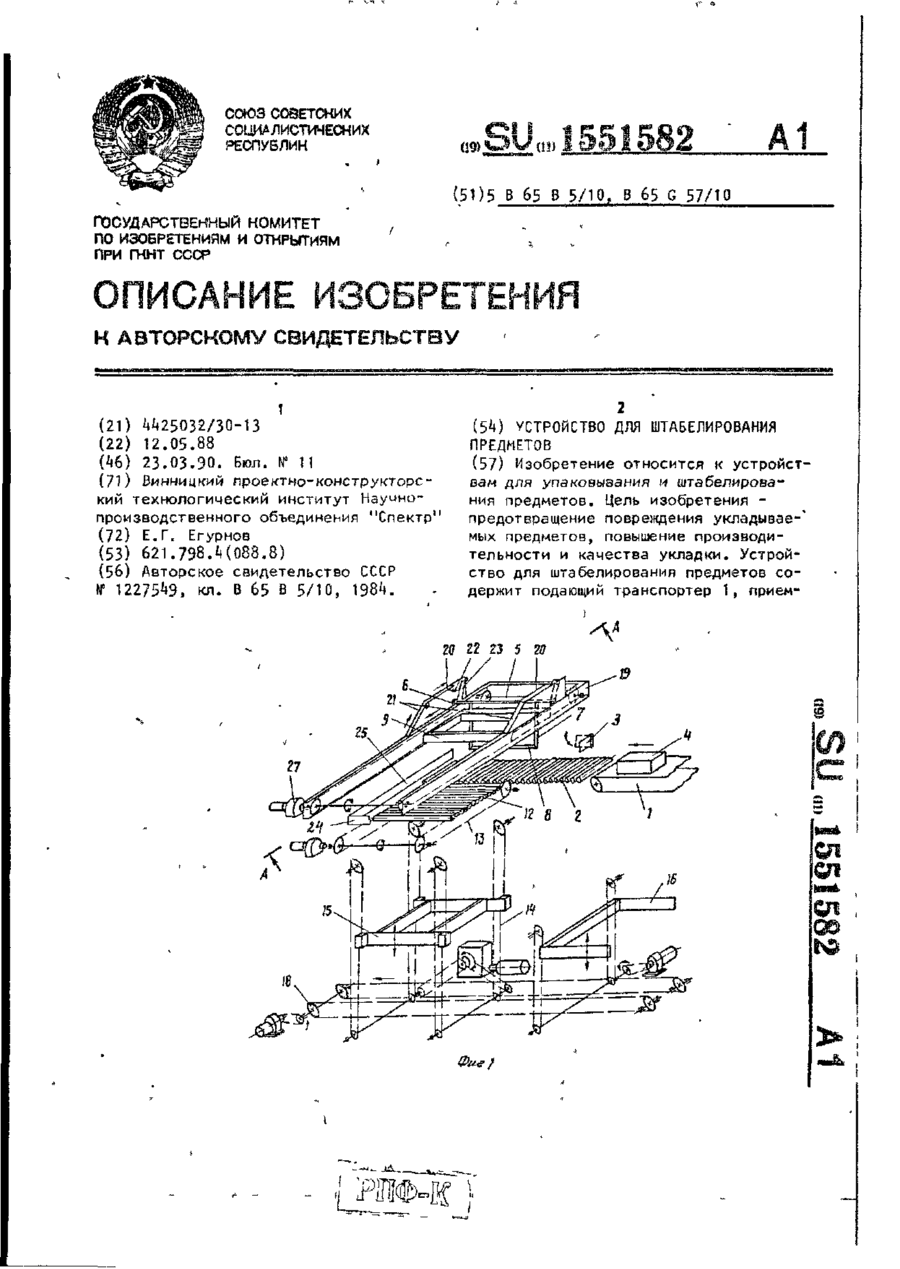
1. Устройство для штабелирования предметов, содержащее приемный рольганг, механизм формирования слоя предметов, включающий горизонтальный толкатель и опорный элемент, смонтированный с возможностью перемещения в горизонтальной плоскости для выдвигания его из-под сформированного на нем слоя предметов, и расположенный под ним подъемно-опускной механизм, отличающееся тем, что, с целью предотвращения повреждения укладываемых предметов,...
Спосіб сортування виробів і пристрій для вимірювання якості виробів у зазначеному способі
Номер патенту: 41619
Опубліковано: 17.01.2005
Автор: Крохін Ян Олександрович
МПК: G01D 21/00, B07C 5/00
Мітки: якості, сортування, способи, виробів, зазначеному, пристрій, спосіб, вимірювання
Формула / Реферат:
1. Спосіб сортування виробів по класах типу «придатний» - «брак», який полягає в тому, що попередньо перевіряють засоби вимірювання параметрів, параметри виробу почергово вимірюють, виміряні значення параметрів і їх норми перетворюють до безрозмірного виду і сортують вироби по класах за результатами порівняння перетворених значень параметрів з перетвореними нормами, який відрізняється тим, що при перевірці засобів вимірювань параметрів...
Спосіб автоматичної відсадки кондитерських виробів і пристрій для відсаджування кондитерських виробів
Номер патенту: 42255
Опубліковано: 15.10.2001
Автор: Головишин Петро Васильович
МПК: A23G 3/18
Мітки: виробів, відсадки, пристрій, автоматичної, кондитерських, відсаджування, спосіб
Формула / Реферат:
1. Спосіб автоматичної відсадки кондитерських виробів шляхом видавлювання кондитерської маси дозуючим пристроєм через відсаджувальні наконечники на лотки, які безперервно рухаються, який відрізняється тим, що відсадку виконують поетапно з можливістю на кожному наступному циклі відсадки змінювати траєкторію переміщення відсаджувальних наконечників.2. Спосіб по п. 1, який відрізняється тим, що відсадку здійснюють поетапним нарощуванням...
Попередній патент: Спосіб складання підшипника ковзання
Наступний патент: Спосіб підготовки і відробки виїмкових дільниць
Випадковий патент: Спосіб холецистостомії