Складений валок
Номер патенту: 95012
Опубліковано: 25.06.2011
Автори: Йєпсен Олаф Норман, Мюнкер Йохен, Райнер Петер, Лінднер Флоріан

Формула / Реферат
1. Валок (1), зокрема робочий або опорний валок, для прокатного стана, такого як товстолистовий прокатний стан, прокатний стан для виробництва плоских заготовок або тому подібного, з:
- гільзою (2);
- лівою напівцапфою (3); і
- правою напівцапфою (4),
причому напівцапфи (3, 4) в охопленій гільзою (2) зоні виконані у формі зрізаного конуса і утворюють на лівій напівцапфі (3) ліву поверхню (12), а на правій напівцапфі (4) праву поверхню (13), який відрізняється тим, що ліва напівцапфа (3) і права напівцапфа (4) виконані з отворами (22) і пазами (11), які з'єднані з ними, причому пази (11) виконані на згаданих поверхнях (12, 13).
2. Валок (1) за п. 1, який відрізняється тим, що пази (11) виконані обводовими або спірально обводовими.
3. Валок (1) за п. 2, який відрізняється тим, що ліва напівцапфа (3) і/або права напівцапфа (4) виконана щонайменше з одним осепаралельним наскрізним отвором (6).
4. Валок (1) за п. 2 або п. 3, який відрізняється тим, що ліва напівцапфа (3) і/або права напівцапфа (4) виконана з нарізним отвором (7).
5. Валок (1) за п. 2 або п. 3, який відрізняється тим, що ліва напівцапфа (3) і/або права напівцапфа (4) виконана з пазом (28) для встановлення ущільнення (29).
6. Валок (1) за одним із пп. 1-5, який відрізняється тим, що гільза (2) має торцеві боки (20, 21), які виконані з пазом (26) для стікання води.
7. Валок (1) за одним із пп. 1-6, який відрізняється тим, що гільза (2) всередині виконана у вигляді зрізаного конуса.
8. Валок (1) за одним із пп. 1-7, який відрізняється тим, що гільза (2) виконана з високоякісної, литої і/або кованої термічно поліпшеної сталі.
9. Валок (1) за одним із пп. 1-8, який відрізняється тим, що на зовнішній обводовій поверхні гільзи (2) виконана зносостійка наплавка.
10. Спосіб виготовлення валка (1), зокрема робочого або опорного валка, за одним із пп. 1-9, який відрізняється тим, що:
- ліву напівцапфу (3) і праву напівцапфу (4) вставляють в гільзу (2);
- праву напівцапфу (4) і ліву напівцапфу (3) стягують одна з одною щонайменше одним стяжним болтом (5);
- напірне масло спрямовують в отвори (22) і пази (11) відповідно лівої напівцапфи і правої напівцапфи;
- напірним маслом здійснюють на гільзу (2) тиск, завдяки якому гільза (2) розширюється; і при цьому
- упорні поверхні (18, 19) при розширеній гільзі (2) за допомогою стяжного болта (5) притискують до торцевих боків (20, 21) гільзи (2).
11. Спосіб за п. 10, який відрізняється тим, що демонтаж валка здійснюють в послідовності, зворотній описаним в п. 10 етапам.
12. Спосіб за п. 10 або п. 11, який відрізняється тим, що стяжний болт (5) угвинчують в нарізний отвір (7), який знаходиться в одній з двох напівцапф (3, 4).
13. Спосіб за одним із пп. 10-12, який відрізняється тим, що зовнішню поверхню гільзи (2) забезпечують зносостійкою наплавкою.
Текст
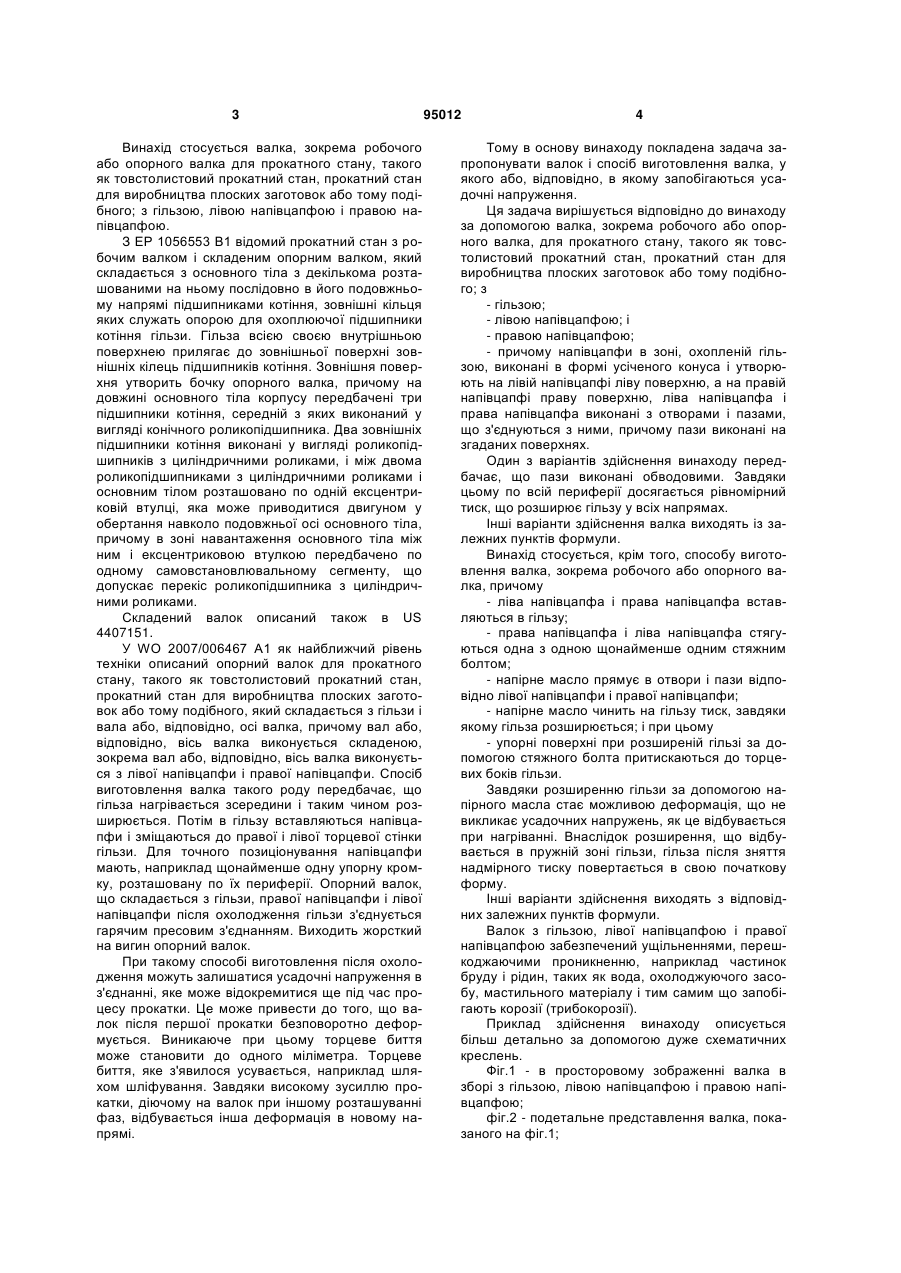
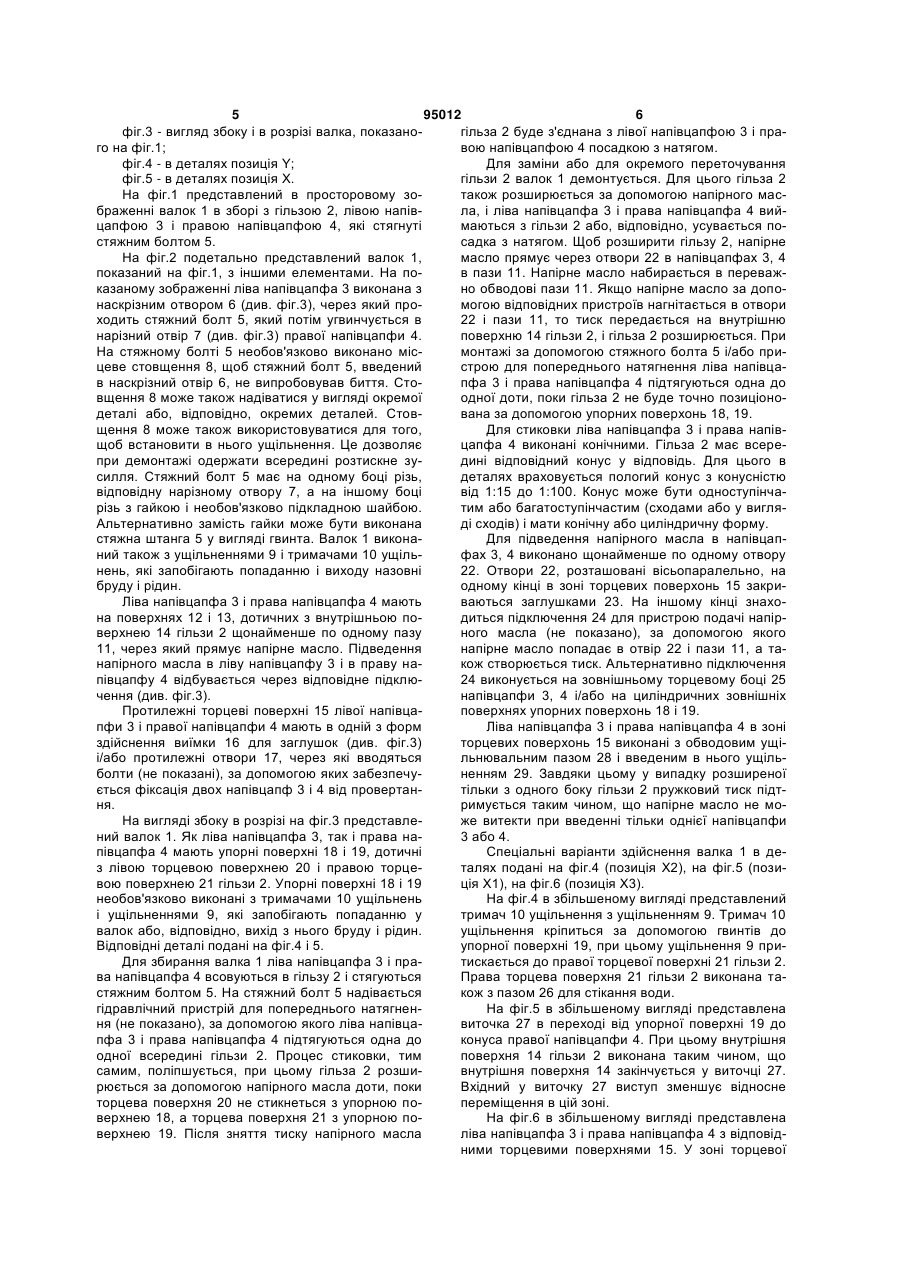
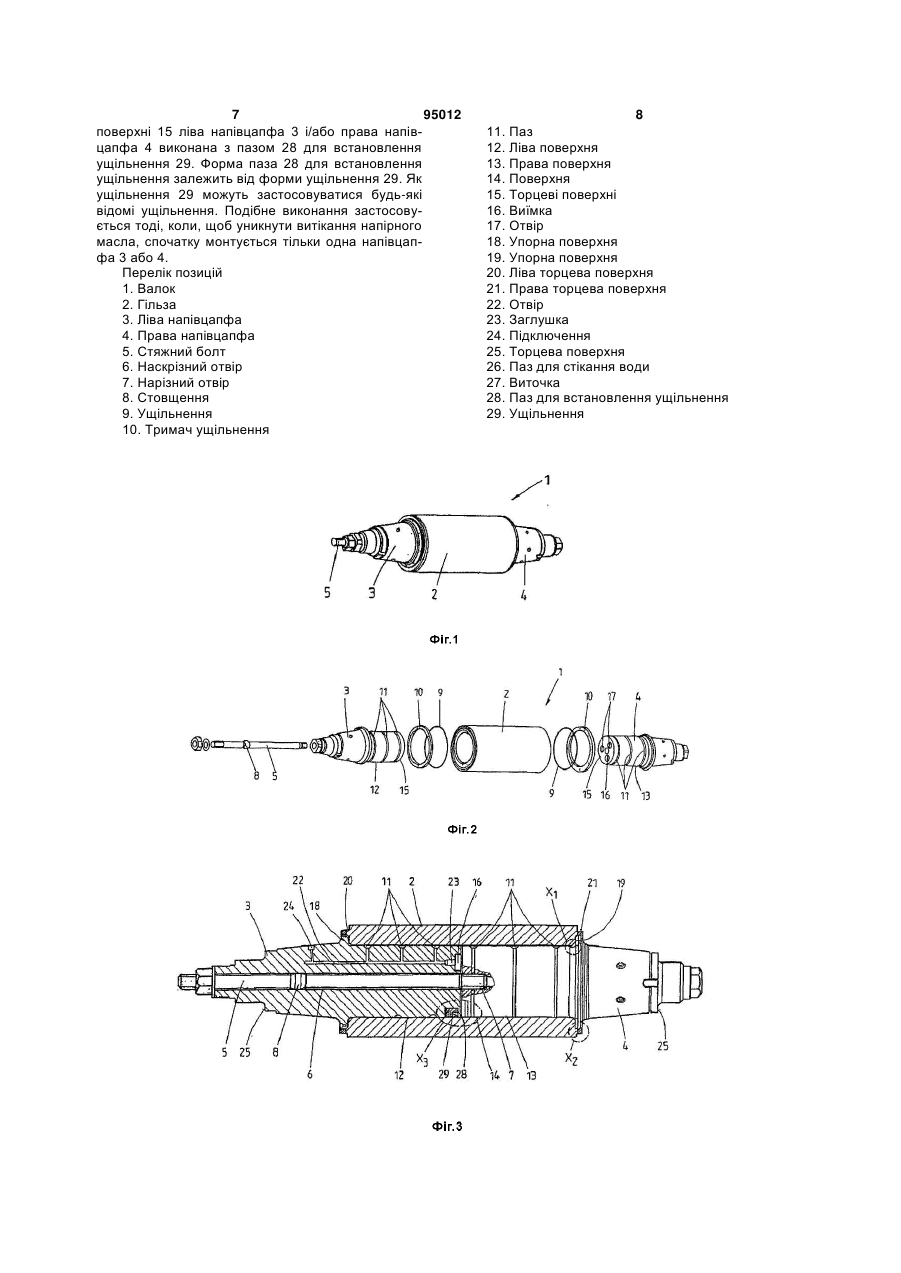
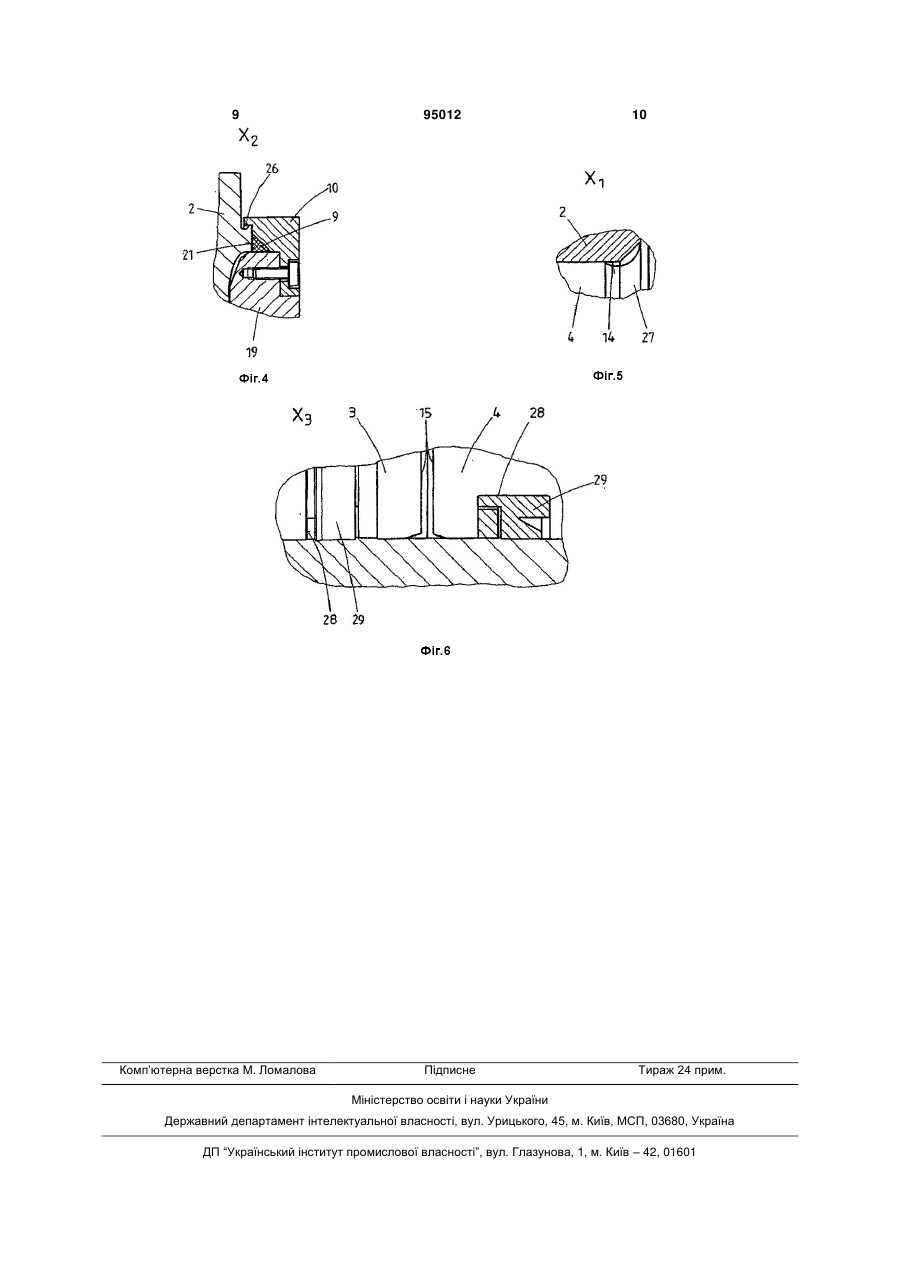
1. Валок (1), зокрема робочий або опорний валок, для прокатного стана, такого як товстолистовий прокатний стан, прокатний стан для виробництва плоских заготовок або тому подібного, з: - гільзою (2); - лівою напівцапфою (3); і - правою напівцапфою (4), причому напівцапфи (3, 4) в охопленій гільзою (2) зоні виконані у формі зрізаного конуса і утворюють на лівій напівцапфі (3) ліву поверхню (12), а на правій напівцапфі (4) праву поверхню (13), який відрізняється тим, що ліва напівцапфа (3) і права напівцапфа (4) виконані з отворами (22) і пазами (11), які з'єднані з ними, причому пази (11) виконані на згаданих поверхнях (12, 13). 2. Валок (1) за п. 1, який відрізняється тим, що пази (11) виконані обводовими або спірально обводовими. 3. Валок (1) за п. 2, який відрізняється тим, що ліва напівцапфа (3) і/або права напівцапфа (4) виконана щонайменше з одним осепаралельним наскрізним отвором (6). 2 (19) 1 3 Винахід стосується валка, зокрема робочого або опорного валка для прокатного стану, такого як товстолистовий прокатний стан, прокатний стан для виробництва плоских заготовок або тому подібного; з гільзою, лівою напівцапфою і правою напівцапфою. З ЕР 1056553 В1 відомий прокатний стан з робочим валком і складеним опорним валком, який складається з основного тіла з декількома розташованими на ньому послідовно в його подовжньому напрямі підшипниками котіння, зовнішні кільця яких служать опорою для охоплюючої підшипники котіння гільзи. Гільза всією своєю внутрішньою поверхнею прилягає до зовнішньої поверхні зовнішніх кілець підшипників котіння. Зовнішня поверхня утворить бочку опорного валка, причому на довжині основного тіла корпусу передбачені три підшипники котіння, середній з яких виконаний у вигляді конічного роликопідшипника. Два зовнішніх підшипники котіння виконані у вигляді роликопідшипників з циліндричними роликами, і між двома роликопідшипниками з циліндричними роликами і основним тілом розташовано по одній ексцентриковій втулці, яка може приводитися двигуном у обертання навколо подовжньої осі основного тіла, причому в зоні навантаження основного тіла між ним і ексцентриковою втулкою передбачено по одному самовстановлювальному сегменту, що допускає перекіс роликопідшипника з циліндричними роликами. Складений валок описаний також в US 4407151. У WO 2007/006467 А1 як найближчий рівень техніки описаний опорний валок для прокатного стану, такого як товстолистовий прокатний стан, прокатний стан для виробництва плоских заготовок або тому подібного, який складається з гільзи і вала або, відповідно, осі валка, причому вал або, відповідно, вісь валка виконується складеною, зокрема вал або, відповідно, вісь валка виконується з лівої напівцапфи і правої напівцапфи. Спосіб виготовлення валка такого роду передбачає, що гільза нагрівається зсередини і таким чином розширюється. Потім в гільзу вставляються напівцапфи і зміщаються до правої і лівої торцевої стінки гільзи. Для точного позиціонування напівцапфи мають, наприклад щонайменше одну упорну кромку, розташовану по їх периферії. Опорний валок, що складається з гільзи, правої напівцапфи і лівої напівцапфи після охолодження гільзи з'єднується гарячим пресовим з'єднанням. Виходить жорсткий на вигин опорний валок. При такому способі виготовлення після охолодження можуть залишатися усадочні напруження в з'єднанні, яке може відокремитися ще під час процесу прокатки. Це може привести до того, що валок після першої прокатки безповоротно деформується. Виникаюче при цьому торцеве биття може становити до одного міліметра. Торцеве биття, яке з'явилося усувається, наприклад шляхом шліфування. Завдяки високому зусиллю прокатки, діючому на валок при іншому розташуванні фаз, відбувається інша деформація в новому напрямі. 95012 4 Тому в основу винаходу покладена задача запропонувати валок і спосіб виготовлення валка, у якого або, відповідно, в якому запобігаються усадочні напруження. Ця задача вирішується відповідно до винаходу за допомогою валка, зокрема робочого або опорного валка, для прокатного стану, такого як товстолистовий прокатний стан, прокатний стан для виробництва плоских заготовок або тому подібного; з - гільзою; - лівою напівцапфою; і - правою напівцапфою; - причому напівцапфи в зоні, охопленій гільзою, виконані в формі усіченого конуса і утворюють на лівій напівцапфі ліву поверхню, а на правій напівцапфі праву поверхню, ліва напівцапфа і права напівцапфа виконані з отворами і пазами, що з'єднуються з ними, причому пази виконані на згаданих поверхнях. Один з варіантів здійснення винаходу передбачає, що пази виконані обводовими. Завдяки цьому по всій периферії досягається рівномірний тиск, що розширює гільзу у всіх напрямах. Інші варіанти здійснення валка виходять із залежних пунктів формули. Винахід стосується, крім того, способу виготовлення валка, зокрема робочого або опорного валка, причому - ліва напівцапфа і права напівцапфа вставляються в гільзу; - права напівцапфа і ліва напівцапфа стягуються одна з одною щонайменше одним стяжним болтом; - напірне масло прямує в отвори і пази відповідно лівої напівцапфи і правої напівцапфи; - напірне масло чинить на гільзу тиск, завдяки якому гільза розширюється; і при цьому - упорні поверхні при розширеній гільзі за допомогою стяжного болта притискаються до торцевих боків гільзи. Завдяки розширенню гільзи за допомогою напірного масла стає можливою деформація, що не викликає усадочних напружень, як це відбувається при нагріванні. Внаслідок розширення, що відбувається в пружній зоні гільзи, гільза після зняття надмірного тиску повертається в свою початкову форму. Інші варіанти здійснення виходять з відповідних залежних пунктів формули. Валок з гільзою, лівої напівцапфою і правої напівцапфою забезпечений ущільненнями, перешкоджаючими проникненню, наприклад частинок бруду і рідин, таких як вода, охолоджуючого засобу, мастильного матеріалу і тим самим що запобігають корозії (трибокорозії). Приклад здійснення винаходу описується більш детально за допомогою дуже схематичних креслень. Фіг.1 - в просторовому зображенні валка в зборі з гільзою, лівою напівцапфою і правою напівцапфою; фіг.2 - подетальне представлення валка, показаного на фіг.1; 5 95012 6 фіг.3 - вигляд збоку і в розрізі валка, показаногільза 2 буде з'єднана з лівої напівцапфою 3 і праго на фіг.1; вою напівцапфою 4 посадкою з натягом. фіг.4 - в деталях позиція Y; Для заміни або для окремого переточування фіг.5 - в деталях позиція X. гільзи 2 валок 1 демонтується. Для цього гільза 2 На фіг.1 представлений в просторовому зотакож розширюється за допомогою напірного масбраженні валок 1 в зборі з гільзою 2, лівою напівла, і ліва напівцапфа 3 і права напівцапфа 4 вийцапфою 3 і правою напівцапфою 4, які стягнуті маються з гільзи 2 або, відповідно, усувається постяжним болтом 5. садка з натягом. Щоб розширити гільзу 2, напірне На фіг.2 подетально представлений валок 1, масло прямує через отвори 22 в напівцапфах 3, 4 показаний на фіг.1, з іншими елементами. На пов пази 11. Напірне масло набирається в переважказаному зображенні ліва напівцапфа 3 виконана з но обводові пази 11. Якщо напірне масло за допонаскрізним отвором 6 (див. фіг.3), через який промогою відповідних пристроїв нагнітається в отвори ходить стяжний болт 5, який потім угвинчується в 22 і пази 11, то тиск передається на внутрішню нарізний отвір 7 (див. фіг.3) правої напівцапфи 4. поверхню 14 гільзи 2, і гільза 2 розширюється. При На стяжному болті 5 необов'язково виконано місмонтажі за допомогою стяжного болта 5 і/або прицеве стовщення 8, щоб стяжний болт 5, введений строю для попереднього натягнення ліва напівцав наскрізний отвір 6, не випробовував биття. Стопфа 3 і права напівцапфа 4 підтягуються одна до вщення 8 може також надіватися у вигляді окремої одної доти, поки гільза 2 не буде точно позиціонодеталі або, відповідно, окремих деталей. Стоввана за допомогою упорних поверхонь 18, 19. щення 8 може також використовуватися для того, Для стиковки ліва напівцапфа 3 і права напівщоб встановити в нього ущільнення. Це дозволяє цапфа 4 виконані конічними. Гільза 2 має всерепри демонтажі одержати всередині розтискне зудині відповідний конус у відповідь. Для цього в силля. Стяжний болт 5 має на одному боці різь, деталях враховується пологий конус з конусністю відповідну нарізному отвору 7, а на іншому боці від 1:15 до 1:100. Конус може бути одноступінчарізь з гайкою і необов'язково підкладною шайбою. тим або багатоступінчастим (сходами або у вигляАльтернативно замість гайки може бути виконана ді сходів) і мати конічну або циліндричну форму. стяжна штанга 5 у вигляді гвинта. Валок 1 виконаДля підведення напірного масла в напівцапний також з ущільненнями 9 і тримачами 10 ущільфах 3, 4 виконано щонайменше по одному отвору нень, які запобігають попаданню і виходу назовні 22. Отвори 22, розташовані вісьопаралельно, на бруду і рідин. одному кінці в зоні торцевих поверхонь 15 закриЛіва напівцапфа 3 і права напівцапфа 4 мають ваються заглушками 23. На іншому кінці знахона поверхнях 12 і 13, дотичних з внутрішньою подиться підключення 24 для пристрою подачі напірверхнею 14 гільзи 2 щонайменше по одному пазу ного масла (не показано), за допомогою якого 11, через який прямує напірне масло. Підведення напірне масло попадає в отвір 22 і пази 11, а танапірного масла в ліву напівцапфу 3 і в праву накож створюється тиск. Альтернативно підключення півцапфу 4 відбувається через відповідне підклю24 виконується на зовнішньому торцевому боці 25 чення (див. фіг.3). напівцапфи 3, 4 і/або на циліндричних зовнішніх Протилежні торцеві поверхні 15 лівої напівцаповерхнях упорних поверхонь 18 і 19. пфи 3 і правої напівцапфи 4 мають в одній з форм Ліва напівцапфа 3 і права напівцапфа 4 в зоні здійснення виїмки 16 для заглушок (див. фіг.3) торцевих поверхонь 15 виконані з обводовим ущіі/або протилежні отвори 17, через які вводяться льнювальним пазом 28 і введеним в нього ущільболти (не показані), за допомогою яких забезпечуненням 29. Завдяки цьому у випадку розширеної ється фіксація двох напівцапф 3 і 4 від провертантільки з одного боку гільзи 2 пружковий тиск підтня. римується таким чином, що напірне масло не моНа вигляді збоку в розрізі на фіг.3 представлеже витекти при введенні тільки однієї напівцапфи ний валок 1. Як ліва напівцапфа 3, так і права на3 або 4. півцапфа 4 мають упорні поверхні 18 і 19, дотичні Спеціальні варіанти здійснення валка 1 в дез лівою торцевою поверхнею 20 і правою торцеталях подані на фіг.4 (позиція Х2), на фіг.5 (позивою поверхнею 21 гільзи 2. Упорні поверхні 18 і 19 ція X1), на фіг.6 (позиція Х3). необов'язково виконані з тримачами 10 ущільнень На фіг.4 в збільшеному вигляді представлений і ущільненнями 9, які запобігають попаданню у тримач 10 ущільнення з ущільненням 9. Тримач 10 валок або, відповідно, вихід з нього бруду і рідин. ущільнення кріпиться за допомогою гвинтів до Відповідні деталі подані на фіг.4 і 5. упорної поверхні 19, при цьому ущільнення 9 приДля збирання валка 1 ліва напівцапфа 3 і пратискається до правої торцевої поверхні 21 гільзи 2. ва напівцапфа 4 всовуються в гільзу 2 і стягуються Права торцева поверхня 21 гільзи 2 виконана тастяжним болтом 5. На стяжний болт 5 надівається кож з пазом 26 для стікання води. гідравлічний пристрій для попереднього натягненНа фіг.5 в збільшеному вигляді представлена ня (не показано), за допомогою якого ліва напівцавиточка 27 в переході від упорної поверхні 19 до пфа 3 і права напівцапфа 4 підтягуються одна до конуса правої напівцапфи 4. При цьому внутрішня одної всередині гільзи 2. Процес стиковки, тим поверхня 14 гільзи 2 виконана таким чином, що самим, поліпшується, при цьому гільза 2 розшивнутрішня поверхня 14 закінчується у виточці 27. рюється за допомогою напірного масла доти, поки Вхідний у виточку 27 виступ зменшує відносне торцева поверхня 20 не стикнеться з упорною попереміщення в цій зоні. верхнею 18, а торцева поверхня 21 з упорною поНа фіг.6 в збільшеному вигляді представлена верхнею 19. Після зняття тиску напірного масла ліва напівцапфа 3 і права напівцапфа 4 з відповідними торцевими поверхнями 15. У зоні торцевої 7 95012 поверхні 15 ліва напівцапфа 3 і/або права напівцапфа 4 виконана з пазом 28 для встановлення ущільнення 29. Форма паза 28 для встановлення ущільнення залежить від форми ущільнення 29. Як ущільнення 29 можуть застосовуватися будь-які відомі ущільнення. Подібне виконання застосовується тоді, коли, щоб уникнути витікання напірного масла, спочатку монтується тільки одна напівцапфа 3 або 4. Перелік позицій 1. Валок 2. Гільза 3. Ліва напівцапфа 4. Права напівцапфа 5. Стяжний болт 6. Наскрізний отвір 7. Нарізний отвір 8. Стовщення 9. Ущільнення 10. Тримач ущільнення 8 11. Паз 12. Ліва поверхня 13. Права поверхня 14. Поверхня 15. Торцеві поверхні 16. Виїмка 17. Отвір 18. Упорна поверхня 19. Упорна поверхня 20. Ліва торцева поверхня 21. Права торцева поверхня 22. Отвір 23. Заглушка 24. Підключення 25. Торцева поверхня 26. Паз для стікання води 27. Виточка 28. Паз для встановлення ущільнення 29. Ущільнення 9 Комп’ютерна верстка М. Ломалова 95012 Підписне 10 Тираж 24 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMultipart roller
Автори англійськоюLindner, Florian, Muenker, Jochen, Jepsen, Olaf, Norman, Rainer, Peter
Назва патенту російськоюСоставной валок
Автори російськоюЛинднер Флориан, Мюнкер Йохен, Йепсен Олаф Норман, Райнер Петер
МПК / Мітки
МПК: B21B 27/03
Код посилання
<a href="https://ua.patents.su/5-95012-skladenijj-valok.html" target="_blank" rel="follow" title="База патентів України">Складений валок</a>
Складений прокатний валок
Номер патенту: 40657
Опубліковано: 27.04.2009
Автори: Суков Геннадій Сергійович, Бобух Іван Олексійович, Цівковський Олександр Григорович, Шрайдер Артур Вікторович, Волошин Олексій Іванович, Бобух Олексій Іванович
МПК: B21B 27/03
Мітки: прокатній, складений, валок
Формула / Реферат:
Складений прокатний валок, що містить вісь, бандаж з циліндричною посадковою поверхнею і гільзу з охоплюваною посадковою поверхнею криволінійної форми, з'єднану з бандажем по посадці з натягом у межах 0,0006-0,0009 його посадкового діаметра, а з віссю по посадці з натягом у середній частині гільзи - в межах 0,0012-0,0013 зазначеного діаметра бандажа, який відрізняється тим, що посадкова поверхня осі виконана циліндричною з проточками, а...
Складений прокатний валок
Номер патенту: 66617
Опубліковано: 17.05.2004
Автори: Зеленський Віктор Євгеньйович, Бобух Іван Олексійович, Суглобов Володимир Васильович, Матула Олексій Андрійович, Бобух Олексій Іванович, Голі-Оглу Володимир Семенович
МПК: B21B 27/03
Мітки: валок, складений, прокатній
Формула / Реферат:
1. Складений прокатний валок, що містить бандаж з циліндричною посадковою поверхнею і охоплювану ним гільзу з криволінійною формою посадкової поверхні, сполучену з бандажем посадкою з натягом у межах 0,0006...0,0009 посадкового діаметра бандажа, а гільза сполучена з віссю, який відрізняється тим, що циліндрична поверхня гільзи сполучена з віссю з змінним натягом, величина якого дорівнює (0,0012...0,0015)d, де d - посадковий діаметр...
Складений прокатний валок

Номер патенту: 15274
Опубліковано: 15.06.2006
Автори: Волошин Олексій Іванович, Матула Олексій Андрійович, Пушков Валерій Васильович, Бобух Олексій Іванович, Бобух Іван Олексійович, Шрайдер Артур Вікторович, Омельяненко Микола Іванович
МПК: B21B 27/03
Мітки: прокатній, валок, складений
Формула / Реферат:
1. Складений прокатний валок, що містить бандаж, гільзу та вісь, сполучені між собою посадкою з натягом, який відрізняється тим, що вісь виконана з двох симетричних відносно середини бандажа та гільзи півосей, цапфи яких виготовлені з донних частин зливків, а півосі з'єднані між собою за допомогою стержня, на який кожна з півосей насаджена по посадці з натягом.2. Складений прокатний валок за п. 1, який відрізняється тим, що стержень...
Складений прокатний валок
Номер патенту: 32959
Опубліковано: 10.06.2008
Автори: Бобух Олексій Іванович, Бобух Іван Олексійович, Буртасенков Валерій Сергійович, Волошин Олексій Іванович, Грігор'єв Костянтин Олександрович
МПК: B21B 27/00
Мітки: валок, складений, прокатній
Формула / Реферат:
Складений прокатний валок, що містить бандаж із циліндричною посадковою поверхнею, який охоплює гільзу із зовнішніми циліндричним і криволінійними посадковими поверхнями, з'єднану з бандажем посадкою з натягом ∆1=0,0009d на циліндричній ділянці й зменшенням величини натягу на криволінійних ділянках і із внутрішньою циліндричною поверхнею, яка з'єднана з віссю зі змінним натягом: ∆2=0,0012d на серединній циліндричній посадковій...
Складений прокатний валок
Номер патенту: 2119
Опубліковано: 17.11.2003
Автори: Дарда Юрій Антонович, Сміяненко Ігор Миколайович, Петрусенко Леонід Олександрович, Шеремет Володимир Олександрович, Бабенко Михайло Антонович, Алексєєв Володимир Павлович, Слугин Олексій Георгійович, Ковтуненко Володимир Євгенович
МПК: B21B 27/03
Мітки: прокатній, складений, валок
Формула / Реферат:
Складений прокатний валок, що містить вісь, на якій розташовані бандажі, стикувальний вузол і засіб фіксації бандажів в осьовому напрямку, який відрізняється тим, що бандаж виконано у вигляді втулки із шипами на одному з торців, що виготовлені за одне ціле з втулкою, причому розміри і кількість шипів вибираються з умови рівноміцності з'єднання вісь-втулка, а стикувальний вузол являє собою бурт на осі, розміщений між бандажами і виконаний у...
Попередній патент: Спосіб підготовки і відробки виїмкових дільниць
Наступний патент: Водорозчинна композиція для пригнічення пилоутворення
Випадковий патент: Пружинна муфта для опускання і піднімання віконної штори (варіанти)